Ta strona zawiera wprowadzenie do kluczowych elementów drukarki A1 i ma na celu lepsze zrozumienie funkcjonalności drukarki.
¶ Jak działa drukarka A1?
Drukarka A1 to maszyna wykorzystująca plastikowy filament do tworzenia obiektów 3D. Może przekształcić modele cyfrowe w obiekty fizyczne. Zasada działania A1 zazwyczaj obejmuje następujące kroki:
¶ Stworzenie lub nabycie modelu cyfrowego:
Najpierw wygeneruj model 3D lub uzyskaj istniejący model cyfrowy, korzystając z oprogramowania do projektowania wspomaganego komputerowo, zasobów internetowych lub w inny sposób.
¶ Krojenie
Następnie Bambu Studio dzieli model cyfrowy na wiele cienkich warstw. Informacje każdej warstwy są konwertowane na „kod G”, język zrozumiały dla drukarki. Kod G dostarcza drukarce instrukcje dotyczące ścieżek ruchu i prędkości różnych osi podczas procesu drukowania.
¶ Przygotowanie drukarki
Przed rozpoczęciem procesu drukowania należy przygotować drukarkę. Obejmuje to załadowanie filamentu drukarskiego, ustawienie platformy roboczej i kalibrację parametrów drukarki w celu zapewnienia optymalnej jakości druku.
¶ Drukowanie
Po zakończeniu wszystkich przygotowań drukarka A1 stopniowo konstruuje obiekt warstwa po warstwie na platformie drukującej.
¶ System ruchu A1
A1 wykorzystuje kartezjański układ współrzędnych ruchu, z maksymalną objętością wydruku 256 * 256 * 256 mm³. Jego system ruchu składa się z następujących elementów:

¶ Ruch w osi X
System ruchu osi X składa się z bardzo precyzyjnej szyny liniowej i belki. Głowica osadzona jest na prowadnicy liniowej, dzięki czemu może swobodnie przesuwać się po poziomej szynie. Kontrolując ruch suwaka w lewo i w prawo, głowica może osiągnąć precyzyjny ruch wzdłuż osi X.
¶ Ruch w osi Y
System ruchu osi Y składa się z bardzo precyzyjnej poziomej szyny prowadzącej i stołu drukującego. Stół drukujący zamontowany jest na suwaku szyny prowadzącej, co umożliwia jego swobodne przesuwanie się po poziomej szynie prowadzącej. Kontrolując ruch suwaka do przodu i do tyłu, stół drukujący może osiągnąć precyzyjny ruch wzdłuż osi Y.
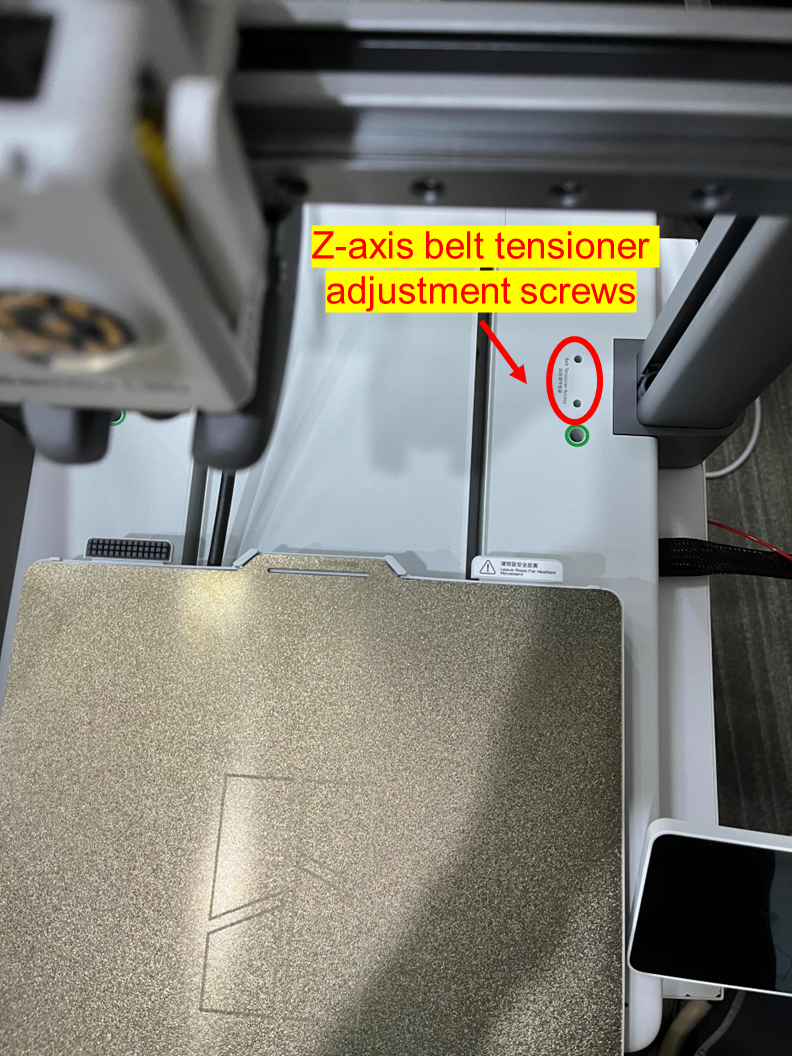
¶ Ruch w osi Z
System ruchu osi Z steruje pionowym położeniem głowicy względem stołu drukującego. Składa się z podwójnych elementów prowadnicy wału optycznego i łożyska liniowego, podwójnych śrub pociągowych z nakrętkami, silników krokowych i elementów napędu paska synchronicznego. Podwójne śruby pociągowe są połączone szeregowo z silnikiem krokowym poprzez pas synchroniczny, umożliwiając zsynchronizowany ruch dwóch śrub pociągowych. Dodatkowo pas synchroniczny wyposażony jest w szybki napinacz i w połączeniu z algorytmem wykrywania naprężenia zapewnia optymalny zakres naprężenia, zapewniając precyzyjny i stabilny ruch głowicy drukującej w kierunku osi Z.
