¶ Wpływ pierwszej warstwy na jakość wydruku
W procesie drukowania 3D jakość pierwszej warstwy ma znaczący wpływ na wskaźnik powodzenia wydruku. O ile niewielkie nierówności w pierwszej warstwie zazwyczaj nie mają oczywistego wpływu na ostateczny model, poważne problemy z jakością pierwszej warstwy mogą bezpośrednio wpłynąć na ogólną jakość drukowanego elementu, a nawet doprowadzić do niepowodzenia wydruku. W przypadku urządzeń o wysokiej precyzji, takich jak H2S, problemy z pierwszą warstwą dzielą się głównie na dwa typy, które stwarzają różne poziomy ryzyka drukowania.
Dysza zbyt blisko stołu roboczego (pierwsza warstwa zbyt nisko):
- Dysza stale ociera się o stół roboczy, co może uszkodzić dyszę i platformę roboczą;
- Nadmierna przyczepność między drukowanym elementem a stołem roboczym utrudnia usunięcie, a nawet rozerwanie modelu;
- Niedostateczna ekstruzja podczas drukowania pierwszej warstwy powoduje „zatykanie” (materiał gromadzi się na końcówce dyszy i blokuje ekstruzję).
Dysza zbyt daleko od stołu grzejnego (pierwsza warstwa zbyt wysoko):
- Linie na dolnej warstwie modelu są rzadkie, co wpływa na wygląd i wytrzymałość strukturalną;
- Pierwsza warstwa nie przylega ściśle do stołu grzejnego, co powoduje niewystarczającą przyczepność u dołu modelu. Podczas drukowania model może również zapaść się lub przesunąć, powodując powstawanie „spaghetti” (nieuporządkowanego nagromadzenia filamentu) lub plam, co prowadzi do niepowodzenia wydruku;
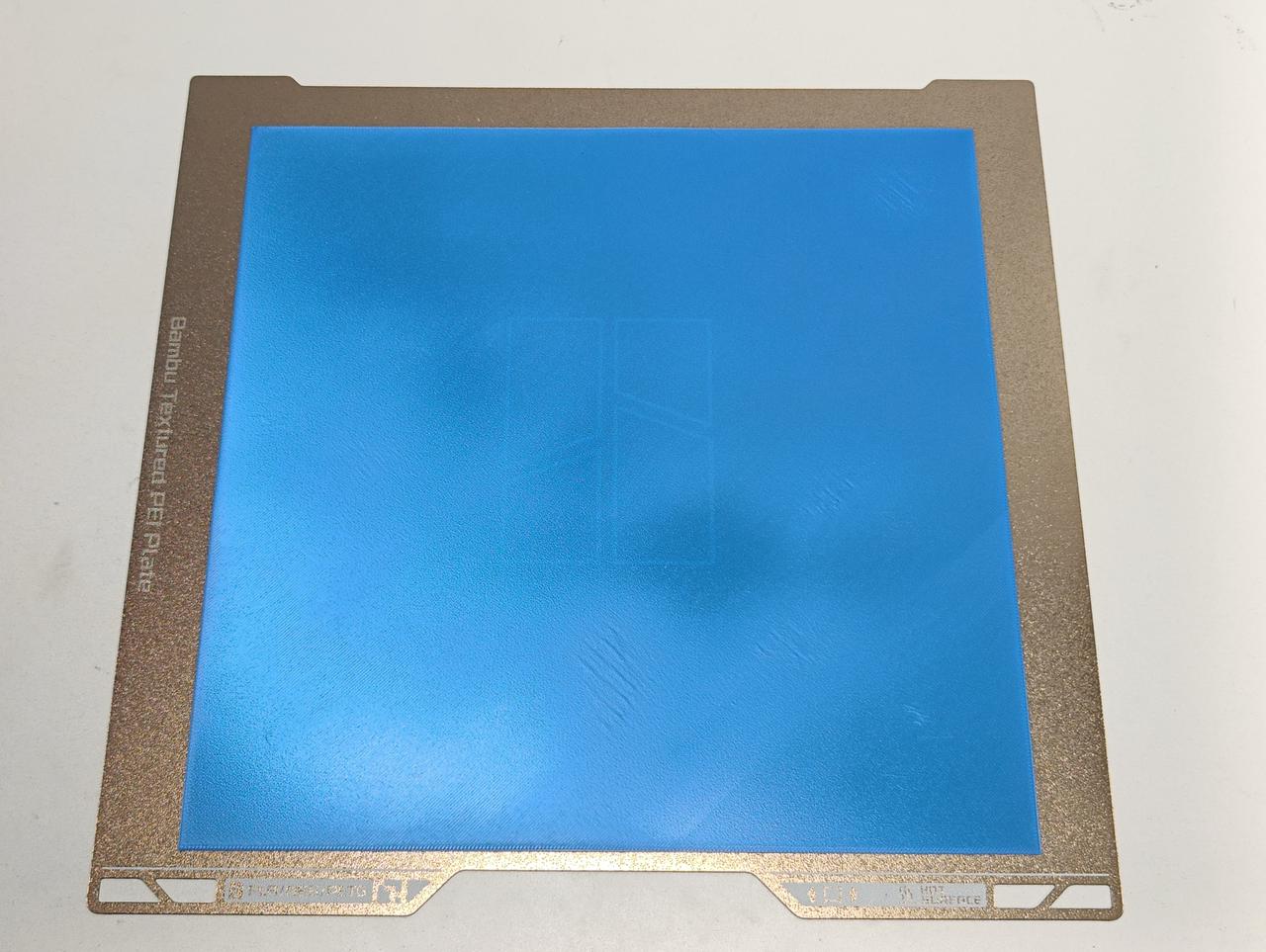
¶ Przykłady dobrej pierwszej warstwy
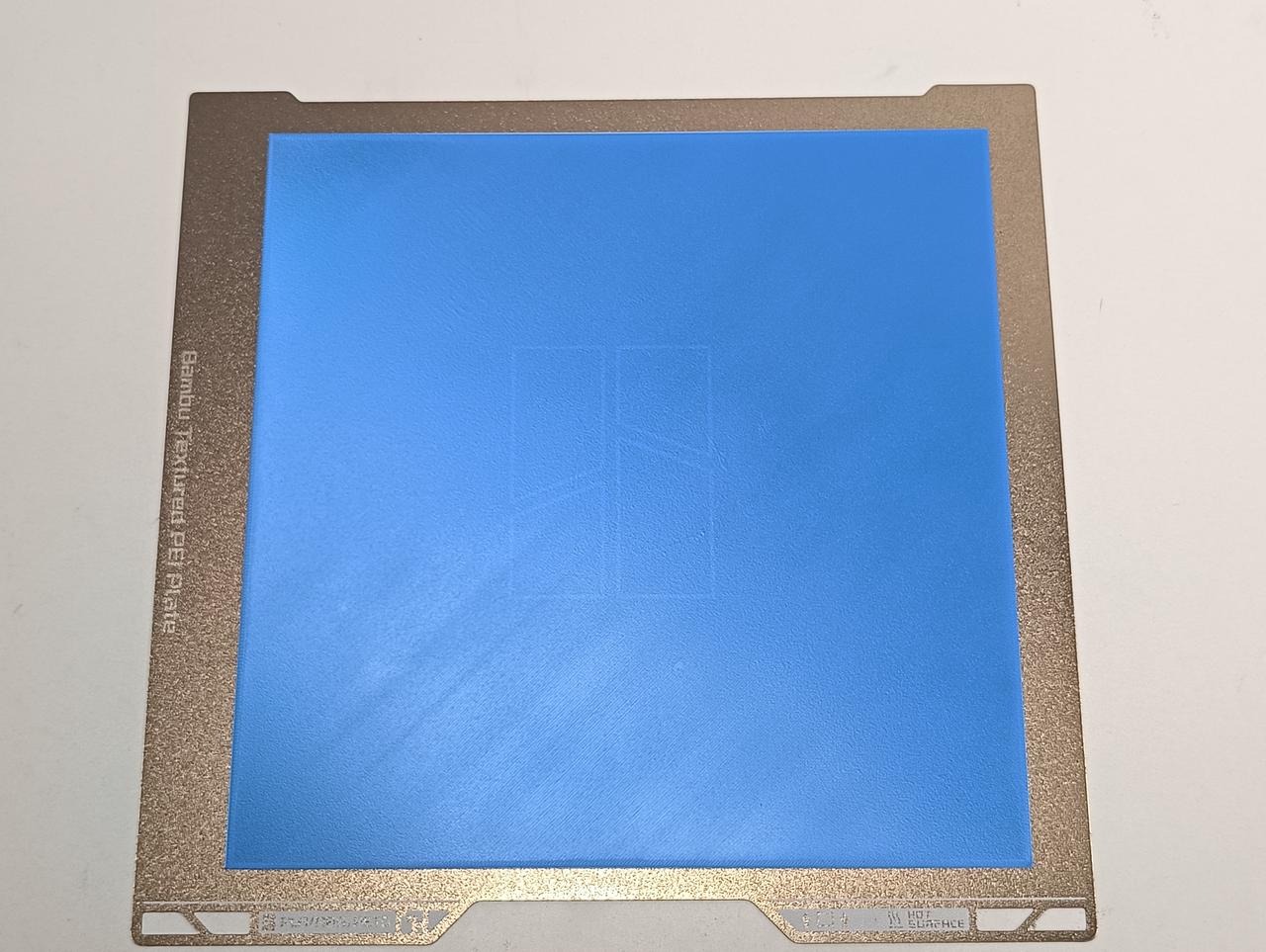
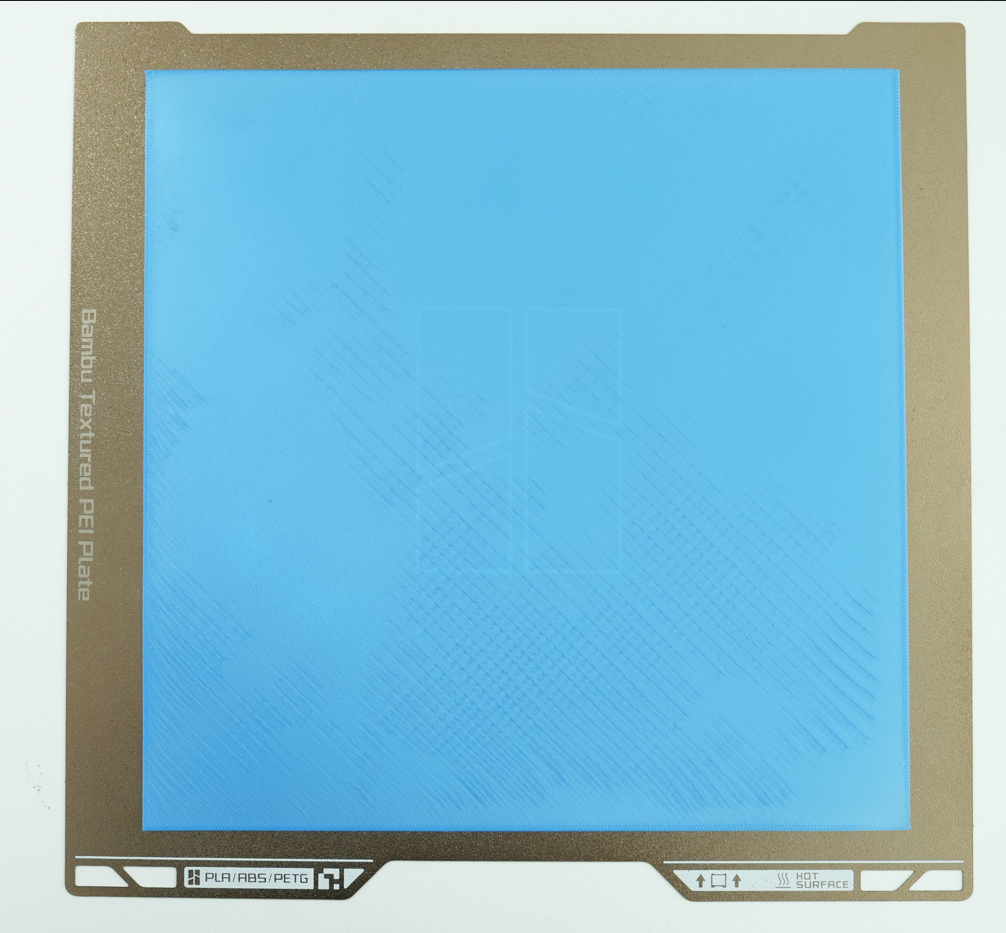
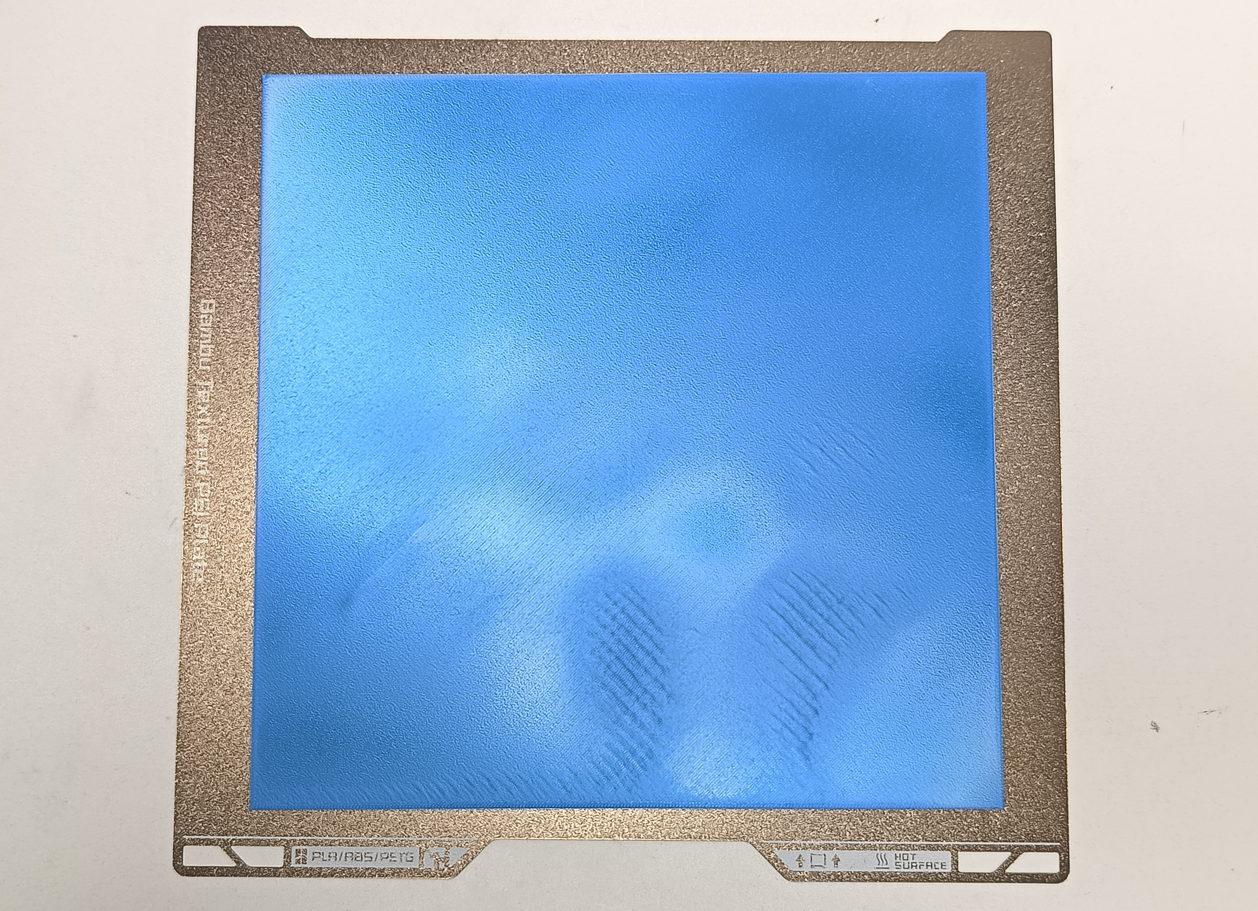
