¶ Kiedy skorzystać z poradnika?
Ekstruder powinien być poddawany regularnej konserwacji, ponieważ jego komponenty odgrywają kluczową rolę w jakości druku. Z czasem nagromadzone resztki filamentu, kurz i inne cząsteczki wewnątrz ekstrudera mogą wpływać na jakość druku. W przypadku wystąpienia następujących sytuacji zaleca się wykonanie kroków opisanych w tym przewodniku:
- Blokady są spowodowane odkształceniem filamentu w kołach zębatych ekstrudera, prowadnicy filamentu ekstrudera lub kołach zębatych ekstrudera z powodu nadmiernych temperatur.
- Problemy z jakością druku, takie jak niejednolite tekstury wynikające ze stopniowego gromadzenia się resztek filamentu lub pyłu wewnątrz jednostki ekstrudera.
- Wymiana wewnętrznych części jednostki ekstrudera, takich jak przednia pokrywa ekstrudera, prowadnica filamentu ekstrudera, koła zębate ekstrudera, krzywka przełącznika ekstrudera, lewe i prawe noże i uchwyty lub koła zębate ekstrudera.
Oto dodatkowe instrukcje:
W przypadku problemu z zatkaniem zdecydowanie zaleca się najpierw przeczytanie tego artykułu: Jak sprawdzić która część drukarki H2D się zapchała, aby potwierdzić, czy zatkanie jest rzeczywiście spowodowane przez jednostkę ekstrudera, aby uniknąć niepotrzebnego demontażu. Możesz zacząć od wyjęcia hotendu i sprawdzenia, czy filament można prawidłowo wytłaczać. Jeśli filament wytłacza się normalnie po wyjęciu hotendu, oznacza to zatkanie hotendu, a nie ekstrudera. Możesz rozwiązać ten problem, czyszcząc lub wymieniając dyszę.
Poniższy artykuł polega na oczyszczeniu ekstrudera przy użyciu jak najmniejszej liczby kroków, a te kroki można również wykorzystać do demontażu i montażu ekstrudera.
- Jeśli blokada została usunięta po wykonaniu pewnych kroków, możesz pominąć kolejne kroki. Na przykład czyszczenie resztek filamentu lub kurzu zazwyczaj wymaga jedynie demontażu prowadnicy filamentu ekstrudera. Jeśli blokada występuje bez poważnego zacięcia filamentu, może być konieczne jedynie otwarcie przedniej pokrywy ekstrudera bez usuwania kół pasowych ekstrudera. Prosimy o demontaż i montaż zależny od potrzeb.
- Podczas wymiany lewej i prawej dźwigni tnącej lub prawego noża można pominąć demontaż prowadnicy filamentu ekstrudera i przedniej pokrywy. Po zdjęciu przedniej pokrywy głowicy należy przejść bezpośrednio do wymiany, upewniając się, że sprężyna skrętna i dźwignie tnące są zachowane, a ostrze tnące jest zamontowane z wycięciem skierowanym do góry.
- W przypadku demontażu prowadnicy filamentu ekstrudera zdecydowanie zaleca się zapoznanie z filmami instruktażowymi, ponieważ istnieje pewna kolizja między prowadnicą filamentu ekstrudera a lewym i prawym nożem i dźwigniami, co wymaga umiejętnego demontażu. Jeśli uważasz, że przestrzeganie instrukcji wideo jest trudne, możesz najpierw zdemontować dźwignię tnącą przed demontażem prowadnicy filamentu ekstrudera.
