¶ Filament przyczepia się do dyszy
Czasami po pewnym czasie drukowania niewielka część wytłoczonego filamentu przykleja się do dyszy, co skutkuje brakiem materiału, szorstkością i innymi zjawiskami w drukowanym modelu. A poważniej, w dyszy będzie znajdować się duża masa materiału, co spowoduje niepowodzenie drukowania. Poniższy rysunek przedstawia typowe zjawisko zatykania się filamentu w dyszy.
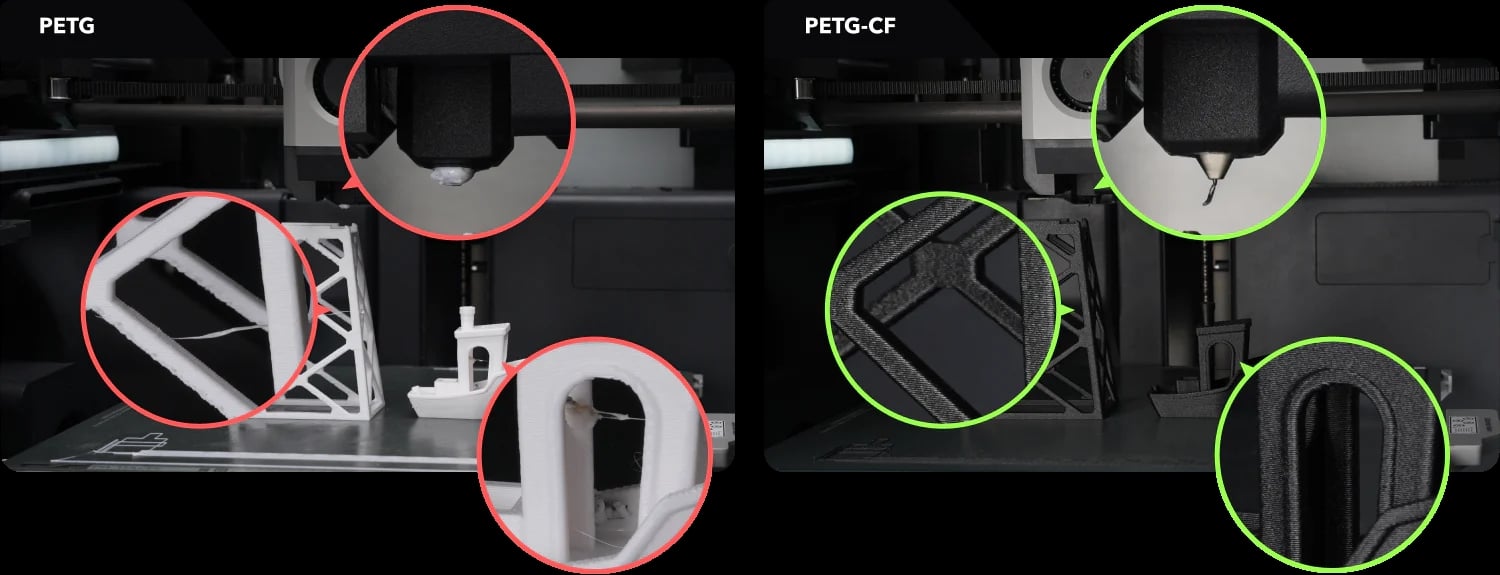
Problem ten zazwyczaj występuje podczas drukowania z filamentu PETG, do których zaliczają się zwykłe PETG i PETG-CF. Bambu PETG Basic i Bambu PETG-CF zostały specjalnie opracowane i zoptymalizowane, więc prawdopodobieństwo zaklejenia dyszy jest znacznie niższe niż w przypadku innych marek PETG i PETG-CF dostępnych na rynku. Nawet jeśli wystąpi zaklejenie dyszy, szkoda jest bardzo niska i rzadko prowadzi do wad druku. Jednak w niektórych szczególnych przypadkach problemy z lepką dyszą nadal będą występować. Poniżej przedstawiono odpowiednie rozwiązania.
