¶ Wypaczenie modeli
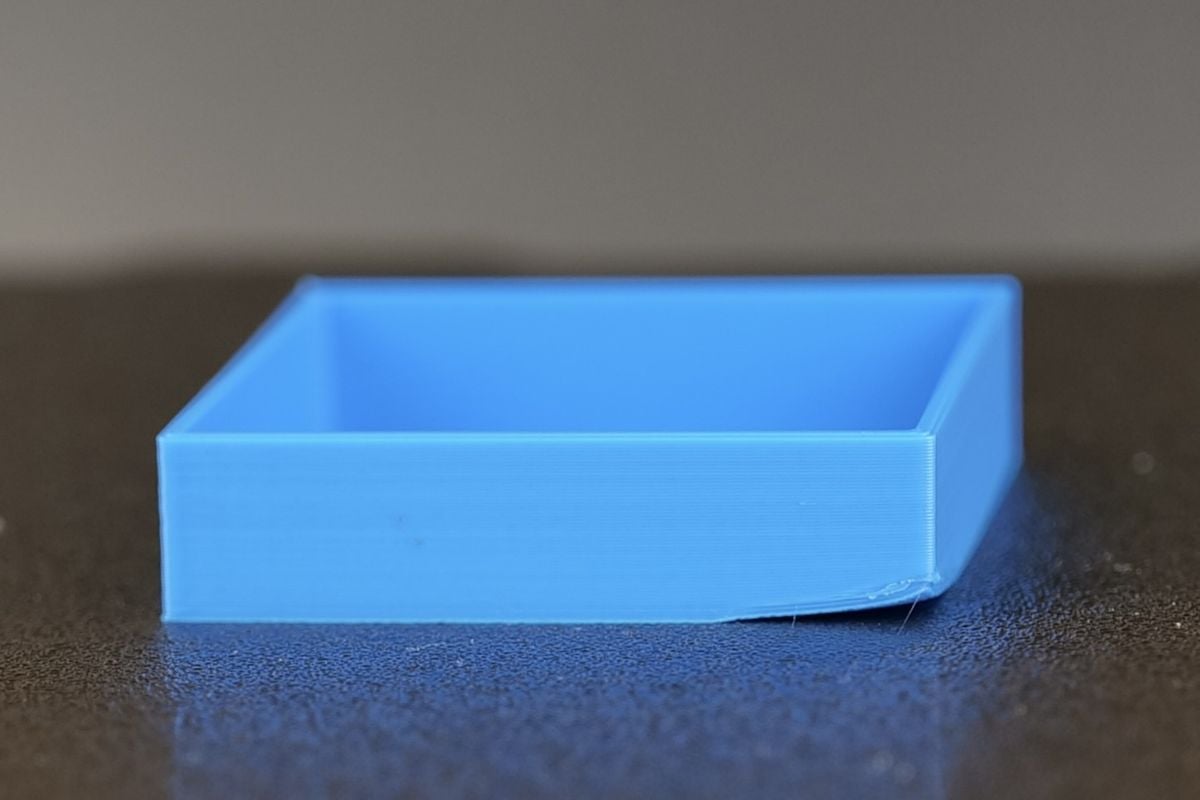
W poniższym przykładzie narożnik modelu został wypaczony.
¶ 1. Ustawiono zbyt niską temperaturę stołu grzewczego / Nieprawidłowy typ płyty
Jednym z najczęstszych błędów prowadzących do wypaczenia modeli lub poluzowania się od stołu grzewczego jest niewłaściwa temperatura stołu grzewczego dla filamentu lub nieprawidłowo wybrany typ płyty.
Na przykład, jeśli pokroisz model na płytę Cool Plate i wydrukujesz go na płycie Textured PEI Plate, istnieje duże ryzyko, że model się odkształci i obluzuje ze stołu grzewczego.
Jest to spowodowane różnymi właściwościami i wymaganiami płyt. Płyta Cool Plate wymaga około 35°C dla PLA, natomiast płyta Textured PEI wymaga około 65°C dla PLA.
Wybór odpowiedniego typu płyty w zależności od użytego filamentu, a także upewnienie się, że płyta jest czysta przed rozpoczęciem druku, daje największe szanse na sukces podczas drukowania.
¶ 2. Wentylatory chłodzące wydruk są ustawione na zbyt dużą prędkość
W większości przypadków, PLA może skorzystać z możliwie największego chłodzenia podczas szybkiego drukowania. Mogą jednak zaistnieć sytuacje, w których chłodzenie modelu zostanie ustawione na zbyt mocne, co spowoduje jego wypaczenie.
