¶ Procedura przetykania hotendu
Zatkanie dyszy jest dość częstym zjawiskiem w druku 3D, więc istnieje duże prawdopodobieństwo, że w pewnym momencie się z nim zetkniesz.
Zatkanie może mieć kilka różnych przyczyn, na przykład temperatura hotendu nie jest wystarczająco wysoka, aby zapewnić wystarczająco szybkie stopienie się tworzywa sztucznego podczas wytłaczania lub używany filament może zawierać mikroskopijne cząsteczki (takie jak filamenty drzewne lub inne filamenty nasycone), które gromadzą się na końcówce dyszy, ograniczając przepływ.
Objawy są dość łatwe do zdiagnozowania, ponieważ objawiają się poprzez:
Niedostateczne wytłaczanie (wytłaczana jest zbyt mała ilość tworzywa, co powoduje powstawanie szczelin wokół drukowanego modelu)
Brak wytłaczania (drukarka wykonuje prawidłowe ruchy, ale z dyszy nie wydostaje się filament)
¶ Potrzebne narzędzia i materiały
- Narzędzie do przetykania dyszy
- Szczypce
- Rękawica kuchenna
- Klucze imbusowe H1.5 oraz H2.0
- Nieco filamentu
¶ Uwagi przed rozpoczęciem
Należy pamiętać, że niektóre czynności opisane w tym podręczniku mogą być niebezpieczne, jeśli nie zostaną wykonane ostrożnie, ponieważ wymagają wysokiej temperatury dyszy. Podczas wykonywania tych czynności należy zachować wszelkie niezbędne środki ostrożności. Podczas niektórych z tych czynności urządzenie powinno być wyłączone, a dysza całkowicie ostygła.
Jeśli konieczne jest trzymanie głowicy w dłoni, należy założyć rękawicę kuchenną i upewnić się, że podłoga lub blat pod głowicą są wolne od materiałów łatwopalnych, mebli lub podłóg, które mogą zostać łatwo uszkodzone przez ciepło.
¶ Kroki postępowania
¶ 1. Ręcznie wytłocz filament
To najprostsza metoda udrażniania hotendu. Zwiększ temperaturę hotendu nieco powyżej zalecanej temperatury filamentu na ekranie, a następnie wytłaczaj filament, wybierając opcję ładowania w menu ekranu.
¶ Krok 1: Rozgrzej hotend
Zwiększ temperaturę hotendu nieco powyżej zalecanej temperatury dla danego filamentu (np. PLA, ustaw temperaturę na 250°C).

¶ Krok 2: Ręcznie wytłocz filament
Kliknij przycisk ładowania na ekranie, aby ręcznie wytłoczyć filament. Sprawdź, czy dysza może wytłaczać prawidłowo.
 |
 |
¶ 2. Wytłaczanie na zimno
Jeśli nie możesz ręcznie wytłoczyć filamentu, drukarka oferuje funkcję konserwacji dyszy na zimno, która ułatwi Ci przeprowadzenie operacji. W tym artykule jako przykład procedury wytłaczania na zimno wykorzystano PLA.
¶ Krok 1: Kliknij „Narzędzia”
Na stronie Narzędzia kliknij „Konserwacja dyszy na zimno”, a następnie kliknij „Dalej”.
 |
 |
¶ Krok 2: Dostosuj parametry wytłaczania na zimno
Wybierz parametry wytłaczania na zimno w oparciu o rozmiar dyszy i rodzaj pozostałości filamentu w dyszy. W tym przykładzie średnica dyszy wynosi 0,4 mm, filamentem przetykającym jest PLA, a w dyszy znajdują się pozostałości PLA. Po potwierdzeniu parametrów cold pull kliknij „Start”.

¶ Krok 3: Rozpocznij cold pull
Następnie drukarka automatycznie uruchomi proces cold pull. Postępuj zgodnie z instrukcjami drukarki.