Kontrolując jednocześnie ruch osi X, Y i Z, A1 może osiągnąć precyzyjny ruch głowicy we wszystkich trzech kierunkach. Zwykle ruchami tymi sterują silniki i odpowiadające im obwody napędowe, przy czym sterownik maszyny odczytuje plik wydruku i wysyła instrukcje sterujące ścieżką ruchu i prędkością głowicy drukującej.
¶ Moduł głowicy
Zespół głowicy jest kluczowym elementem A1. Składa się z kilku kluczowych modułów, w tym zespołu hotendu, modułu ekstrudera, modułu obcinarki, koncentratora filamentu, i czujnika filamentu.

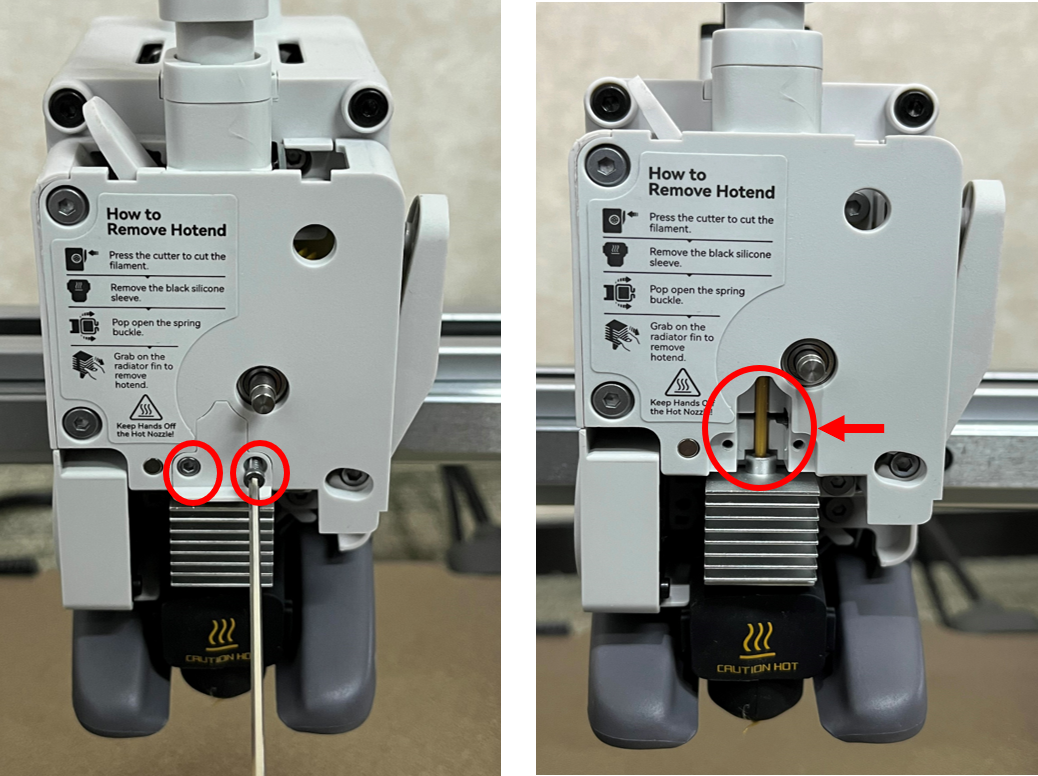
¶ Zespół hotendu
Zespół hotendu jest głównym elementem modułu głowicy, składającym się z zespołu grzewczego hotendu, hotendu (zintegrowanego z dyszą i radiatorem), wentylatora hotendu oraz silikonowej osłony hotendu. Zespół hotendu odpowiada za podgrzanie filamentu do określonej temperatury, stopienie go i nałożenie cienkich warstw w celu wygenerowania obiektu.
Różne filamenty wymagają różnych temperatur ogrzewania. Na przykład materiał PLA drukuje się w niższych temperaturach około 210-220°C, podczas gdy materiał PETG wymaga wyższych temperatur około 250-260°C. Podobnie jak klasyczna seria X1, drukarka Bambu Lab A1 posiada zintegrowaną konstrukcję hotendu, która łączy w sobie dyszę i radiator, umożliwiając szybszy efekt nagrzewania niż w przypadku zwykłego hotendu.
Dodatkowo ułatwia szybką wymianę hotendu bez konieczności odłączania maleńkich złączy i szukania niezawodnego śrubokręta.

¶ Ekstruder
Silnik ekstrudera i przekładnia ekstrudera są istotnymi elementami jednostki ekstrudera. Silnik ekstrudera wyciąga filament ze szpuli i podaje go do hotendu. Po podgrzaniu i stopieniu filament jest wytłaczany przez dyszę w celu utworzenia drukowanego modelu. Silnik ekstrudera ma kluczowe znaczenie dla dokładnego kontrolowania długości filamentu wytłaczanego przez hotend i jest podstawowym elementem drukarki 3D.

