PLA Aero to rodzaj materiału pieniącego, który ze względu na swoje unikalne właściwości doskonale nadaje się do drukowania części do modeli RC (sterowanych radiowo). Materiał ten znany jest ze swojej zmniejszonej gęstości, co skutkuje lżejszymi wydrukami, co jest krytycznym czynnikiem wpływającym na wydajność modeli RC. Ponadto, w porównaniu do konwencjonalnych materiałów drukarskich, modele RC drukowane przy użyciu pieniącego PLA pozwalają uniknąć dużego ciężaru czubka lub ogona, i nie wymagają zbyt dużej regulacji środka ciężkości samolotu, dzięki czemu lot modelu samolotu jest bardziej niezawodny i bezpieczny.
Przy drukowaniu za pomocą PLA Aero należy jednak zachować szczególną ostrożność (na końcu artykułu znajdują się dwa pliki 3mf o parametrach, które w większości przypadków dobrze pasują do Bambu PLA Aero). Materiał ma tendencję do rozszerzania się podczas druku, co wymaga starannej kalibracji drukarki i precyzyjnej kontroli temperatury druku. Co więcej, ze względu na swoją lekkość może nie być tak trwały jak inne materiały, dlatego ważne jest, aby wziąć pod uwagę przeznaczenie części i naprężenia, jakie będzie ona wytrzymać. Wreszcie, techniki obróbki końcowej, takie jak szlifowanie lub malowanie, należy wykonywać ostrożnie, aby uniknąć uszkodzenia drukowanej części.
¶ Klasyfikacja pieniącego PLA
Active Foaming PLA - objętość zwiększa się podczas nagrzewania. Przykłady:
- ColorFabb LW-PLA
- eSun eLW-PLA
- Bambu PLA Aero
Passive Foaming PLA - objętość zwiększona w fabryce
- PolyLite LW-PLA
Active Foaming PLA powstaje podczas procesu podgrzewania w dyszy. Gdy materiał jest podgrzewany, dodatki pieniące w PLA zaczynają sublimować, tworząc pęcherzyki w materiale bazowym. Powoduje to znaczny wzrost objętości, co prowadzi do dramatycznego zmniejszenia masy i pewnej utraty siły. Ze względu na czas potrzebny na reakcję tych materiałów, nie zaleca się drukowania z dużymi prędkościami. Ważne jest unikanie podróży głowicy bez wytłaczania, ponieważ może to powodować nierównomierne nagrzewanie. Podczas drukowania za pomocą pieniącego filamentu zwykle wymagany jest niższy współczynnik przepływu wynoszący około 0,5. Można kontrolować współczynnik rozszerzalności zmieniając temperaturę dyszy.
Passive Foaming PLA jest dostępny w lekkich, wstępnie ekspandowanych rolkach. Materiał ten jest lżejszy od klasycznego PLA, ale nie tak lekki jak Active Foaming PLA w ekstremalnie wysokich temperaturach. Jest wstępnie spieniony, więc może nadal ulegać lekkiemu pienieniu w wyniku nagrzewania się pęcherzyków podczas drukowania, rozszerzalność jest znacznie mniejsza w porównaniu do filamentów Active Foaming. Zmniejszona ekspansja objętościowa sprawia, że Passive Foaming PLA jest mniej wrażliwe na temperatury drukowania i zmienne czasy nagrzewania. Ta cecha pozwala na pewien przesuw bez wytłaczania i może nie wymagać dostosowania domyślnego współczynnika przepływu.
¶ Unikalne wymagania dotyczące modelu RC
Modele RC wymagają lekkiej konstrukcji w celu zapewnienia optymalnej wydajności, ale standardowe ustawienia drukowania mogą nie być odpowiednie dla tych zastosowań. W rezultacie wykwalifikowani projektanci modeli tworzą modele, które omijają ograniczenia lekkiego PLA (LW-PLA), minimalizując jednocześnie liczbę linii. Techniki obejmują projektowanie jednościennych powierzchni skrzydeł, unikanie cofania i przestrzeganie wymagań wymienionych wcześniej dla materiałów spieniających.
