Zatykanie się dysz jest dość powszechnym zjawiskiem w świecie druku 3D, więc istnieje duże prawdopodobieństwo, że w pewnym momencie je napotkasz. Zatory mogą wystąpić z kilku różnych powodów, takich jak na przykład zbyt niska temperatura hotendu, aby zapewnić wystarczająco szybkie topienie się tworzywa podczas wytłaczania, a może filament, którego używasz, zawiera mikroskopijne cząsteczki (takie jak rodzaje filamentów drewnianych lub innych filamentów), które gromadzą się na końcu dyszy, ograniczając przepływ. Objawy są dość łatwe do zdiagnozowania, ponieważ będą one widoczne:
- Niedostateczne wytłaczanie (wytłaczana jest niewystarczająca ilość materiału, co powoduje powstawanie przerw w wydrukowanym modelu)
- Brak wytłaczania (drukarka wykonuje prawidłowe ruchy, ale z dyszy nie wychodzi filament)
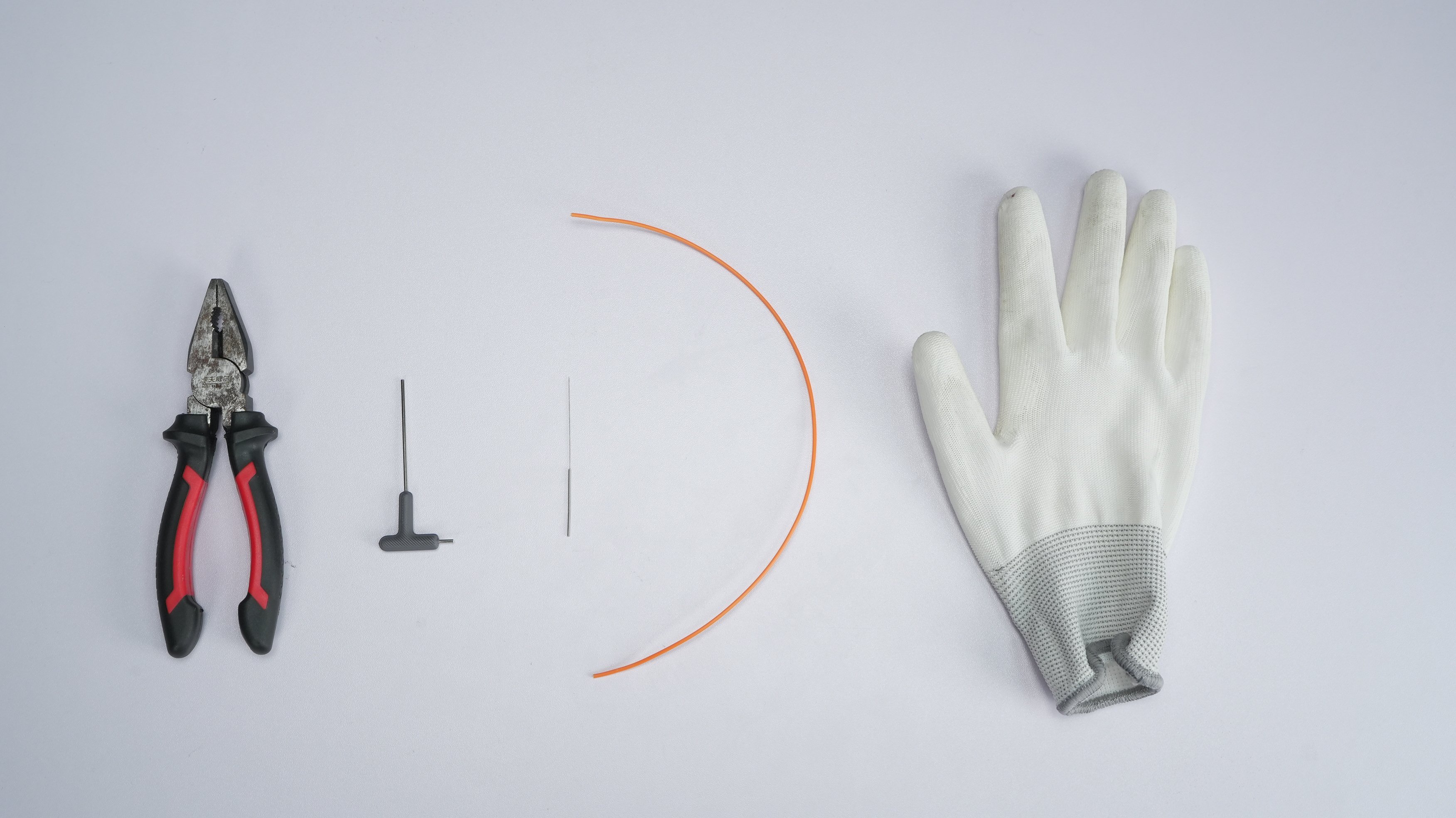
¶ Niezbędne narzędzia
- Klucz imbusowy H1.5
- Igła do przepychania
- Szczypce
- Rękawica odporna na temperaturę