Uwaga: Drobne defekty, takie jak niewielkie wahania szerokości linii lub zmarszczki (np. tylko 5% pierwszej warstwy ma defekty, a pozostałe 95% jest płaskie) zazwyczaj nie wpływają na wskaźnik powodzenia wydruku. Dopóki ogólna przyczepność i wiązanie międzywarstwowe nie zostaną naruszone, nie będzie to miało znaczącego wpływu na końcową jakość wydruku (patrz poniższy rysunek).
¶ Jak wydrukować wysokiej jakości pierwszą warstwę
¶ Kalibracja i poziomowanie
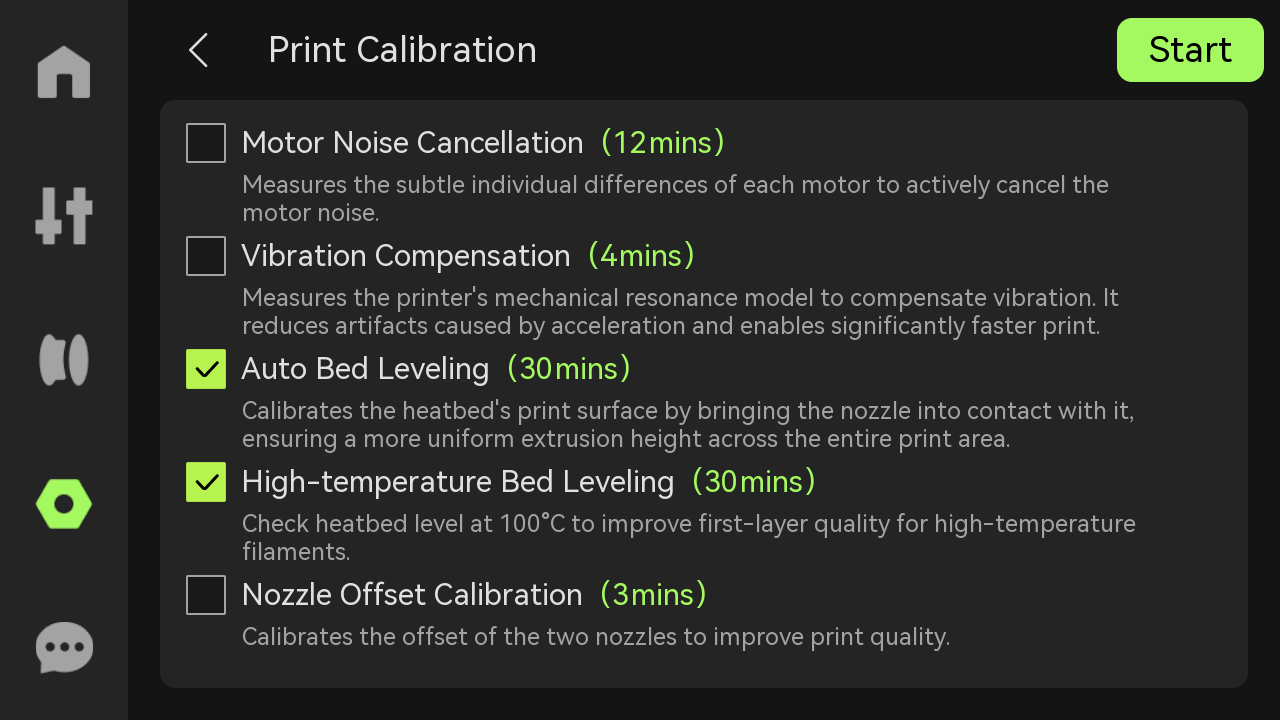
- Niezależnie od problemu z jakością wydruku pierwszej warstwy, jaki napotyka Twoja drukarka, zalecamy najpierw uruchomienie funkcji automatycznego poziomowania stołu i poziomowania stołu w wysokiej temperaturze w Ustawieniach — Kalibracja — Kalibracja druku. Jeśli urządzenie było przenoszone, przechowywane przez długi czas lub stół roboczy został zdemontowany lub wymieniony, należy również ponownie uruchomić poziomowanie w trybie kalibracji.