Profile filamentów Bambu Studio są precyzyjnie dostrojone w celu uzyskania najlepszych wyników dla każdego rodzaju filamentu i powinny działać zgodnie z oczekiwaniami.
Jeśli zauważysz wypaczenia, zalecamy dokładne sprawdzenie zakładki Cooling wewnątrz Filament Settings:
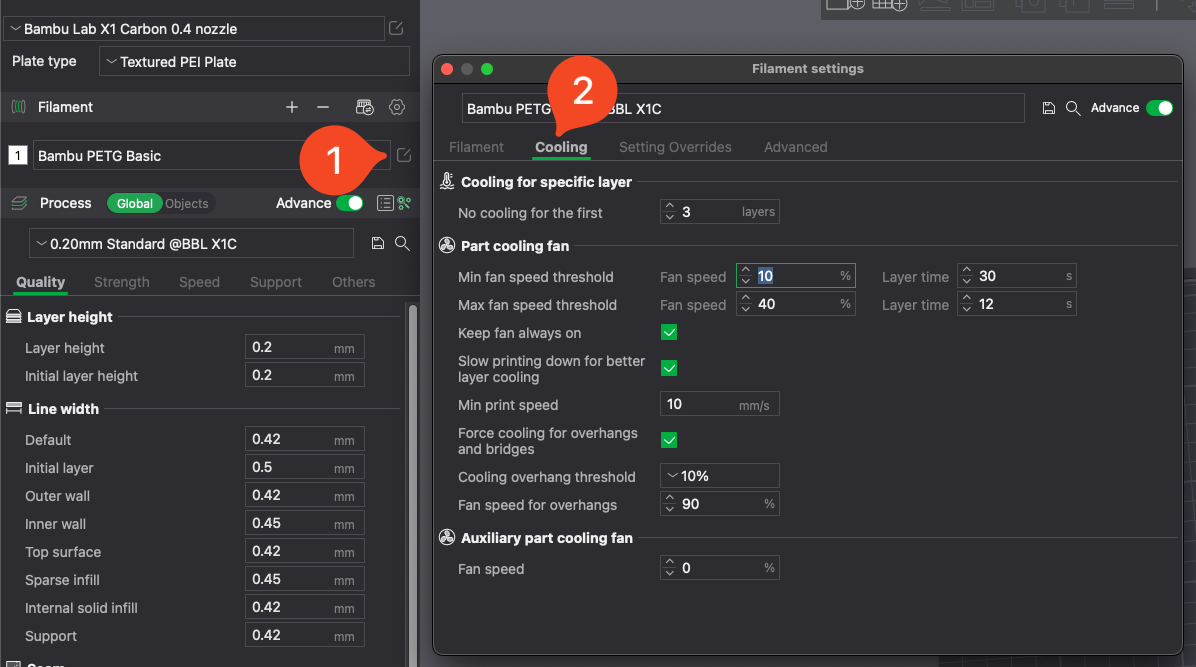
Jednym z najważniejszych ustawień, które należy zmienić w przypadku wypaczenia, jest opcja No cooling for the first X layers option. Idealnie byłoby, gdyby pierwsze 3 warstwy na większości popularnych filamentach (PLA, PETG, TPU itp.) nie miały żadnego chłodzenia.
Zapewni to najlepszą przyczepność i powolne chłodzenie drukowanych warstw, aby uniknąć wypaczeń i niepowodzeń druku.
W razie potrzeby zalecamy również wyregulowanie pomocniczego wentylatora chłodzącego wydruk, obniżając go do około 40-50%.
Filamentem, który najbardziej czerpie korzyści z wyższej prędkości pomocniczego wentylatora chłodzącego wydruk, jest PLA, ale dotyczy to głównie małych obiektów lub modeli, które mają wysokie nawisy.
Jeśli zauważysz wypaczenie wydrukowanych modeli, pomocne może być obniżenie prędkości wentylatora pomocniczego.
¶ 3. Temperatura otoczenia jest zbyt niska
Typowymi filamentami, które wypaczają się łatwiej niż PLA, są PETG, ABS, ASA, PA, PC.
W większości przypadków wypaczenie pojawia się w wyniku szybkiego chłodzenia drukowanych warstw, co powoduje powstawanie sił naprężeń pomiędzy warstwami.
Te materiały o wyższej temperaturze są zwykle drukowane przy mniejszym lub żadnym chłodzeniu wydruku w zamkniętej drukarce 3D, ponieważ temperatura otoczenia wokół części jest wyższa i umożliwia powolne chłodzenie modelu.