¶ Potrzebne narzędzia i materiały
Konserwacja potrwa od 10 do 60 minut, a konkretny czas trwania będzie zależał od zakresu demontażu.
- Klucze imbusowe H1.5 oraz H2.0
¶ Ostrzeżenie dotyczące bezpieczeństwa
WAŻNE!
Bardzo ważne jest wyłączenie drukarki przed wykonaniem jakichkolwiek prac konserwacyjnych związanych z drukarką i jej układami elektronicznymi, w tym z przewodami głowicy, ponieważ pozostawienie drukarki włączonej podczas wykonywania takich zadań może spowodować zwarcie, które może prowadzić do dodatkowych uszkodzeń elektrycznych i zagrożeń bezpieczeństwa.
Podczas konserwacji lub rozwiązywania problemów z drukarką może być konieczne zdemontowanie niektórych części, w tym hotendu. Proces ten może odsłonić przewody i elementy elektryczne, które mogą potencjalnie spowodować zwarcie, jeśli zetkną się ze sobą lub z innymi metalowymi lub elektrycznymi elementami, gdy drukarka jest nadal włączona. Może to spowodować uszkodzenie elektroniki drukarki i spowodować dalsze uszkodzenia.
Dlatego przed przystąpieniem do jakichkolwiek prac konserwacyjnych należy wyłączyć drukarkę i odłączyć ją od źródła zasilania. Zapobiegnie to zwarciom lub uszkodzeniom elektroniki drukarki. W ten sposób można uniknąć potencjalnego uszkodzenia podzespołów elektronicznych drukarki i mieć pewność, że prace konserwacyjne zostaną przeprowadzone bezpiecznie i skutecznie.
Jeśli masz jakiekolwiek wątpliwości lub pytania dotyczące postępowania zgodnie z tym przewodnikiem, zgłoś sprawę na Stronie Wsparcia a zespół Bambu dołoży wszelkich starań, aby szybko odpowiedzieć i zapewnić Ci potrzebną pomoc.
¶ Przewodnik wideo
Już wkrótce!
¶ Kroki postępowania - demontaż
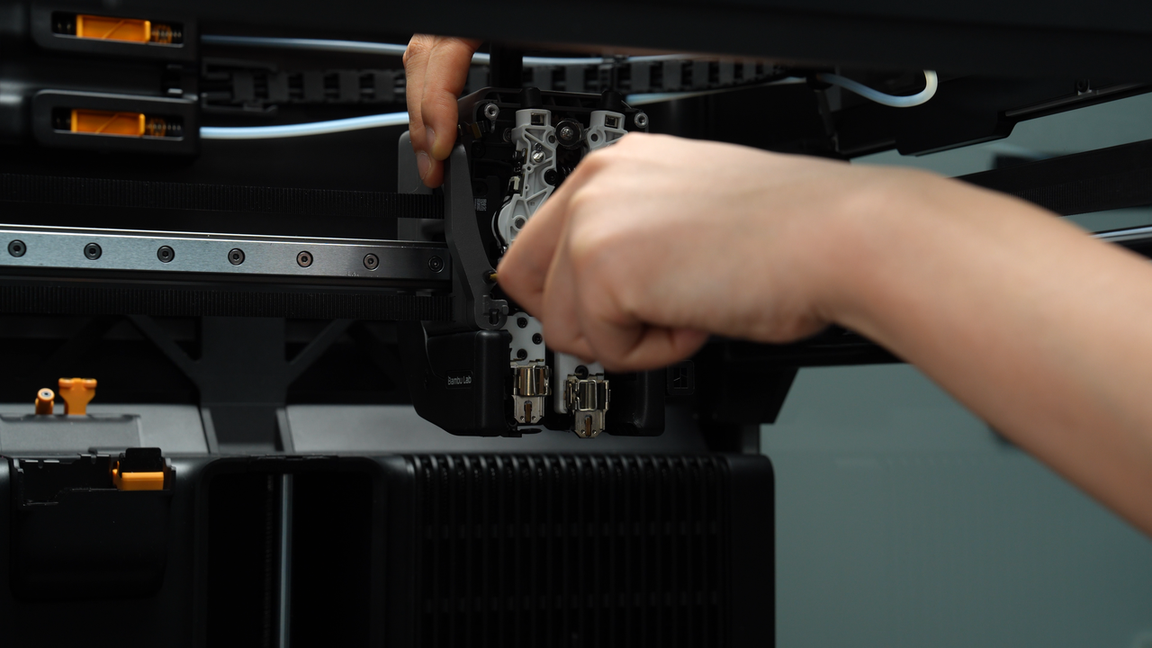
¶ Krok 1: Opuść podgrzewany stół, aby zrobić miejsce na demontaż głowicy
Opuść podgrzewany stół poprzez menu drukarki, aby ułatwić demontaż głowicy. Upewnij się, że hotend ma temperaturę pokojową, a następnie wyłącz drukarkę.



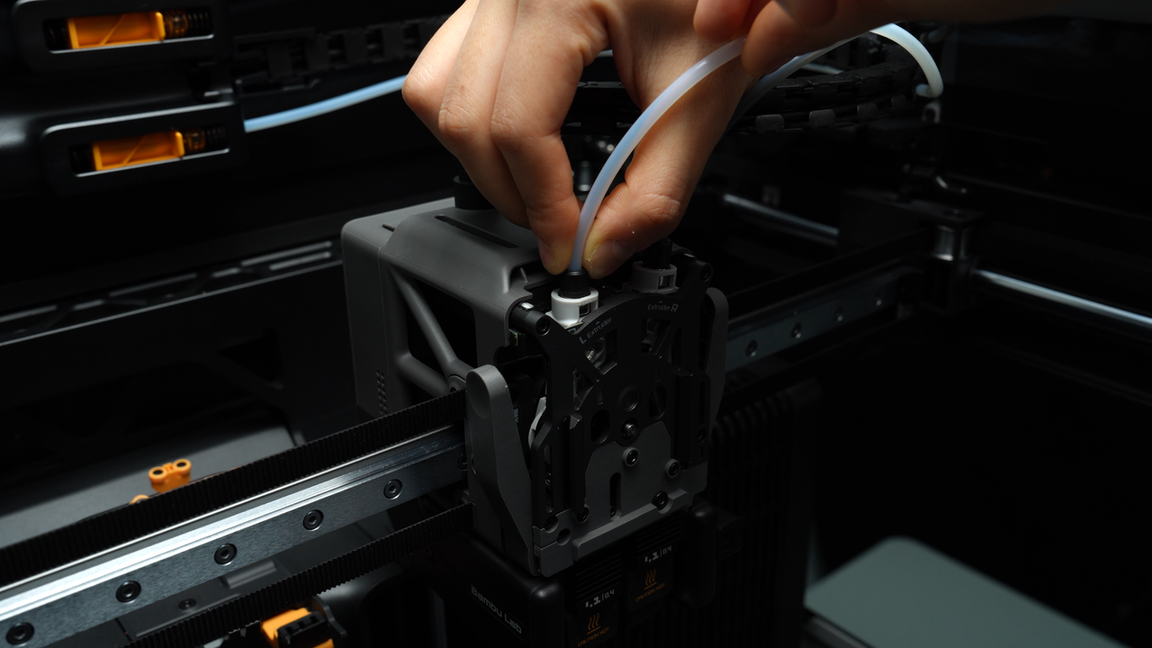
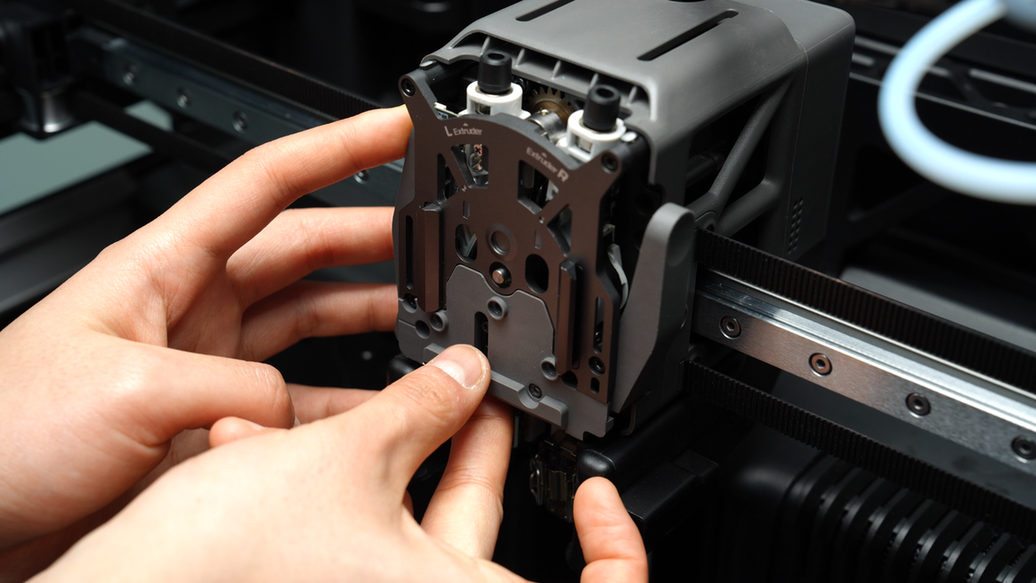
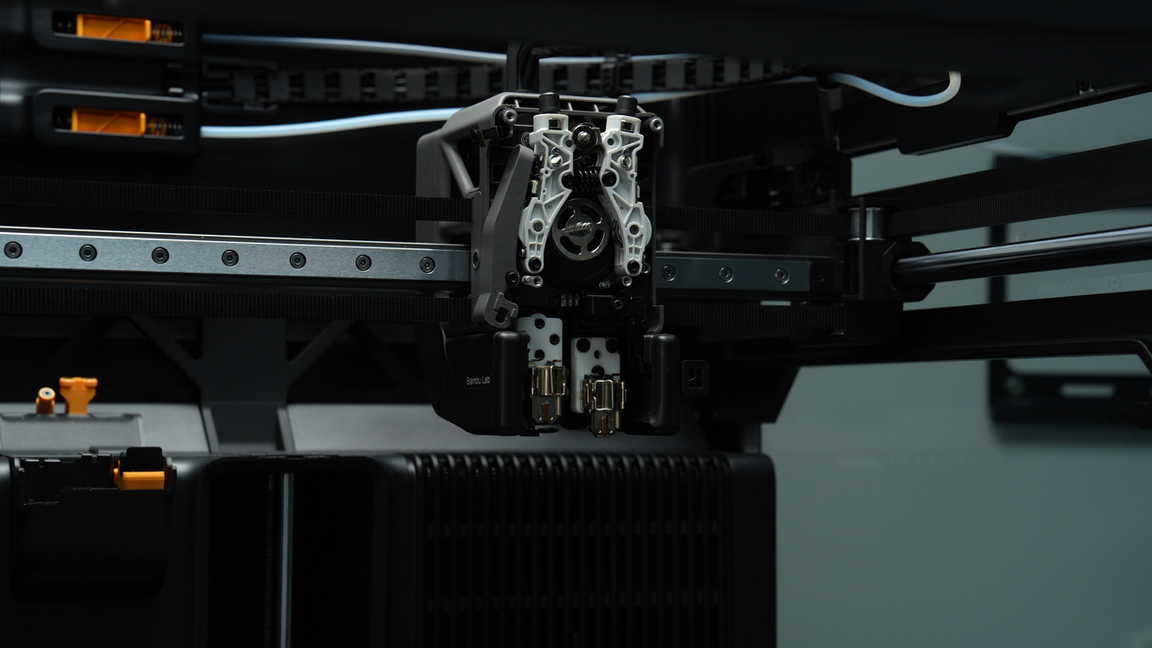
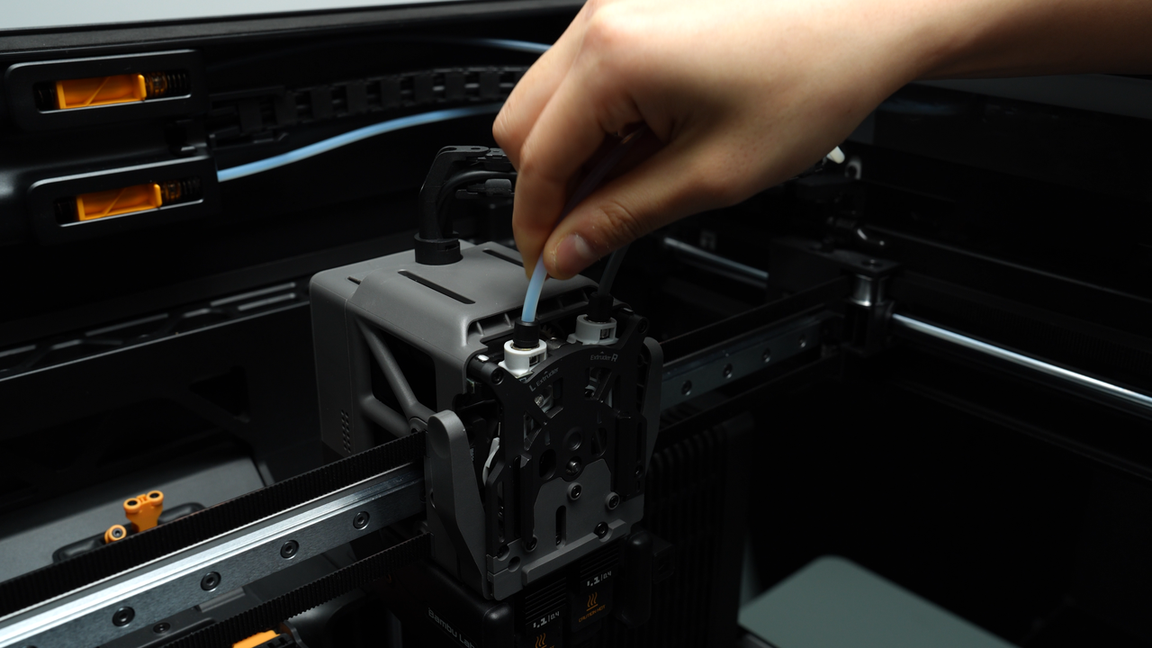
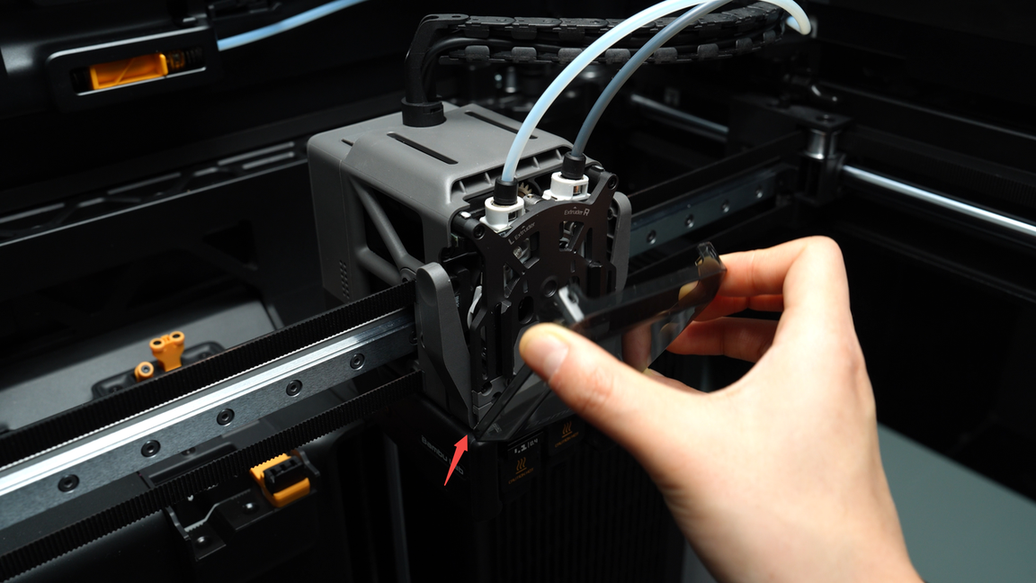
¶ Krok 2: Zdejmij rurkę PTFE i przednią osłonę głowicy
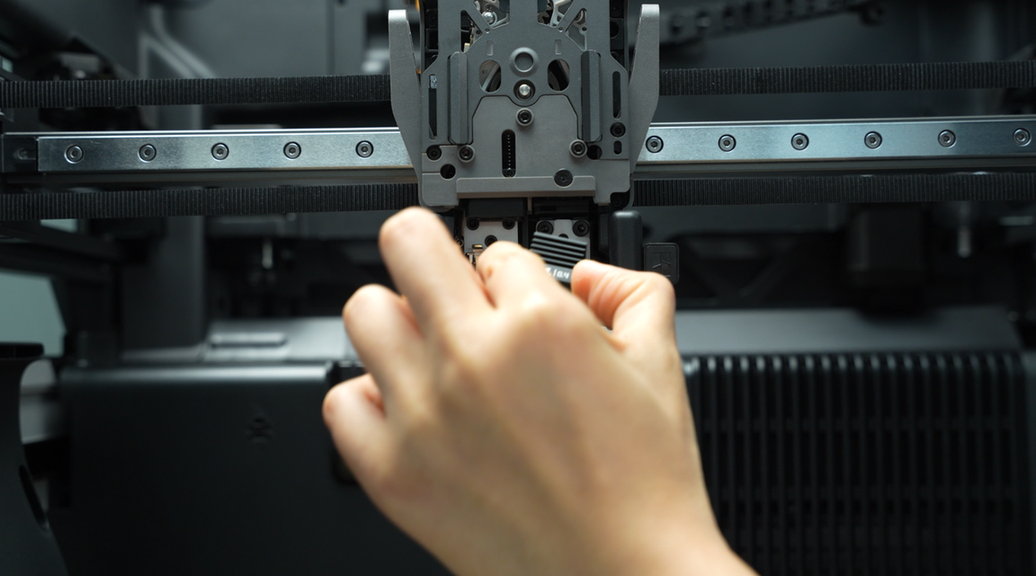
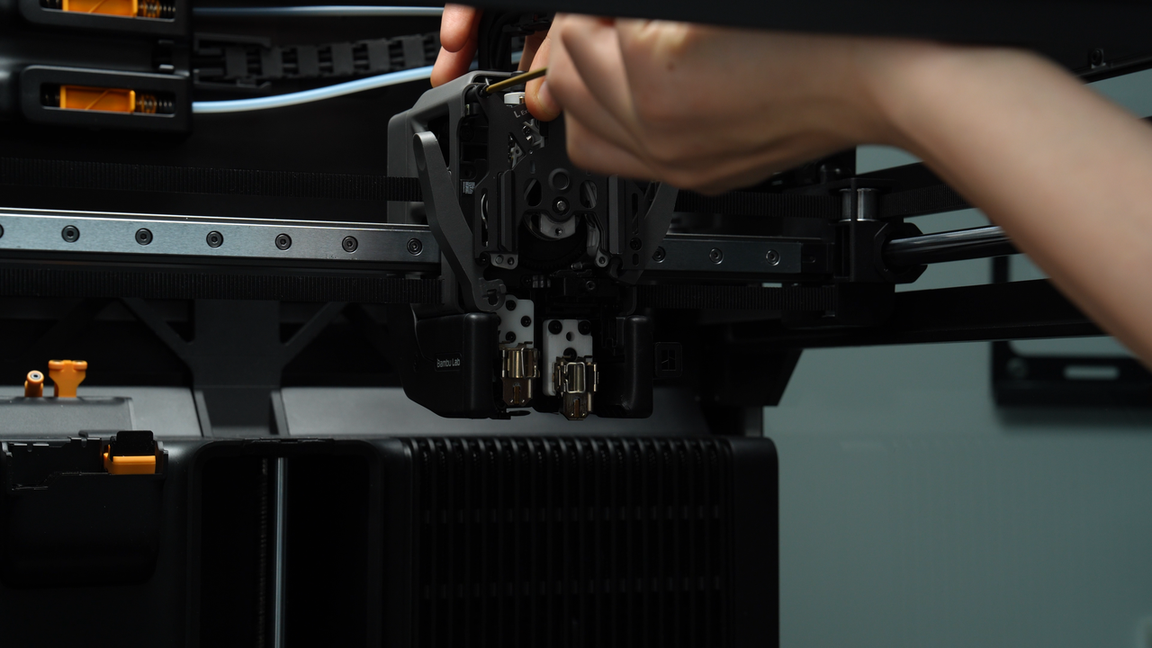
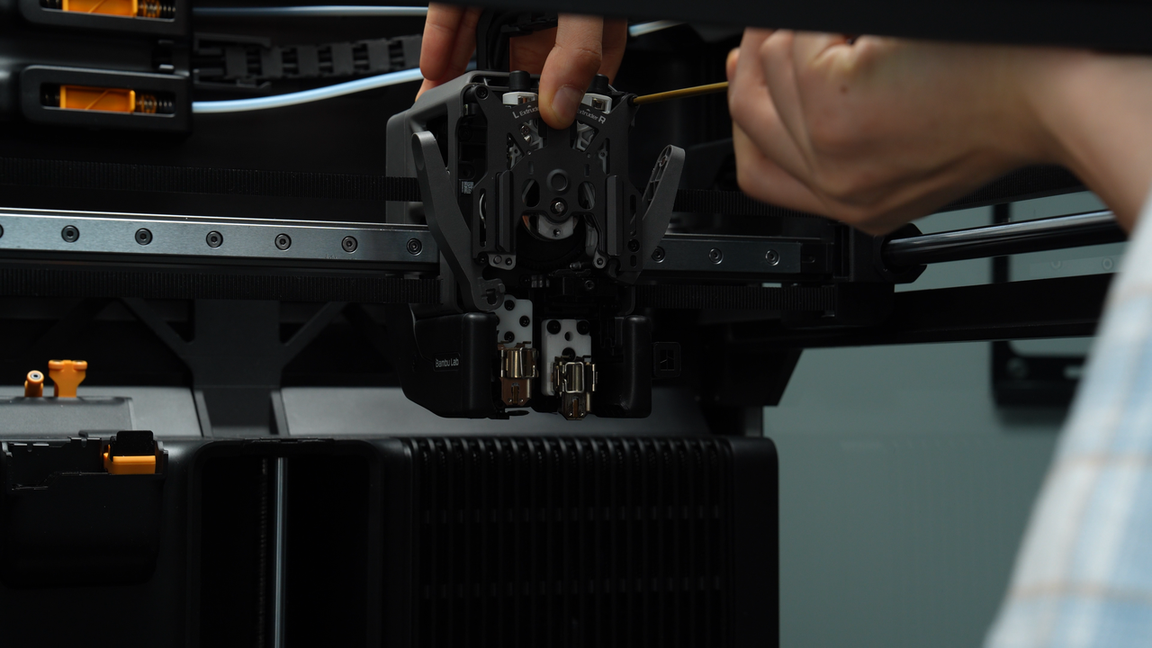
Ściśnij dwa górne rogi przedniej osłony głowicy i unieś ją, aby zdjąć przednią osłonę.
Symetrycznie naciśnij czarny pierścień, aby odblokować dwa złącza na ekstruderze, uwalniając rurkę PTFE.

