¶ Krok 1: Przygotowanie przed wydrukiem
¶ (1) Przygotowanie filamentów
Wybierz TPU o odpowiedniej twardości. W branży dostępne są różne poziomy twardości TPU. Tutaj są wymienione w kolejności malejącej: 77D > 55D > 95A > 85A > 83A > 80A > 75A > 70A. Wśród nich TPU o poziomach twardości 77D i 55D są uważane za dość twarde i można je z powodzeniem drukować za pomocą Bambu AMS i drukarek.
TPU o poziomach twardości 95A, 85A, 83A, i 80A są umiarkowanie twarde i można je drukować przy użyciu drukarek Bambu (wyższy poziom twardości wiąże się z mniejszym ryzykiem błędów drukowania). Należy jednak pamiętać, że używanie Bambu AMS do drukowania z tych filamentów może prowadzić do wygięcia wnętrza AMS, co może skutkować awarią podawania filamentu.
Z drugiej strony, z TPU o twardości 75A, 70A, i niższej nie należy drukować na drukarkach Bambu. Te bardziej miękkie TPU są podatne na spłaszczanie przez koło ekstrudera, co może powodować problemy z zatykaniem.
Wysusz filament. Użyj pieca nadmuchowego (zalecane) lub drukarki Bambu X1/X1C, aby wysuszyć filament i zapobiec problemom związanym z wilgocią, takim jak nadmierne nitkowanie lub sączenie w drukowanych modelach. W poniższej tabeli znajdują się zalecane parametry suszenia:
| Piec nadmuchowy | Drukarka Bambulab X1/X1C | |||||
| Filament | Temperatura / ℃ | Czas / h | Temperatura podłoża / ℃ | Czas / h | Częstotliwość odwracania / h | Pokrywa |
| TPU | 65 - 75 | 8 | 80 - 90 | 12 | Co 6 | Pudełko na filamenty / PC Box |
¶ Małe uwagi:
(1) W przypadku korzystania z pieca do suszenia filamentów, zaleca się stosowanie pieca z wymuszonym obiegiem powietrza o wystarczającej pojemności. Upewnij się, że szpula z filamentem znajduje się jak najdalej od strefy grzewczej, aby zapewnić równomierny rozkład temperatury i zapobiec deformacji lub uszkodzeniu szpuli i filamentu z powodu miejscowego przegrzania.
(2) Podczas suszenia filamentu w drukarkach X1 lub X1C konieczne jest przykrycie szpuli filamentu oryginalnym pudełkiem lub pudełkiem PC (własnego wydruku). Podczas procesu suszenia należy szczelnie zamknąć górną pokrywę i przednie drzwiczki, aby utrzymać wyższą temperaturę wewnątrz pomieszczenia. Dodatkowo w trakcie suszenia zaleca się odwracanie szpuli, aby zapewnić dokładne wysuszenie filamentów. Szczegółowe instrukcje można znaleźć w: Procedura oraz pliki 3mf do suszenia filamentu na stole drukarki z serii X1
(3) W przypadku określonych TPU (77D i 55D), które można drukować za pomocą AMS, umieść wysuszony filament w AMS i włóż świeży środek osuszający. Na koniec zamknij szczelnie AMS, aby zapobiec wchłanianiu wilgoci przez filament podczas procesu drukowania.
W przypadku filamentu TPU, z którego nie można drukować za pomocą AMS, umieść wysuszony filament w szczelnym pudełku z rolką i włóż świeży środek osuszający. Następnie zamknij pudełko, aby zapobiec wchłanianiu wilgoci przez filament podczas drukowania. Rolka pomaga zmniejszyć opór podawania i zapobiega nieprawidłowościom w podawaniu spowodowanym nadmiernym oporem.