Zazwyczaj samoloty modeli RC są projektowane z cienkimi ścianami i strukturami wewnętrznymi, aby umożliwić slicerom przetwarzanie każdej warstwy w jednej ścieżce w zamkniętej pętli. Takie podejście umożliwia rozpoczynanie i zatrzymywanie drukowania w tym samym miejscu, eliminując potrzebę podróżowania. Bambu Studio oferuje specjalny tryb o nazwie "Spiral vase,", który drukuje zamkniętą pętlę, stale podnosząc oś Z, dodatkowo usuwając punkty początkowe/końcowe dla każdej warstwy (Uwaga: nie wszystkie modele nadają się do drukowania w "Spiral vase").
¶ Ustawienie Bambu Studio dla modeli RC
Możesz zapoznać się z naszym samouczkiem na temat korzystania z Bambu Studio, ponieważ jest ono ogólnie łatwe i intuicyjne w obsłudze.
Domyślne ustawienia większości drukarek 3D nie są zoptymalizowane pod kątem drukowania modeli RC. Aby uzyskać najlepsze rezultaty podczas drukowania modeli RC, konieczne jest odpowiednie dostosowanie ustawień slicera. Poniższe ustawienie pomaga Bambu Studio poprawnie rozpoznać i pociąć model RC.
¶ Ustawienia
| Ustawienia | Active Foaming PLA | Passive Foaming PLA | |
|---|---|---|---|
| Obowiązkowe | |||
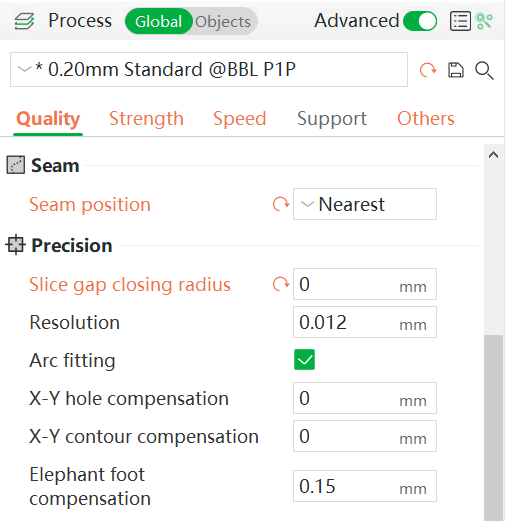
| Precision->Slicing gap closing radius | 0 | 0 | |
