¶ Cel poradnika
Ten artykuł Wiki zawiera wytyczne dotyczące minimalizacji ryzyka przecieku cieczy przez wydrukowane modele, takich jak wazony, przeznaczone do przechowywania płynów.
¶ Uwagi i wskazówki dotyczące parametrów drukowania:
Wysusz filament przed drukowaniem:
Pomaga to usunąć wilgoć, a tym samym uniknąć dziur w wytłaczanych liniach i zapewnić wysoką jakość druku.
Zwiększ współczynnik przepływu:
Filamenty mogą wykazywać różnice objętościowe po procesie „Topienia – Zestalenia”. Zwiększenie współczynnika przepływu wytłaczania może zapewnić pełniejsze wytłaczane linie i zmniejszyć lub uniknąć dziur.
Odpowiednie zwiększenie szerokości linii i zmniejszenie wysokości warstwy:
Zwiększenie szerokości linii może zminimalizować odstępy pomiędzy drukowanymi liniami, natomiast zmniejszenie wysokości warstwy pozwala na lepszą przyczepność pomiędzy warstwami.
Zmień wzór powierzchni dolnej na koncentryczny (Concentric):
Użycie wzoru koncentrycznego może lepiej wypełnić luki, które mogą wystąpić podczas wypełniania małych obszarów.
Zwiększ liczbę pętli ściennych i/lub gęstość wypełnienia:
Zwiększanie liczby pętli ścian i/lub gęstości wypełnienia skutkuje grubszymi ścianami i mniejszą liczbą szczelin, co utrudnia cieczom przenikanie czy wyciekanie.
Na końcu tej wiki znajduje się kilka plików 3mf z powyższymi wskazówkami.
Uwaga: wskazówki dotyczące parametrów drukowania mogą jedynie zmniejszyć ryzyko wycieku cieczy, ale nie mogą zagwarantować, że wszystkie modele będą szczelne. Rzeczywista odporność na ciecze oraz ryzyko wycieku zależą od właściwości zastosowanych filamentów, a także od wielkości, struktury, i projektu nadruków. Dlatego nie zaleca się używania zwykłych drukowanych modeli do przechowywania w nich żrących lub toksycznych cieczy, takich jak kwasy, zasady, roztwory soli, rozpuszczalniki organiczne lub jakiekolwiek potencjalnie niebezpieczne ciecze.
¶ Ustawienia parametrów krojenia (przykładowy obraz dla dyszy 0,4 mm i filamentu PLA Basic)
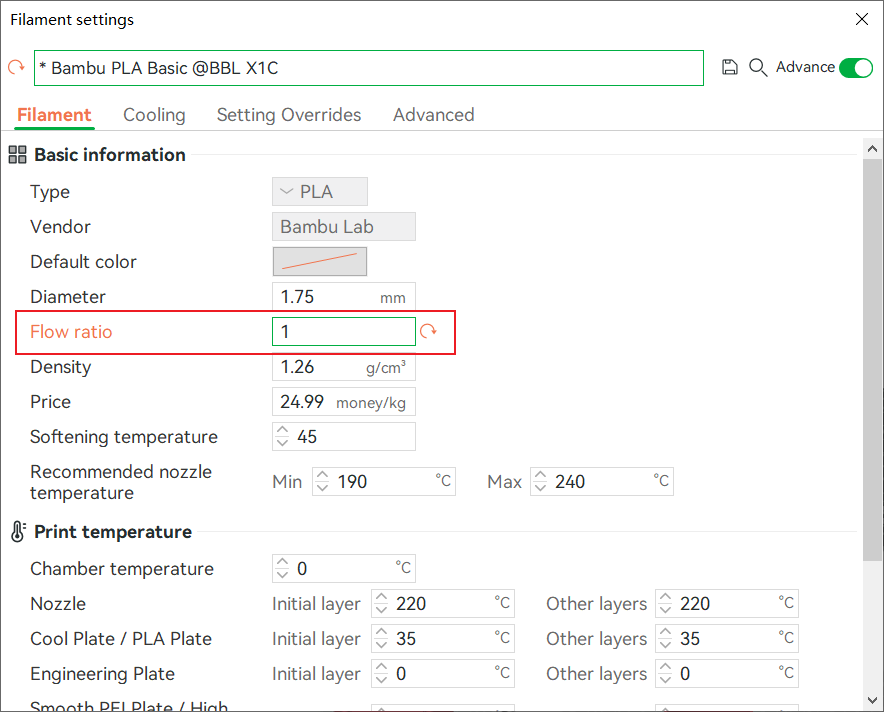
¶ Zwiększ współczynnik przepływu:
Zalecamy zwiększenie współczynnika przepływu o 0,02 do 0,05. Przykładowo podnosząc go z 0,98 do zakresu od 1,00 do 1,03 w przypadku filamentu PLA Basic. Należy zachować ostrożność, aby nie stosować zbyt wysokiego współczynnika przepływu, ponieważ może to spowodować szorstkość powierzchni, powstawanie nitek, lub sączenie.