1. Filament jet wilgotny
Chociaż stopień wchłaniania wody przez filament PETG jest stosunkowo niski, po wystawieniu go na działanie wilgotnego powietrza przez pewien czas, filament będzie nadal wilgotny, a im większa wilgotność otoczenia, tym szybciej będzie wilgotny, co powoduje problemy, takie jak sklejanie dysza, nitki, sączenie, i szorstka powierzchnia druku. Dzieje się tak dlatego, że gdy para wodna przenoszona przez filament przechodzi przez dyszę, ulega ona gwałtownemu rozszerzeniu pod wpływem ciepła, co powoduje, że stopiony materiał w dyszy rozszerza się i rozprzestrzenia, a jego część przywiera do zewnętrznej ścianki dyszy, może to spowodować zakleszczenie dyszy. Odpowiednim rozwiązaniem jest umieszczenie rolki filamentu w piecu hutniczym, wysuszenie go w temperaturze 65 do 75°C przez około 8 godzin lub użycie stołu grzewczego X1C do wysuszenia filamentu (patrz Procedura oraz pliki 3mf do suszenia filamentu na stole drukarki z serii X1).
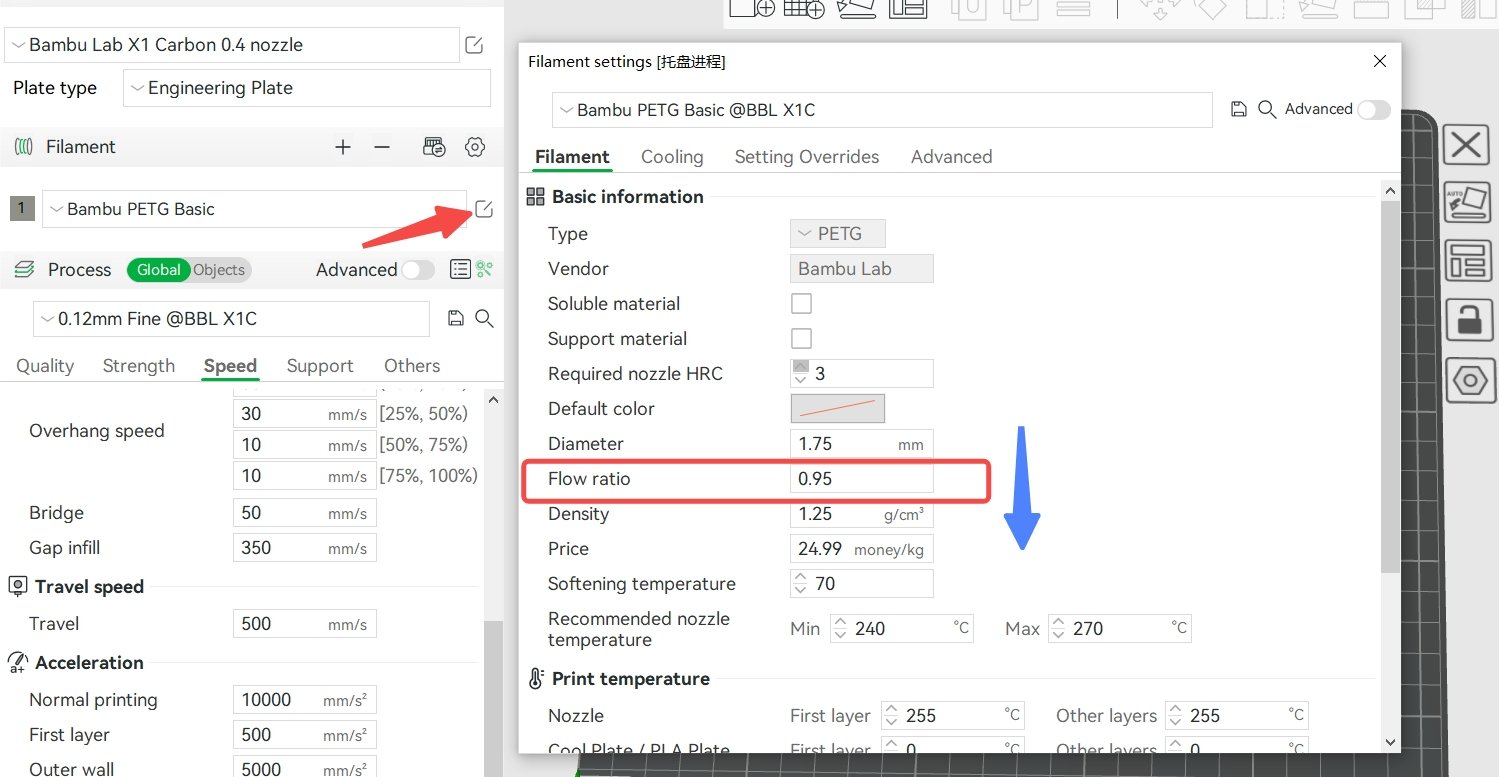
2. Współczynnik przepływu jest zbyt duży lub dysza jest zużyta, a rzeczywisty współczynnik jest większy niż ustawiony
W przypadku filamentu PETG zalecany współczynnik przepływu wynosi od 0,93 do 0,96. Jeżeli będzie on niższy niż 0,93, ryzyko niedoboru materiału wzrośnie, a siła wiązania międzywarstwowego modelu będzie niska. Jeśli będzie ona wyższa niż 0,96, wytrzymałość modelu będzie większa, ale zwiększy się ryzyko wycieku i zakleszczenia dyszy. Domyślny współczynnik przepływu Bambu PETG Basic i Bambu PETG-CF wynosi 0,95. Nie zwiększaj go dowolnie. Gdy używasz tych dwóch filamentów po wyschnięciu (bardzo ważne) do drukowania niektórych modeli i masz problem z lepką dyszą, najpierw sprawdź, czy dysza nie jest zużyta, jeśli była zużyta to ją wymień; jeśli nie są zużyte, spróbuj nieznacznie zmniejszyć tę wartość do zakresu od 0,93 do 0,94.