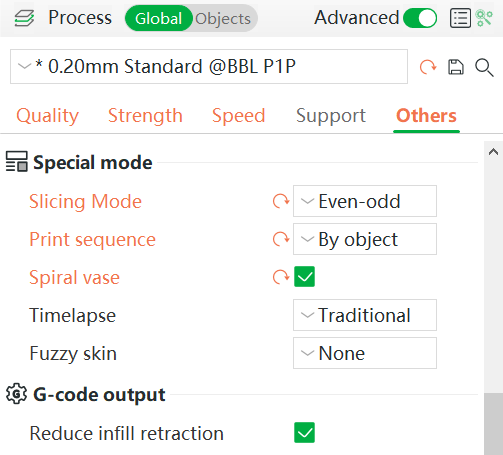
| Others / Special Mode / Slicing Mode | Even-odd | Even-odd | |
|
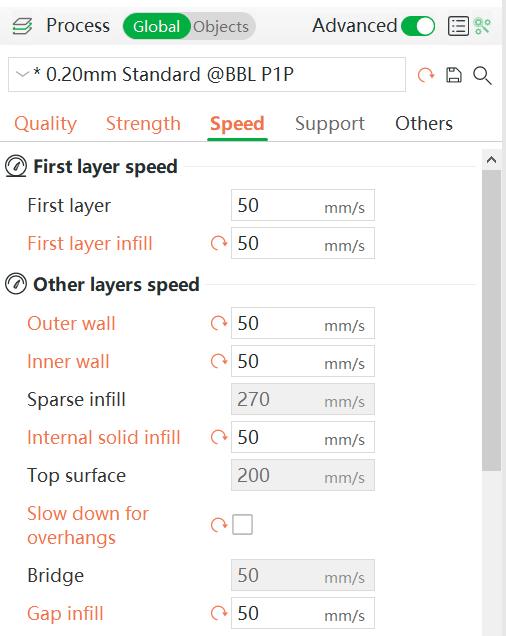
Speed / First layer speed / First Layer Infill Speed / Other layer speed / Outer wall |
~50mm/s | ~50mm/s | |
| Speed / Other layer speed / Slowdown for Overhangs | niezaznaczony | niezaznaczony | Dla stałej prędkości druku. |
| Filament setting/ Filament / Layer temperature | Według specyfikacji | ~230℃ | Ustaw temperaturę pierwszej warstwy o 10 ℃ wyższą niż drugiej warstwy. |
| Filament setting/ Filament / Flow ratio | ~0.6 245℃ | ~1 | W zależności od specyfikacji filamentu, zmień zgodnie z ustawioną temperaturą. |
| Opcjonalne | |||
| Line width (Szerokość linii) | >0.4mm | >0.4mm | Lub zgodnie ze wskazówkami projektanta modelu. Zwiększenie szerokości linii radykalnie zwiększa wytrzymałość. |
| Layer height (Wysokość warstwy) | 0.15~0.25mm | 0.15~0.25mm | Niższa wysokość warstwy zwiększa przyczepność warstwy. |
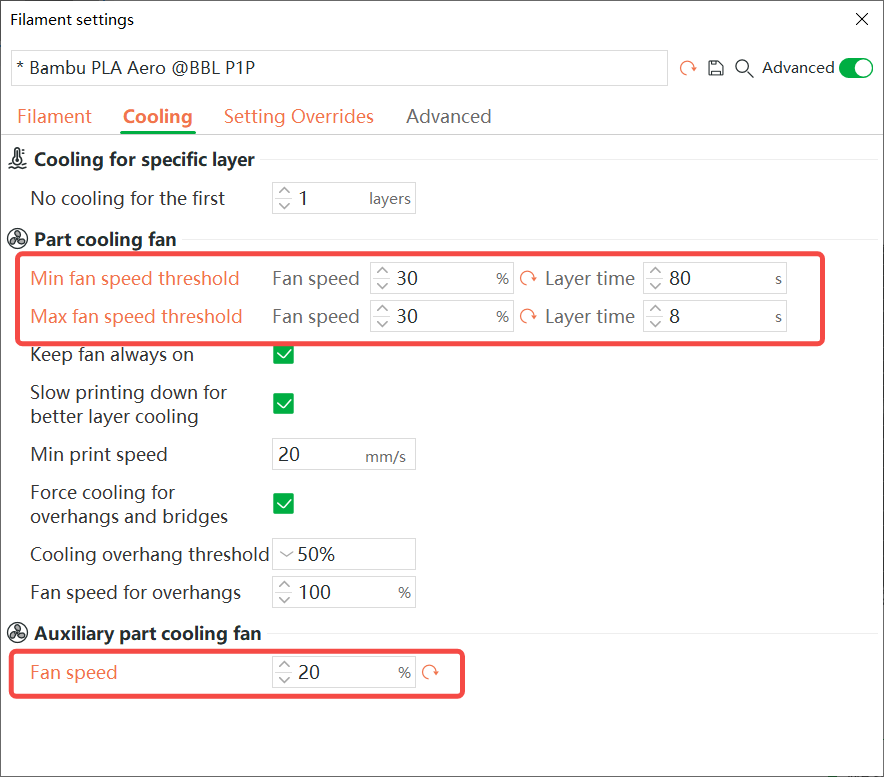
| Filament setting / Cooling / Fan speed | 20% | <50% | Dostosuj odpowiednio prędkość pomocniczego wentylatora chłodzącego, w zależności od tego, czy maszyna jest zamknięta |
Proszę zapoznać się z poniższymi ustawieniami.