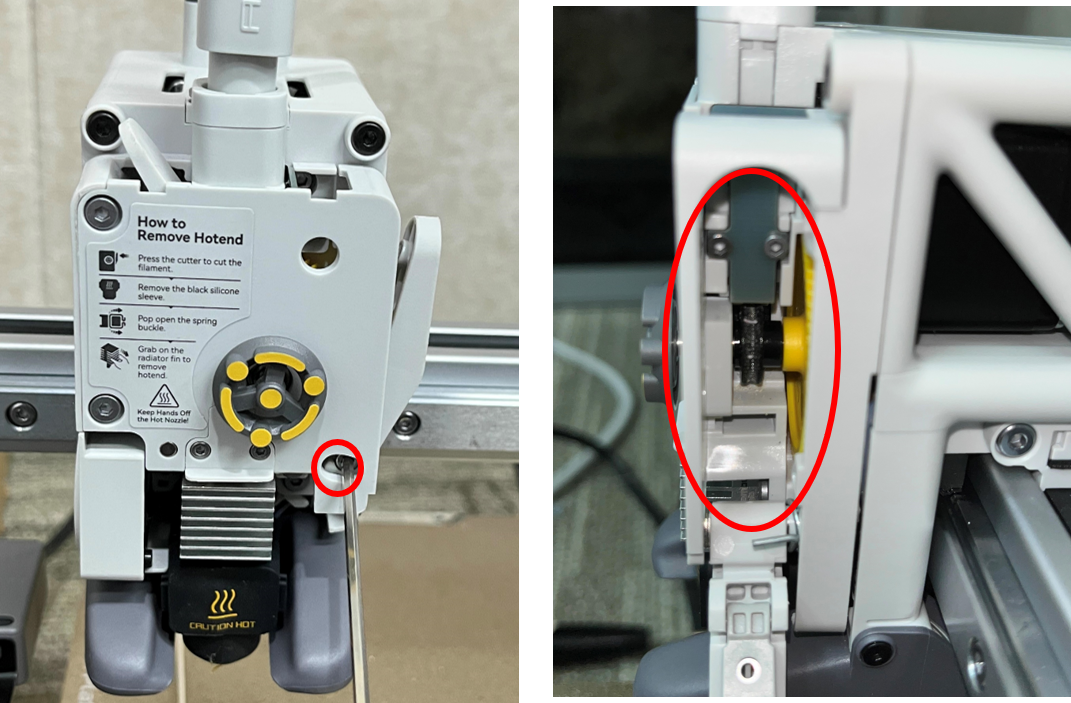
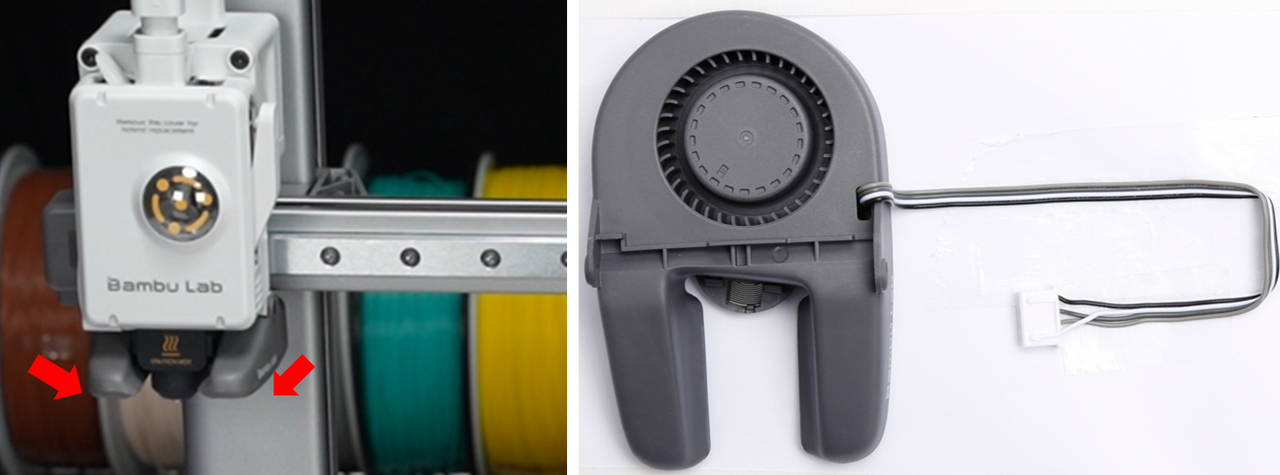
W ekstruderze tę małą osłonę można zdjąć, aby obserwować sytuację zatykania się filamentu w przekładni ekstrudera.
Przekładnię ekstrudera można obserwować także z boku po zwolnieniu dźwigni noża. Gdy w przekładni ekstrudera gromadzi się proszek z filamentu, tę pozycję można wykorzystać do oczyszczenia pozostałości.