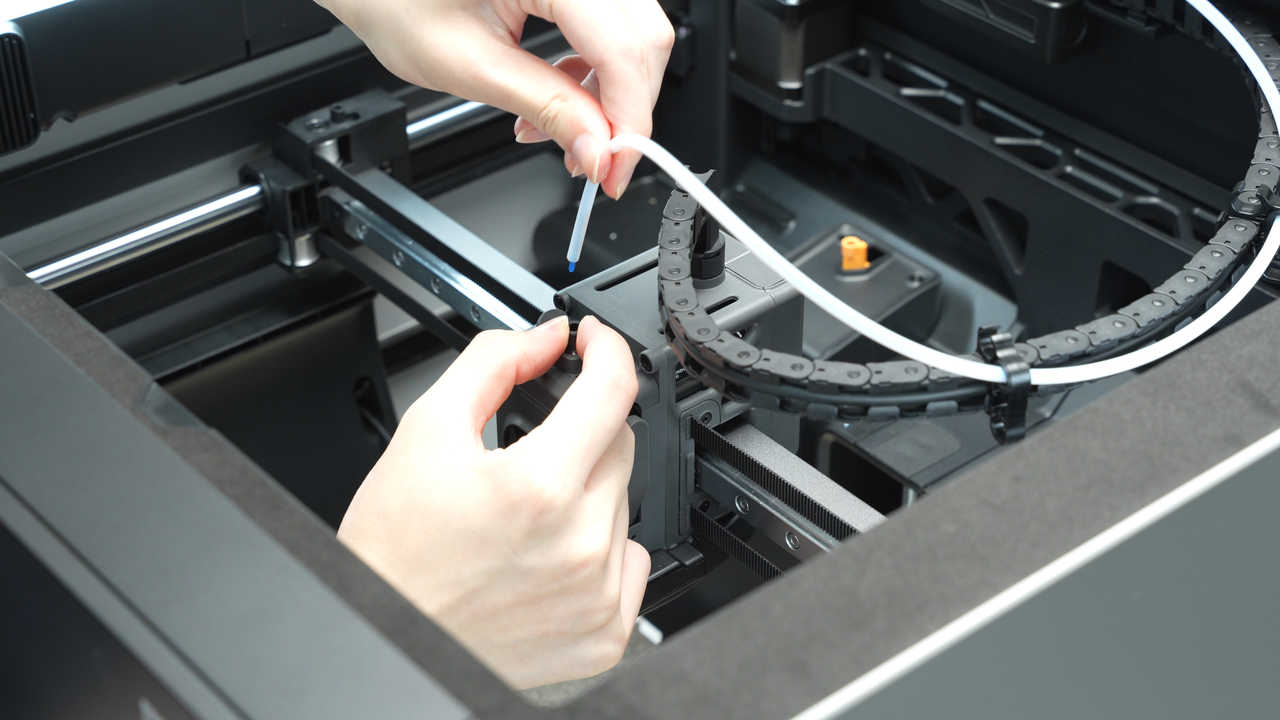
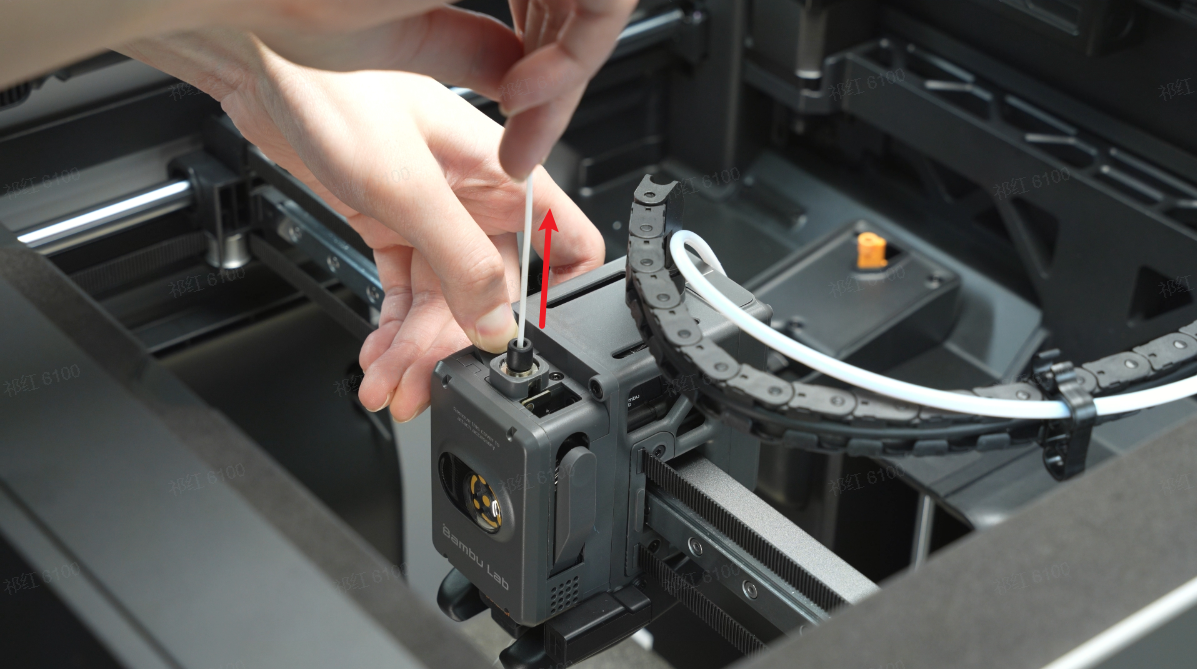
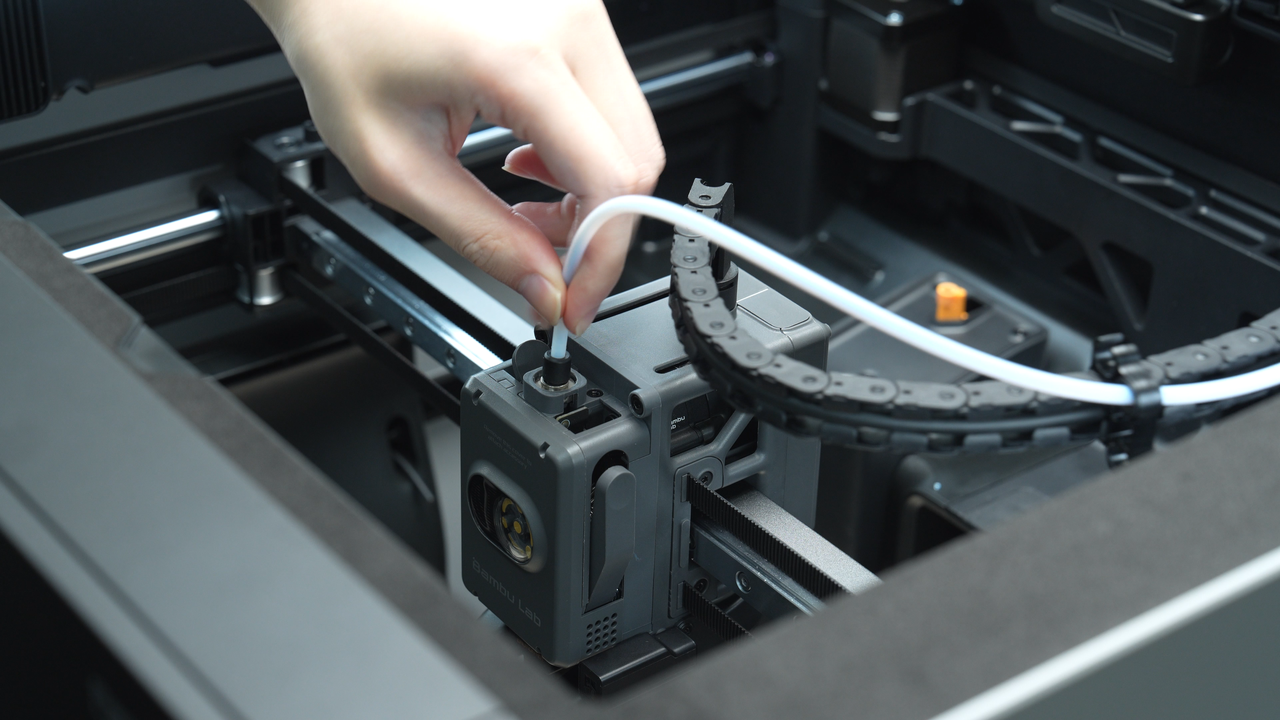
Zgodnie z instrukcją naciśnij czarny przycisk pneumatyczny i wyjmij rurkę PTFE. Następnie kliknij „Zakończ, kontynuuj”.
 |
 |
Następnym krokiem jest włożenie filamentu do ekstrudera do momentu, aż będzie można go dalej wcisnąć.


Drukarka automatycznie włoży filament, nagrzeje dyszę i rozpocznie płukanie.


Poczekaj, aż wytłoczony filament całkowicie zmieni się w nowo załadowany, zanim dysza zacznie się schładzać.


Po ostygnięciu dyszy, postępując zgodnie z instrukcjami drukarki, przytrzymaj uchwyt koła napędowego jedną ręką, a drugą powoli wyciągnij filament.