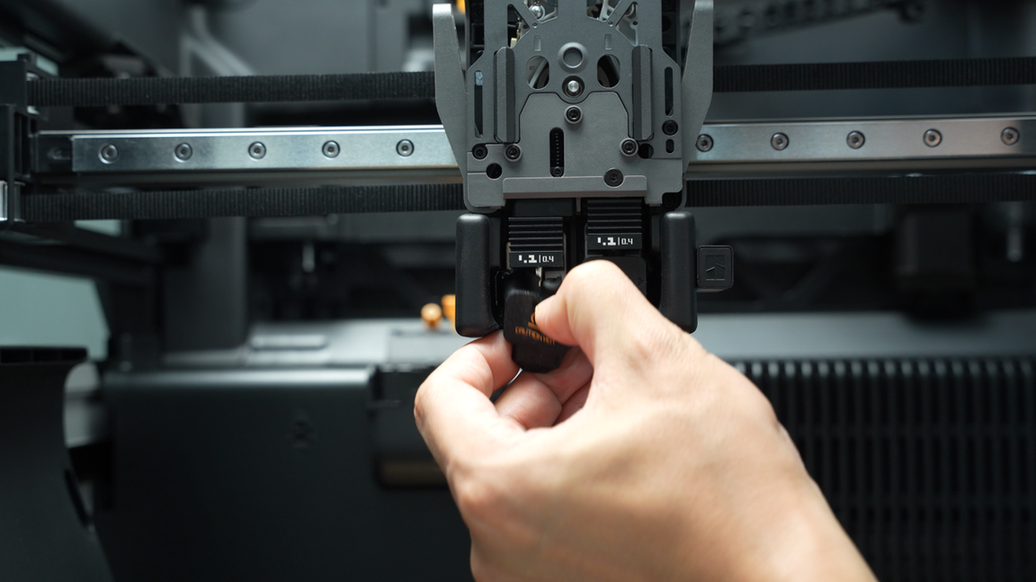
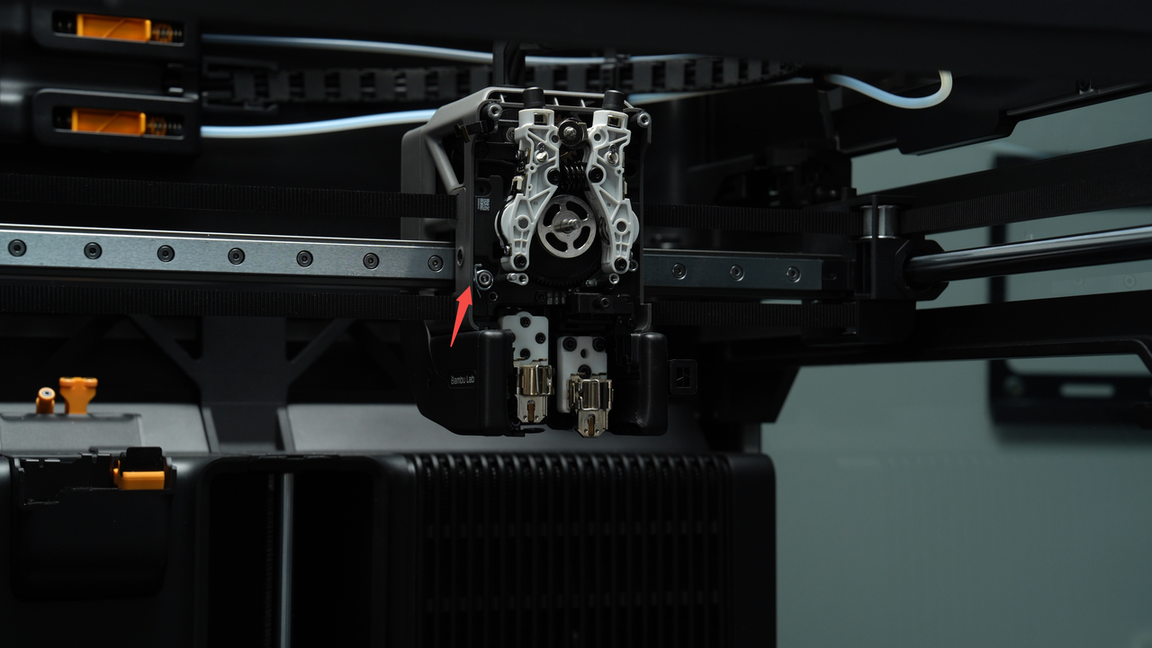
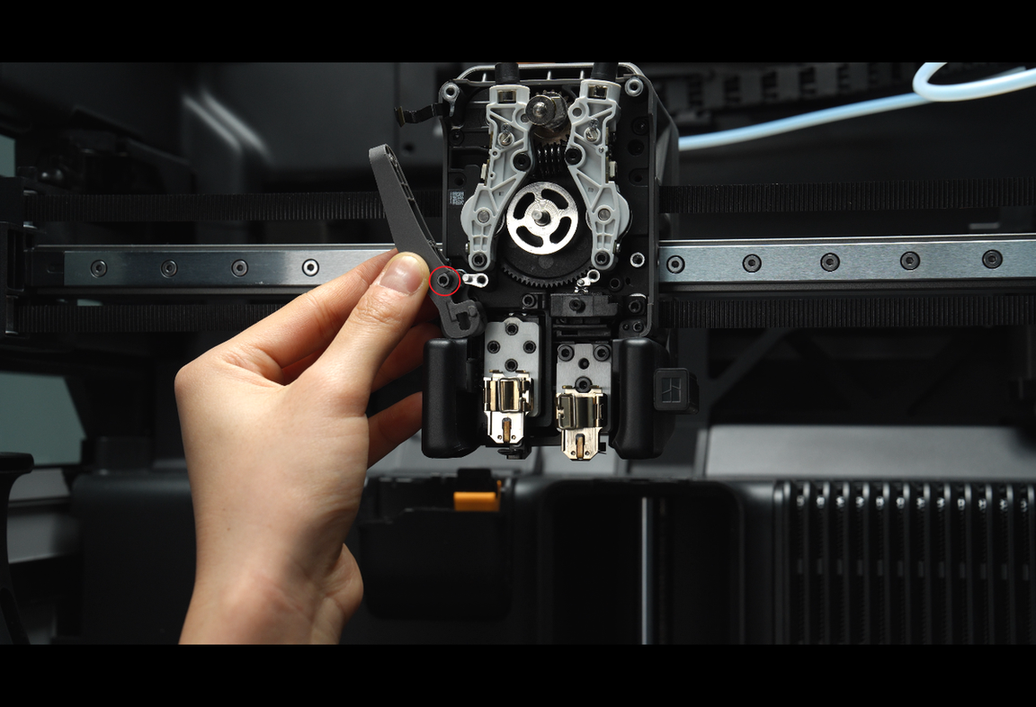
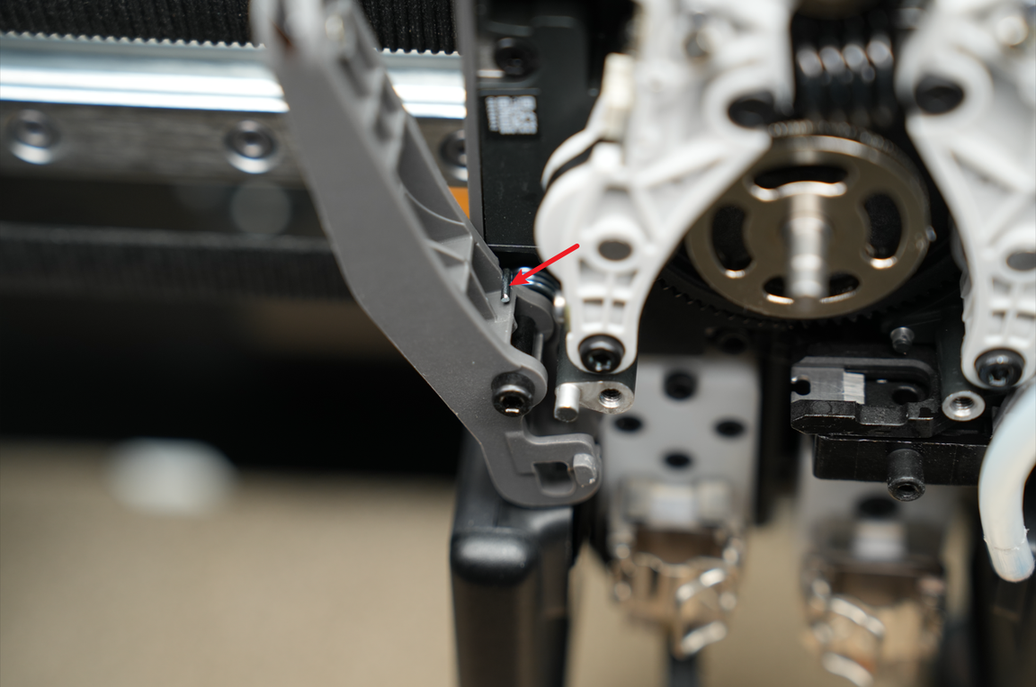
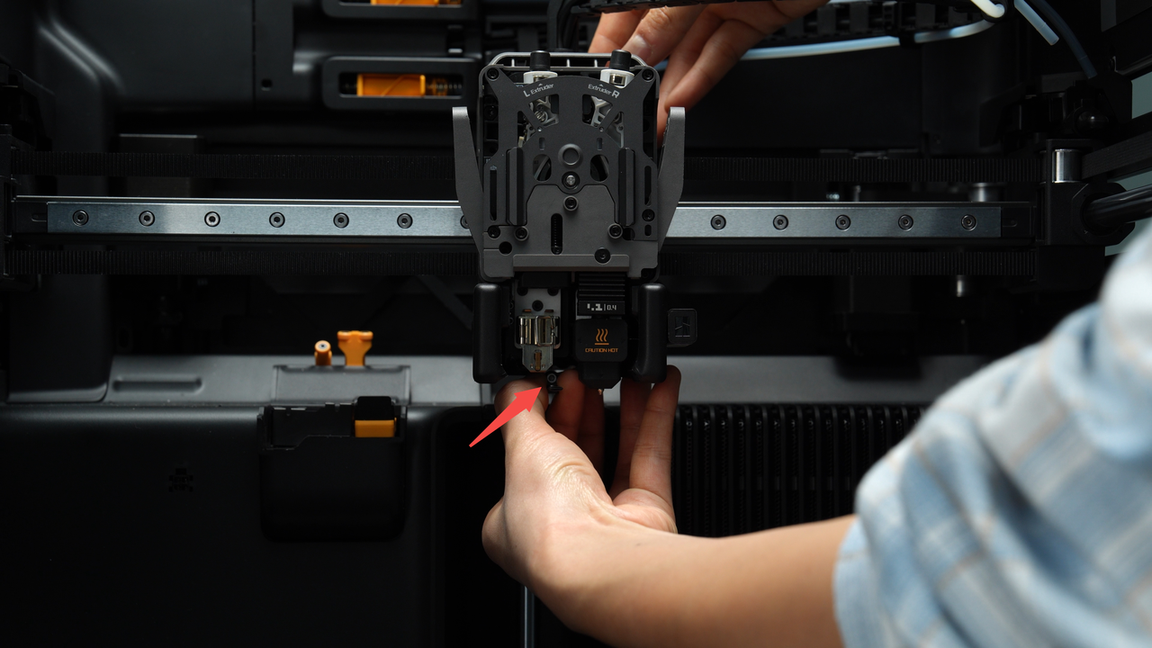
¶ Krok 3: Zdejmij lewy i prawy hotend
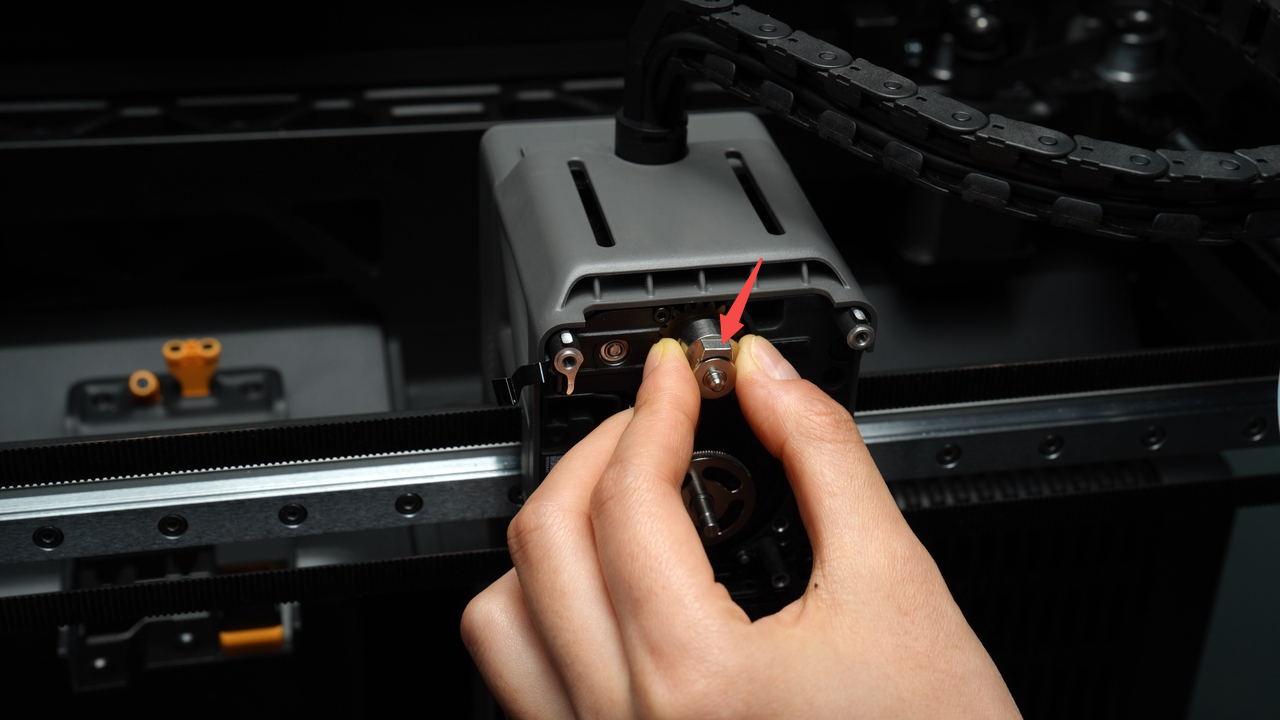
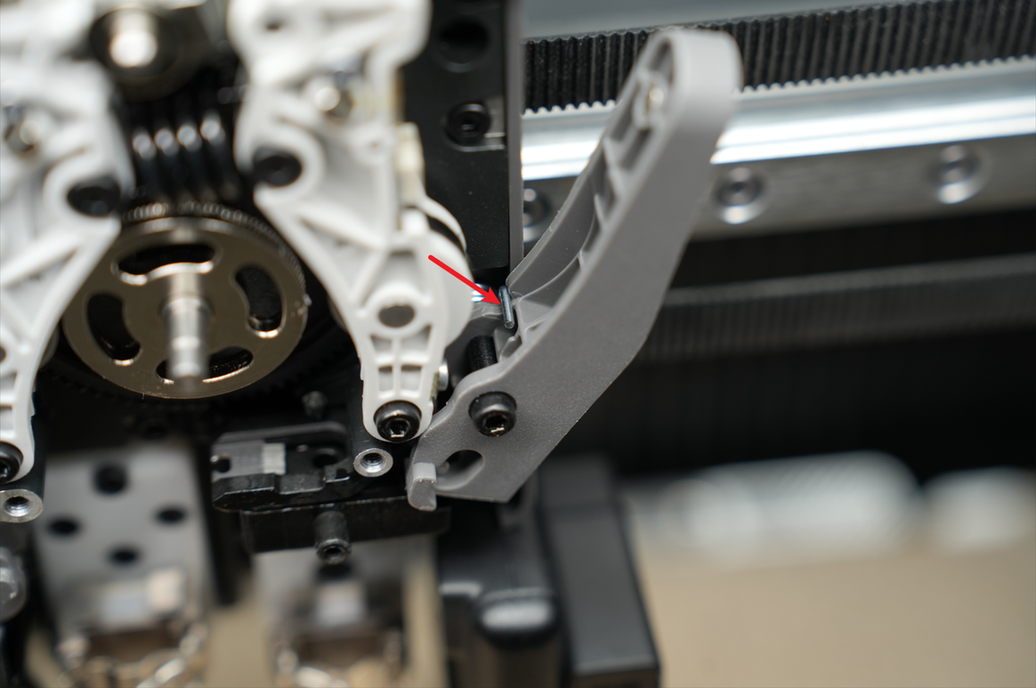
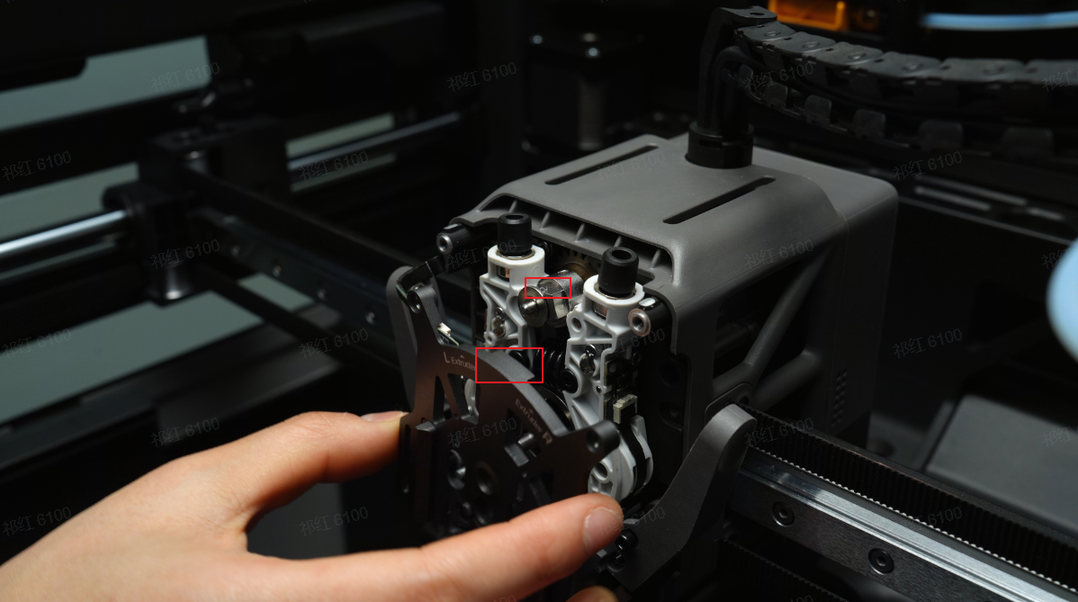
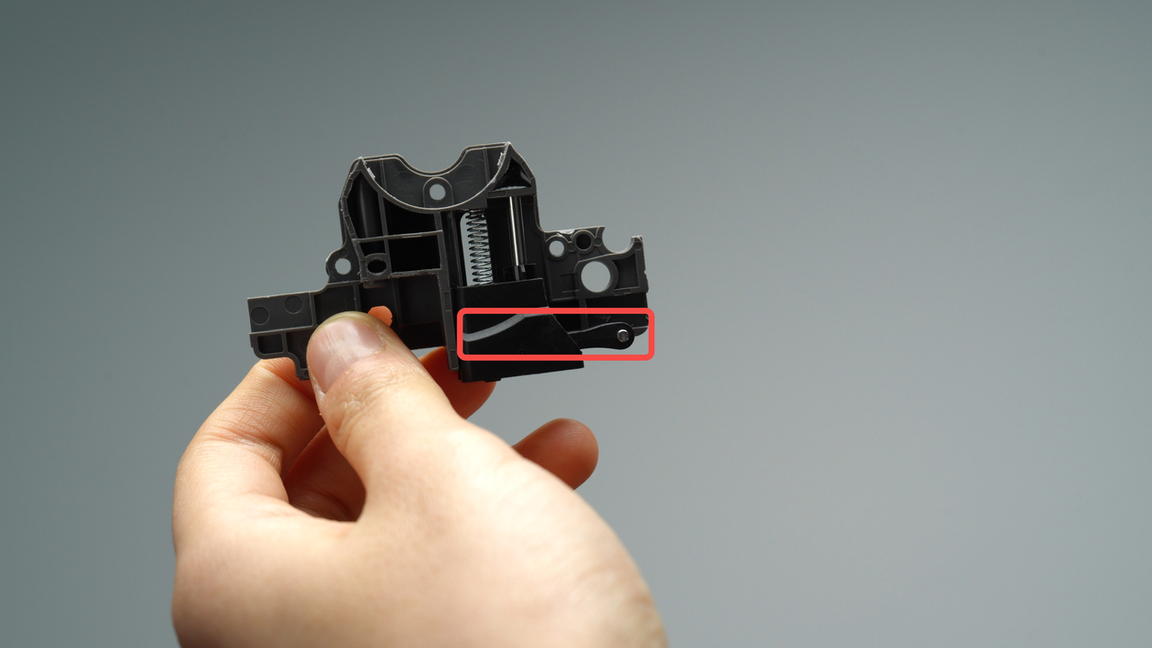
Blokada przepływu znajduje się na pręcie i porusza się w lewo i prawo, przełączając korbowód. Jeśli musisz usunąć hotend, ale bloker przepływu go blokuje, musisz najpierw przesunąć dźwignię, aby zapobiec przypadkowemu zgięciu blokady przepływu podczas wyjmowania hotendu. Podczas przełączania blokada może nie przesunąć się całkowicie na pozycję z powodu ograniczenia przechyłu dźwigni. W takim przypadku konieczne jest wykonanie gwałtownego ruchu, a następnie dokładnej regulacji, aby upewnić się, że blokada przepływu jest całkowicie na swoim miejscu.