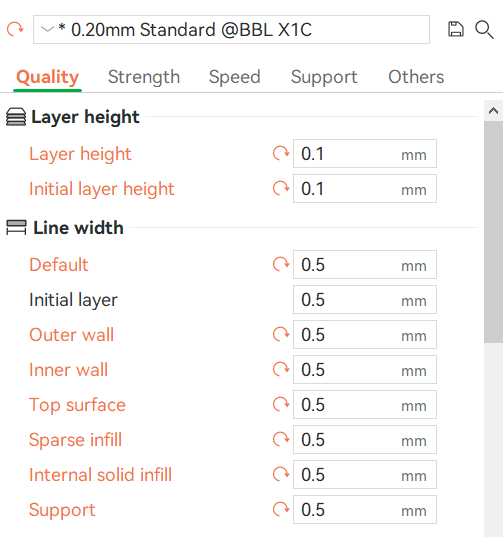
¶ Odpowiednie zwiększenie szerokości linii i zmniejszenie wysokości warstwy
Sugerowane ustawienia można znaleźć na poniższym obrazku:
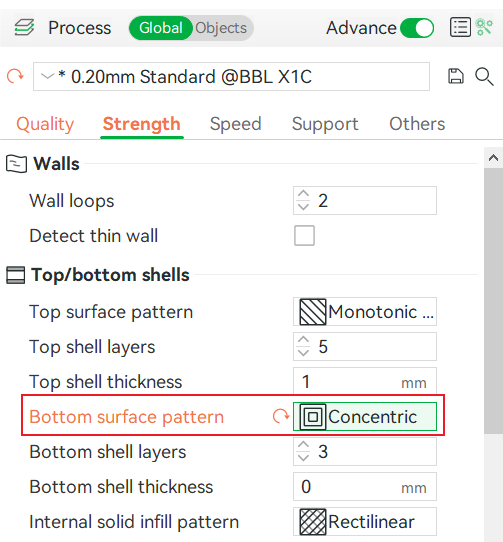
¶ Zmień wzór dolnej powierzchni na koncentryczny (Concentric):
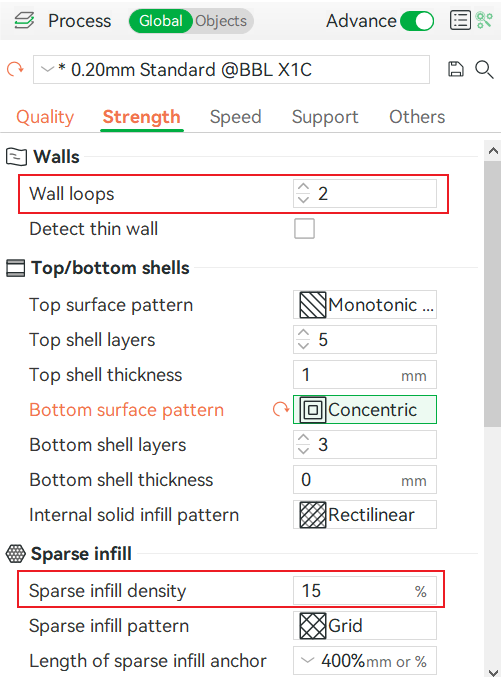
¶ Zwiększ liczbę pętli ściennych i/lub gęstość wypełnienia:
Możesz odpowiednio zwiększyć liczbę pętli ściennych i/lub gęstość wypełnienia w oparciu o specyficzne cechy modelu i wymagania użytkowe.