¶ Profil druku dla modelu Spiral Vase
Konkretne ustawienia parametrów:
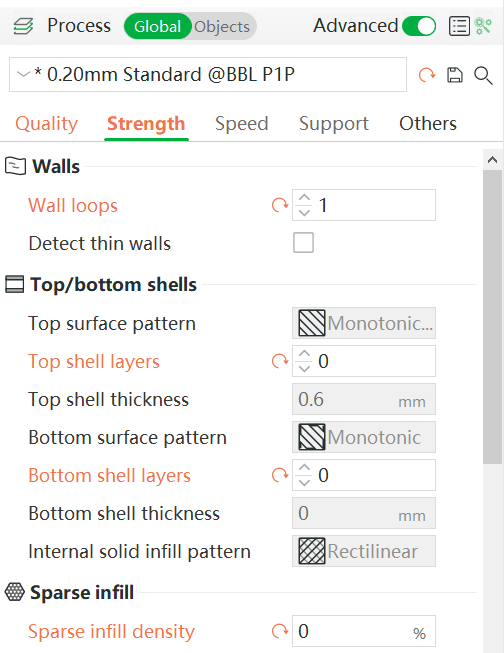
| Zamknij promień zamknięcia szczeliny plasterka i wybierz „Classic” w generatorze ścian (Wall generator) | Ustaw liczbę pętli ściennych na 1; Ustaw liczbę górnych/dolnych warstw powłoki na 0; Ustaw gęstość rzadkiego wypełnienia na 0%; |
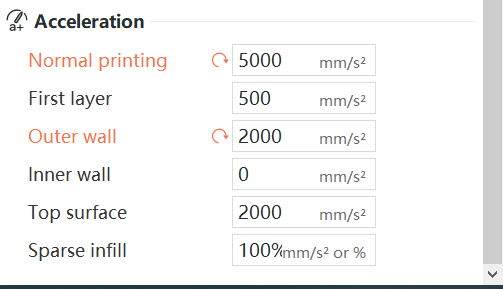
Ustaw wszystkie prędkości drukowania na takie same i wyłącz opcję „Slowdown for Overhang”; Zmniejsz odpowiednio przyspieszenie drukowania; |
Wybierz tryb krojenia "Even-odd"; Włącz "Spiral vase"; Wybierz kolejność druku "by object" (jeśli chcesz wydrukować wiele modeli na jednej płycie). |
 |
 |
  |
 |
¶ Profil wydruku dla trybu innego niż “Spiral Vase”