 |
 |
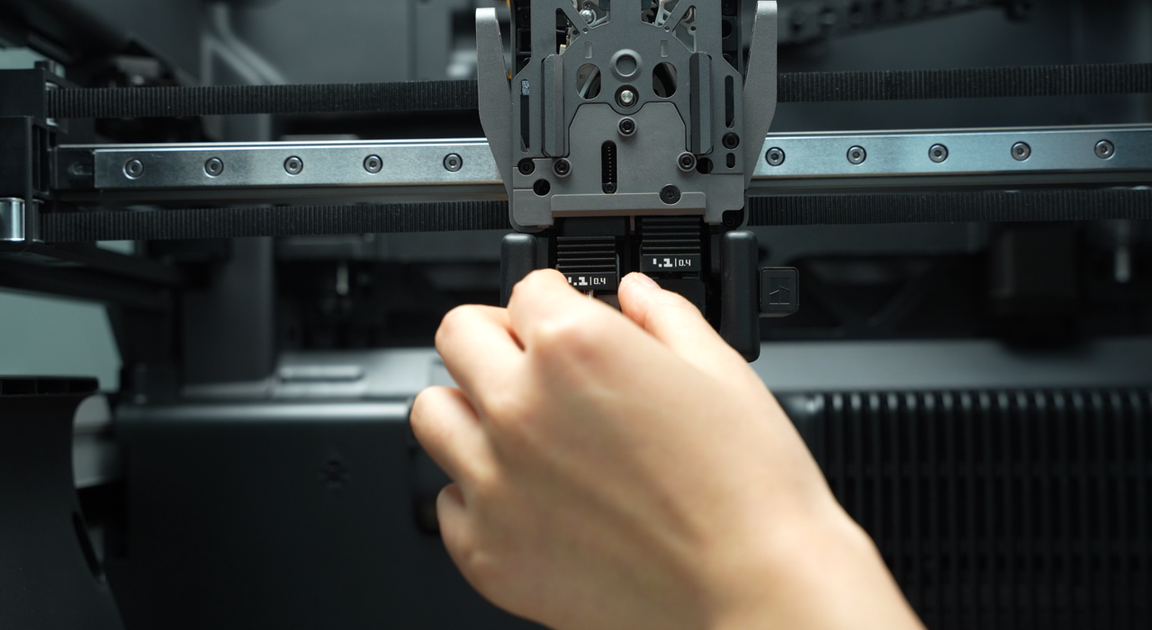
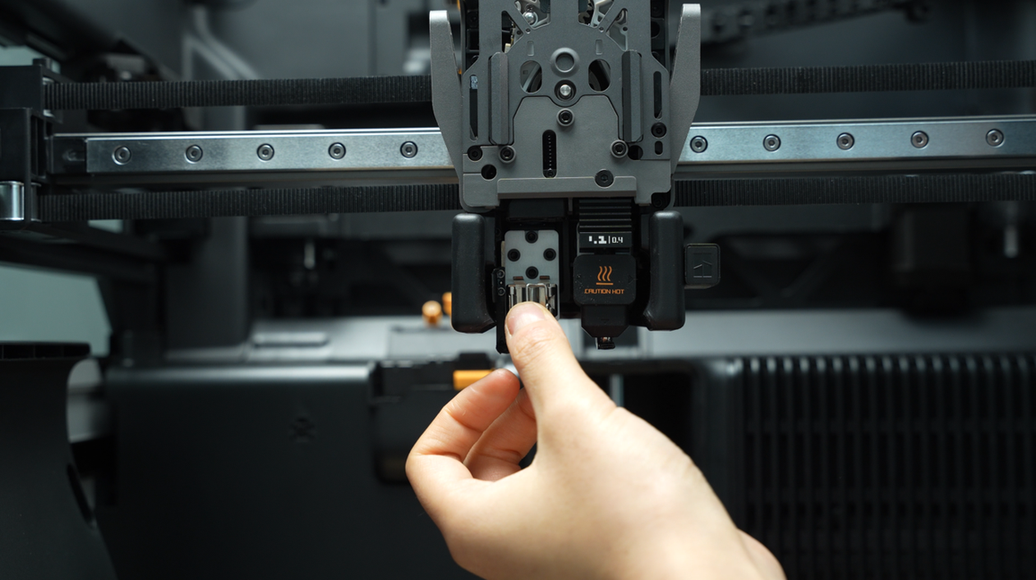
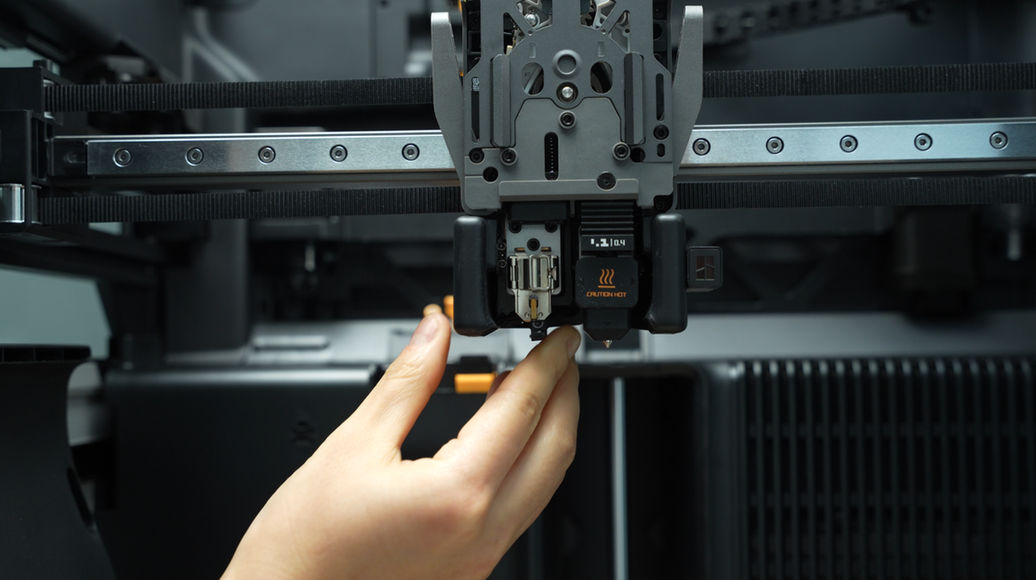
Przed rozpoczęciem wyjmowania hotendów naciśnij obcinaki po obu stronach, aby przeciąć filament, co ułatwi wyjmowanie hotendów. Zdejmij silikonową osłonę hotendu, który nie jest blokowany przez blokadę przepływu, odblokuj zatrzask, aby wyjąć hotend i wstępnie zablokuj zatrzask zespołu grzewczego.
 |
 |
 |
 |
Przesuń dźwignię blokady przepływu, aby przesunąć blokadę na drugą stronę, zdejmij silikonową osłonę pozostałego hotendu, odblokuj zatrzask, aby wyjąć hotend i wstępnie zablokuj zatrzask zespołu grzewczego.
 |
 |
 |
 |
¶ Krok 4: Zdejmij prowadnicę filamentu ekstrudera i lewy obcinak
Po odkręceniu czterech śrub (M2,5x7 * 3, BT2x6 * 1) na prowadnicy filamentu, użyj palców, aby unieść czarne złącze hotendu, jednocześnie naciskając w dół lewą dźwignię obcinaka, aby lekko ją uwolnić z otworu w pobliżu śruby obcinaka. Następnie złap prowadnicę w dolnym prawym rogu, aby ją podważyć.
Lewy obcinak znajduje się w prowadnicy filamentu ekstrudera i zostanie usunięty razem z nią. Należy zachować ostrożność, aby go prawidłowo przechowywać, i zapobiec jego zgubieniu.
 |
 |
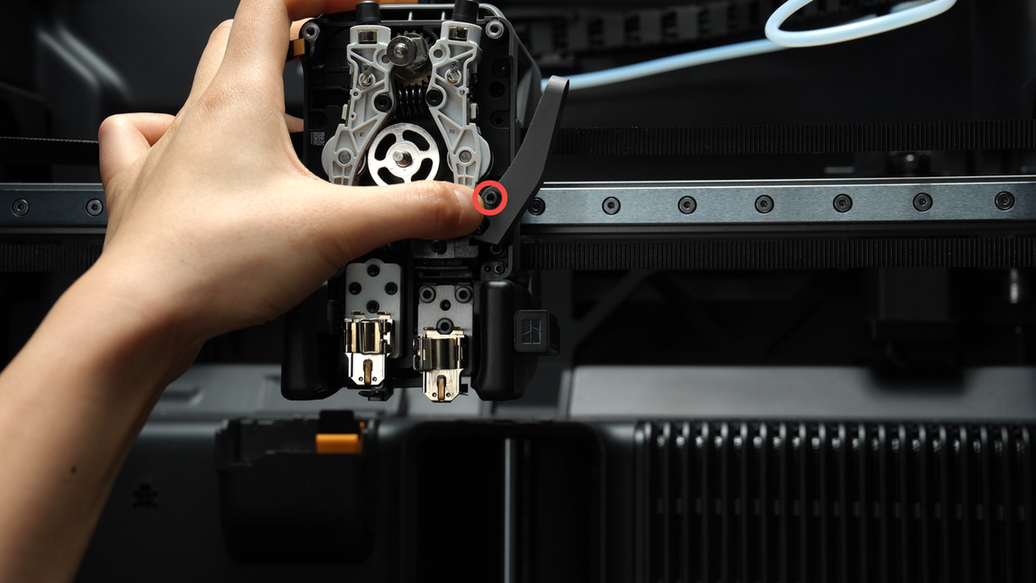
¶ Krok 5: Zdejmij przednią pokrywę ekstrudera
Odkręć dwie śruby (M2,5x7) na przedniej pokrywie ekstrudera. Należy zachować ostrożność podczas zdejmowania przedniej pokrywy ekstrudera, aby zapobiec oderwaniu kabla FPC. Następnie zwolnij zatrzask kabla FPC, aby zdjąć przednią pokrywę ekstrudera.

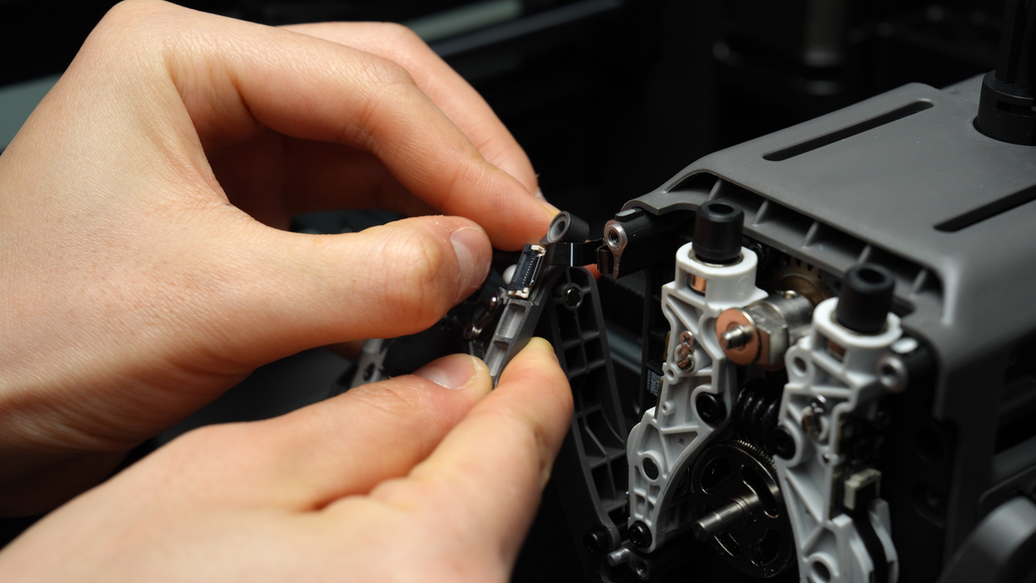
¶ Krok 6: Zdejmij prawy nóż i dźwignie lewego i prawego noża
Odkręć śrubę (MG2.5x19x5) prawego noża i zdejmij prawy nóż i dźwignię. Odkręć śrubę (MG2.5x19x5) lewego noża i zdejmij lewą dźwignię. Podczas wyjmowania noży pamiętaj, aby ostrożnie przechowywać sprężyny noży zainstalowane w środku.