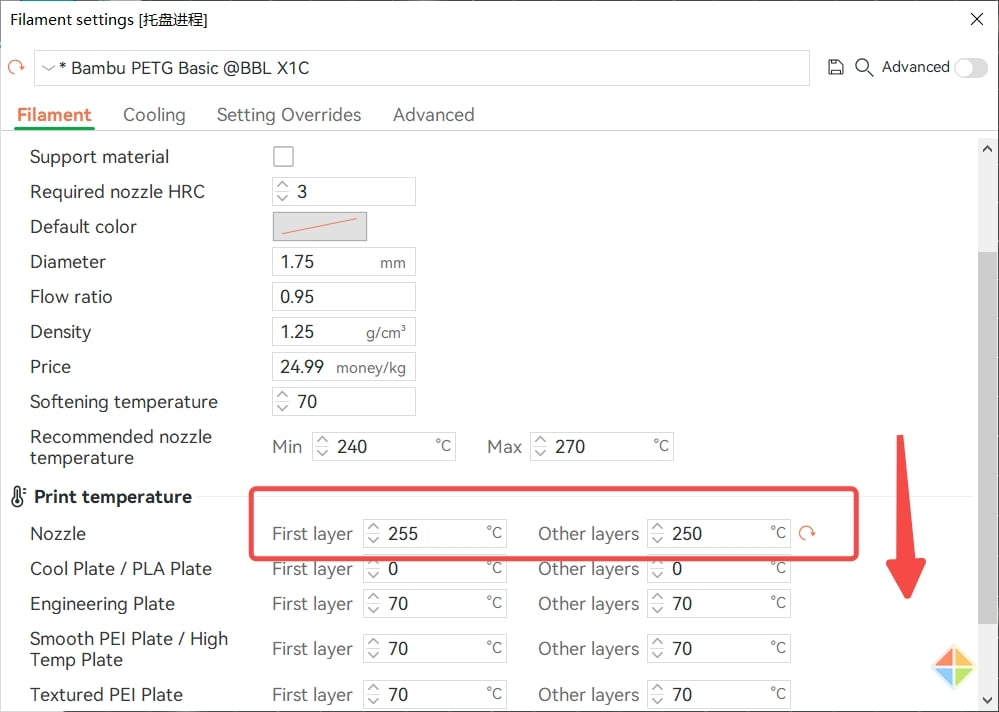
3. Prędkość drukowania jest zbyt niska lub temperatura drukowania jest zbyt wysoka
Ogólnie rzecz biorąc, im wyższa prędkość drukowania, tym więcej filamentu należy stopić w jednostce czasu i tym wyższa jest wymagana temperatura dyszy. Gdy prędkość drukowania jest bardzo duża, należy odpowiednio wyregulować temperaturę dyszy, aby uniknąć niedostatecznego stopienia filamentu i w rezultacie niedoboru materiału. I odwrotnie, gdy prędkość drukowania jest bardzo niska, czas nagrzewania filamentu w dyszy jest dłuższy, topienie jest dokładniejsze, a płynność stopu jest większa. W tym momencie, jeśli temperatura dyszy nie zostanie odpowiednio obniżona, może to spowodować problemy, takie jak sznurek, wyciek materiału, i zakleszczenie dyszy. Dlatego też zmniejszając prędkość druku i maksymalną prędkość wolumetryczną (odpowiadającą największej prędkości druku), należy jednocześnie odpowiednio obniżyć temperaturę dyszy.