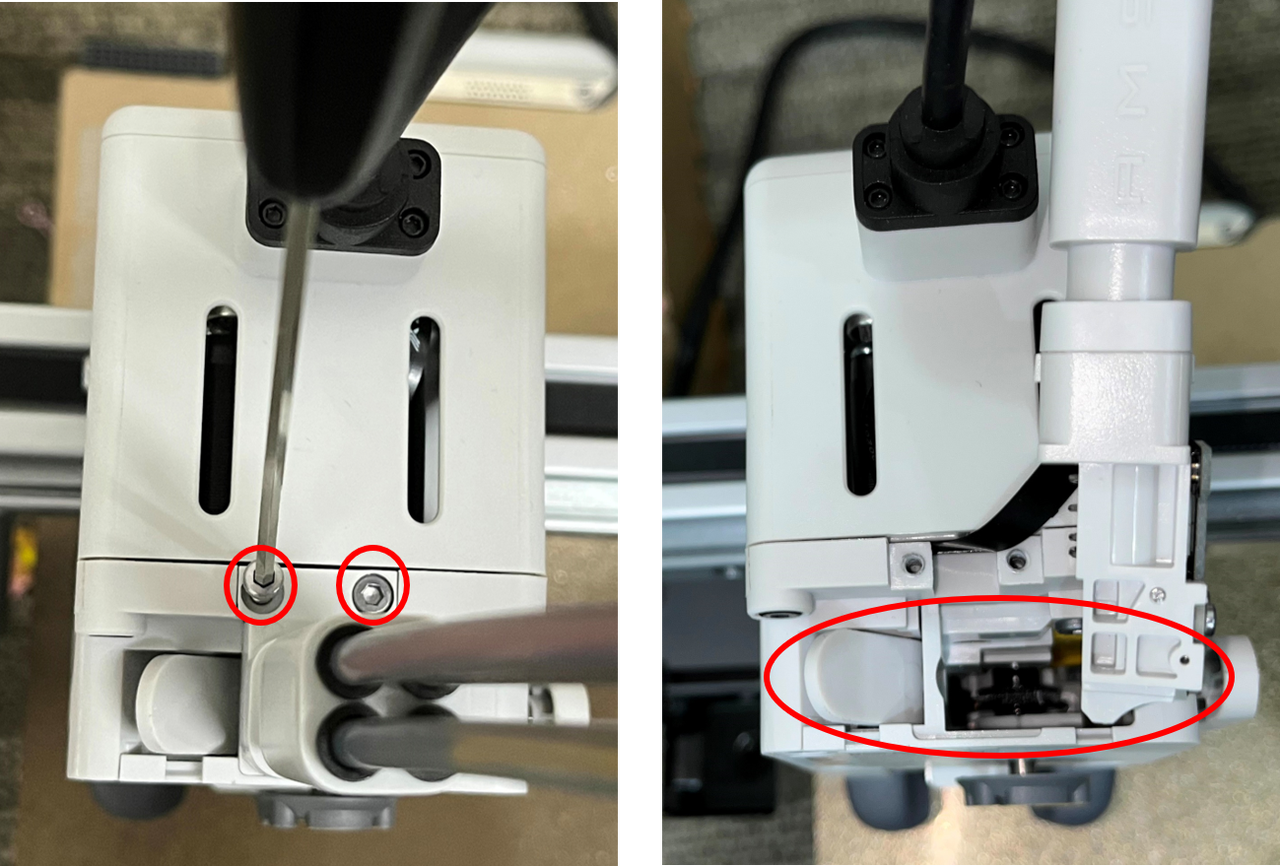
Koncentrator filamentu można ostrożnie zdjąć od góry (należy zachować ostrożność przy wyciąganiu kabla czujnika filamentu), umożliwiając obserwację od góry i sprawdzenie, czy przekładnia ekstrudera nie jest zapchana.
¶ Obcinarka:
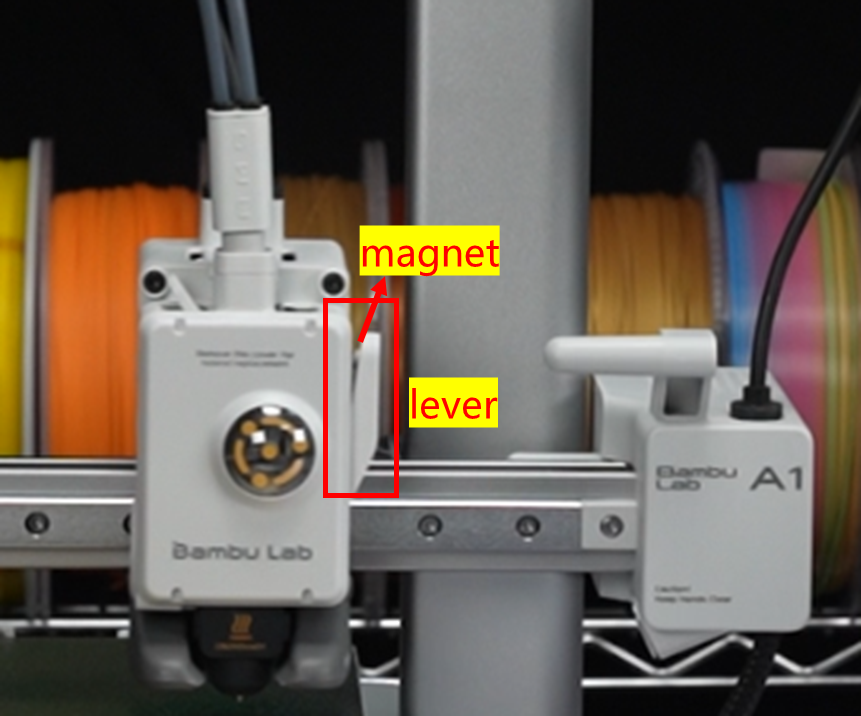
Dźwignia noża jest zainstalowana na głowicy w celu zabezpieczenia ostrza tnącego i magnesu w celu wykrywania położenia. Ostrze napędzane jest w celu przecięcia filamentu podczas procesu cięcia poprzez naciśnięcie uchwytu. Po cięciu rękojeść ostrza automatycznie odchyla się.
Dźwignia wyposażona jest w magnes, a odpowiedni czujnik Halla znajduje się wewnątrz głowicy, w tej samej pozycji poziomej co magnes. Dlatego drukarka może wykryć położenie dźwigni obcinarki za pomocą czujnika Halla.