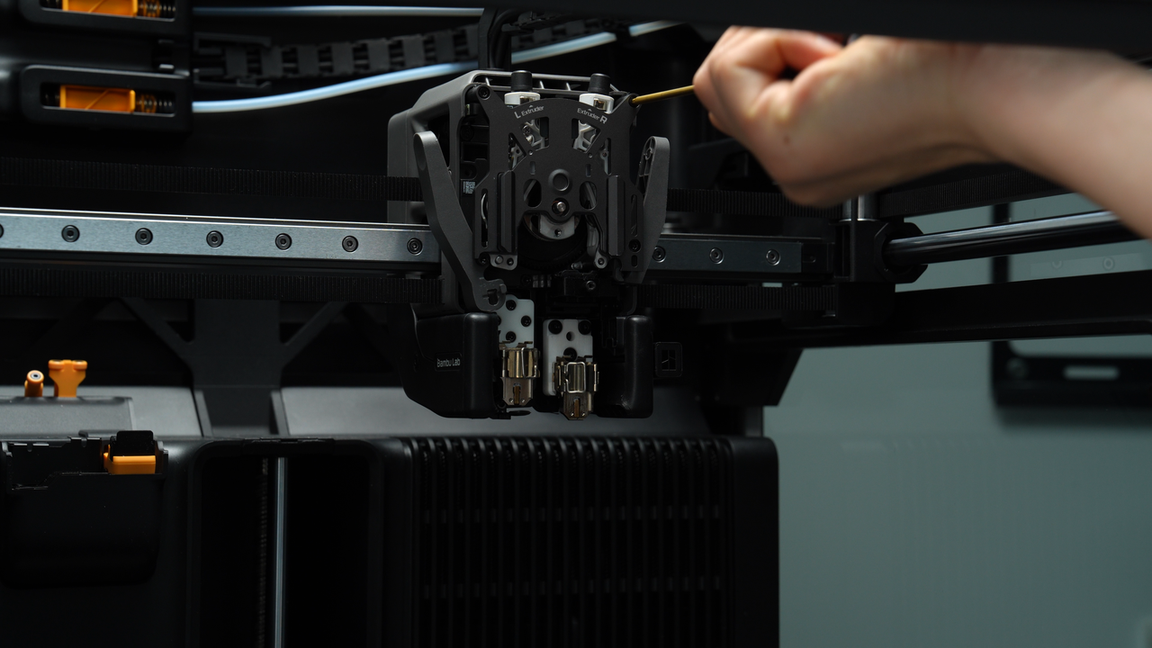
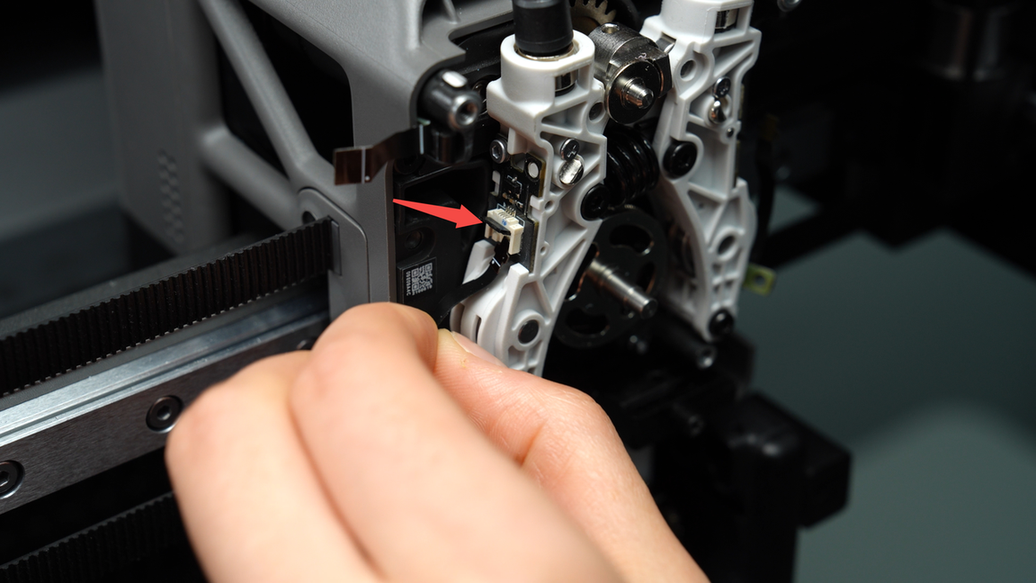
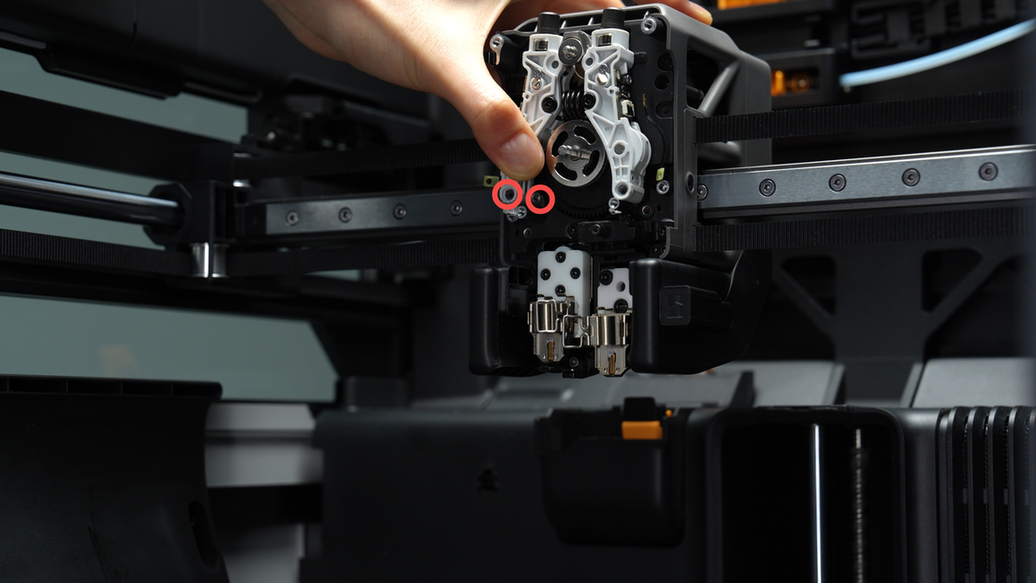
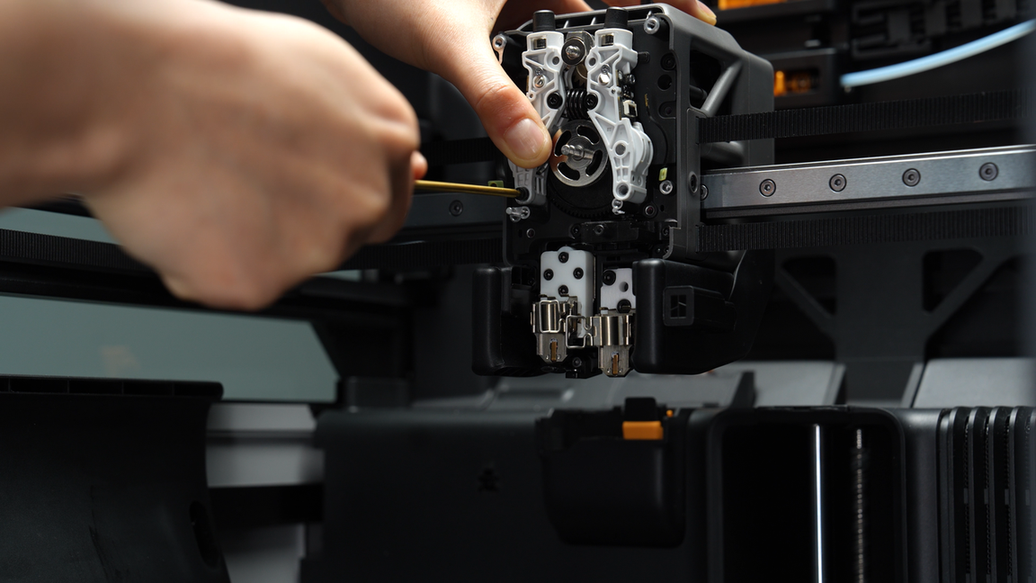
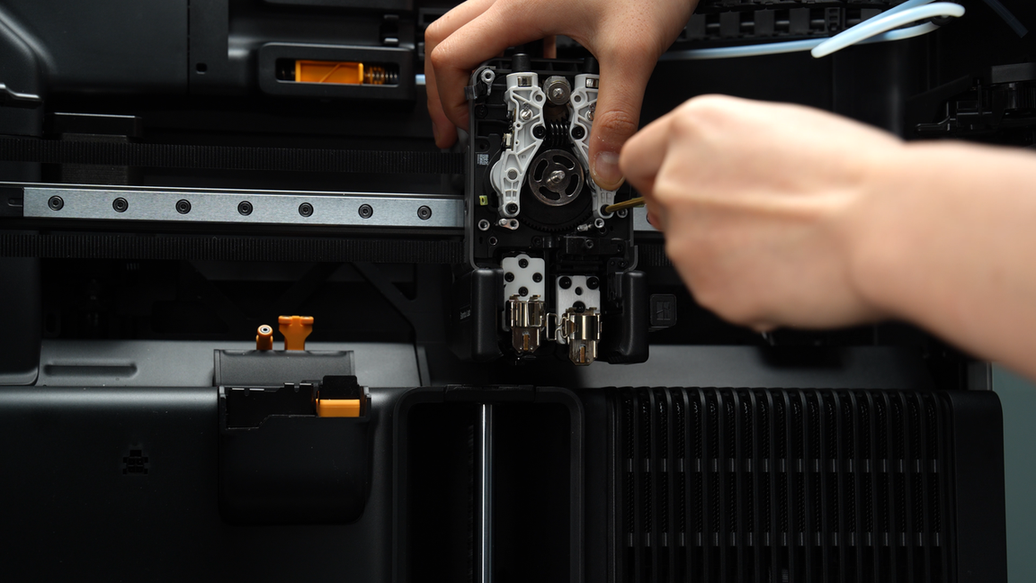
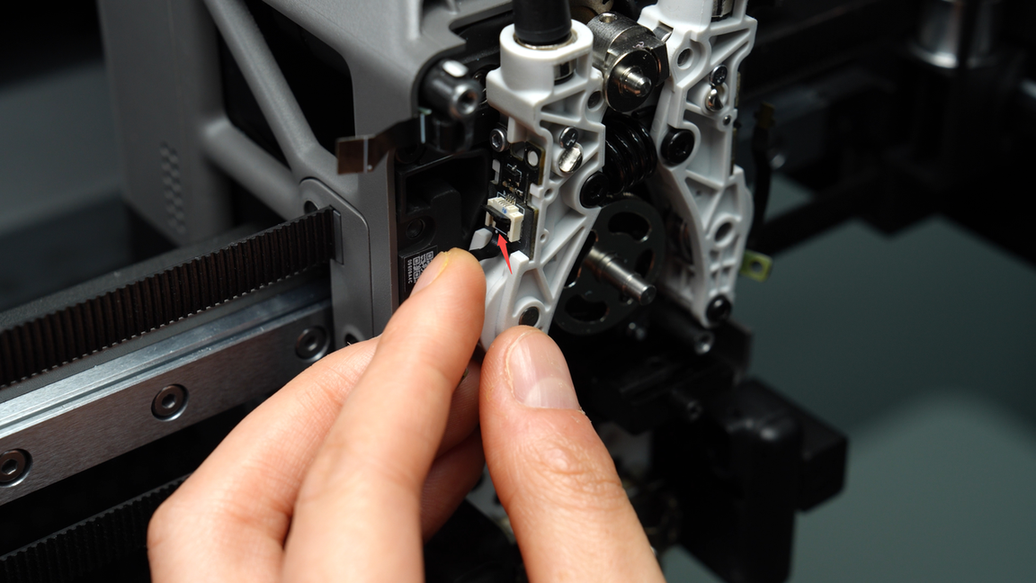
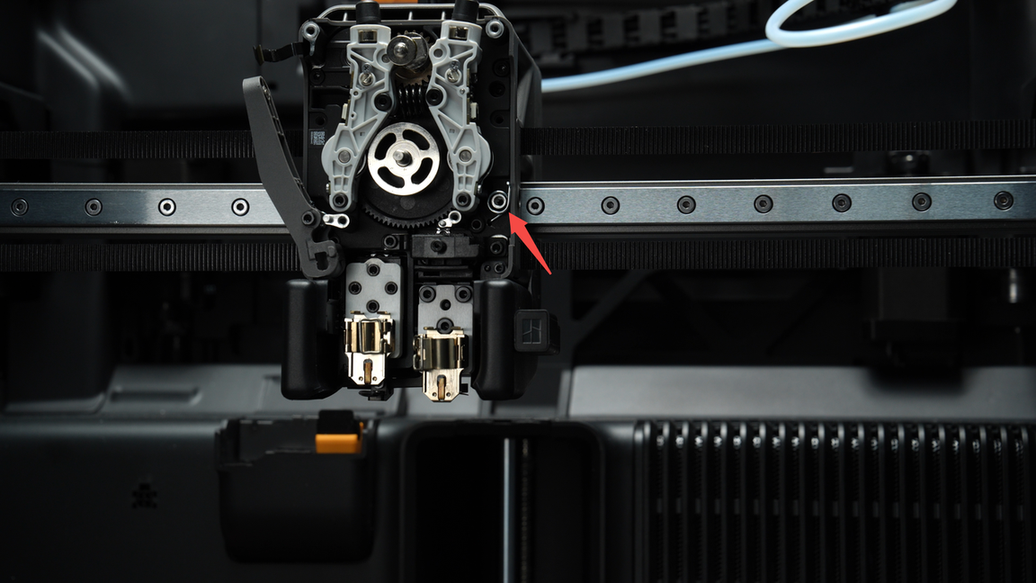
¶ Krok 7: Poluzuj śruby kabla czujnika Halla na kołach napinających i odłącz złącze czujnika Halla.