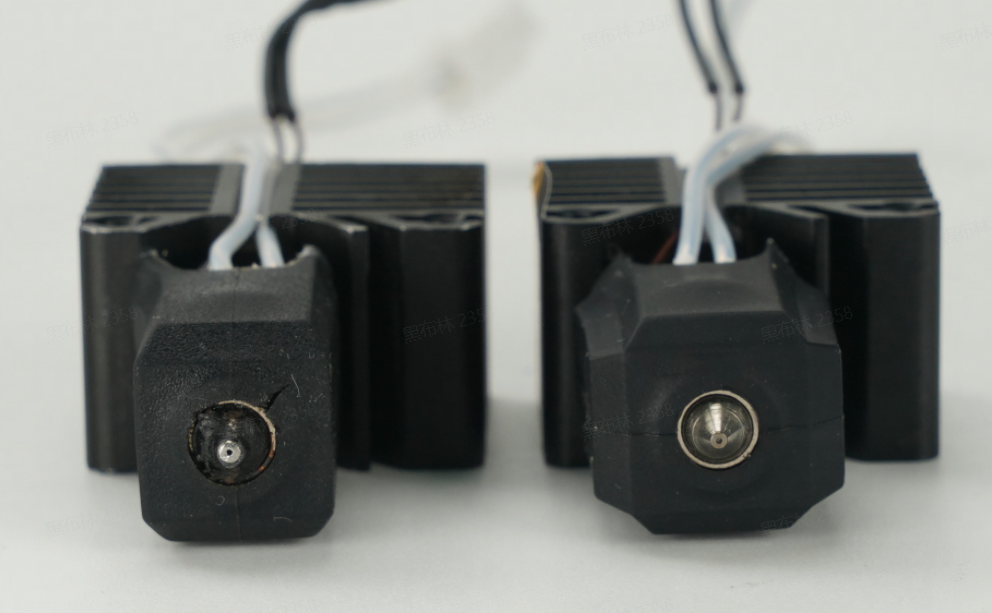
4. Część wycierająca dyszę jest zużyta, luźna, za mała, lub uszkodzona
Po pewnym czasie użytkowania część wycierająca dyszę mogła być zużyta, luźna, mała, lub uszkodzona, co skutkowało słabym efektem wycierania dyszy i pozostałościami filamentu przyklejonymi do dyszy. Proszę potwierdzić, czy te problemy występują, sprawdzając wzrokowo, przesuwając ręcznie część wycierającą dyszę, dopychając głowicę do części wycierającej dyszę, aby porównać wysokość po wyłączeniu zasilania, i naciskając głowicę, aby