¶ Zanim zaczniesz
Należy pamiętać, że niektóre z czynności opisanych w niniejszej instrukcji mogą być niebezpieczne, jeśli nie będą wykonywane ostrożnie, ponieważ wiążą się z koniecznością kontaktu z wysoką temperaturą dyszy. Podczas wykonywania tych czynności należy podjąć wszelkie niezbędne środki ostrożności. W przypadku niektórych z tych procedur urządzenie powinno być wyłączone, a dysza powinna być całkowicie schłodzona.
Jeśli konieczne jest trzymanie hotendu w dłoni, należy założyć rękawicę ochronną odporną na temperaturę i upewnić się, że podłoga lub blat pod hotendem są wolne od łatwopalnych elementów lub mebli, które mogą zostać łatwo uszkodzone przez wysoką temperaturę.
¶ Instrukcja
Przedstawiamy cztery sposoby na odblokowanie hotendu i dyszy, co pozwala wybrać odpowiednią metodę w zależności od rodzaju zatkanego hotendu.
¶ 1. Wytłaczanie z podgrzewaniem
Jest to najprostszy sposób na odblokowanie dyszy:
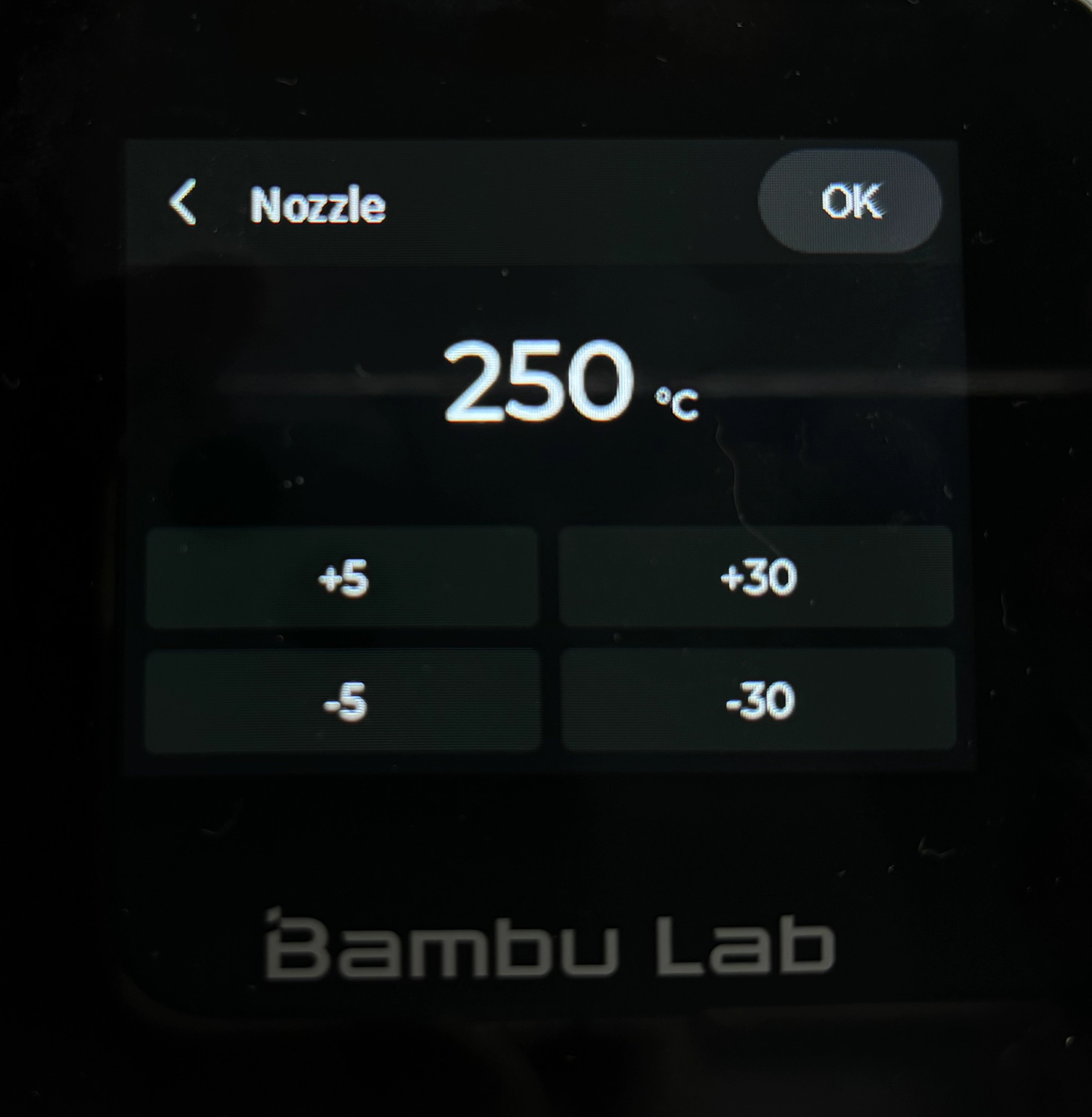
¶ Krok 1: Podgrzanie hotendu
Zwiększ temperaturę hotendu do nieco wyższej niż wymagana przez filament (na przykład ustaw temperaturę dla PLA na 250°C);
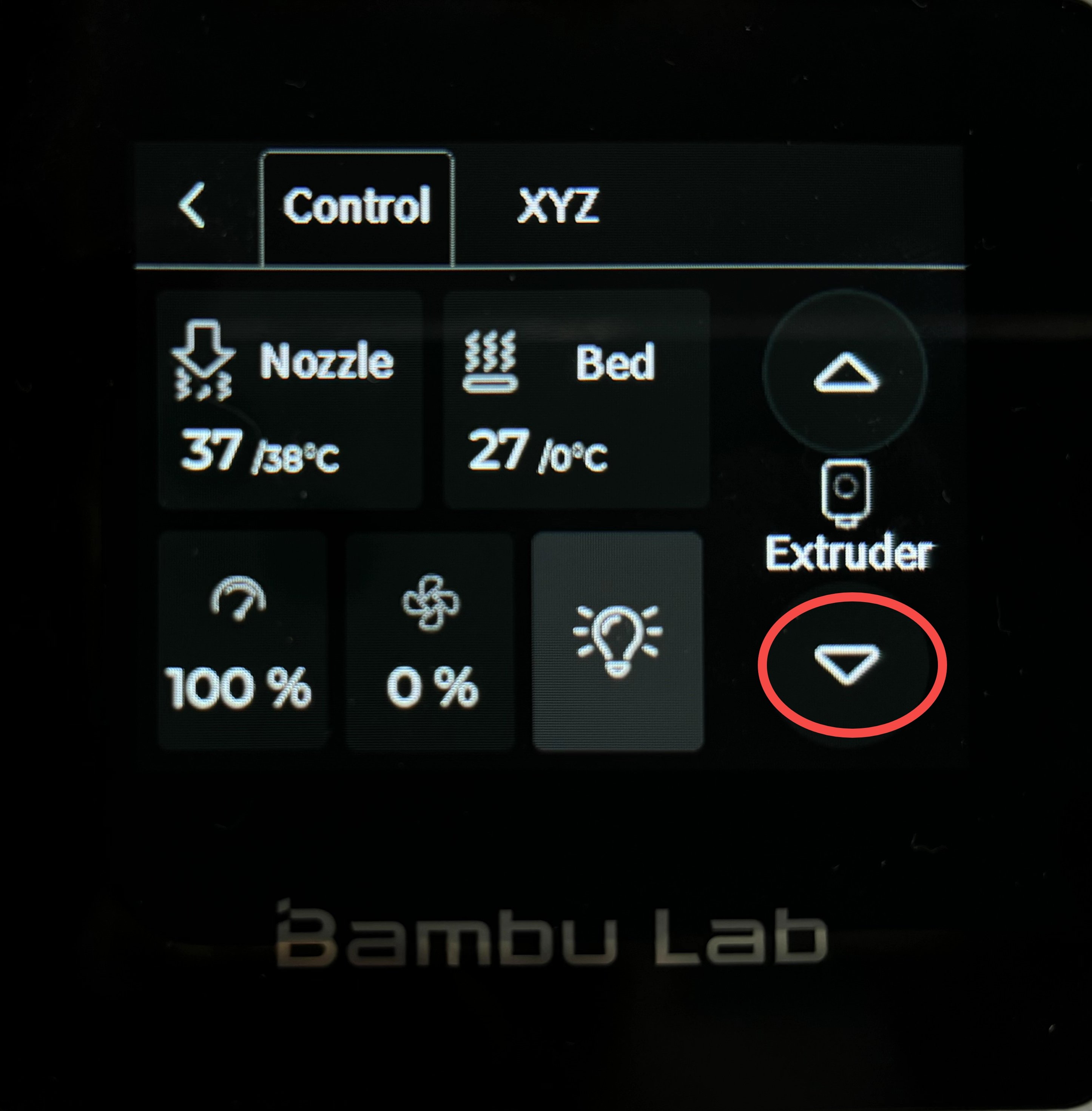
¶ Krok 2: Ręczne wytłaczanie filamentu
Wytłaczanie filamentu poprzez klikanie przycisku podawania na ekranie
¶ 2. Odblokowywanie za pomocą igły oraz czyszczenia na zimno (Cold pull)
Przygotowaliśmy kompletny film instruktażowy wraz z pisemnymi instrukcjami i zdjęciami pokazujący procedurę czyszczenia:
¶ Krok 1: Przygotowanie
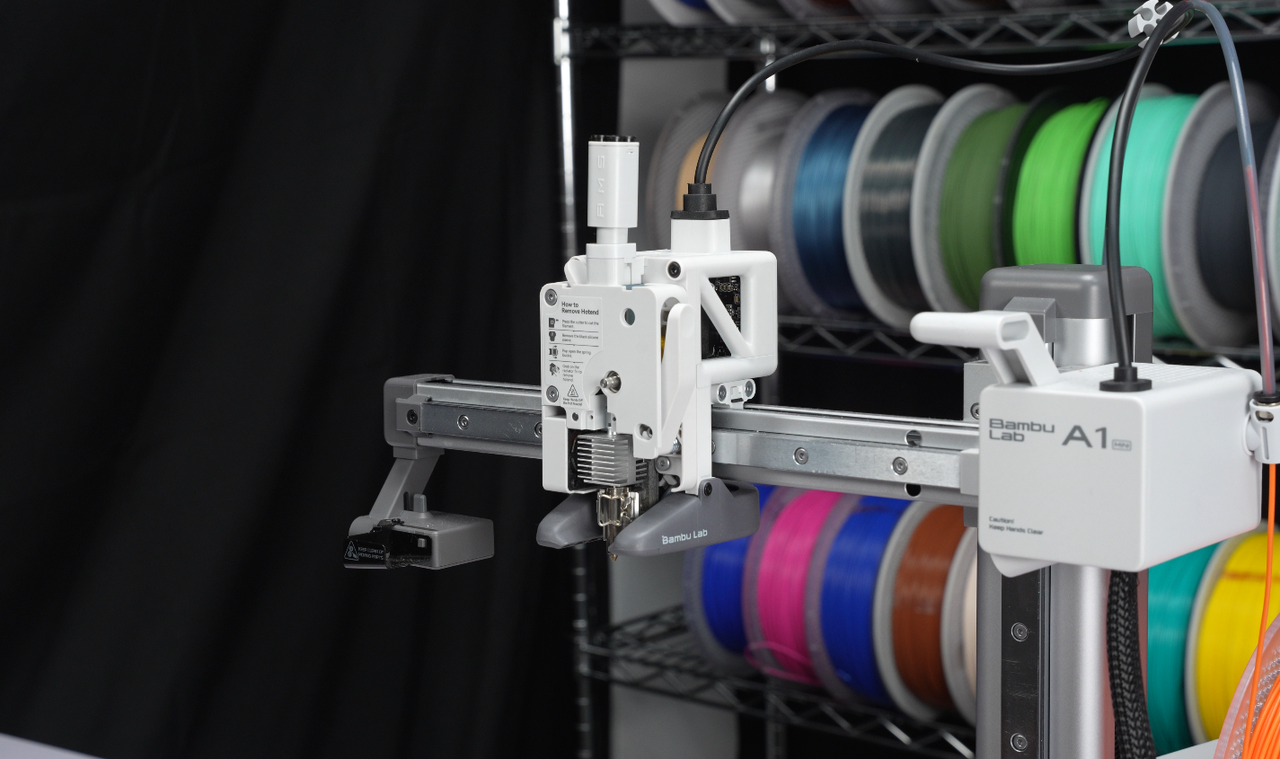
Przesuń oś Z wraz z głowicą drukującą na odpowiednią wysokość i zdejmij przednią pokrywę głowicy.
¶ Krok 2: Rozgrzej hotend i wyjmij filament
Rozgrzej hotend do temperatury 100°C i wyjmij hotend, gdy jest rozgrzany (używaj rękawic odpornych na temperaturę!). Wyciągnij filament z wejścia hotendu za pomocą szczypiec.

¶ Krok 3: Założenie i ponowne podgrzanie hotendu