¶ (2) Wybór drukarki i akcesoriów
| Drukarka | AMS & AMS lite | Dysza | Płyta | Klej | |
| X1C, X1, P1S, P1P, A1 mini itp. |
Kompatybilne: TPU o twardości 77D, 55D, lub wyższej
|
Niekompatybilne: TPU o twardości 95A, 85A, 83A, 80A, lub niższej | 0.2 mm: Niezalecana 0.4 mm: zalecana 0.6 mm, 0.8 mm: Niezalecana |
Kompatybilne: Bambu Cool Plate, PLA Plate, Bambu Engineering Plate, High-Temperature Plate, Textured PEI Plate | Kompatybilne: Glue Stick, Liquid glue |
¶ Krok 2: Ustawienia parametrów
¶ (1) Ustawienia parametrów drukowania
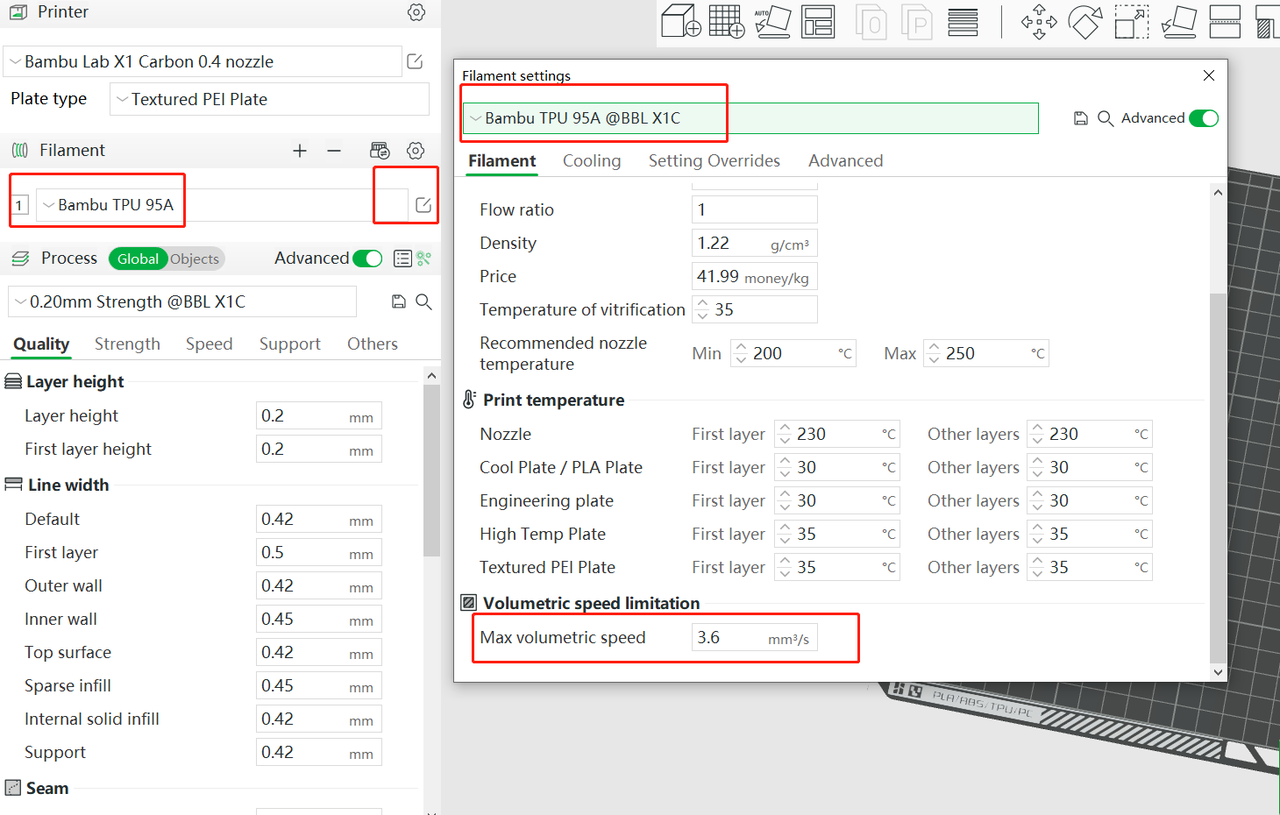
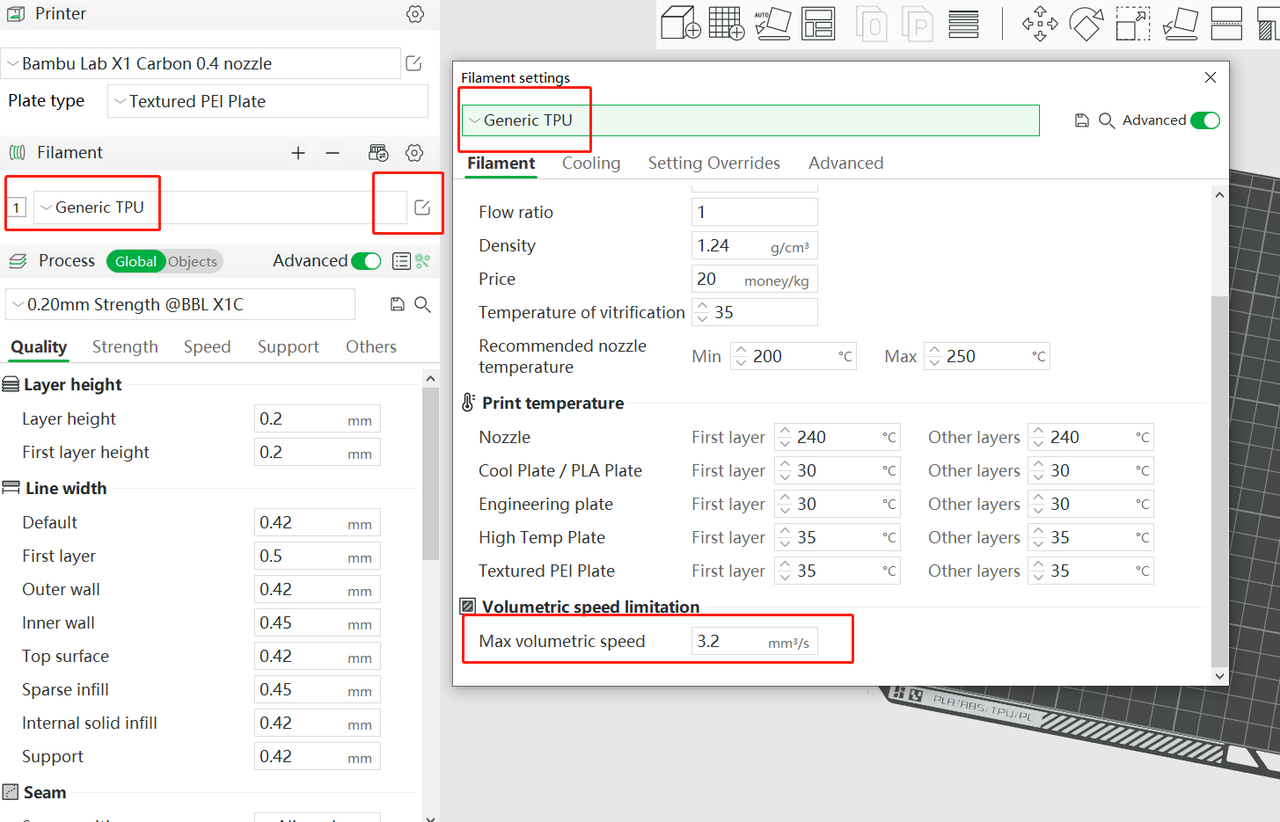
W przypadku TPU od Bambu zaleca się użycie dyszy 0,4 mm i odpowiedniego ustawienia wstępnego Bambu TPU. W przypadku TPU innych firm zaleca się użycie dyszy 0,4 mm i wybranie ustawienia wstępnego Generic TPU z niższą maksymalną prędkością objętościową (prędkością drukowania). Jeśli TPU innej firmy ma twardość 95 A lub wyższą i/lub jest określony jako TPU o dużej prędkości, możesz rozważyć użycie ustawienia wstępnego Bambu TPU i na tej podstawie nieznaczne zwiększenie wartości „max volumetric speed”.
Należy pamiętać, że TPU jest podatny na awarie podawania lub problemy z zatykaniem przy wyższych prędkościach drukowania. Jeśli nie masz pewności, czy TPU może być drukowany z dużą szybkością, zaleca się, jeśli to możliwe, użycie niższej prędkości drukowania.