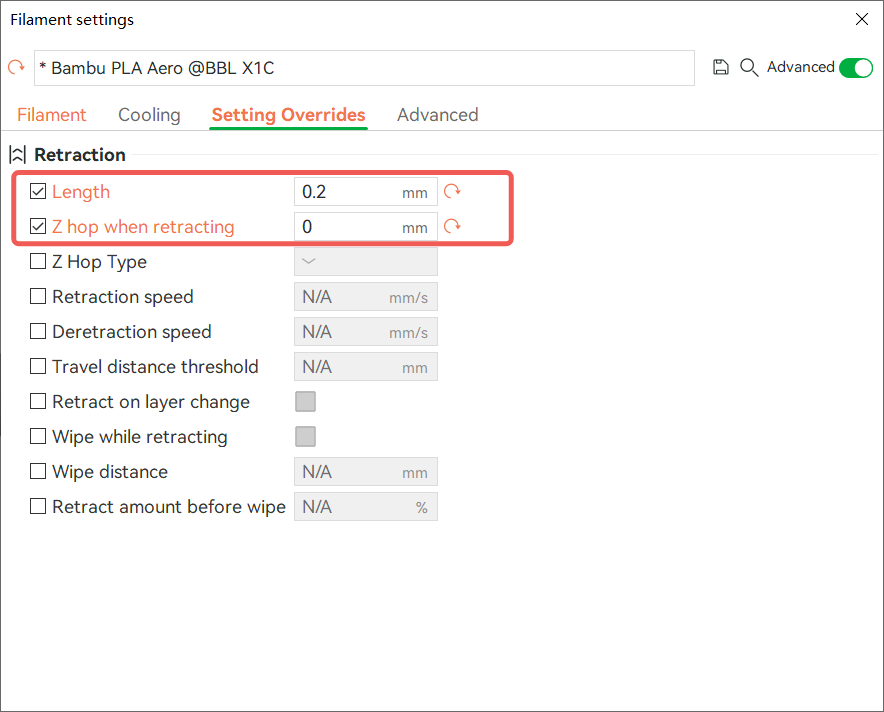
W przypadku niektórych modeli RC cięcie spiralą z pojedynczą pętlą może spowodować utratę szczegółów, dlatego nie zaleca się używania trybu "Spiral Vase", ale należy dostosować parametry. Jednak większość parametrów jest taka sama jak konfiguracja w trybie wazonu spiralnego, wystarczy zmodyfikować następujące elementy:
| Zmniejsz lub wyłącz wycofanie; Wyłącz Z hop | Dostosuj pozycję szwu zgodnie z wynikiem krojenia, zwykle wybierz opcję "Nearest". |
 |
 |
¶ Profil materiału
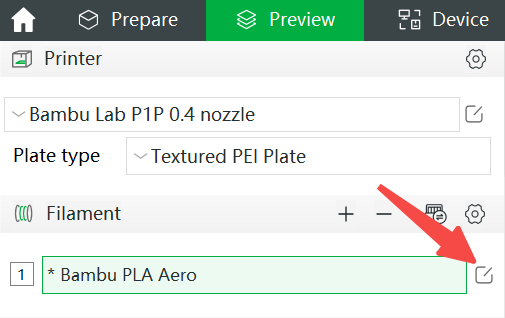
| Wybierz filament PLA Aero i kliknij Edit Preset |
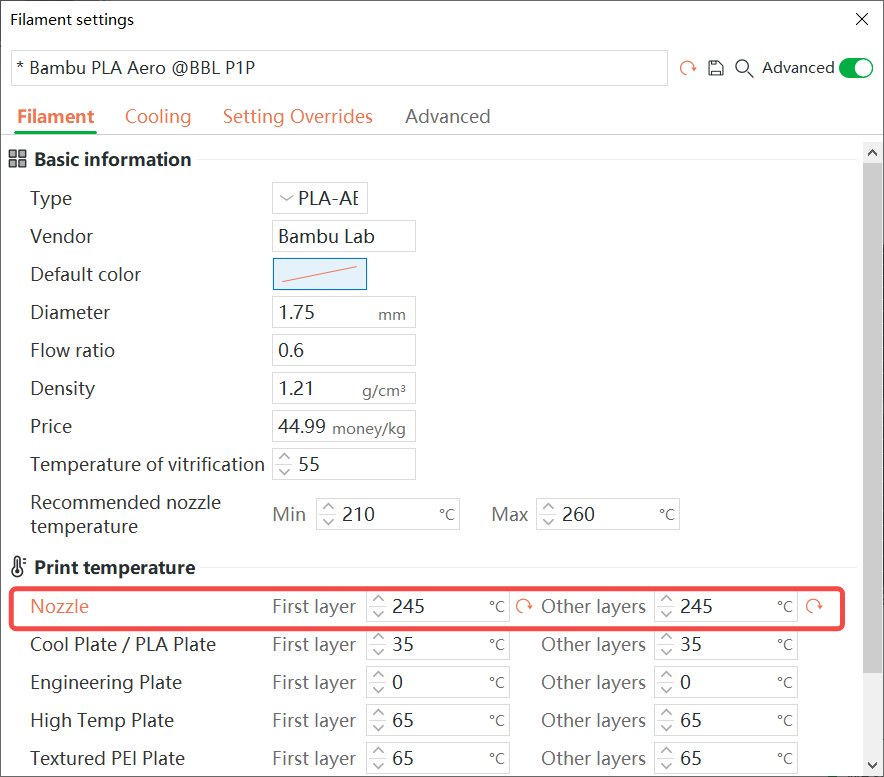
Podczas drukowania z pieniącego PLA należy ustawić natężenie przepływu i temperaturę dyszy zgodnie ze specyfikacją, zazwyczaj