szybko uderzyć w część wycierającą dyszę. W przypadku stwierdzenia takich problemów należy naprawić lub wymienić części dyszy.
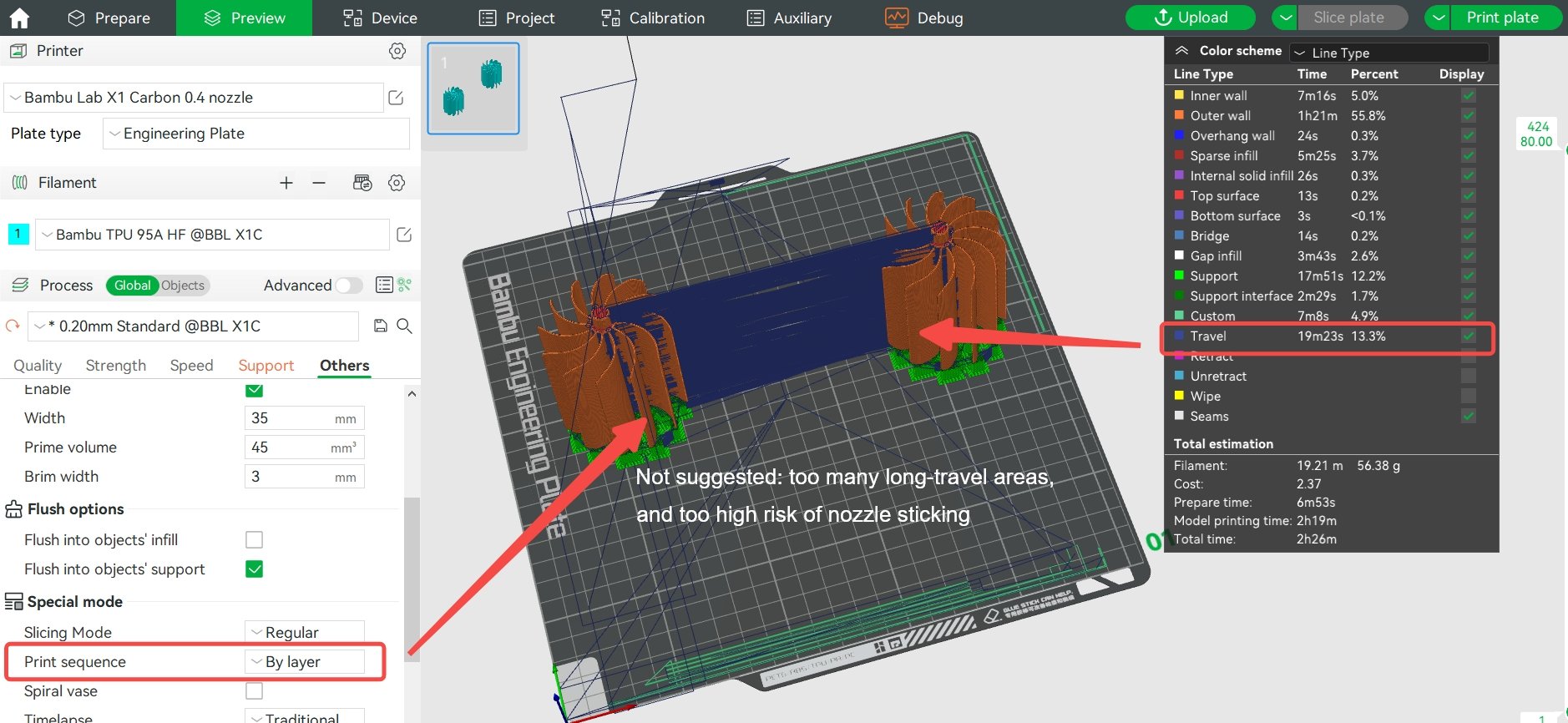
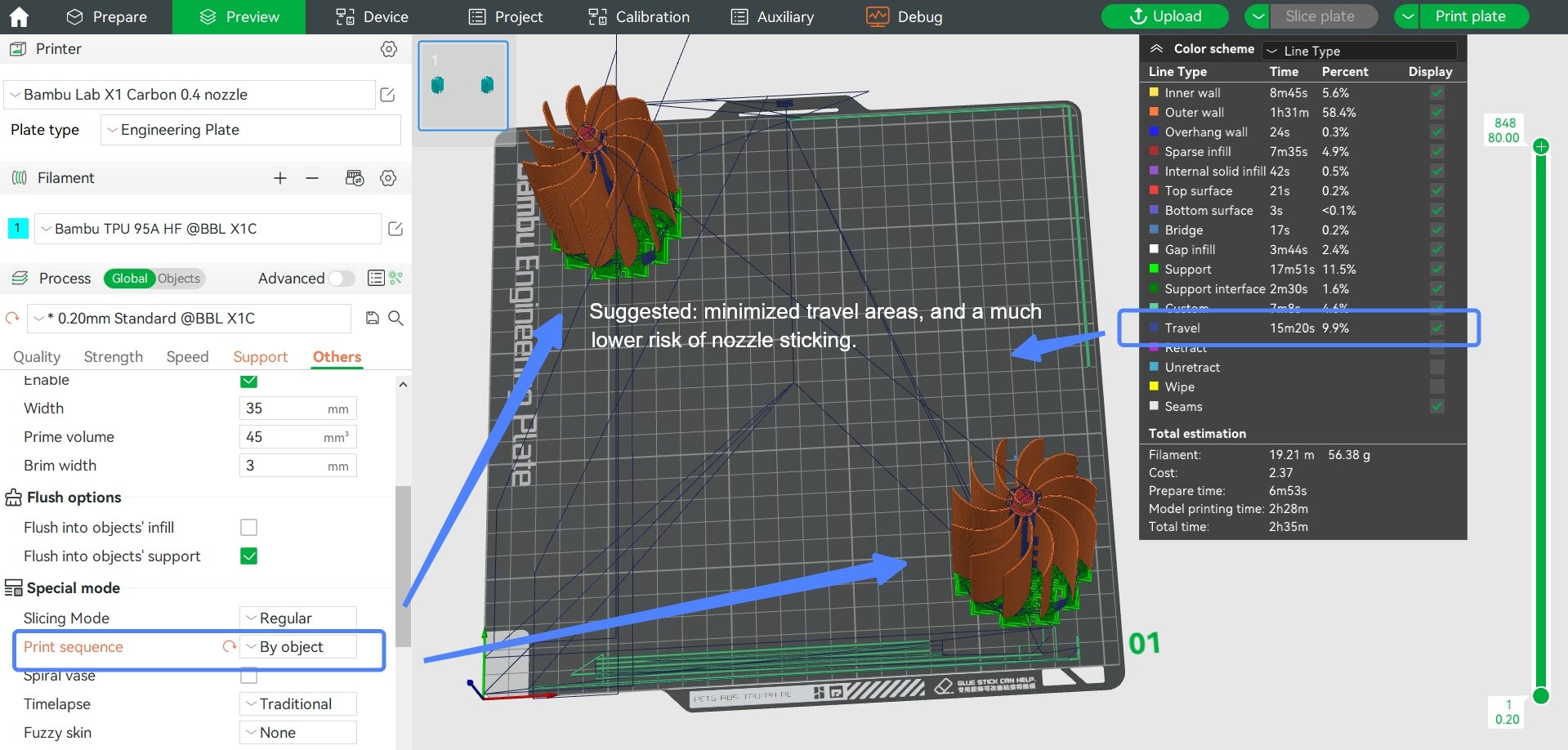
5. Model ma zbyt wiele obszarów do skoków w dal (nieciągłych obszarów)
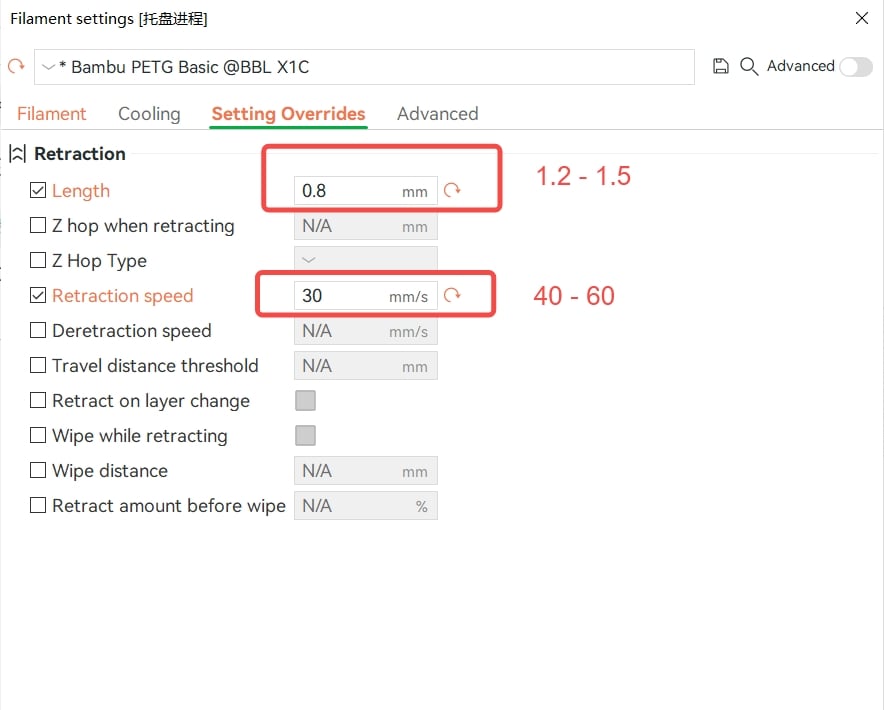
Jeśli model ma wiele obszarów do skoków w dal (obszary nieciągłe) lub jeśli umiejscowienie modelu jest nierozsądne co skutkuje wieloma podróżami na duże odległości podczas drukowania, wówczas stopiony filament z dyszy może wyciekać podczas przemieszczania się podczas drukowania i być ocierają się o zewnętrzną krawędź dyszy podczas drukowania i gromadzą się w sposób ciągły, powodując zatykanie się dyszy. W tym momencie należy zastosować rozsądną metodę umieszczania modelu, aby uniknąć zbyt wielu podróży na duże odległości. Można także rozważyć odpowiednie zwiększenie długości i prędkości wycofania. Uwaga: Ustawienie zbyt dużej długości wycofania może spowodować zatkanie. Ogólnie zaleca się, aby nie przekraczać 2 mm.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.