Odkręć dwie śruby kabla czujnika Halla (BT2x5) na kołach napinających i poluzuj złącze czujnika Halla. Ostrożnie wyjmij kabel FPC ze złącza, aby go nie uszkodzić.
 |
 |
 |
 |
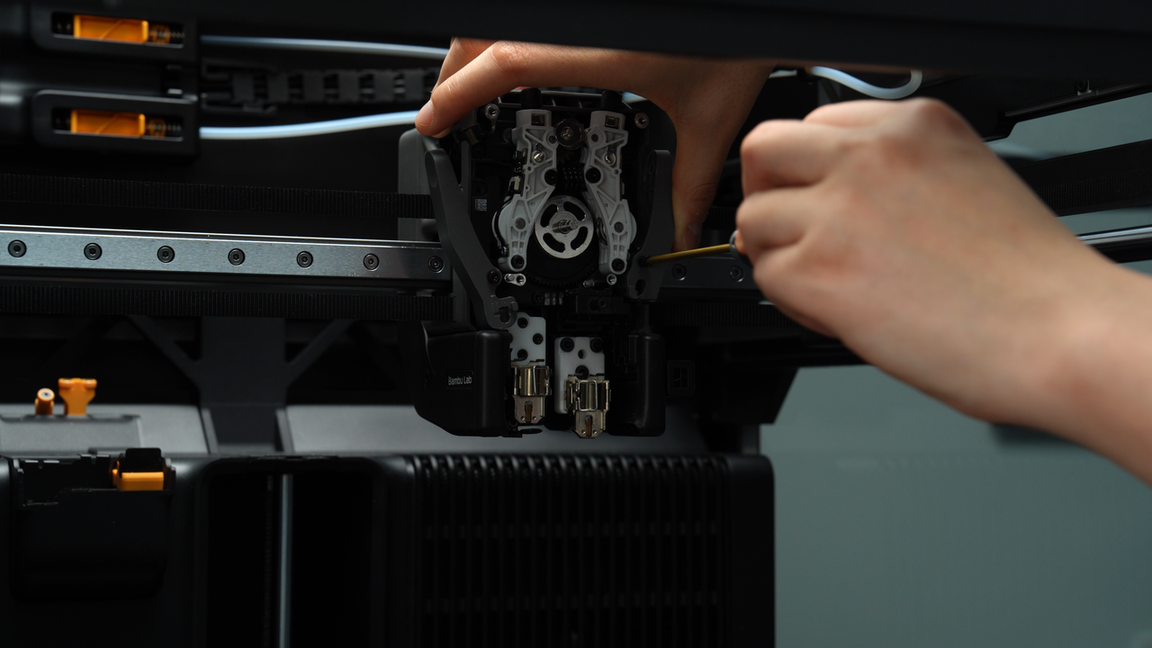
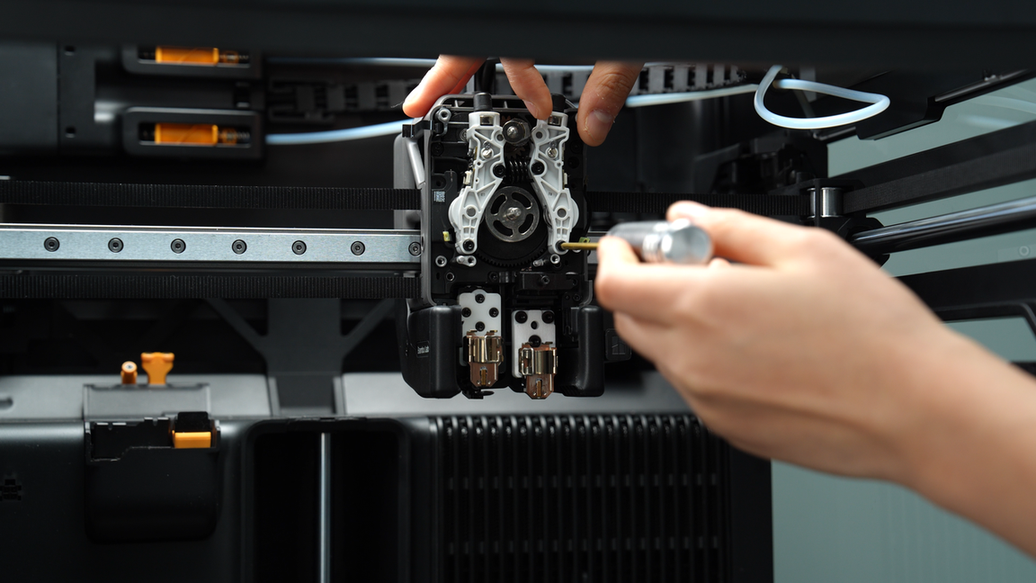
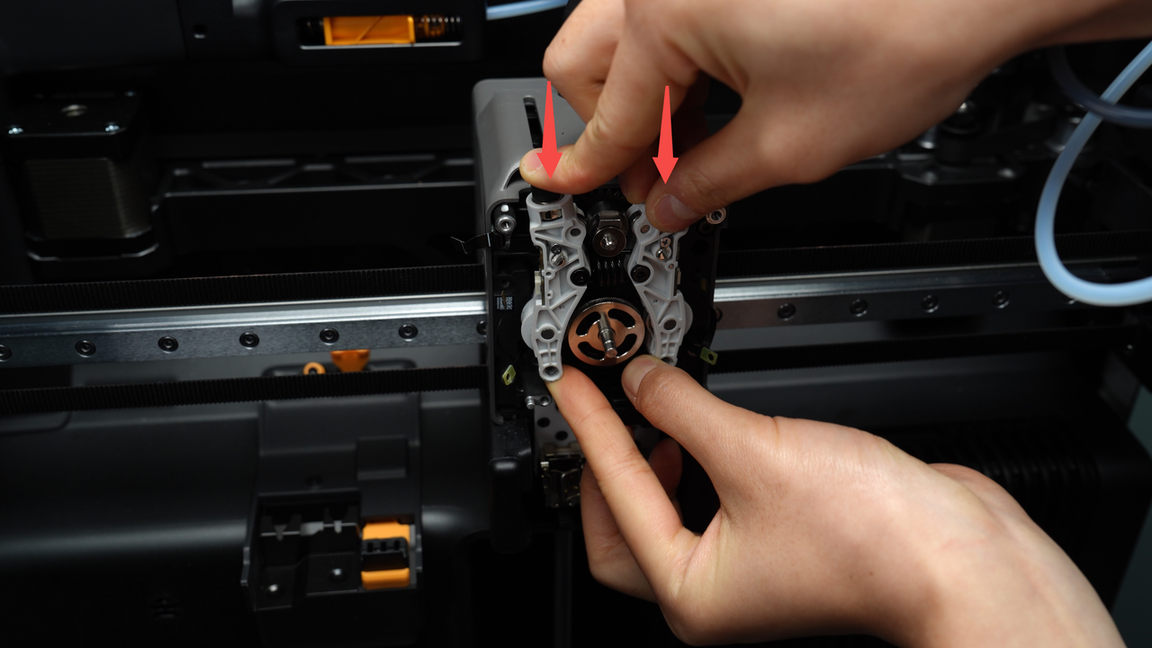
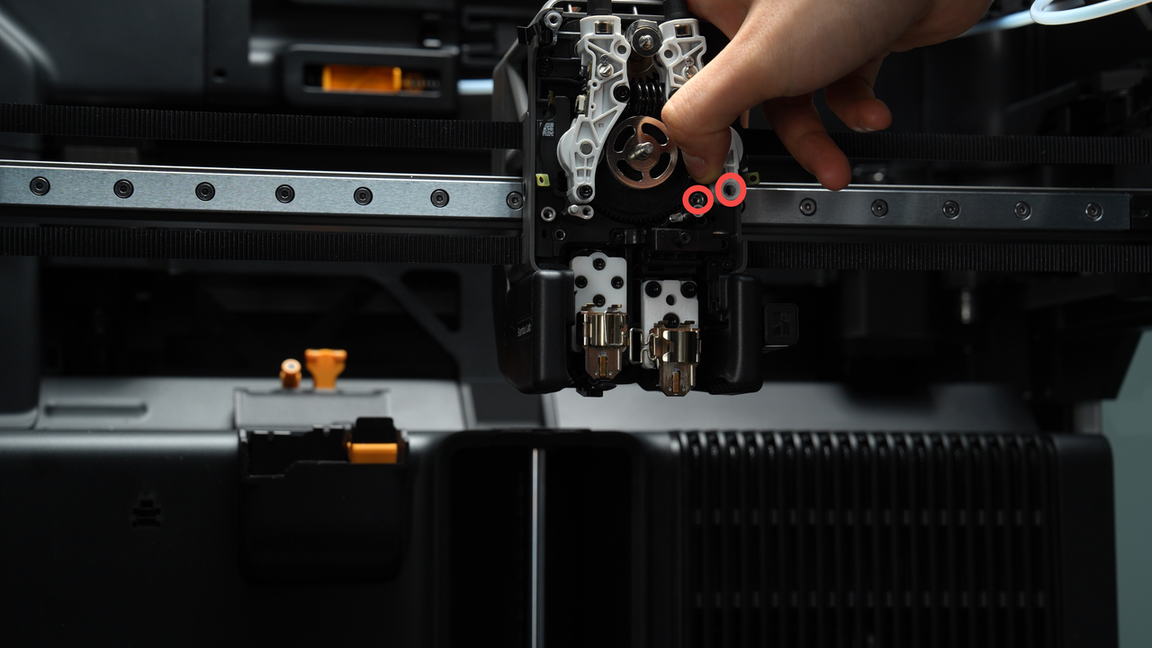
¶ Krok 8: Zdejmij koła napinające i krzywkę przełącznika ekstrudera
Odkręć dwie śruby (M2,5x19x5) znajdujące się pod kołami napinającymi ekstrudera, a następnie delikatnie ręcznie popchnij koła napinające w górę, aby usunąć je wraz z krzywką.
 |
 |
 |
 |
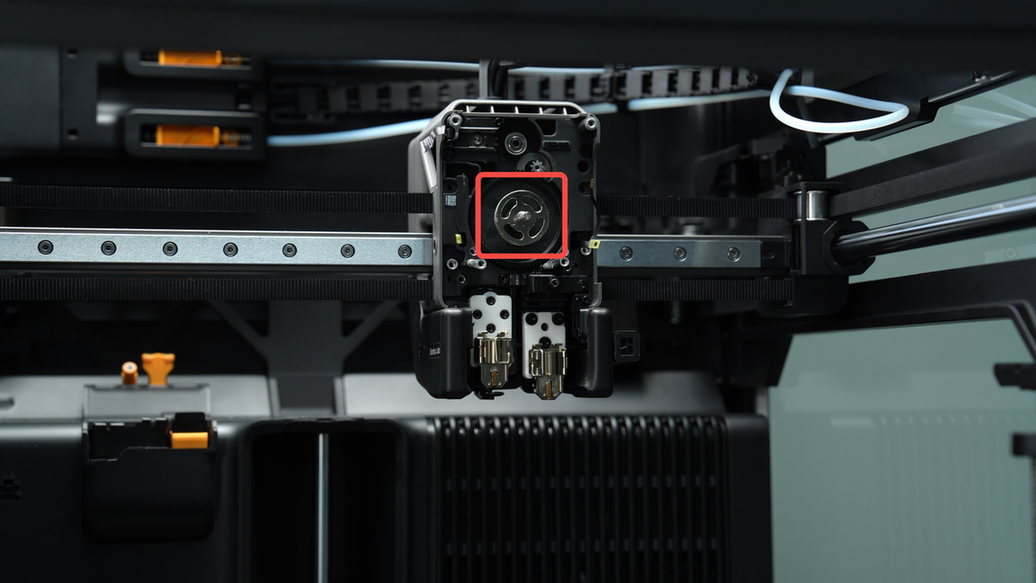
¶ Krok 9: Zdejmij koło zębate ekstrudera
Na koniec zdejmij koło zębate ekstrudera.
 |
 |
¶ Kroki postępowania - montaż
¶ Krok 1: Zainstaluj koło zębate ekstrudera
Zainstaluj ponownie koło zębate ekstrudera w gnieździe koła zębatego.
 |
 |
¶ Krok 2: Zainstaluj krzywkę przełącznika ekstrudera i podwójne koła napinające ekstrudera
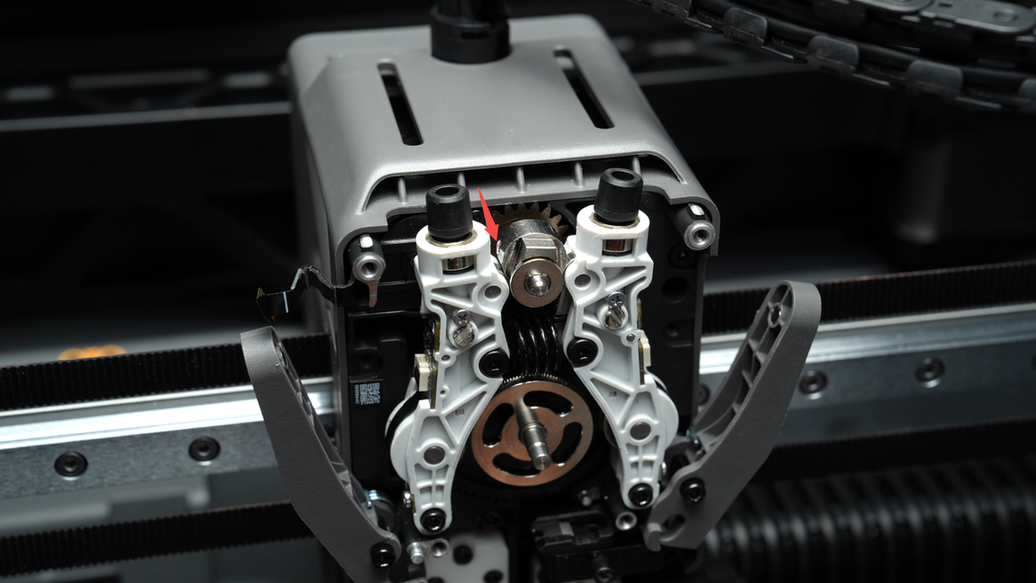
Najpierw zainstaluj ponownie krzywkę przełącznika ekstrudera, upewniając się, że płaska powierzchnia na poniższym rysunku jest pozioma. Odchylenie około 5 stopni w lewo lub w prawo jest dopuszczalne, nie musi być idealnie poziome.
Włóż sprężynę kół napinających ekstrudera w miejsce poniżej krzywki, dopasowując łuk do łuku. Następnie mocno naciśnij koła napinające ekstrudera. Gdy usłyszysz dźwięk „kliknięcia” wskazujący na prawidłowe dopasowanie, koła napinające ekstrudera są prawidłowo zamontowane.
 |
 |
 |
 |
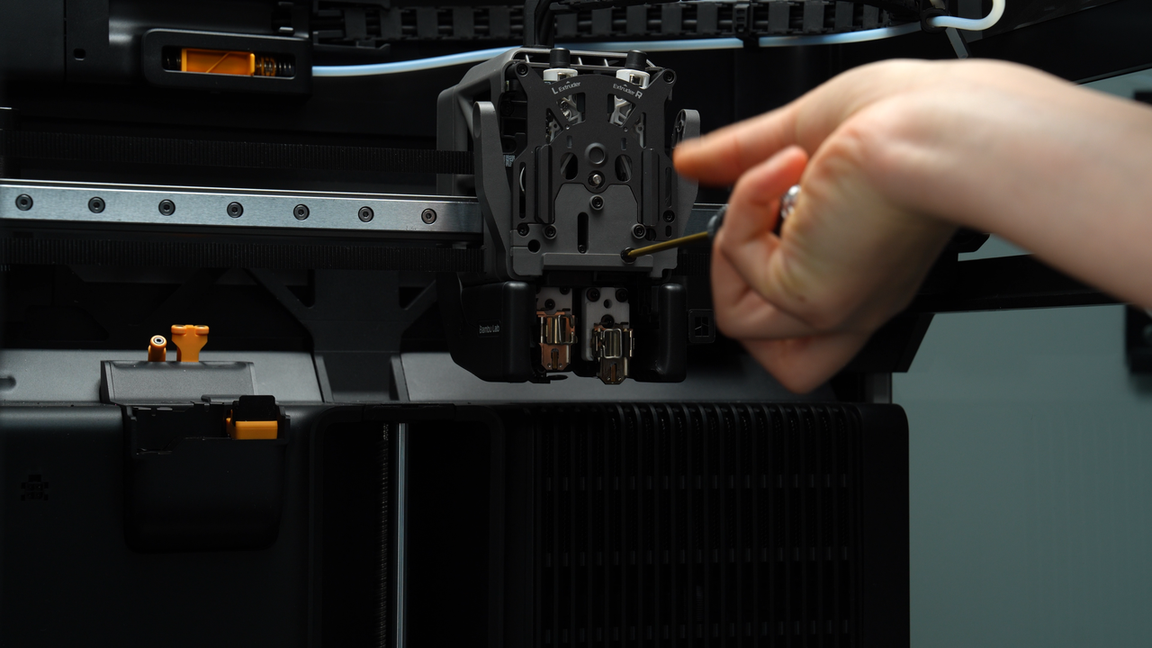
Aby zainstalować lewe i prawe śruby koła napinającego (M2,5x19x5), wyrównaj otwory na śruby koła napinającego z otworami na ramie przed płynnym dokręceniem śrub. Możesz również lekko wyciągnąć koła napinające ekstrudera do przodu, aby uzyskać lepszą widoczność otworów na śruby z boku.