Jeśli drukujesz niektóre z tych filamentów na drukarce, która nie jest zamknięta (np. A1), wypaczenie może być częste, ponieważ temperatura wokół modelu będzie taka sama jak temperatura w pomieszczeniu.
Jeśli w pomieszczeniu, w którym używana jest drukarka, panuje temperatura poniżej 20°C, problemy z wypaczaniem mogą wystąpić nawet w przypadku filamentów PLA i PETG, które są bardziej tolerancyjne.
W takich sytuacjach najlepiej zapewnić wyższą temperaturę stołu roboczego (+10°C), aby dać modelowi większe szanse sukcesu, spowalniając chłodzenie pomiędzy drukowanymi warstwami i upewniając się, że wokół drukarki nie występują przeciągi powietrza.
Przeciągi powietrza mogą szybciej schłodzić model, zwiększając napięcie wiązania warstw i prowadząc do wypaczenia filamentu.
¶ 4. Duży rozmiar modelu i duża gęstość wypełnienia
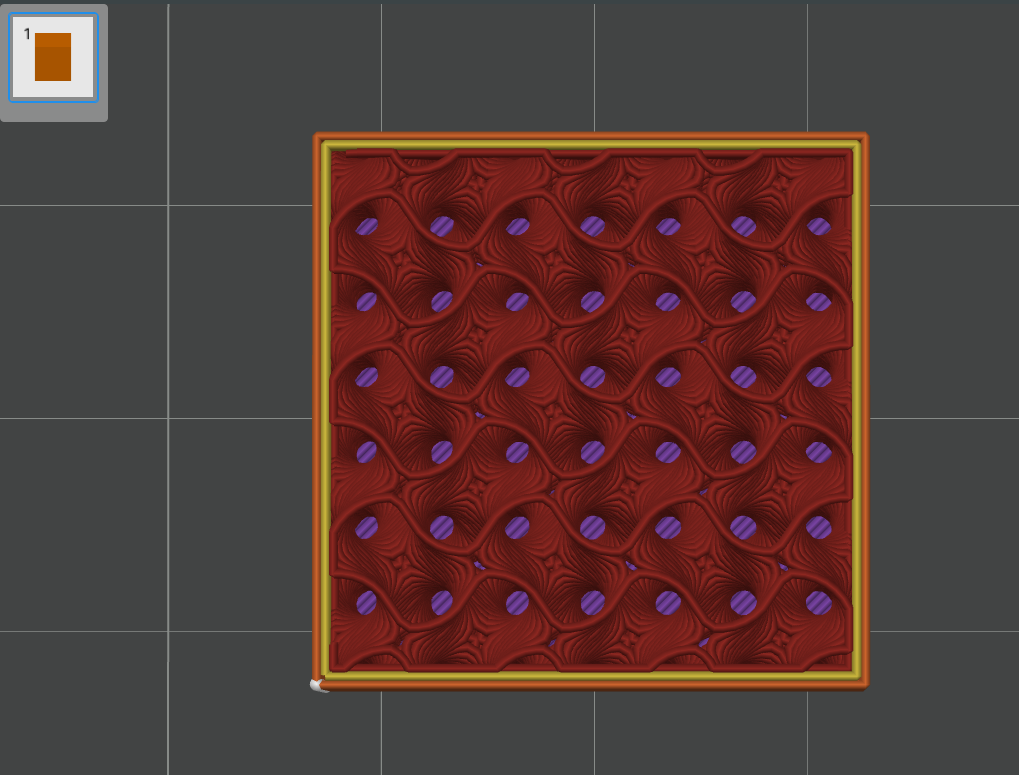
Jeśli rozmiar wydruku jest duży i gęstość wypełnienia jest ustawiona na wysoką, np. 60% (domyślnie jest to 15%) i nastąpi wypaczenie, należy je odpowiednio dostosować. Ponadto wzór wypełnienia z większą liczbą prostych linii jest bardziej podatny na kurczenie się. Możesz zmienić wzór wypełnienia na Gyroid, aby zmniejszyć ryzyko skurczu. W przypadku niektórych elementów konstrukcyjnych o wysokich wymaganiach wytrzymałościowych można ustawić 5 warstw ścian i gęstość wypełnienia około 25%, starając się unikać stosowania gęstości wypełnienia większej niż 50%, aby zmniejszyć tendencję do kurczenia się; w przypadku większości części niekonstrukcyjnych o niskich wymaganiach wytrzymałościowych można bezpośrednio wybrać domyślne 2 warstwy ścian i gęstość wypełnienia 15%.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.