¶ Koncentrator filamentu i czujnik filamentu
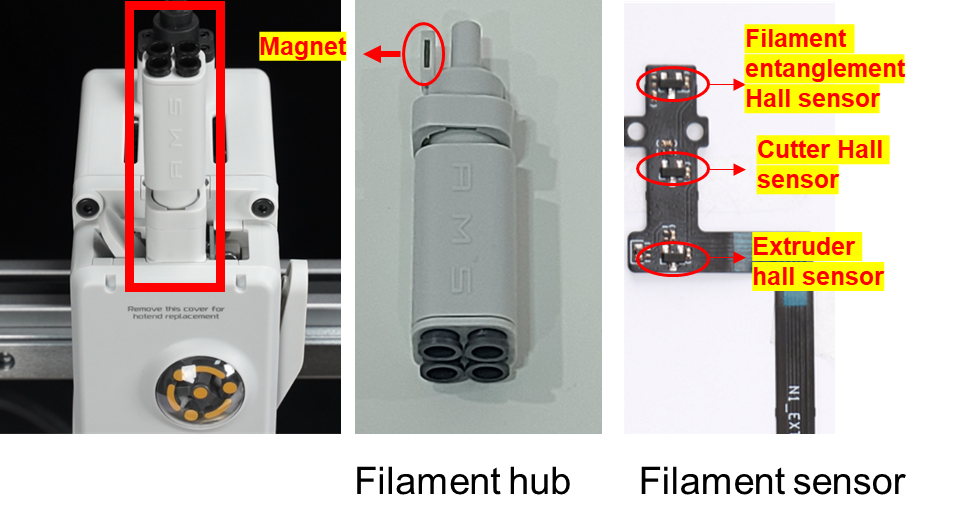
Rurki PTFE są podłączone do koncentratora w głowicy. Dzięki temu głowica może pomieścić cztery różne materiały, umożliwiając druk wielokolorowy w połączeniu z wielokolorowym modułem drukującym. Ponadto koncentrator filamentu zawiera wewnątrz magnes, który współpracuje z czujnikiem Halla splątania filamentu, sprawdzając splątanie filamentu. Kiedy podczas podawania filamentu wystąpi nadmierny opór, koncentrator zostanie pociągnięty w dół, powodując zbliżenie magnesu do czujnika Halla i wyzwolenie alarmu o splątaniu filamentu.
Płytka czujnika filamentu zawiera obwody do wykrywania podawania filamentu, wykrywania obcięcia i wykrywania splątania filamentu. Wykrywanie podawania filamentu służy do sprawdzania, czy znajduje się on w ekstruderze, wykrywanie obcięcia filamentu kontroluje działanie cięcia, a wykrywanie splątania filamentu służy do sprawdzania splątania filamentu.
¶ System chłodzenia
Sprawne chłodzenie drukowanego modelu jest niezbędne do szybkiego druku. A1 ma niestandardowy wentylator odśrodkowy 5015 z dwoma przeciwległymi wylotami powietrza. Taka konstrukcja kieruje powietrze chłodzące precyzyjnie w okolice dyszy, zapewniając szybkie chłodzenie drukowanych części.
¶ Jednostka stołu grzewczego

Główną funkcją podgrzewanego stołu jest podgrzewanie powierzchni drukowania, aby pomóc wydrukowanym warstwom lepiej przylegać do platformy roboczej. Bez podgrzania powierzchni druku pierwsza warstwa materiału naniesiona na stół może nie przylegać stabilnie, co może prowadzić do wypaczenia lub nawet odklejenia się drukowanego obiektu podczas kolejnych procesów drukowania. W przypadku drukarki A1 temperatura nagrzewania stołu sterowana jest w zależności od rodzaju użytego materiału drukarskiego i może sięgać maksymalnie 100°C.
Dodatkowo podgrzewany stół służy jako element ruchu drukarki w osi Y. Silnik osi Y jest połączony ze stołem grzewczym za pomocą paska synchronicznego, który napędza stół wzdłuż osi Y i umożliwia drukowanie w kierunku Y. Ruch w osi X realizowany jest poprzez silnik osi X napędzający głowicę narzędzia poprzez pas synchroniczny. Skoordynowany ruch obu osi umożliwia dyszy drukarki osiągnięcie ruchu w kierunku XY na powierzchni stołu roboczego.
¶ Wycieraczka dyszy podgrzewanego stołu i mechanizm czyszczący
¶ Mechanizm czyszczący dyszę

Mechanizm został specjalnie zaprojektowany do skutecznego usuwania zużytego filamentu wyrzucanego z dyszy. Jego funkcje obejmują zbieranie i transportowanie zużytego filamentu oraz zapewnienie właściwej utylizacji w celu utrzymania ciągłości i płynności operacji drukowania. Urządzenie to odgrywa kluczową rolę na różnych etapach procesu drukowania, w tym przy konfiguracji drukarki, wstrzymywaniu i wznawianiu drukowania, ładowaniu i rozładowywaniu filamentu, a także przełączaniu i czyszczeniu filamentu podczas druku wielokolorowego.