ustawiony na współczynnik przepływu = 0,6 (domyślnie), temperatura dyszy = 245 ℃. W pewnym zakresie, im wyższa temperatura druku, tym większy stopień spieniania PLA Aero. Dlatego gęstość modelu druku można regulować, dostosowując temperaturę drukowania, współczynnik przepływu itp. Ogólnie rzecz biorąc, gęstość modelu maleje wraz ze wzrostem temperatury druku i spadkiem współczynnika przepływu. |
Ustaw prędkość wentylatora na niską wartość procentową (≤ 30%). |
 |
 |
 |
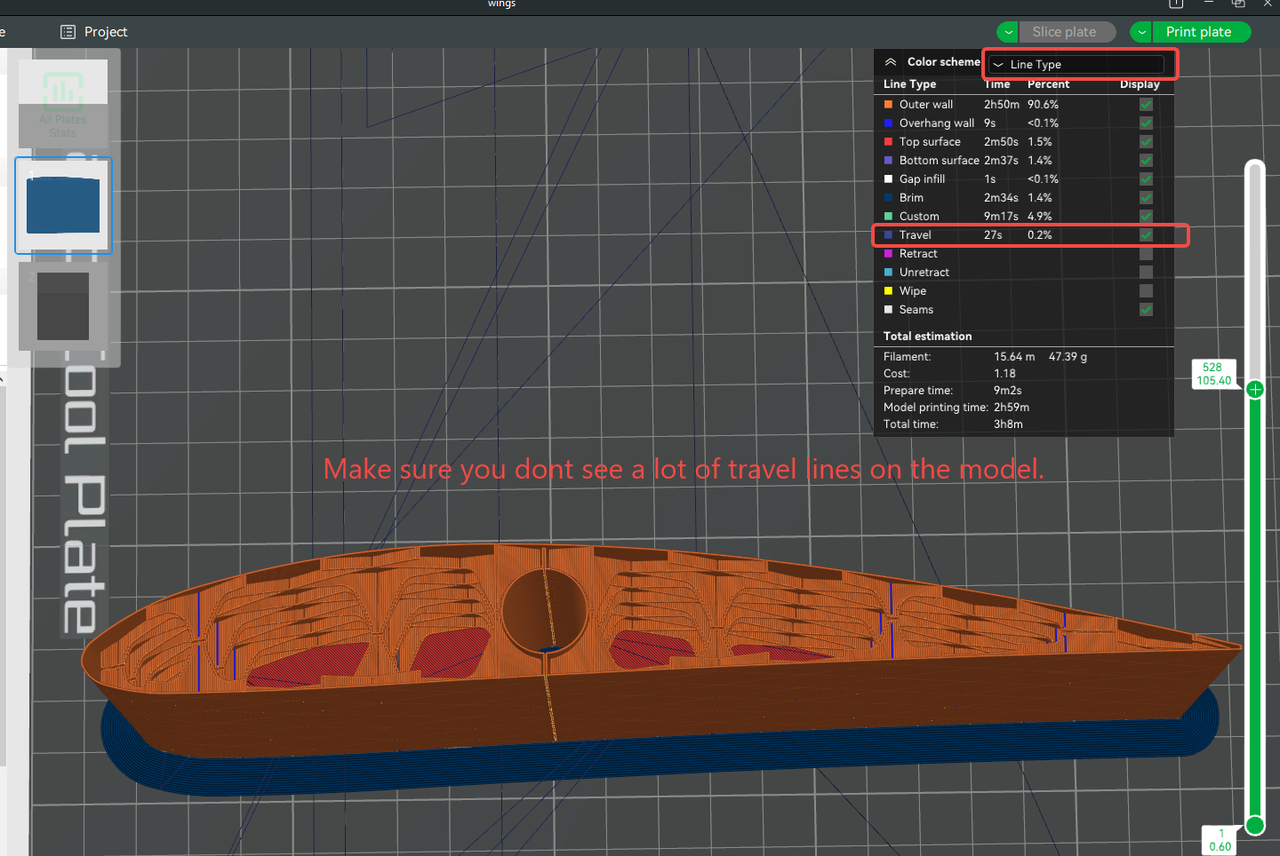
Przed drukowaniem dokonaj ostatecznej kontroli, upewnij się, że na modelu nie ma linii ruchu (ciemnoniebieskich linii). Możesz także użyć poziomego paska slicera, aby zobaczyć kolejność drukowania w każdej warstwie, upewnij się, że pętla jest zamknięta.