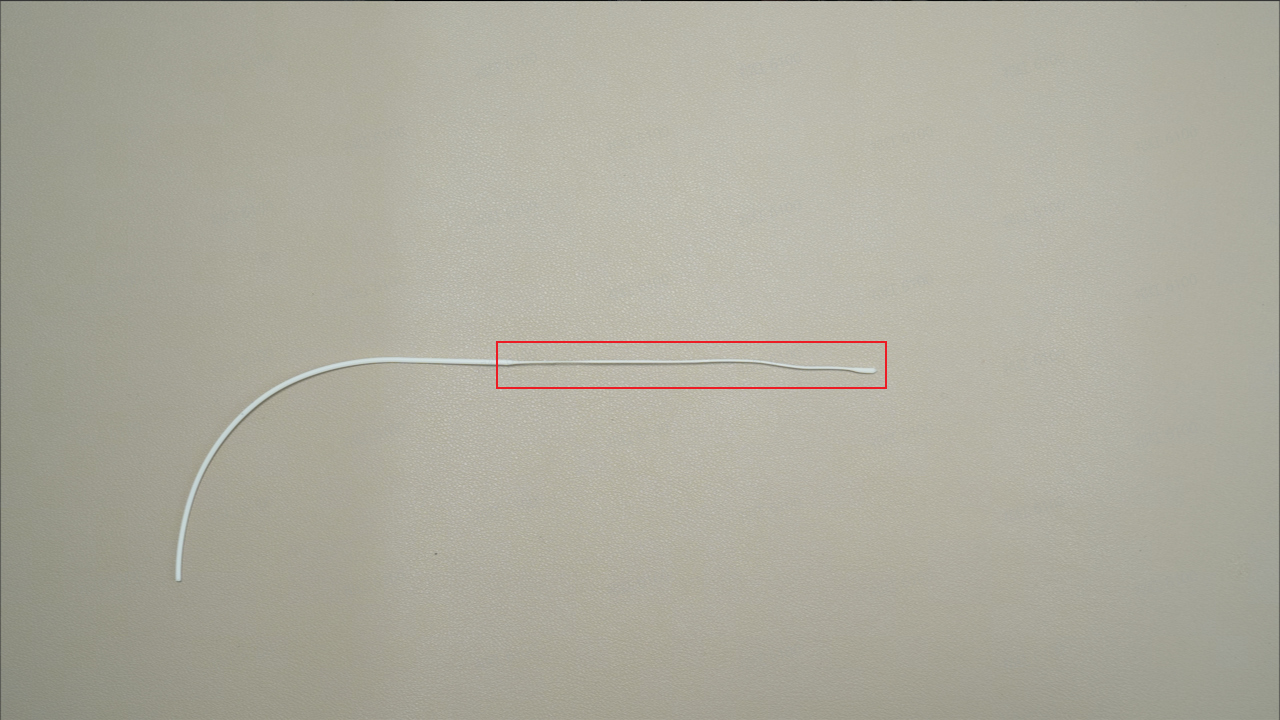
Sprawdź koniec wycofanego filamentu pod kątem ewentualnych zanieczyszczeń. Zdecydowanie zalecamy kilkukrotne powtórzenie procesu przeciągania na zimno, aż wyekstrahowany filament będzie czysty i pozbawiony wszelkich nieprawidłowych pozostałości. Jeśli jakość przeciągania na zimno spełnia wymagania, można kliknąć przycisk „Zakończono”.
 |
 |
Po zakończeniu konserwacji należy ponownie włożyć rurkę PTFE.
 |
 |
¶ 3. Odblokowywanie za pomocą narzędzia
Użycie igły do przeczyszczenia dyszy może spowodować uwolnienie ciśnienia wewnętrznego z gorącego końca, co może spowodować nagłe wyrzucenie gorących zanieczyszczeń z dyszy. Dlatego należy nosić rękawice i nie pochylać się do wnętrza maszyny, aby dokładniej przyjrzeć się procesowi udrażniania.