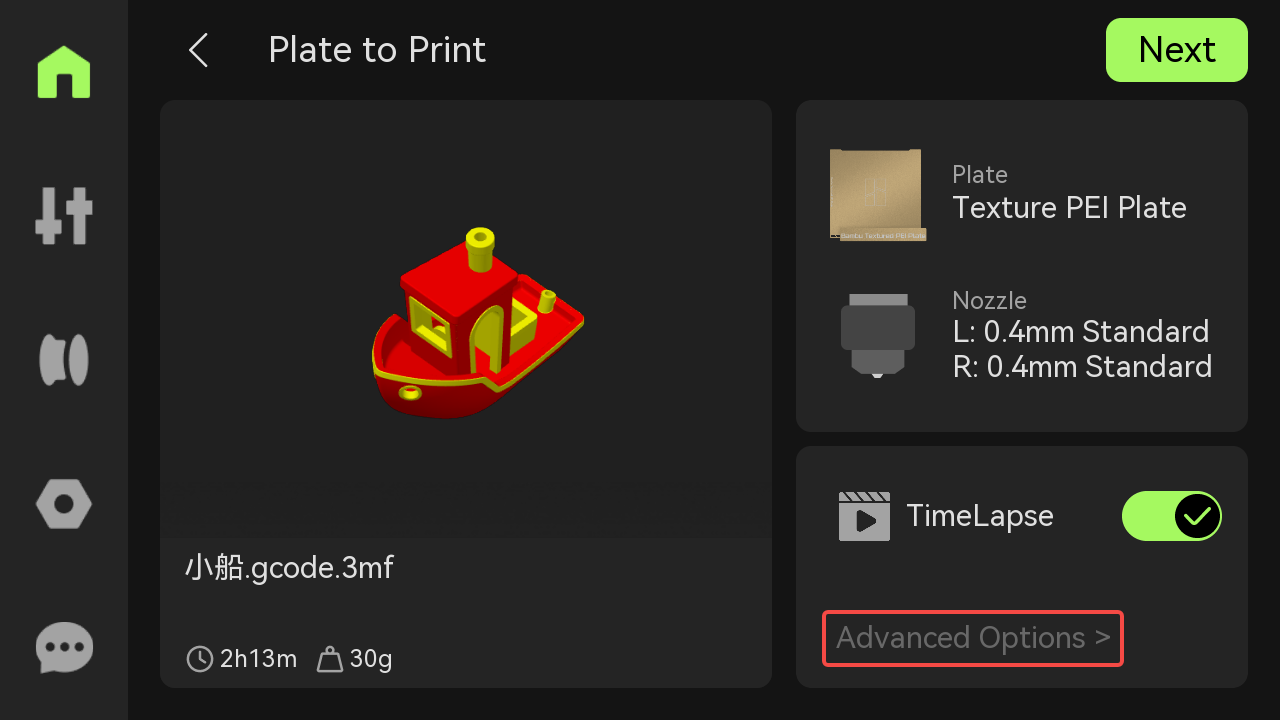
- Przed drukowaniem wybierz opcję „Włącz” w opcji „Automatyczne poziomowanie stołu” w oknie wysyłania zadania drukowania. Przed rozpoczęciem każdego zadania drukowania zostanie wykonane stosunkowo szybkie poziomowanie.
