Zatkanie dyszy jest dość powszechnym zjawiskiem w dziedzinie druku 3D, więc istnieje prawdopodobieństwo, że w pewnym momencie natkniesz się na nie.
Zatkanie może mieć kilka różnych przyczyn, na przykład temperatura hotendu nie jest wystarczająco wysoka, aby zapewnić wystarczająco szybkie stopienie się plastiku podczas wytłaczania lub może filament, którego używasz, może mieć mikroskopijne cząsteczki (takie jak rodzaje filamentów drewnianych lub inne nasączone filamenty), które gromadzą się na czubku dyszy, ograniczając przepływ.
Objawy są dość łatwe do zdiagnozowania, ponieważ ujawniają się poprzez:
Niedostateczne wytłaczanie (wytłaczana jest niewystarczająca ilość plastiku, co powoduje powstawanie szczelin wokół drukowanego modelu)
Brak wytłaczania (drukarka wykonuje właściwe ruchy, ale z dyszy nie wydostaje się żaden filament)
¶ Potrzebne narzędzia i materiały
- Narzędzie do przetykania
- Szczypce
- Rękawica kuchenna
- Klucz imbusowy H1.5 lub H2.0
- Filament
¶ Uwagi przed rozpoczęciem
Należy pamiętać, że niektóre czynności opisane w tym przewodniku mogą być niebezpieczne, jeśli nie zostaną wykonane ostrożnie, ponieważ obejmują wysokie temperatury dyszy. Należy zachować wszelkie niezbędne środki ostrożności podczas wykonywania tych zadań. W przypadku niektórych z tych procedur urządzenie powinno być wyłączone, a dysza powinna być całkowicie schłodzona w przypadku większości z nich.
Jeśli konieczne jest trzymanie hotendu w dłoni, należy założyć rękawicę kuchenną i upewnić się, że podłoga lub blat pod hotendem są wolne od materiałów łatwopalnych lub mebli lub podłóg, które mogą zostać łatwo uszkodzone przez ciepło.
¶ Przetykanie hotendu
Oferujemy następujące cztery sposoby na udrożnienie hotendu, dzięki czemu możesz wybrać odpowiednią metodę w zależności od zatkanego hotendu. W tym artykule pokazano proces czyszczenia na przykładzie lewej dyszy.
¶ Metoda 1: Ręczne przetykanie
To najprostsza metoda udrożnienia hotendu. Przełącz się na lewą dyszę na ekranie, zwiększ temperaturę hotendu nieco powyżej zalecanej temperatury filamentu, a następnie wytłocz filament, klikając przycisk ładowania na ekranie.
¶ Krok 1: Podgrzej hotend
Zwiększ temperaturę hotendu nieco powyżej zalecanej temperatury dla filamentu (na przykład dla PLA, ustaw temperaturę hotendu na 250°C).

¶ Krok 2: Ręcznie wytłocz filament
Kliknij przycisk ładowania na ekranie, aby ręcznie wytłoczyć filament, i obserwuj czy dysza może wytłaczać prawidłowo. W przypadku korzystania z TPU przycisk ładowania nie może być kliknięty więcej niż trzy razy. Unikaj szybkiego klikania przycisku rozładowania wiele razy, aby zapobiec zacięciom lub splątaniu filamentu.