Podczas instalowania lewej śruby koła napinającego unikaj jej całkowitego dokręcania, aby zachować pewną ruchomość prawej rolki napinającej, ułatwiając włożenie prawej śruby koła napinającego. Po całkowitym dokręceniu prawej śruby koła napinającego, kontynuuj całkowite dokręcanie lewej śruby koła napinającego.
 |
 |
 |
 |
¶ Krok 3: Ponownie włóż wtyczki lewej i prawej płytki Halla i dokręć śruby kabla czujnika Halla
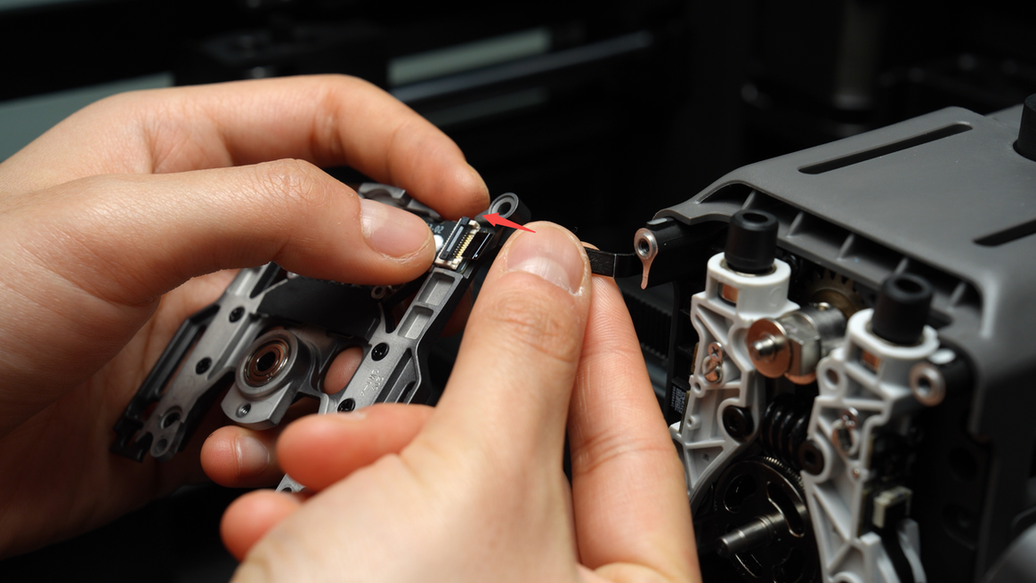
Ponownie włóż kabel FPC do wtyczki płytki czujnika Halla, upewniając się, że koniec kabla FPC jest całkowicie włożony do wtyczki przed zamknięciem gniazda. Biała linia na kablu FPC znajduje się w pozycji poziomej, co oznacza, że kabel FPC jest prawidłowo włożony.
 |
 |
Dokręć śruby kabla czujnika Halla (BT2x5) na rolkach napinających ekstrudera.
 |
 |
¶ Krok 4: Zainstaluj prawy nóż oraz dźwignie lewego i prawego noża
Ponownie zainstaluj sprężynę lewego noża, wyrównaj otwory w dźwigni z otworami na śruby, a następnie dokręć śruby (MG2.5x19 * 5). Podczas instalowania dźwigni lewego noża górne ramię sprężyny skrętnej lewego powinno opierać się o dźwignię lewego noża.
Zwróć uwagę na rozróżnienie sprężyn lewego i prawego noża oraz dźwigni lewego i prawego noża. Górne ramię lewej sprężyny skrętnej jest umieszczone po lewej stronie, podczas gdy górne ramię prawej sprężyny skrętnej jest umieszczone po prawej stronie. Lewa dźwignia noża jest dłuższa niż prawa dźwignia noża.
Jeśli śruby noża są dokręcone zbyt mocno, może to spowodować zablokowanie noża. W takiej sytuacji po prostu lekko poluzuj śruby, aby rozwiązać problem.
Następnie zainstaluj prawy nóż i prawą dźwignię noża (należy pamiętać, że samo ostrze jest takie samo po lewej i prawej stronie). Podczas instalowania noża upewnij się, że wycięcie noża jest skierowane do góry, a następnie umieść je w szczelinie noża dźwigni.
 |
 |
Zainstaluj ponownie prawą sprężynę noża, wyrównaj otwory na prawej dźwigni z otworami na śruby, a następnie dokręć śrubę (MG2.5x19x5). Podczas instalowania prawej dźwigni, prawe górne ramię sprężyny skrętnej powinno opierać się o dźwignię.
 |
 |
¶ Krok 5: Zainstaluj przednią pokrywę ekstrudera
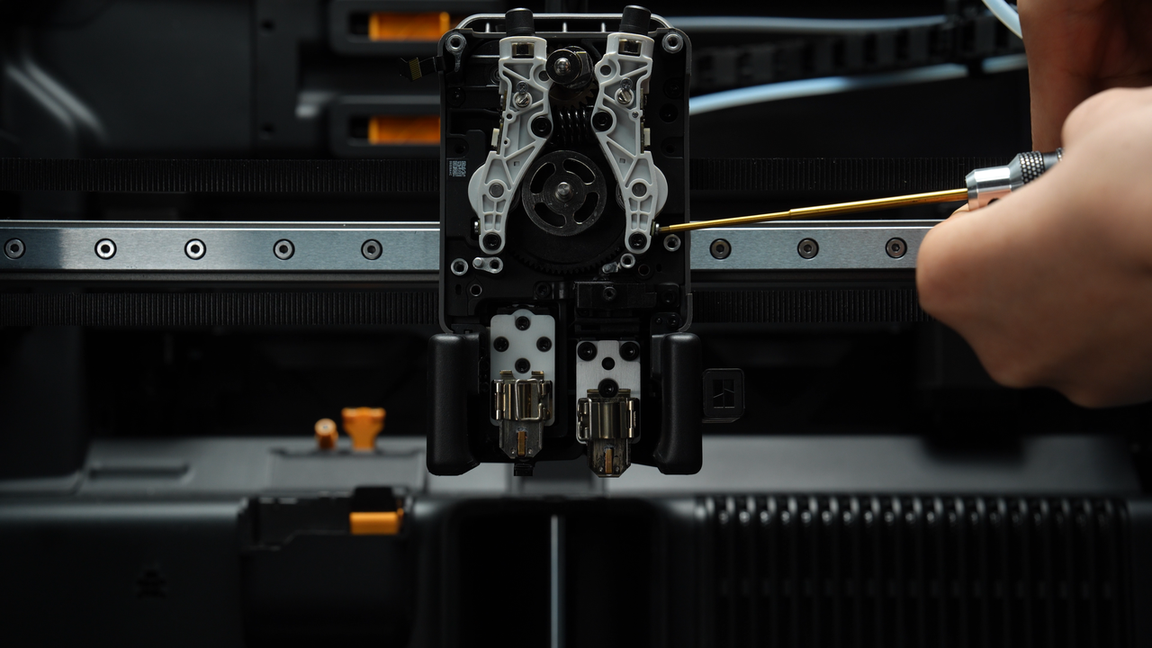
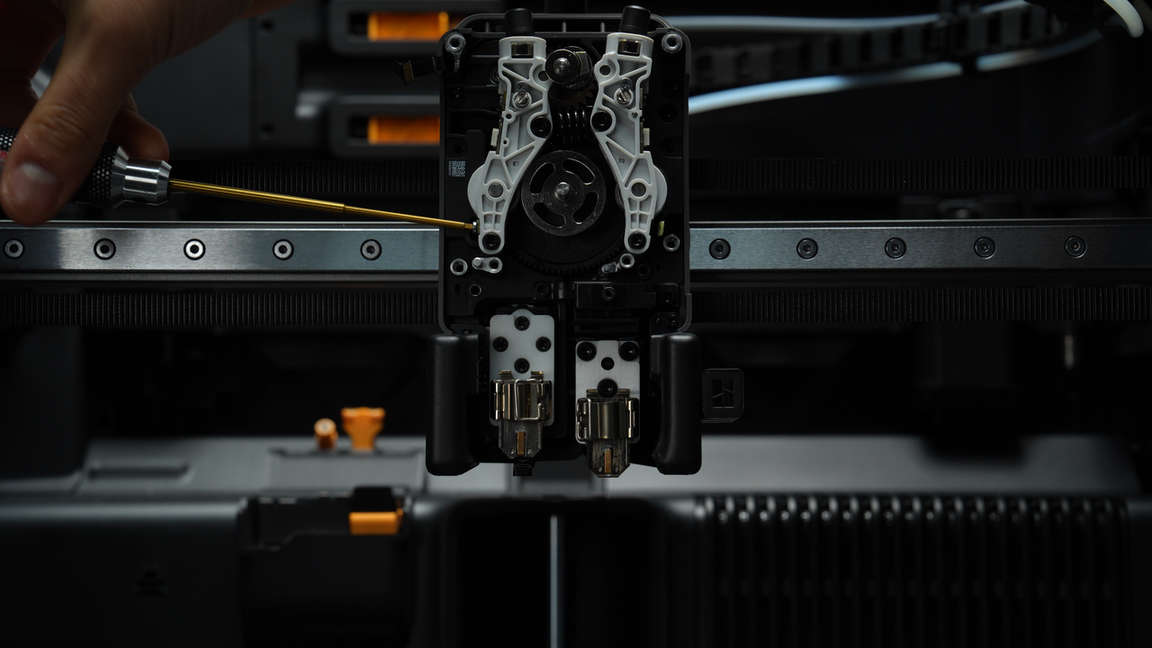
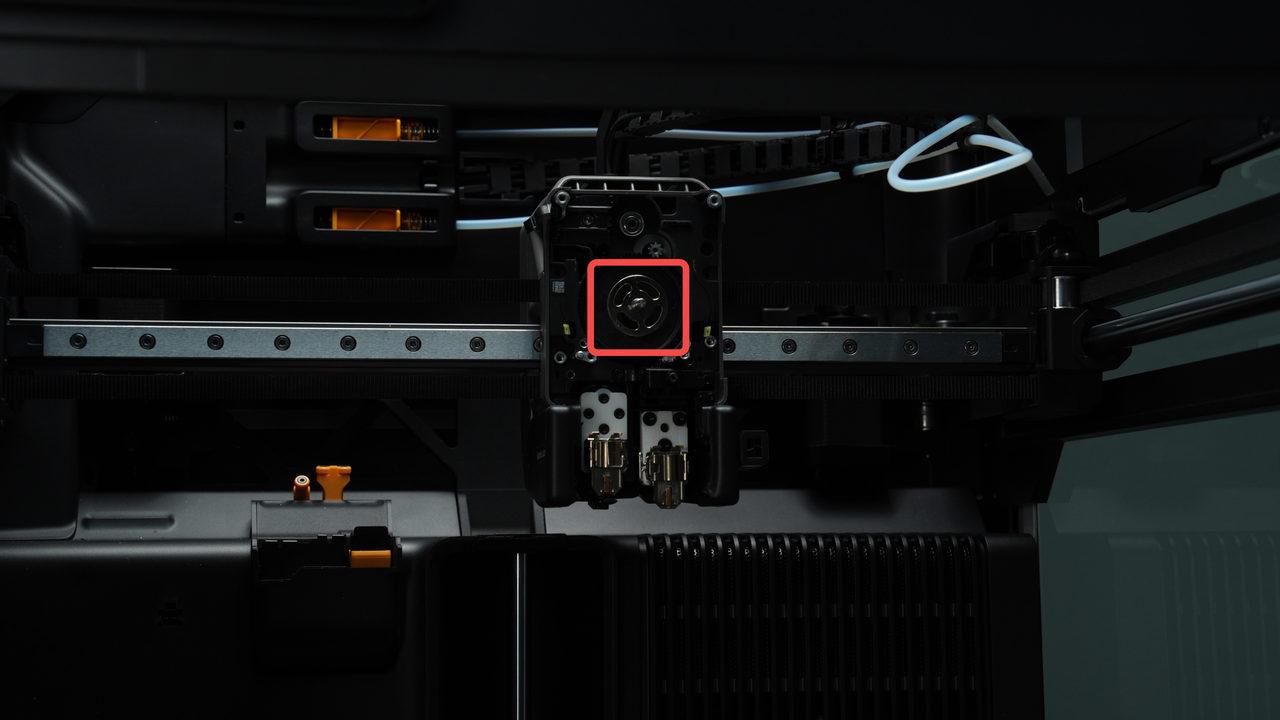
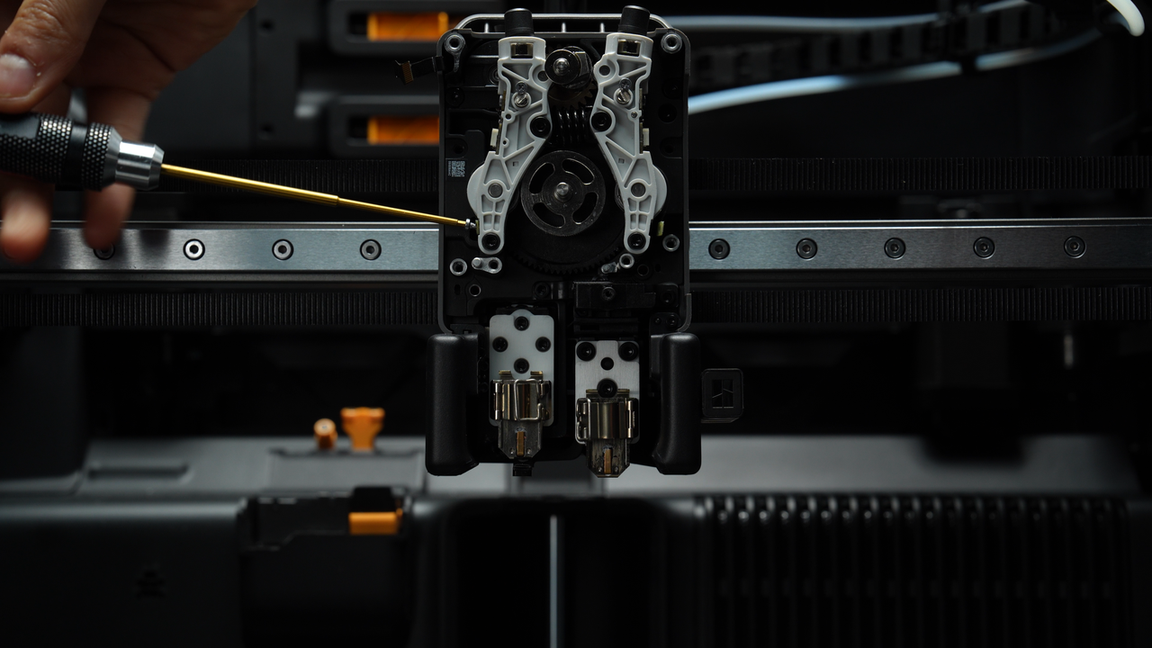
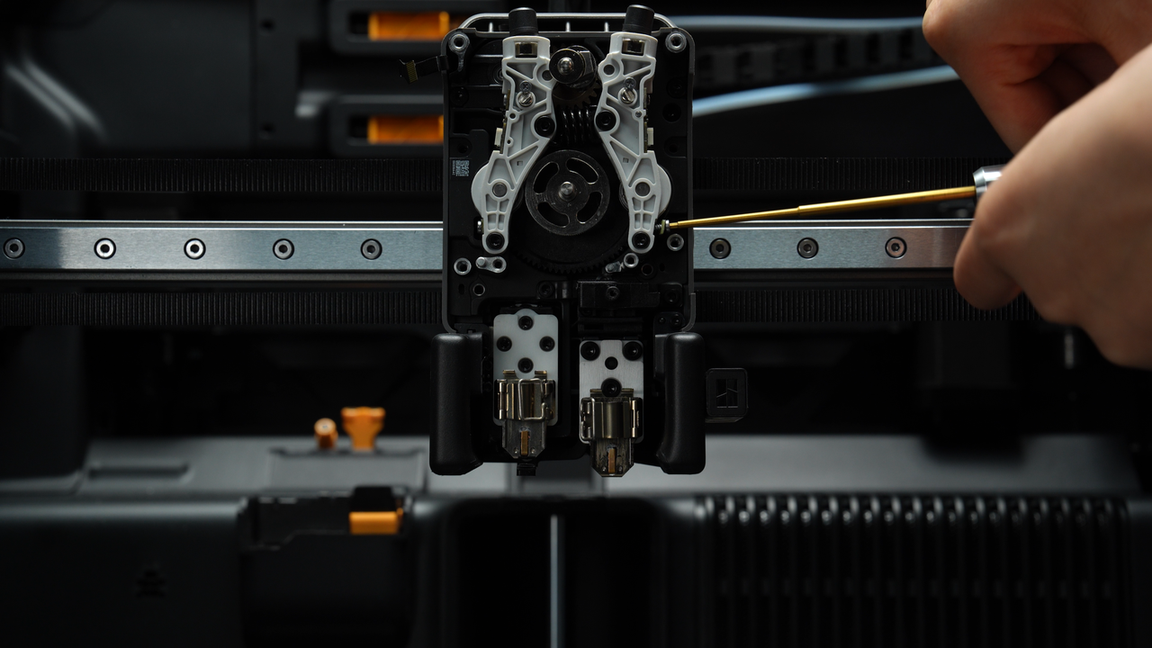
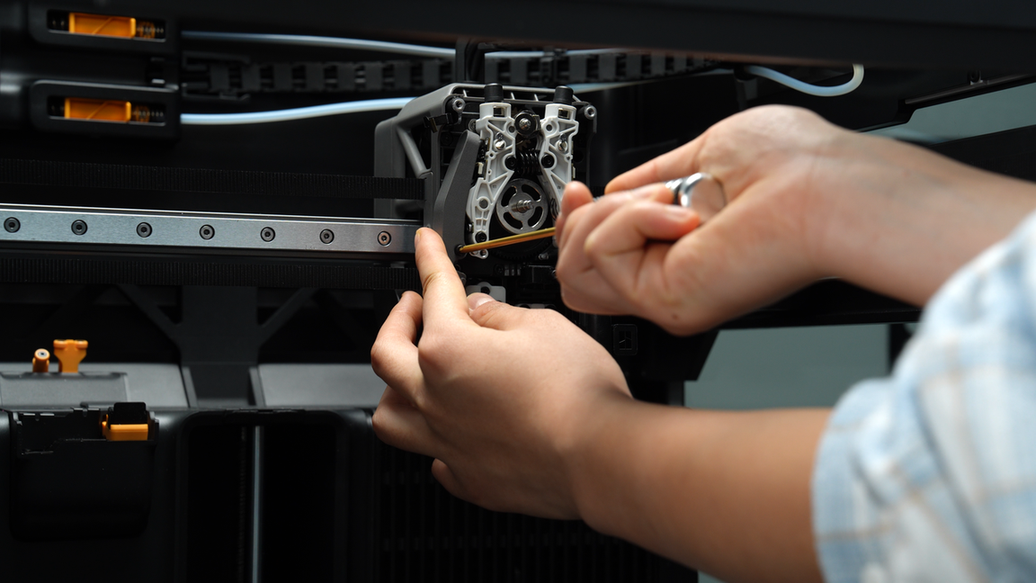
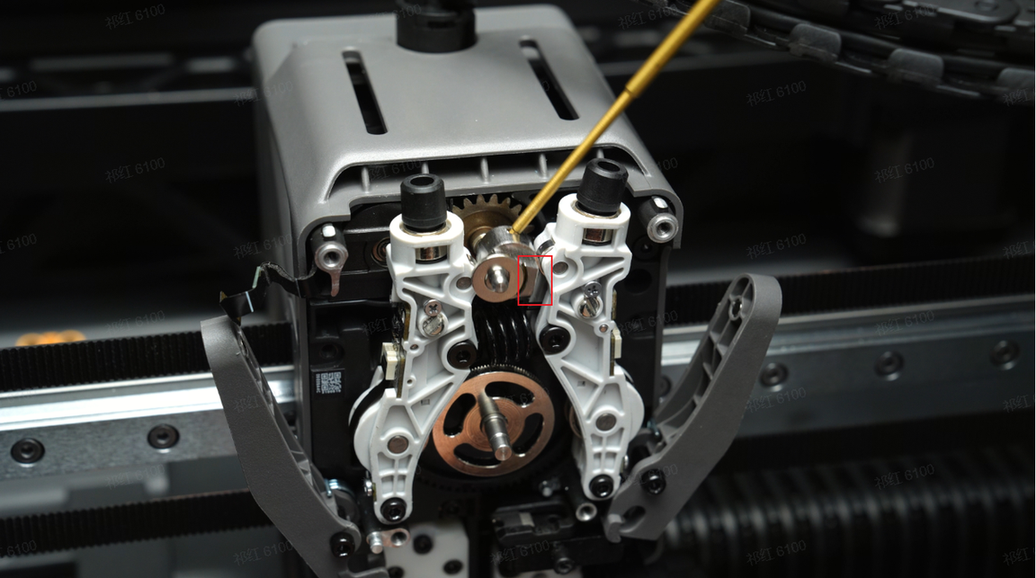
Przed zainstalowaniem przedniej pokrywy ekstrudera należy wyregulować kąt krzywki przełącznika ekstrudera za pomocą klucza imbusowego, aby ułatwić późniejszą instalację.
Włóż klucz imbusowy do małego otworu krzywki, przytrzymaj lewy koło zębate ekstrudera ręką i obracaj nim, aż powierzchnia krzywki będzie równoległa do koła zębatego ekstrudera.
 |
 |
Włóż kabel FPC do złącza przedniej pokrywy ekstrudera, upewniając się, że głowica kabla FPC jest całkowicie włożona do złącza przed zablokowaniem go na miejscu. Biała linia na kablu FPC znajduje się w pozycji poziomej, co wskazuje, że kabel FPC jest prawidłowo włożony. Podczas instalowania przedniej pokrywy ekstrudera upewnij się, że wypukła powierzchnia przedniej pokrywy, jak pokazano na poniższym rysunku, pozostaje równoległa do boku krzywki.