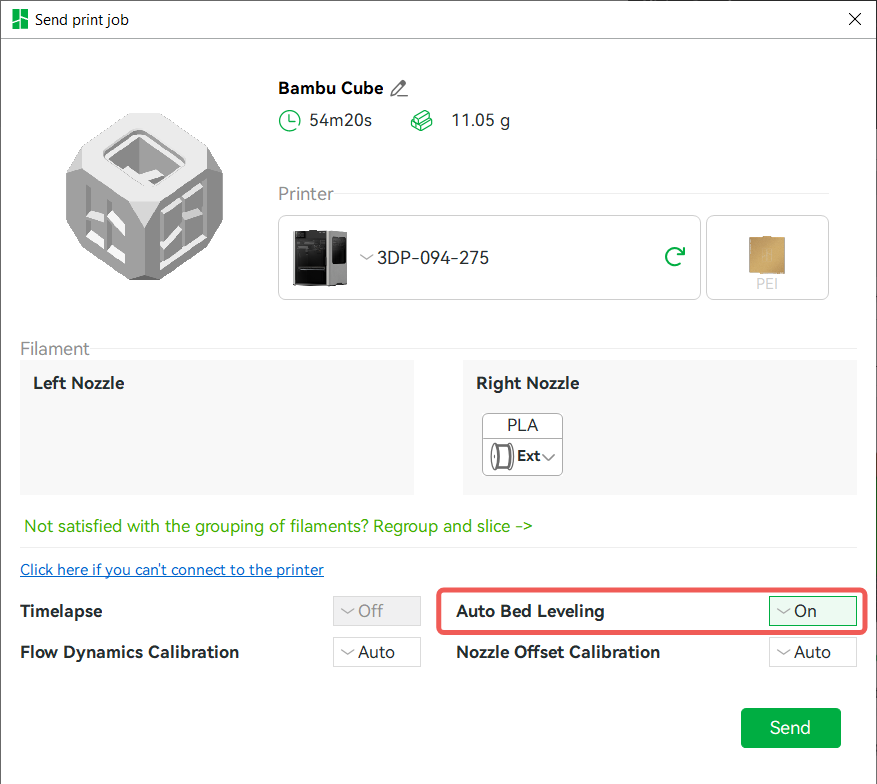
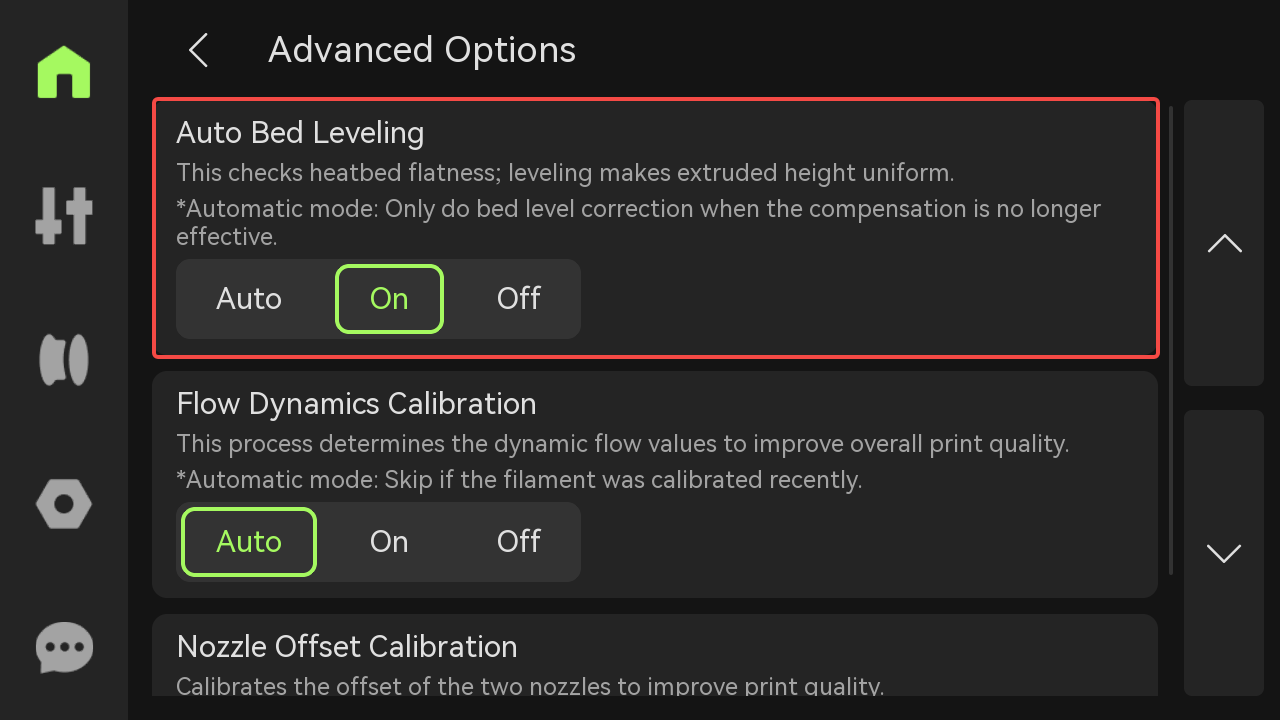
Automatyczne poziomowanie stołu można również włączyć na ekranie drukarki: Opcje zaawansowane > Automatyczne poziomowanie stołu.
Dane poziomowania przed drukowaniem i dane poziomowania kalibracji (w tym automatyczne poziomowanie stołu i poziomowanie stołu w wysokiej temperaturze) są przechowywane w drukarce. Podczas drukowania system automatycznie i kompleksowo zastosuje te dwa zestawy danych poziomowania. Aby zapoznać się ze szczegółowymi informacjami na temat różnych sposobów poziomowania stołu grzewczego drukarki, zapoznaj się z: Często zadawane pytania dotyczące drukarek H2D
¶ Klasyfikacja i instrukcja obsługi problemów z drukowaniem pierwszej warstwy
¶ Zbyt niska pierwsza warstwa na dużej powierzchni/pełnej płycie
Rozwiązania:
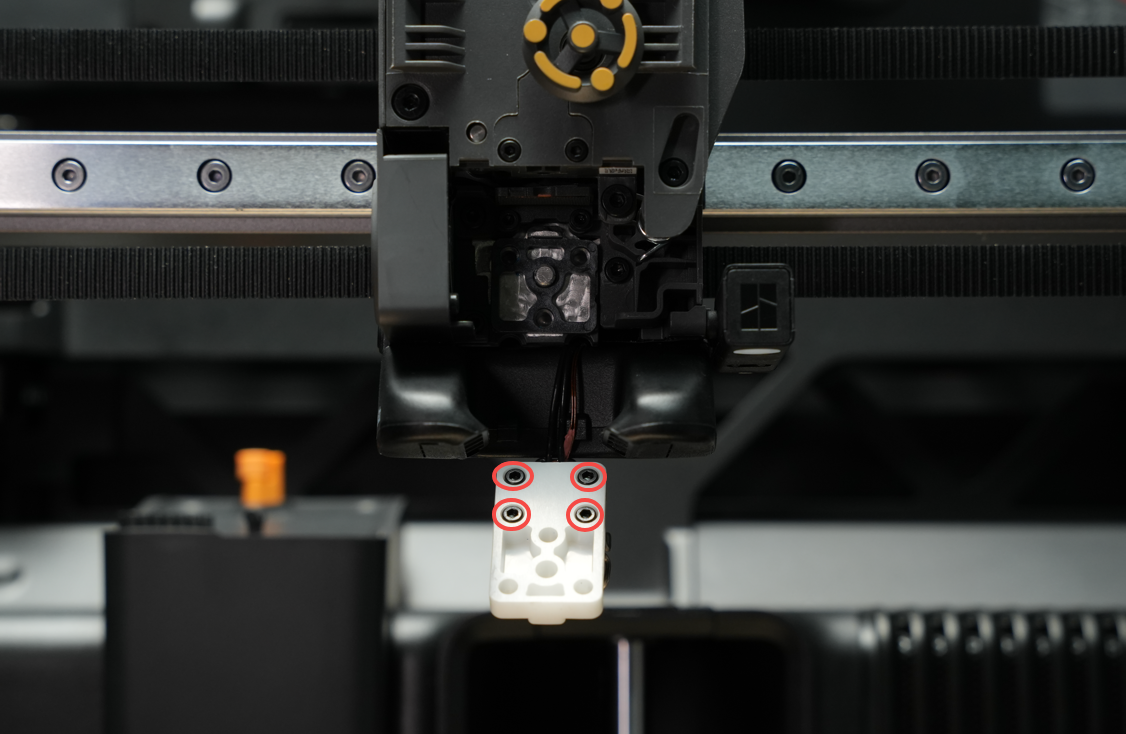
a) Dokręć przednie i tylne śruby podstawy ceramicznej:
- Najpierw poluzuj śruby mocujące podstawę ceramiczną (3 śruby). Szczegółowe informacje na temat lokalizacji znajdują się na poniższym rysunku.