¶ Metoda 2: Przetykanie na zimno (Cold Pull)
¶ Krok 1: Przygotowanie przed rozpoczęciem
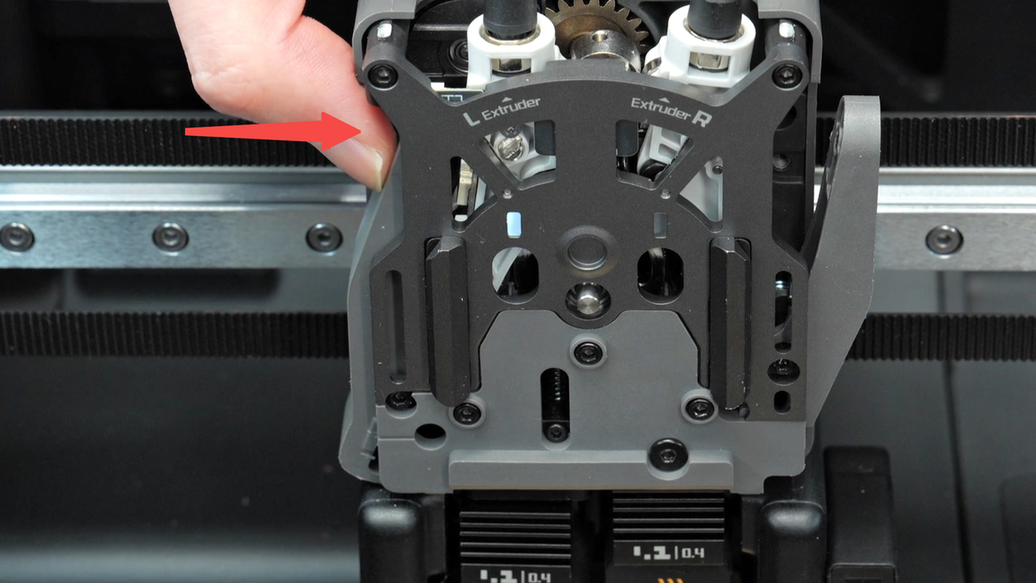
Przesuń głowicę do odpowiedniej pozycji. Ściśnij dwa górne rogi przedniej pokrywy głowicy i unieś do góry, aby zdjąć przednią pokrywę.
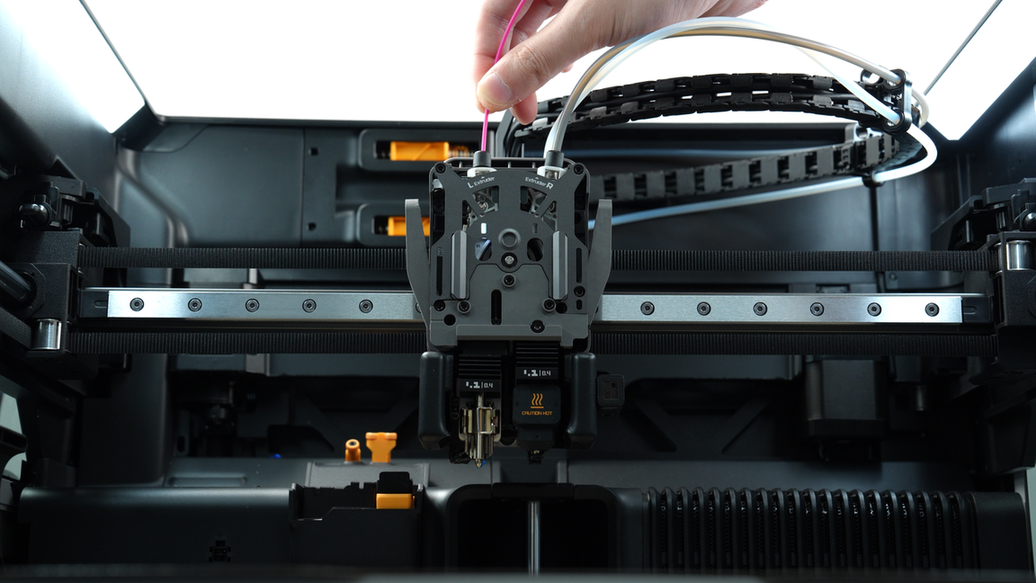
W symetryczny sposób naciśnij czarny pierścień zewnętrzny, aby odblokować dwa złącza pneumatyczne na ekstruderze, uwalniając rurkę PTFE do następnego kroku.

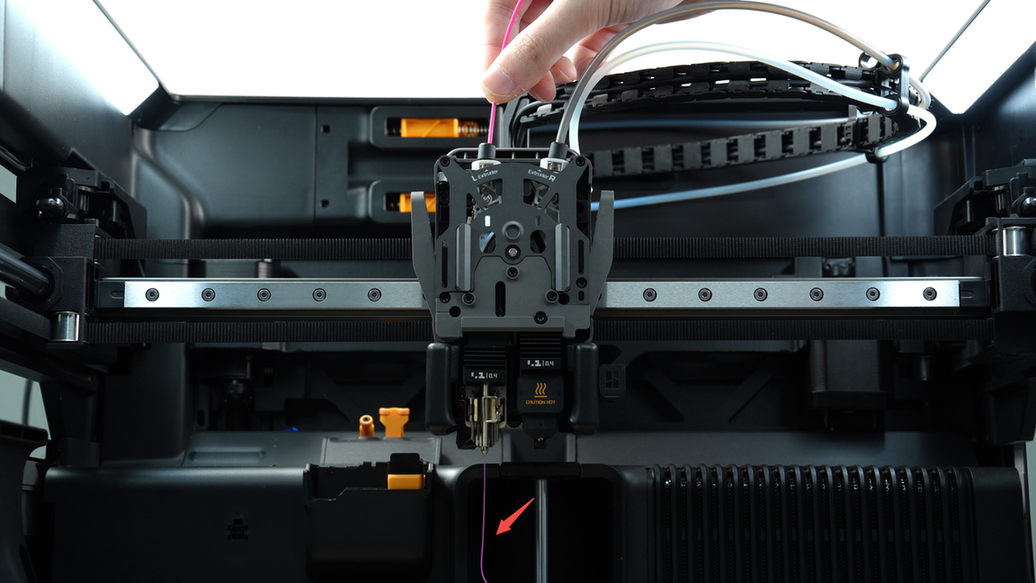
Upewnij się, że hotend ma temperaturę pokojową, następnie naciśnij obcinak, aby odciąć filament.
Następnie zdejmij silikonową skarpetkę z hotendu.