¶ Wycieraczka dyszy podgrzewanego stołu
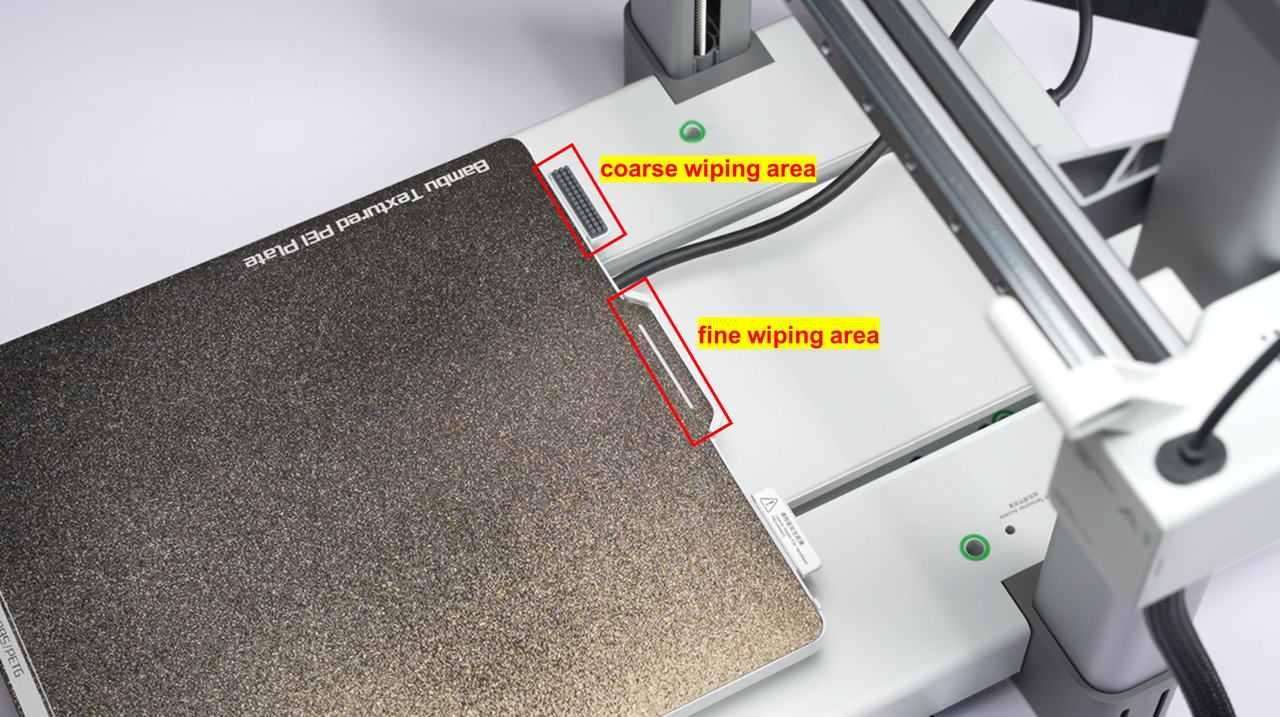
Zespół wycieraczek czyści dyszę przed rozpoczęciem zadania drukowania. Po zainicjowaniu każdego zadania drukowania czyszczenie jest przeprowadzane automatycznie, bez konieczności ręcznej interwencji. Czyszczenie obejmuje przecieranie zgrubne i delikatne. Wycieranie zgrubne służy przede wszystkim do czyszczenia wszelkich pozostałości odpadów na gorącej dyszy, natomiast wycieranie dokładne służy do czyszczenia końcówki dyszy w celu uzyskania gładkiego wykończenia.
Drukarka A1 jest fabrycznie wyposażona w zestaw silikonowych wycieraczek na podgrzewanym stole do operacji zgrubnego wycierania. Należy pamiętać, że wymiana wycieraczek jest częścią rutynowej konserwacji. Jeżeli elementy wycieraczki są uszkodzone, części zamienne można kupić w oficjalnym sklepie.
Dokładne wycieranie oznacza, że dysza przesuwa się w dół o 1 milimetr w określonym miejscu na platformie roboczej (zaznaczonym na zdjęciu wyżej). Dlatego jeśli zauważysz zużycie powłoki w tym obszarze, nie musisz się martwić, ponieważ jest to normalne.
¶ Płyta robocza
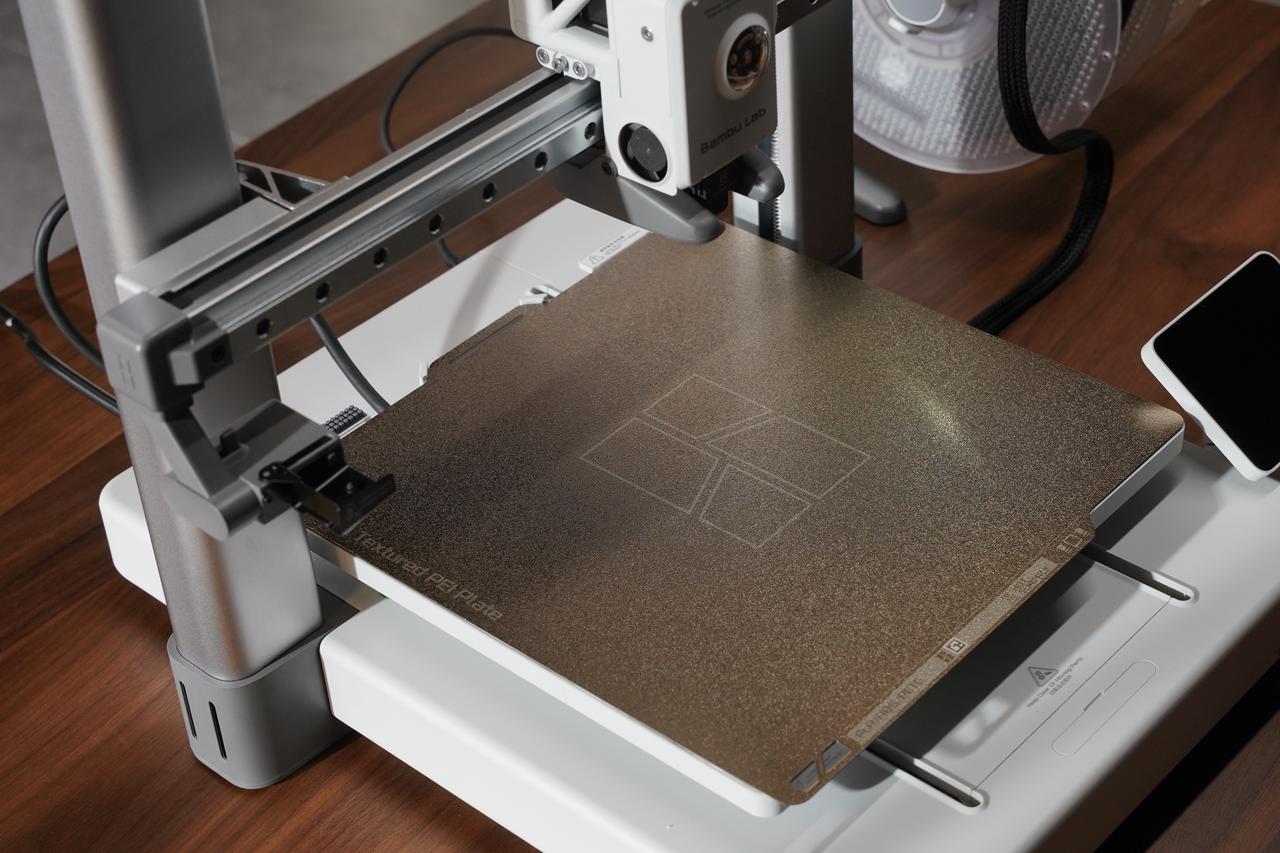
A1 jest dostarczany z płytą Textured PEI Plate (dołączoną do opakowania), która jest utworzona poprzez natryskiwanie materiału PEI na płytkę ze stali nierdzewnej. Skutkuje to specjalną teksturowaną powierzchnią spodu drukowanych obiektów. Płyta ta nadaje się do drukowania różnych materiałów, takich jak PLA, PETG, TPU, i innych, bez potrzeby stosowania kleju. Po wydrukowaniu zaleca się odczekanie, aż stół drukujący ostygnie, przed usunięciem drukowanego obiektu. Zaleca się regularne czyszczenie stołu drukującego, aby zachować optymalną przyczepność. Dodatkowo zaleca się minimalizowanie bezpośredniego kontaktu palców z powierzchnią stołu drukującego, aby zapobiec wpływowi naturalnych olejów na przyczepność.
¶ Napinacz pasa
A1 jest wyposażony w trzy regulowane napinacze pasów. Monitor naprężenia paska (BTM) będzie monitorował napięcie pasów i dostarczał użytkownikowi informacji zwrotnych. Możesz wyregulować napięcie paska na podstawie informacji zwrotnych, aby osiągnąć optymalną wydajność. (Proszę zapoznać się z napinaniem pasa A1).
¶ Napinacz paska osi X

¶ Napinacz paska osi Y

¶ Napinacz paska osi Z
¶ Komponenty elektryczne