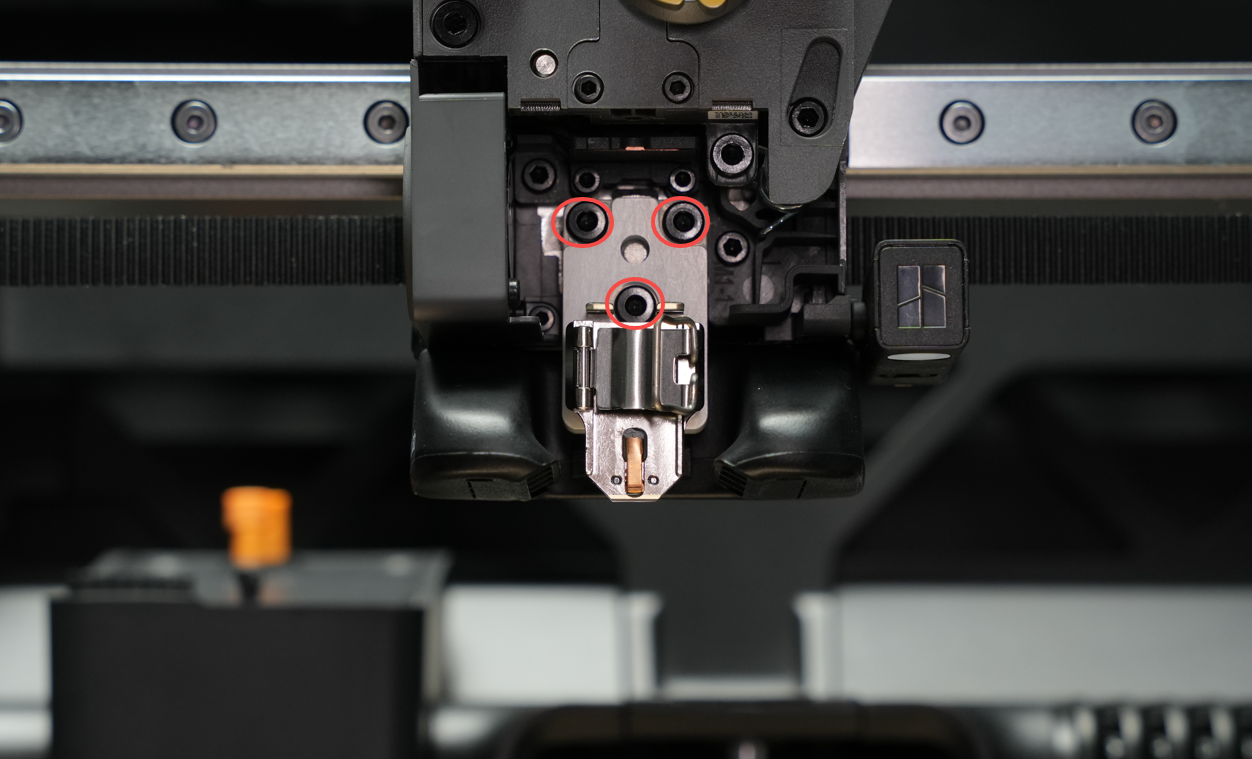
- Następnie umiarkowanie dokręć 4 śruby z tyłu zespołu grzewczego, wykonując zakres obrotu około 1/8 obrotu.
Uwaga: Jeśli śruby są już dość mocno dokręcone, nie dokręcaj ich na siłę, aby uniknąć uszkodzenia podstawy ceramicznej.
- Zamontuj ponownie podstawę ceramiczną i dokręć śruby mocujące.