Zalecane ustawienia to: liczba pętli ścian od 2 do 4 oraz gęstość wypełnienia od 0% do 40%. Zwiększenie liczby pętli ściennych i gęstości wypełnienia zwiększy odporność wydruków na wyciek cieczy. Jednak będzie to również skutkować dłuższym czasem drukowania i większym zużyciem filamentu. Dostosuj więc te ustawienia do swoich konkretnych potrzeb.
¶ Prezentacja modeli drukarskich
Wyniki po 48 godzinach przechowywania wydruków w wodzie pokazano na poniższych zdjęciach:
 |
 |
Chusteczka umieszczona pod wazonem wypełnionym wodą pozostaje sucha, co wskazuje, że wazon ma dużą odporność na wyciekanie wody.
Uwaga: Dla łatwiejszego sprawdzenia woda została zabarwiona czarnym tuszem.
¶ Domyślny profil
Udostępniamy również kilka plików 3mf z zalecanymi parametrami, które można pobrać w zależności od używanego przez Ciebie filamentu:
bambu_pla_basic_-_vase_-_0.4_mm_nozzle.3mf
bambu_pla_silk_-_vase_-_0.4_mm_nozzle.3mf
generic_pla_-_vase_-_0.4_mm_nozzle.3mf
bambu_petg_basic_-_vase_-_0.4_mm_nozzle.3mf
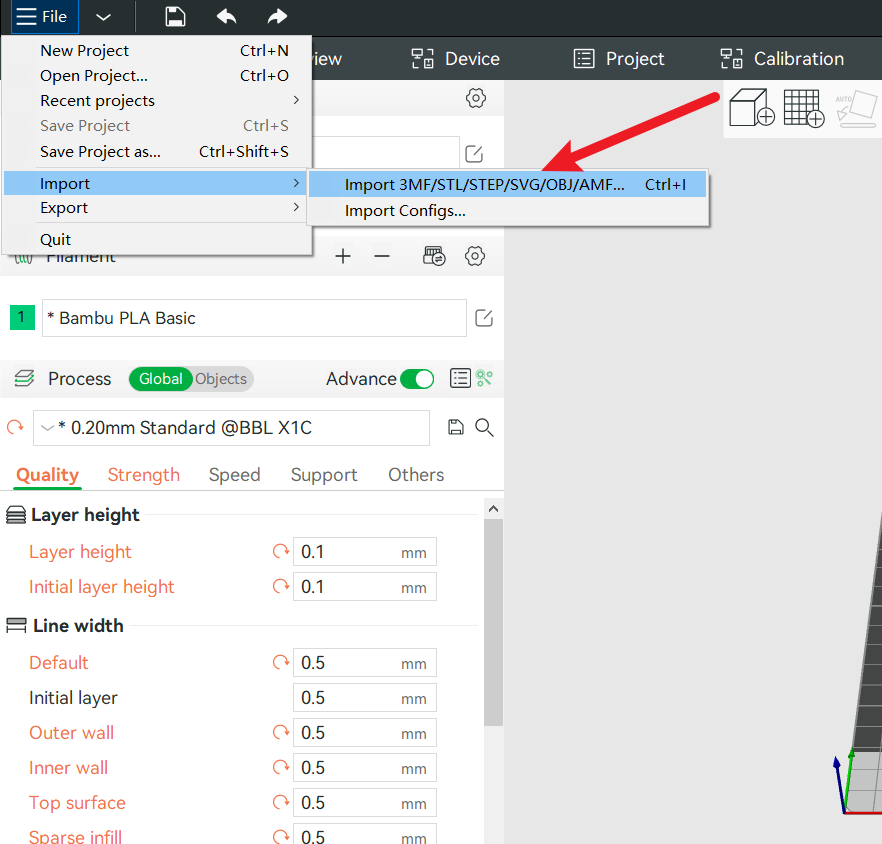
¶ Jak zaimportować profil domyślny?
Możesz pobrać i otworzyć pliki 3MF, a następnie zaimportować modele, które chcesz wydrukować, aby uzyskać zalecane parametry.
Uwaga: te parametry mogą nie być odpowiednie dla wszystkich modeli. Proszę dostosować niektóre parametry w zależności od konkretnych okoliczności. Podczas drukowania za pomocą innego modelu drukarki możesz w razie potrzeby przenieść (Transfer) odpowiednie parametry procesu i parametry filamentu z X1C.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.