¶ Złe zwisy
Przyczyna: Podczas drukowania na wystającej powierzchni wytłaczany filament nie jest schładzany w odpowiednim czasie i wiąże się w określonym położeniu, co skutkuje opadaniem, co zwykle objawia się w następujący sposób:
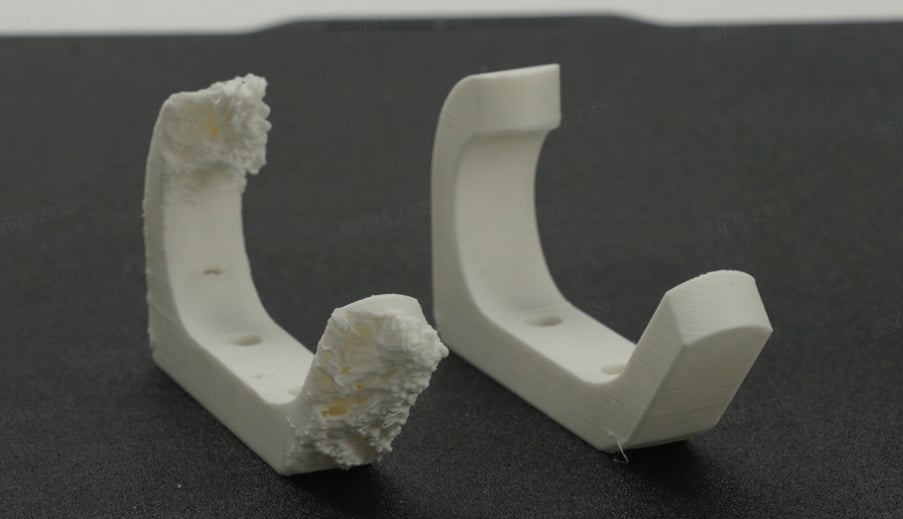
Zaleca się wypróbowanie następujących metod:
1. Włącz podpory
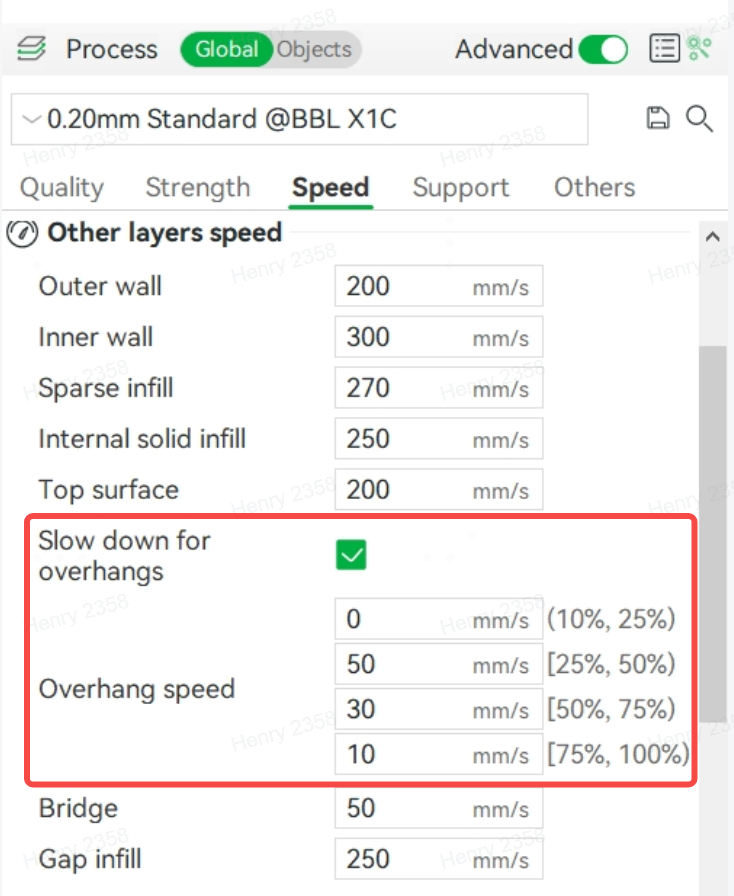
2. Zmniejsz odpowiednio prędkość drukowania lub włącz opcję „Slow down for overhangs" (Zwolnij przy zwisach) i w razie potrzeby zmniejsz jeszcze prędkość drukowania (jak pokazano na poniższym obrazku)
3. Odpowiednio obniż temperaturę dyszy. Gdy wystająca część jest drukowana z mniejszą prędkością, temperaturę dyszy można obniżyć, co również pomaga zmniejszyć zapotrzebowanie na chłodzenie.
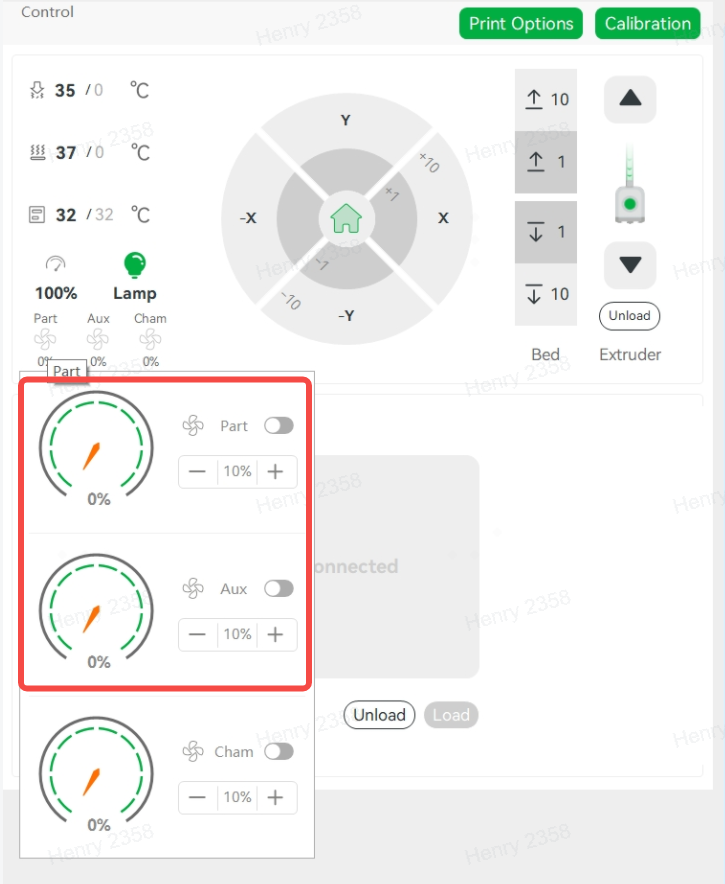
4. Odpowiednio zwiększ prędkość procentową pomocniczego wentylatora i wentylatora chłodzącego hotend. Jeśli jakość zwisu jest wciąż niska, sprawdź, czy wentylator chłodzący głowicę i pomocniczy wentylator działają prawidłowo podczas procesu drukowania. Można to sprawdzić, przełączając i regulując procentową prędkość wentylatora w slicerze (jak pokazano poniżej).
5. Otwórz przednie drzwiczki i górną szklaną pokrywę drukarki, aby zapewnić lepsze odprowadzanie ciepła. Zasadniczo dotyczy to tylko filamentów PLA, PETG, i TPU. Postępowanie w ten sposób w przypadku innych filamentów może spowodować wypaczenia i słabszą przyczepność warstw na skutek zbyt niskiej temperatury komory.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.