¶ Krok 2: Podgrzej hotend i usuń filament
Podgrzej hotend do 100°C (na przykład PLA) i zdejmij hotend, gdy jest nagrzany (proszę używać rękawic kuchennych!).


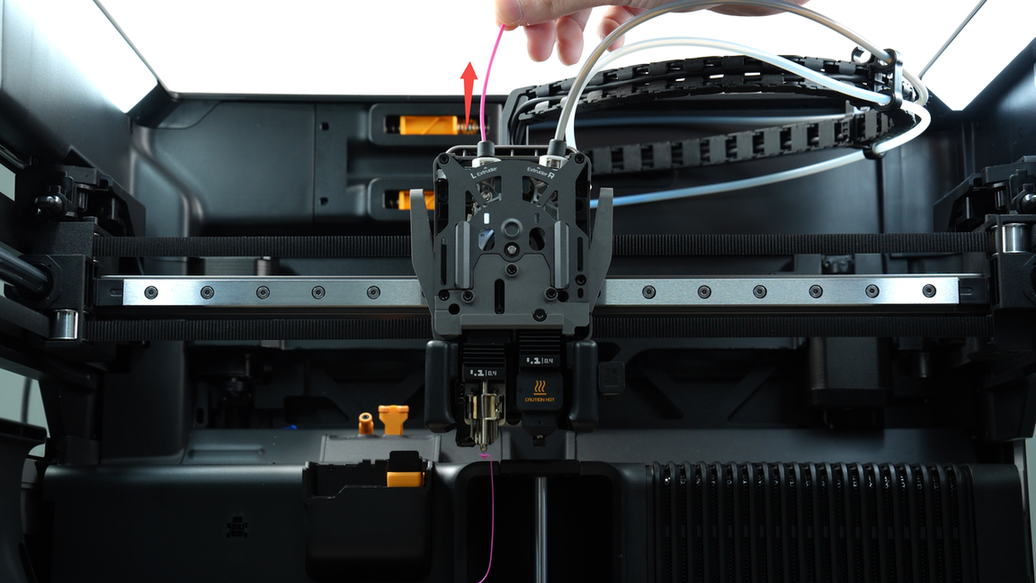
Usuń filament przy wejściu hotendu za pomocą szczypiec.

¶ Krok 3: Umieść hotend z powrotem i podgrzej go
Ponownie zainstaluj hotend i bezpiecznie zablokuj zatrzask hotendu.

Ustaw temperaturę hotendu na 220°C i załaduj inny kolor tego samego filamentu.

¶ Krok 4: Ręcznie wytłocz filament i przeciągnij na zimno
Ręcznie kliknij przycisk ładowania na ekranie. Jeśli zauważysz, że filament wytłaczany z dyszy całkowicie zmienił się w nowo załadowany filament, możesz obniżyć temperaturę hotendu do 100°C i rozpocząć przeciąganie na zimno.


Po spadku temperatury hotendu do 100°C, mocno chwyć filament od góry ręką. Następnie kliknij, aby zmienić dyszę i wykorzystaj szczelinę, gdy ekstruder przełącza się z lewej dyszy na prawą, aby wyciągnąć filament.

¶ Metoda 3: Odblokuj za pomocą narzędzia
Jeśli filament nie może zostać wytłoczony z dyszy lub jeśli filament wytłoczony z dyszy nie staje się nowym filamentem, konieczne będzie użycie igły do odblokowania hotendu i ręczne ponowne wytłoczenie filamentu (cykliczne odblokowywanie za pomocą narzędzia i proces wytłaczania).
Rozgrzej hotend do 220°C. Po osiągnięciu temperatury włóż igłę do dyszy i kilkakrotnie przesuń ją w górę i w dół.


¶ Sprawdź działanie
Ponownie zainstaluj dyszę, podłącz rurki PTFE i ponownie załaduj filament, aby przetestować wytłaczanie. Jeśli nadal występuje zatkanie lub wytłaczanie jest niewystarczające, konieczne jest wielokrotne czyszczenie hotendu.

Podczas gdy powyższe metody usuwają 99% zatorów, mogą zdarzyć się przypadki, w których dysza po prostu wymaga wymiany, ponieważ może być uszkodzona. Jeśli po wykonaniu wszystkich tych czynności urządzenie może drukować normalnie, oznacza to, że udało Ci się odetkać dyszę.
¶ Uwaga
Dysze o średnicy 0,2 mm są znacznie trudniejsze do przetkania i mogą wymagać kilkukrotnego wykonania powyższych kroków. Z drugiej strony dysze o średnicy większej niż 0,4 mm mają tendencję do zatykania się znacznie mniej niż dysze o średnicy 0,4 mm, ponieważ otwór dyszy umożliwia przedostawanie się przez nią większych cząstek.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.