¶ Rozpocznij drukowanie
Podczas korzystania z PLA Aero z AMS może czasami wystąpić awaria podawania, więc spróbuj podać go, umieszczając go na uchwycie z tyłu drukarki. PLA Aero ma niższą wytrzymałość niż standardowy PLA i istnieje prawdopodobieństwo poślizgu przekładni i filamentu podczas podawania poprzez AMS.
Pamiętaj, aby wysuszyć filament przed drukowaniem (patrz Procedura oraz pliki 3mf do suszenia filamentu na stole drukarki z serii X1), jeśli czas drukowania przekracza 4 godziny, proszę umieścić filament i skuteczny środek osuszający w hermetycznym pojemniku do użycia.
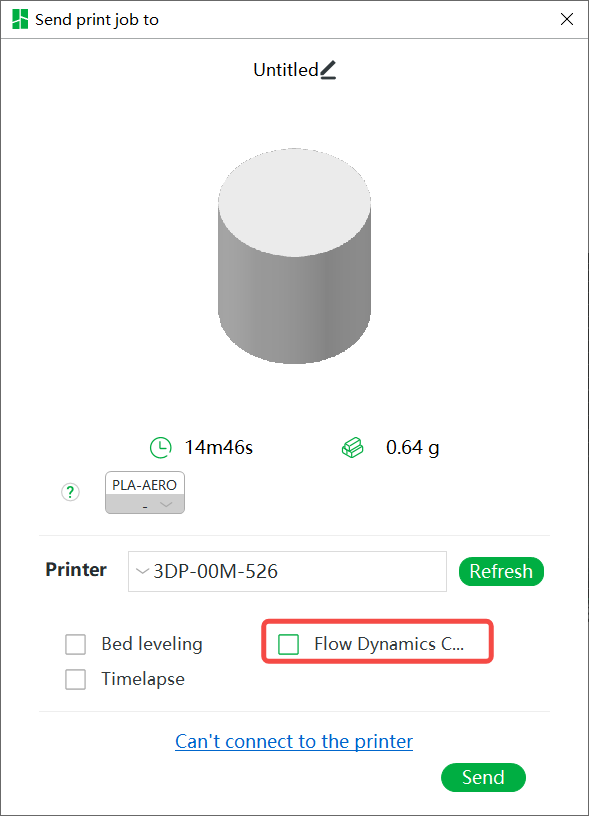
Przed wysłaniem zadania drukowania odznacz w oknie opcję Flow Dynamic Calibration. Kalibracja natężenia przepływu pieniącego PLA w X1C może nie pozwolić na uzyskanie dokładnej wartości kalibracyjnej, ponieważ jego reakcja dynamiczna znacznie różni się od reakcji zwykłych materiałów i istnieje duże ryzyko powstawania sznurków i wyciekania podczas drukowania linii kalibracyjnej.
¶ Podsumowanie
Mimo że drukowanie z pieniącego PLA wymaga mniejszych prędkości, dokładne wytłaczanie, kształtowanie danych wejściowych i solidna rama CoreXY drukarki Bambu Lab X1C nadal zapewniają doskonałą jakość druku, mimo że nie wykorzystuje się pełnego potencjału drukarki.
Niektóre wczesne modele RC mogą nie być zaprojektowane do pracy z tym specjalnym trybem. Możesz spróbować pokroić je przy ustawieniach domyślnych i wydrukować na zwykłym PLA.
Wstępne ustawienia PLA Aero można pobrać, klikając poniższy link. Możesz „Otworzyć” jedno z nich i „Importować” swoje modele, aby uzyskać ustawienia wstępne w Bambu Studio. Należy jednak pamiętać, że te parametry nie są odpowiednie dla wszystkich modeli drukarskich i filamentów, należy dokonać pewnych dostosowań w zależności od aktualnej sytuacji i potrzeb.
Profil PLA Aero (tryb Spiral Vase)
Profil PLA Aero (tryb non-Spiral Vase)
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.