A1 zawiera różne komponenty elektroniczne. Oto krótki przegląd niektórych najważniejszych komponentów i ich funkcji:
¶ Płytka drukowana
Główna płyta sterująca drukarki A1 składa się z energooszczędnego układu SoC (System-on-Chip) z dwurdzeniowym procesorem, modułu Wi-Fi, modułu Bluetooth, modułu RF i wielu innych urządzeń peryferyjnych. Zawiera także dwurdzeniowy MCU (jednostka mikrokontrolera) i jednordzeniowy MCU. Dodatkowo zawiera sterowniki silników krokowych oraz złącza potrzebne do podłączenia do drukarki różnych urządzeń elektronicznych.
SoC jest przede wszystkim odpowiedzialny za obsługę interfejsu użytkownika drukarki A1 i zarządzanie połączeniem pomiędzy oprogramowaniem do krojenia/aplikacją mobilną a drukarką. Z drugiej strony MCU steruje nagrzewaniem i ruchem drukarki po odebraniu strumienia kodu G z procesora.
¶ Kamera
W drukarce zintegrowana jest kamera, która umożliwia monitorowanie wydruków w czasie rzeczywistym za pomocą aplikacji Bambu Slicer lub Bambu Handy. Można go również wykorzystać do wykrywania defektów druku (obsługiwane po aktualizacji firmware).
Oprócz możliwości monitorowania kamera może nagrywać drukowane filmy i tworzyć filmy poklatkowe. Choć maszyna nie posiada noktowizora, moduł kamery posiada diodę LED, która może oświetlić drukowany obiekt.
¶ Funkcje modułu sterującego A1
¶ Automatyczne poziomowanie stołu A1
Proces automatycznego poziomowania stołu w drukarce A1 obejmuje następujące kroki:
¶ Wykrywanie dotyku
Hotend drukarki A1 wyposażony jest w funkcję wykrywania siły nacisku głowicy ekstrudera, która pozwala na wykrycie kontaktu dyszy ekstrudera z podgrzewanym stołem. W połączeniu z ruchem w osi Z umożliwia bezpośredni pomiar względnej wysokości określonego punktu na podgrzewanym stole względem jego środka.
¶ Mapowanie wysokości
Sondując podgrzewany stół poprzez jego kontakt z dyszą, A1 wykonuje pomiary wysokości w 49 punktach rozmieszczonych na stole w siatce 7x7, uzyskując w ten sposób mapę wysokości stołu. Ta mapa wysokości rejestruje wysokość każdego punktu na siatce współrzędnych XY 7x7.
¶ Kompensacja wysokości
Podczas drukowania, drukarka automatycznie dostosowuje wysokość osi Z przy różnych współrzędnych XY w oparciu o mapę wysokości. Zapewnia to stałą odległość dyszy od stołu roboczego, co pozwala na równomierne przyleganie zadrukowanego materiału do stołu drukującego.
