¶ Przegląd
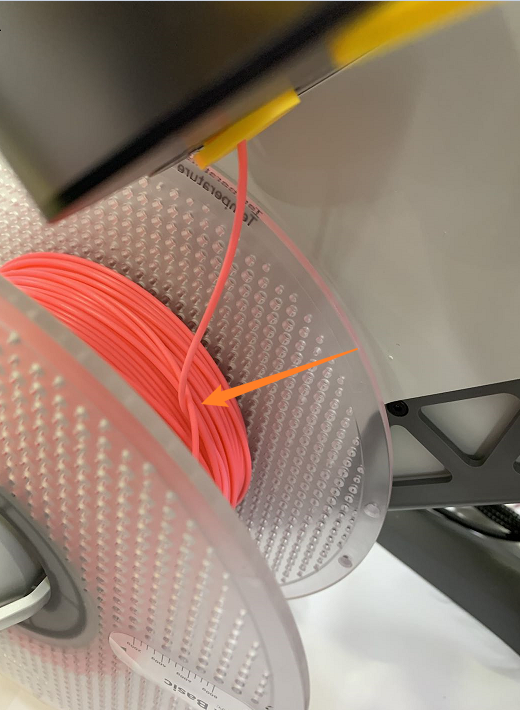
Splątanie filamentu zwykle odnosi się do splątania na szpuli, w wyniku czego ekstruder nie jest w stanie go wyciągnąć podczas procesu drukowania, a tym samym zatrzymuje ekstruder. Zwykle w tym przypadku czujnik wykrywania filamentu w głowicy wciąż wykrywa fiament, więc nie może wywołać przypomnienia o wyczerpaniu się filamentu, co spowoduje zjawisko „druku powietrzem” podczas drukowania. Seria Bambu A1 jest wyposażona w moduł monitorowania splątania filamentu, aby poradzić sobie z tą sytuacją. Gdy filament ulegnie splątaniu, na skutek zbyt dużych oporów podawania, zostanie uruchomiony odpowiedni czujnik, a drukarka automatycznie wstrzyma drukowanie i wyświetli komunikat przypominający o splątaniu filamentu. Klienci mogą ponownie ułożyć filament na szpuli i kontynuować drukowanie.
¶ Zasada monitorowania
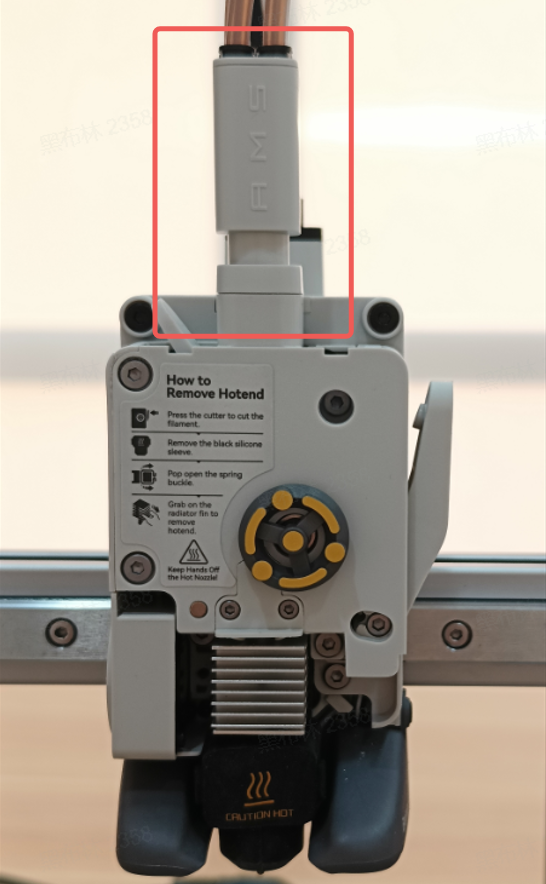
Moduł monitorowania splątania znajduje się nad głowicą i składa się z koncentratora filamentu i wspornika podającego. Koncentrator filamentu łączy cztery rurki PTFE. Wspornik podający jest podłączony do czujnika Halla z boku, a wewnątrz znajduje się sprężyna. W dolnej części koncentratora filamentu znajduje się również magnes. Po złożeniu koncentratora i wspornika podającego magnes przypomina suwak, który może poruszać się w górę i w dół, tworząc moduł monitorujący splątanie. Składa się głównie ze sprężyny, suwaka (z magnesem), i czujnika detekcji.