Następnie możesz wyregulować to ustawienie, wkładając klucz imbusowy do małego otworu, aż przednia pokrywa ekstrudera zatrzaśnie się we właściwej pozycji.

Złóż boczny kabel FPC, uporządkuj go starannie i wsuń w szczelinę z boku głowicy.


Dokręć dwie śruby (M2,5x7) na przedniej pokrywie ekstrudera.
¶ Krok 6: Zainstaluj prowadnicę filamentu ekstrudera i lewy obcinak
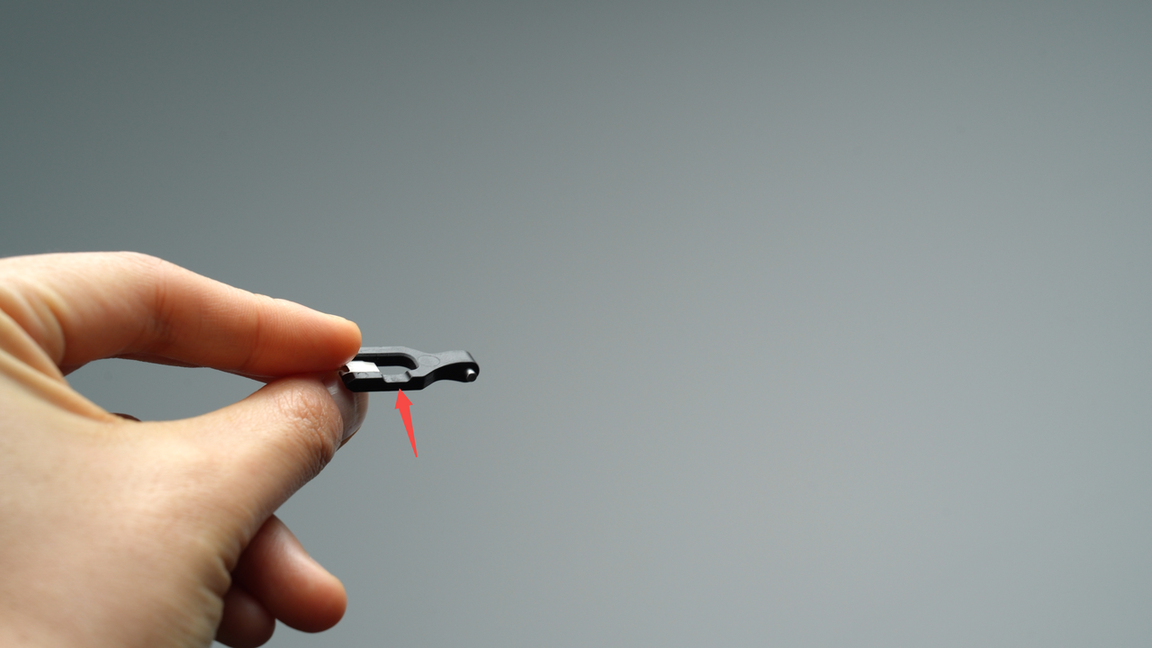
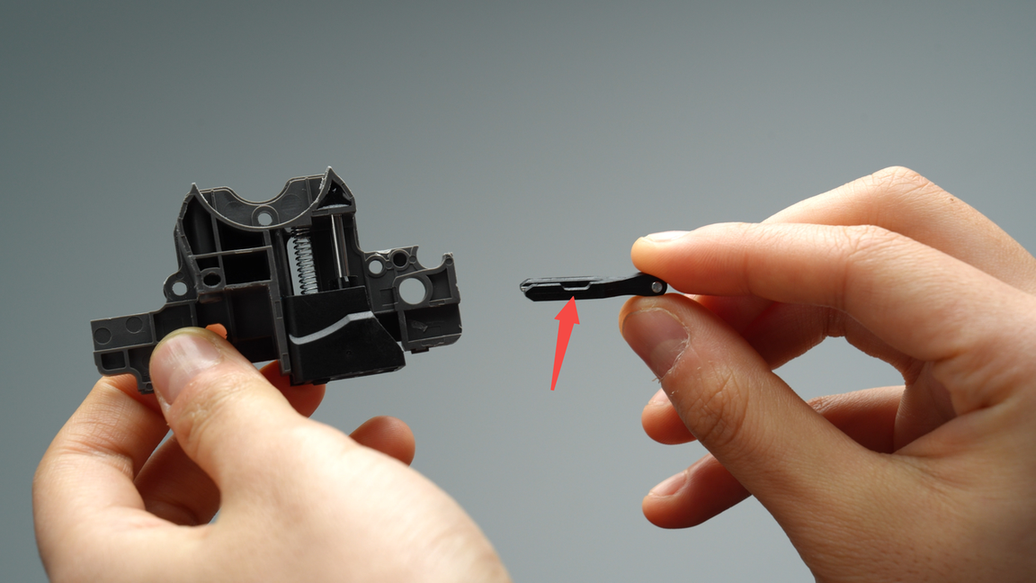
Lewy obcinak musi zostać zainstalowany razem z prowadnicą filamentu ekstrudera. Upewnij się, że wycięcie lewego obcinaka jest skierowane do góry, a następnie umieść go w szczelinie ostrza tnącego prowadnicy filamentu ekstrudera.
Podczas instalowania prowadnicy filamentu ekstrudera, pamiętaj o ciągłym naciskaniu w górę na czarne złącze hotendu i jednocześnie naciskaniu lewej dźwigni tnącej, dostosowując ją do odpowiedniego kąta, aby ułatwić wkładanie. Następnie zainstaluj prowadnicę filamentu ekstrudera. Na koniec naciśnij z obu stron dźwigni tnącej, stosując siłę, aby całkowicie spłaszczyć przednią pokrywę.



Następnie dokręć cztery śruby (M2,5x7 * 3; BT2x6 * 1) na prowadnicy filamentu ekstrudera.
¶ Krok 7: Zainstaluj lewy i prawy hotend
Tak samo jak w przypadku procesu demontażu, jeśli musisz zainstalować głowicę, a bloker przepływu ją blokuje, musisz najpierw przesunąć korbowód blokera przepływu, aby przesunąć blokadę przepływu na bok przed kontynuowaniem instalacji. Zapobiega to przypadkowemu zgięciu blokady przepływu podczas wyjmowania głowicy. Podczas przesuwania blokada przepływu może nie rozłączyć się całkowicie od razu z powodu pochylonej pozycji dźwigni. W takich przypadkach należy wykonać ruchy wstępne, aby upewnić się, że blokada przepływu jest całkowicie na swoim miejscu.
Zamontuj prawą dyszę, zablokuj zatrzask dyszy i załóż silikonową skarpetę.
Przesuń korbowód blokady przepływu, aby przesunąć blokadę przepływu na drugą stronę, a następnie zamontuj lewą dyszę. Zablokuj zatrzask dyszy i załóż również silikonową skarpetę.
Należy pamiętać, że podczas instalowania silikonowej skarpety na lewym hotendzie należy upewnić się, że skarpeta nie jest przechylona, aby zapobiec odkształceniu sąsiedniej przegrody.

¶ Krok 8: Zainstaluj rurkę PTFE i przednią osłonę głowicy
Połącz dwie rurki PTFE, przy czym rurka PTFE nad łańcuchem kablowym łączy się z prawym ekstruderem, a rurka PTFE pod łańcuchem kablowym łączy się z lewym ekstruderem.
Podczas ponownej instalacji przedniej pokrywy głowicy, najpierw umieść ją pod ekstruderem, a następnie wciśnij ją z powrotem, aby zabezpieczyć przednią pokrywę na miejscu.
¶ Jak sprawdzić ukończenie/powodzenie
Uruchom ponownie drukarkę i zamień lewy i prawy ekstruder na ekranie, a następnie załaduj filament, aby sprawdzić, czy wszystko działa prawidłowo.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.