¶ (2) Układ modelu
TPU jest podatny na rozciąganie, dlatego ważne jest, aby unikać nadmiernych podróży. Oznacza to, że należy unikać umieszczania wielu modeli na płycie i drukowania warstwami, a raczej wybrać płytę, na której będzie umieszczony tylko jeden lub kilka modeli i drukować według obiektu.
.png)
.png)
¶ Step 3: Post-Processing po skończeniu wydruku
¶ (1) Usuwanie modeli z platformy roboczej
Ogólnie rzecz biorąc, TPU wykazuje silną przyczepność do płyty roboczej, co utrudnia usuwanie modeli o dużym dnie. W takich przypadkach należy unikać używania nadmiernej siły, aby zapobiec uszkodzeniu modelu lub platformy roboczej. Zamiast tego lekko unieś jeden róg modelu, aby utworzyć szczelinę i spryskaj ją alkoholem. Następnie możesz ostrożnie zdjąć model.
¶ (2) Postępowanie z nitkowaniem na modelach
Suszenie filamentu TPU przed drukiem jedynie zmniejszy ilość nitek na wydrukach, ale nie wyeliminuje ich całkowicie, szczególnie w modelach z dużą ilością podróży głowicy. Aby usunąć nitki z modelu, możesz przedmuchać go gorącym powietrzem z suszarki do włosów lub użyć płomienia zapalniczki, aby szybko spalić miejsce nitkowania. Należy jednak zachować ostrożność, aby nie zrobić sobie krzywdy i nie uszkodzić modelu.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.