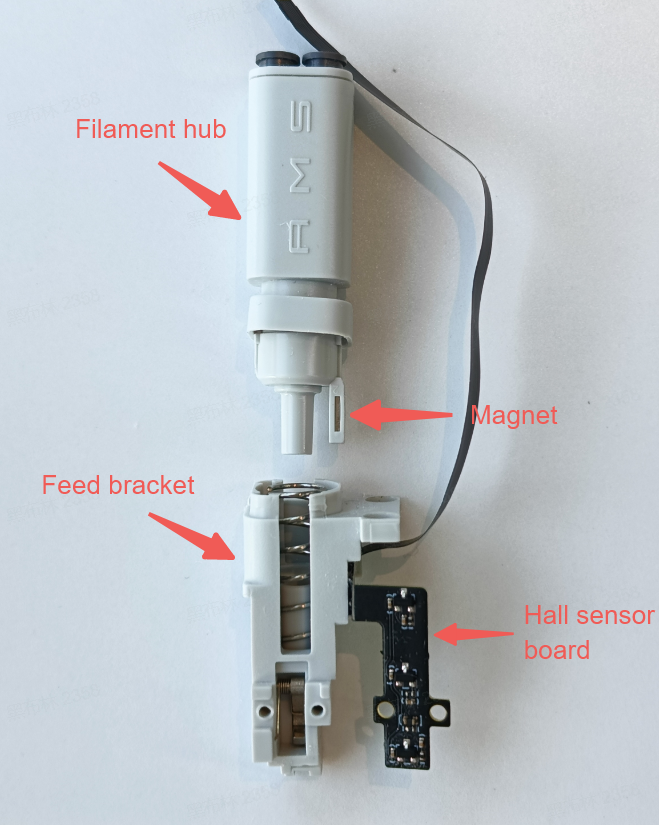
Gdy opór podawania jest zbyt wysoki, filament wewnątrz rurki PTFE jest trudny do podawania, a ekstruder nadal wytłacza filament. W związku z tym ekstruder zużyje filament znajdujący się wewnątrz modułu wykrywania splątania, znajdująca się w nim sprężyna zostanie ściśnięta, a magnes także znajdzie się bliżej czujnika Halla. Wykrywając położenie suwaka za pomocą czujników, można obliczyć opór posuwu z zewnątrz głowicy. Ponadto sprężyna zapewnia również efekt buforowania, dzięki czemu nadal jest wystarczająca ilość buforowanego filamentu, aby ekstruder mógł go zużyć w przypadku wykrycia nadmiernego oporu podawania, co pozwala uniknąć wad druku spowodowanych „drukiem powietrznym”.
Ponadto działanie systemu wykrywania splątania opiera się również na rurce PTFE i stałych częściach po obu stronach, które przenoszą siłę, więc moduł monitorowania splątania nie jest skuteczny, gdy rurka PTFE nie jest zamocowana.
¶ Włącz funkcję
Funkcję monitorowania splątania możesz włączyć w Settings - Print Options na ekranie wyświetlacza:

Ta funkcja jest domyślnie włączona. Jeśli chcesz ręcznie przetestować tę funkcję, pamiętaj:
Normalne zjawisko splątania filamentu to tak naprawdę powolny proces zmiany filamentu z luźnego na ciasny. Jeśli ręcznie pociągniesz filament do tyłu lub bezpośrednio obrócisz szpulę, może to spowodować szybkie naprężenie filamentu i poślizg przekładni ekstrudera i filamentu. Znika efekt buforowania modułu monitorującego splątanie, co może łatwo doprowadzić do „druku powietrznego” i wad druku.
Jeżeli podczas drukowania zostanie uruchomiona funkcja wykrywania splątania, mogą wystąpić dwa rodzaje sytuacji:
- Drukowanie bez AMS lite: Drukarka wyładuje filament i wstrzyma drukowanie. Jak pokazano na poniższym GIF-ie:
- Drukowanie za pomocą AMS lite: Drukarka wytnie mały kawałek filament przy wycieraczce, aby sprawdzić, czy moduł monitorujący splątanie może odskoczyć. Jeśli odskoczy, drukarka będzie kontynuować drukowanie. Jeżeli nie, oznacza to, że opór podawania na zewnątrz głowicy jest zbyt duży (np. splątanie filamentu), a drukarka wyładuje filament i wstrzyma drukowanie.