b) Sprawdź montaż dyszy:
- Podczas montażu dociśnij dyszę w dół, a następnie zamocuj zacisk. Zacisk powinien być zamocowany prawidłowo, aby nie było luzu;
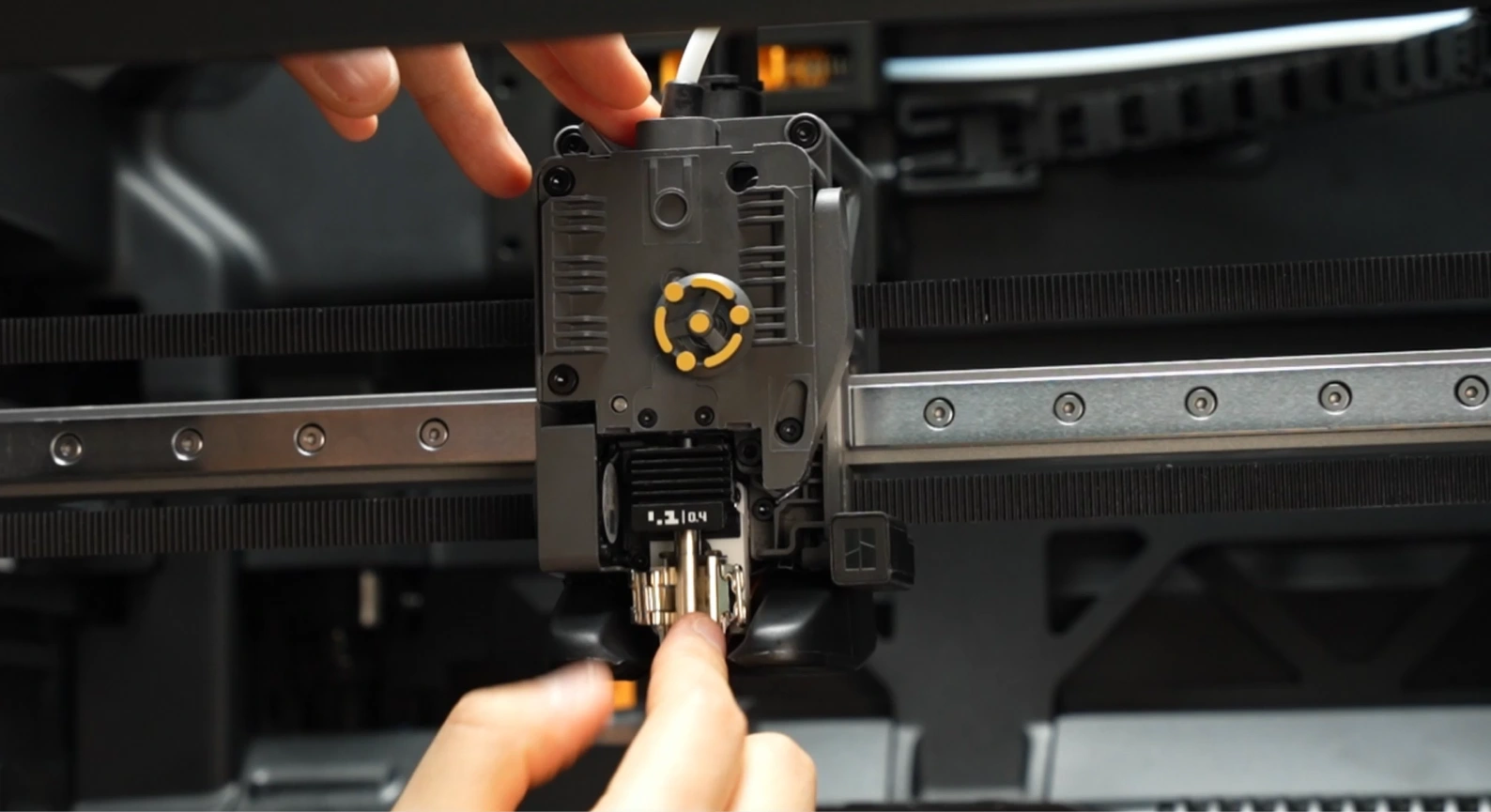
- Po zakończeniu ręcznie potrząśnij dyszą, aby sprawdzić, czy jest dobrze zamocowana. Wyraźne drgania oznaczają, że hotend nie jest całkowicie zamocowany.
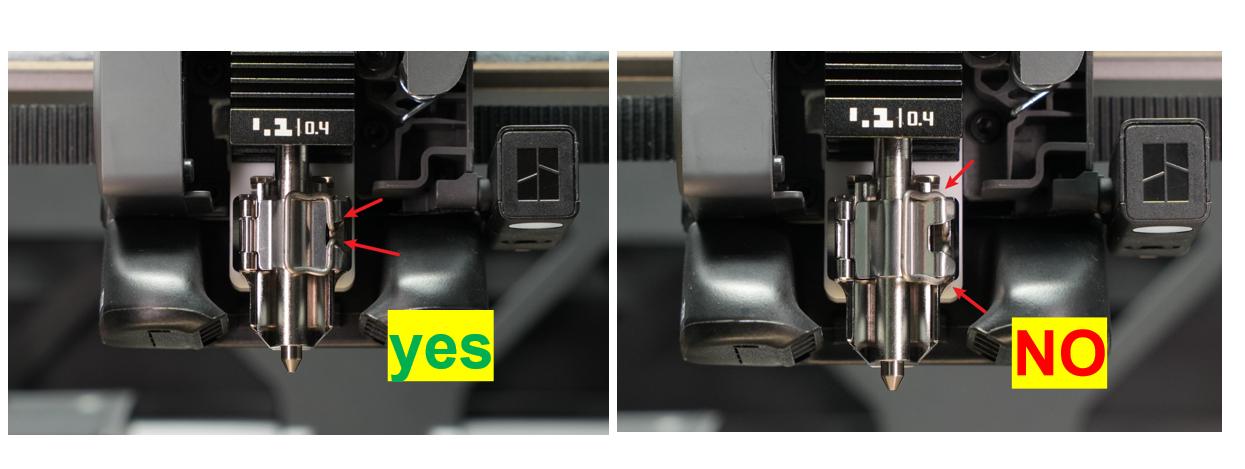
Sytuacja luzu i drgania:

Sytuacja, w której hotend jest zamocowany bez drgania:

¶ Częściowo zbyt niska pierwsza warstwa
Częściowo niska pierwsza warstwa występuje zazwyczaj w pobliżu przednich drzwiczek drukarki, jak pokazano na poniższym rysunku.
Rozwiązania:
- Użyj śrubokręta lub klucza, aby poluzować czarną boczną śrubę blokującą w dolnej przedniej części stołu grzewczego (około 1 obrotu). Ta śruba służy głównie do zwiększenia sztywności stołu grzewczego podczas transportu, ale zbyt mocne dokręcenie może spowodować lokalne zapadnięcia.
Przeprowadź ponownie procedurę kalibracji drukarki i sprawdź efekt drukowania pierwszej warstwy.
Jeśli problem nadal nie ustąpi:
- Użyj śrubokrętów lub kluczy H2 i H1,5, aby odkręcić 3 boczne śruby blokujące stołu grzewczego (ich położenie przedstawiono na poniższym rysunku).
- Uwaga: Te 3 śruby służą wyłącznie do zwiększenia odporności na uderzenia podczas transportu. Wykręcenie śrub podczas normalnego użytkowania nie wpłynie na jakość wydruku.
- Po wykręceniu śrub należy ponownie przeprowadzić procedurę kalibracji i wydrukować ponownie w celu przetestowania.