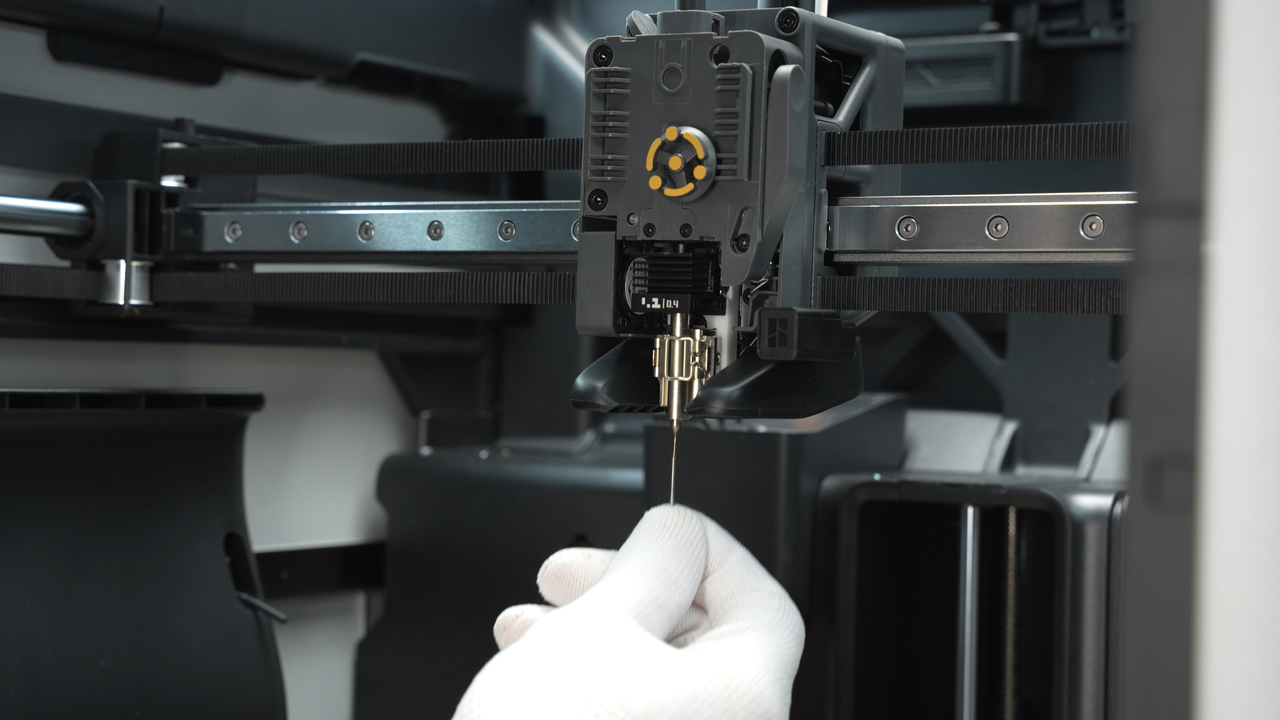
Jeśli filament nie może zostać wytłoczony z dyszy lub jeśli wytłoczony filament nie stanie się nowym filamentem, konieczne będzie użycie igły przelotowej do udrożnienia hotendu i ręcznego ponownego wytłoczenia filamentu (cyklicznie udrażniaj za pomocą narzędzia i wytłaczania).
Nagrzej hotend do 220°C. Po osiągnięciu odpowiedniej temperatury, włóż igłę do dyszy i kilkakrotnie ją udrożnij, poruszając nią w górę i w dół.
 |
 |
¶ Jak sprawdzić, czy operacja zakończyła się sukcesem
Zamontuj dyszę ponownie, podłącz rurki PTFE i ponownie załaduj filament, aby sprawdzić ekstruzję. Jeśli nadal występuje zatkanie lub ekstruzja jest niewystarczająca, należy kilkakrotnie spróbować wyczyścić hotend.
Chociaż powyższe metody zazwyczaj usuwają 99% zatorów, mogą zdarzyć się przypadki, w których dysza będzie wymagała wymiany, ponieważ mogła ulec uszkodzeniu. Jeśli po wykonaniu wszystkich tych czynności urządzenie drukuje normalnie, oznacza to, że dysza została pomyślnie udrożniona.
¶ Uwaga
Dysze o średnicy 0,2 mm są znacznie trudniejsze do przetkania i mogą wymagać kilkukrotnego powtórzenia powyższych kroków. Z drugiej strony, dysze o średnicy większej niż 0,4 mm mają tendencję do zatykania się znacznie bardziej niż te o średnicy mniejszej niż 0,4 mm, ponieważ otwór dyszy pozwala na przedostawanie się większych cząsteczek.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.