¶ Ograniczenia w korzystaniu z funkcji monitorowania splątania
Funkcja wykrywania splątania nie obsługuje materiałów elastycznych, w tym TPU, TPE, filamentów rozpuszczalnych w wodzie czy filamentu PVA.
¶ Drukuj za pomocą zewnętrznej szpuli
Przed drukowaniem należy prawidłowo umieścić szpulę w zewnętrznym uchwycie drukarki, przepuścić filament przez rurkę PTFE do ekstrudera i upewnić się, że obie strony rurki PTFE są zamocowane (zalecane umiejscowienie tacy zewnętrznej pokazano poniżej).
Główną przyczyną wyzwalania alarmu monitorowania splątania jest zbyt duży opór podawania po jednej stronie rurki, a ekstruder zużywa filament wewnątrz modułu monitorującego, co skutkuje ściśnięciem sprężyny. Po uruchomieniu alarmu splątania należy sprawdzić, czy zachodzą następujące warunki:
1. Filament na szpuli jest nawinięty i splątany;
2. Szpulę umieszcza się bezpośrednio na stole lub w suszarce;
3. Zastosowana rurka PTFE jest zbyt długa lub rurka jest mocno wygięta.
¶ Drukuj za pomocą AMS Lite
Unikaj materiałów, które są zbyt twarde (tj. o zbyt wysokim module) lub zbyt kruche (tj. o niewystarczającej wytrzymałości), w tym materiały wzmocnione włóknem innych firm, takie jak PA-CF/GF, PET-CF/GF i PLA-CF/ GF.
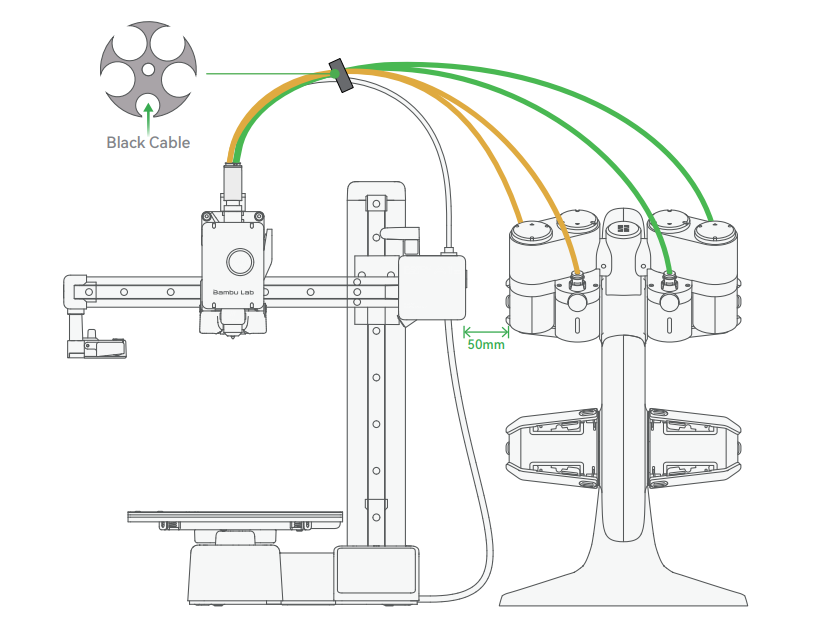
Przed drukowaniem umieść AMS lite obok drukarki w zalecanej pozycji, jak pokazano poniżej:
Po wydrukowaniu za pomocą AMS lite i uruchomieniu wykrywania splątania należy sprawdzić, czy poniższe sytuacje nie powodują zbyt dużego oporu podawania po jednej stronie rurki:
1. Filament na szpuli jest nawinięty i splątany;
2. Filament utknął na krawędzi szpuli;
3. AMS lite jest umieszczony zbyt daleko, a rurka PTFE jest zainstalowana nieprawidłowo, co powoduje zbyt duże zginanie i zbyt duży opór podczas podawania;
4. Szpula nie jest prawidłowo zamontowana na AMS lite, np. szpula jest umieszczona w suszarce, a filament jest wciągany do AMS lite;
5. Na kole wytłaczającym podajnika AMS lite znajdują się resztki zanieczyszczeń, które należy oczyścić.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.