Dzięki funkcji automatycznego poziomowania A1 może automatycznie wykryć i dostosować wysokość stołu roboczego przed drukowaniem i podczas procesu drukowania. Poprawia to jakość i dokładność druku, unikając problemów z przyczepnością spowodowanych nierówną powierzchnią stołu drukującego. Zwiększa skuteczność i spójność wydruków.
¶ Kompensacja rezonansu A1
Kompensacja rezonansu ma na celu złagodzenie lub wyeliminowanie problemów z niestabilnością i jakością spowodowanych wibracjami mechanicznymi lub rezonansami podczas drukowania.
Podczas pracy drukarki każde przyspieszenie i opóźnienie pobudza wewnętrzne tryby rezonansu drukarki, prowadząc do subtelnych wibracji tam i z powrotem. Te wibracje, takie jak zmarszczki na powierzchni, ślady wibracji lub zniekształcenia, mogą negatywnie wpłynąć na jakość druku.
Aby złagodzić te efekty rezonansu, A1 wykorzystuje technologię kompensacji rezonansu, która obejmuje następujące kroki:
¶ Analiza wibracji
Wykorzystując akcelerometr, taki jak akcelerometr osi X lub akcelerometr podgrzewanego stołu (oś Y), drukarka może indukować wibracje w silnikach o różnych częstotliwościach i rejestrować rzeczywiste krzywe drgań osi XY. Krzywe te można następnie przeanalizować w celu zidentyfikowania trybów rezonansowych osi XY.
¶ Obliczanie parametrów kompensacji
Na podstawie analizy trybów rezonansowych system drukarki użyje określonych algorytmów kompensacji do obliczenia parametrów kompensacji.
¶ Regulacja dynamiczna
Podczas procesu drukowania funkcja kompensacji rezonansu może zastosować wielkość kompensacji do kontrolera ruchu w oparciu o polecenia sterowania ruchem w czasie rzeczywistym, skutecznie eliminując tryby rezonansu i zapewniając, że ruch dyszy wytłaczarki jest zgodny z oczekiwanym kodem G.
Wykorzystując technologię kompensacji rezonansu, A1 może zmniejszyć wpływ wibracji mechanicznych i rezonansów podczas drukowania, poprawiając w ten sposób jakość i dokładność druku. Pomaga zminimalizować zmarszczki powierzchniowe, ślady wibracji lub zniekształcenia drukowanych części, co skutkuje gładszymi i bardziej precyzyjnymi wydrukami. Jest to szczególnie ważne w zastosowaniach wymagających dużej precyzji i stabilności.
¶ Kalibracja dynamiki przepływu
Podczas procesu drukowania 3D dokładna kontrola przepływu materiału ma kluczowe znaczenie dla jakości druku. Nieprawidłowe ustawienia przepływu mogą powodować problemy, takie jak niedokładne wymiary części, słaba przyczepność międzywarstwowa i problemy z jakością powierzchni. Celem kalibracji przepływu dynamicznego jest pomiar charakterystyki reakcji dynamicznej materiału przy różnych prędkościach przepływu, obliczenie histerezy materiału podczas procesu ekstruzji i wykonanie kompensacji histerezy w czasie rzeczywistym podczas drukowania. Umożliwia to drukarce osiągnięcie równomiernego wytłaczania nawet przy dużych prędkościach i przyspieszeniach, zapewniając dokładniejsze i spójne wyniki drukowania.
Wdrażanie kalibracji przepływu dynamicznego zazwyczaj obejmuje następujące kroki:
¶ Dynamiczny pomiar histerezy
A1 wykorzystuje czujniki do pomiaru zmian natężenia przepływu materiału podczas procesu kalibracji.
¶ Kalibracja przepływu dynamicznego
Drukarka automatycznie oblicza parametry kompensacji na podstawie danych dotyczących zmian natężenia przepływu, podobnie jak w przypadku "pressure advance" w Klipper czy "linear advance" w Marlin.
¶ Regulacja w czasie rzeczywistym
Podczas procesu drukowania drukarka kompensuje objętość wytłaczania w oparciu o żądania natężenia przepływu w czasie rzeczywistym, zapewniając, że przepływ materiału z ekstrudera pozostaje zsynchronizowany z szybkim ruchem osi XY. Zapewnia to stałe natężenie przepływu w różnych obszarach drukowania i warstwach.
Dzięki dynamicznej kalibracji przepływu, A1 może dynamicznie regulować przepływ materiału podczas drukowania, aby dostosować się do różnych warunków i wymagań drukowania. Pomaga to poprawić jakość, dokładność, i spójność druku, zapewniając, że drukowane części mają prawidłowe wymiary i jakość, jednocześnie redukując problemy spowodowane niedokładnym przepływem materiału.
¶ Aktywna redukcja szumów silnika
Hałas silnika jest zwykle spowodowany wibracjami mechanicznymi, pracą silnika, pracą wentylatora lub ruchem ekstrudera w drukarce 3D. Hałasy te mogą nie tylko przeszkadzać operatorowi, ale także wpływać na komfort otoczenia. Funkcja tłumienia hałasu silnika ma na celu zmniejszenie ogólnego hałasu podczas drukowania poprzez tłumienie hałasu generowanego przez silniki podczas procesu drukowania.
Redukcję hałasu silnika osiąga się poprzez pomiar niepożądanych właściwości i obliczenie wielkości kompensacji w czasie rzeczywistym na podstawie bieżącego stanu pracy silnika podczas drukowania. Kompensacja ta jest następnie stosowana do silnika, generując w nim odwrotne wibracje, aby przeciwdziałać tym powodowanym przez niedoskonałości silnika. Kalibracja hałasu silnika jest dostępna w menu kalibracji, umożliwiając użytkownikom ponowną kalibrację hałasu silnika w razie potrzeby.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.