Załóż z powrotem hotend, ustaw jego temperaturę na 220°C i włóż inny kolor tego samego filamentu.
¶ Krok 4: Ręczne wytłaczanie filamentu i czyszczenie na zimno (Cold pull)
Ręcznie wpychaj filament do głowicy i gdy z dyszy zacznie wypływać nowy filament (zwróć uwagę na kolor), obniż temperaturę hotendu do 100°C i zdecydowanym ruchem wyciągnij filament do góry. Ta procedura to właśnie czyszczenie na zimno (Cold pull). Najpierw rozgrzewamy filament w hotendzie i kiedy stanie się już bardzo miękki i plastyczny, studzimy go a następnie wyciągamy. Do takiego ochłodzonego filamentu przyklejają się wszystkie nieczystości z wnętrza hotendu, które w ten sposób wyciągamy na zewnątrz.

¶ Krok 5: Odblokowanie za pomocą igły
Jeśli filament nie daje się wypchnąć z dyszy, lub wychodzi bardzo opornie i nie jest to ten świeżo załadowany, konieczne będzie użycie igły. Na zmianę należy przepychać dyszę igłą i ręcznie wypychać nowy filament.
¶ Krok 6: Ponownie podłącz rurkę PTFE i przetestuj wypływ filamentu
Ponownie podłącz rurkę PTFE, załaduj normalnie filament i przetestuj jego wytłaczanie. Jeśli filament nadal nie wypływa lub wypływa go zbyt mało, ponów operację czyszczenia igłą.
¶ Jak sprawdzić czy się udało?
Powyższe metody zwykle usuwają 99% zatorów, ale mogą zdarzyć się przypadki, w których dysza po prostu wymaga wymiany, ponieważ może być uszkodzona lub zużyta. Jeśli jednak po wykonaniu wszystkich tych czynności drukarka będzie drukować poprawnie, oznacza to, że udało się odblokować dyszę.
¶ Uwaga
Dysze 0,2 mm są znacznie trudniejsze do wyczyszczenia i mogą wymagać kilkukrotnego wykonania powyższych czynności. Z drugiej strony, dysze większe niż 0,4 mm mają tendencję do zatykania się znacznie rzadziej niż dysze 0,4 mm, ponieważ otwór dyszy pozwala na przejście większych cząsteczek.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl. za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.