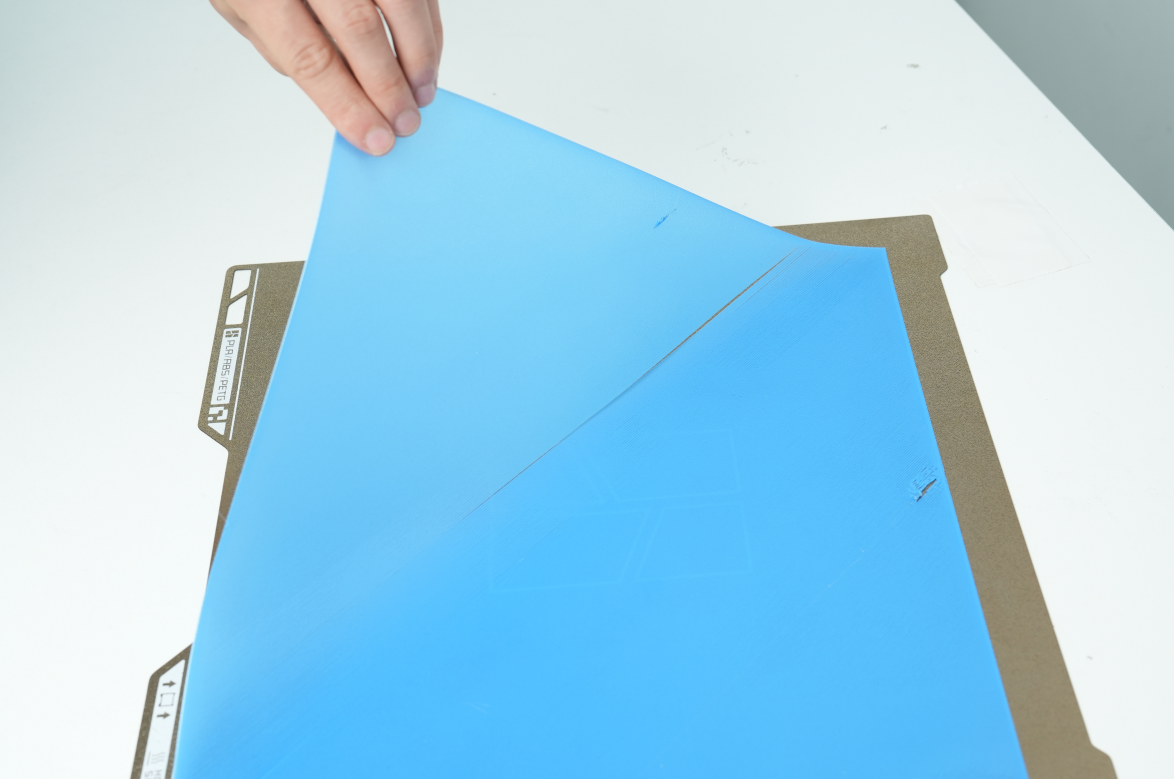
¶ Zbyt wysoka/rzadka pierwsza warstwa na dużej powierzchni
Zbyt wysoka pierwsza warstwa charakteryzuje się zazwyczaj rzadkimi liniami o słabej przyczepności, które mogą się rozdzielić po usunięciu zadrukowanego elementu, jak pokazano na poniższym rysunku.
Rozwiązania:
- Sprawdź, czy wycieraczka dyszy (twarda blacha stalowa lub miękka silikonowa szczotka) jest prawidłowo wyczyszczona i upewnij się, że twarda blacha stalowa nie jest wygięta lub zdeformowana (jeśli jest wklęsła w środku, dysza nie może dotknąć blachy stalowej podczas wycierania). Pozycje pokazano na poniższych rysunkach;
- Resztki materiału na dyszy przed wypoziomowaniem mogą powodować błędy w wysokości poziomowania. Upewnij się, że dysza jest czysta przed wypoziomowaniem;
¶ Ostateczne rozwiązanie problemu
Jeśli jakość druku pierwszej warstwy nadal nie jest zadowalająca po wypróbowaniu powyższych metod, możesz spróbować:
- Rozgrzać stół roboczy do temperatury wymaganej do drukowania i utrzymać ją przez 10–15 minut przed rozpoczęciem drukowania;
- Zapoznaj się z wiki, aby ręcznie wypoziomować stół grzejny i upewnić się, że nie ma wyraźnego przechyłu. Ręczne poziomowanie stołu grzejnego H2S
¶ Rozwiązanie tymczasowe: Regulacja przesunięcia osi Z
Uwagi:
- Ta metoda jest rozwiązaniem tymczasowym, odpowiednim do szybkiej korekty problemów z pierwszą warstwą, ale może wprowadzić nowe lokalne defekty (na przykład: po skorygowaniu lokalnie niskiego obszaru pierwszej warstwy, pierwotnie normalny obszar może stać się zbyt wysoki).
- Zalecany zakres regulacji:
- Textured Plate:
-0.01mm~0mm; - Smooth Plate:
-0.01mm~0.01mm.
- Textured Plate:
| Rodzaj płyty | Wartość domyślna (mm) | Pierwsza warstwa zbyt wysoka (mm) | Pierwsza warstwa zbyt niska (mm) |
|---|---|---|---|
| Textured Plate | -0.01 | -0.02 | 0 |
| Smooth Plate | 0 | -0.01 | 0.01 |
Metody regulacji:
Modyfikuj polecenie G-Code
- Płyta teksturowana: Znajdź
G29.1w Ustawieniach drukarki — G-Code Startu, i zmodyfikuj polecenieG29.1 Z{-0.01}naG29.1 Z{xxx}(gdziexxxto wartość regulacji). Jeśli pierwsza warstwa jest za nisko, możesz ją zmienić na Z{0}, co odpowiada podniesieniu dyszy o 0,01 mm w porównaniu z ustawieniem domyślnym podczas drukowania (aby zapewnić równomierną pierwszą warstwę, głowica narzędzia jest domyślnie dociskana o 0,01 mm w przypadku płyty teksturowanej). - Płyta nieteksturowana: W przypadku innych płyt, jak np. Smooth Plate, konieczne jest dodanie polecenia
{else} G29.1 Z{xxx}. W związku z tym kod można wstawić w miejscu wymienionym powyżej, jak pokazano na poniższym rysunku.
Logika regulacji
- Pierwsza warstwa zbyt wysoka → Zmniejsz wartość przesunięcia (np. zmień z
-0.02na-0.03). - Pierwsza warstwa zbyt niska → Zwiększ wartość przesunięcia (np. zmień z
-0.02na-0.01).
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.