Drukarka serii P1 wymaga konserwacji podobnie jak inne drukarki 3D. Oto kilka zaleceń dotyczących elementów, które należy okresowo sprawdzać, aby zapewnić sprawne działanie drukarki.
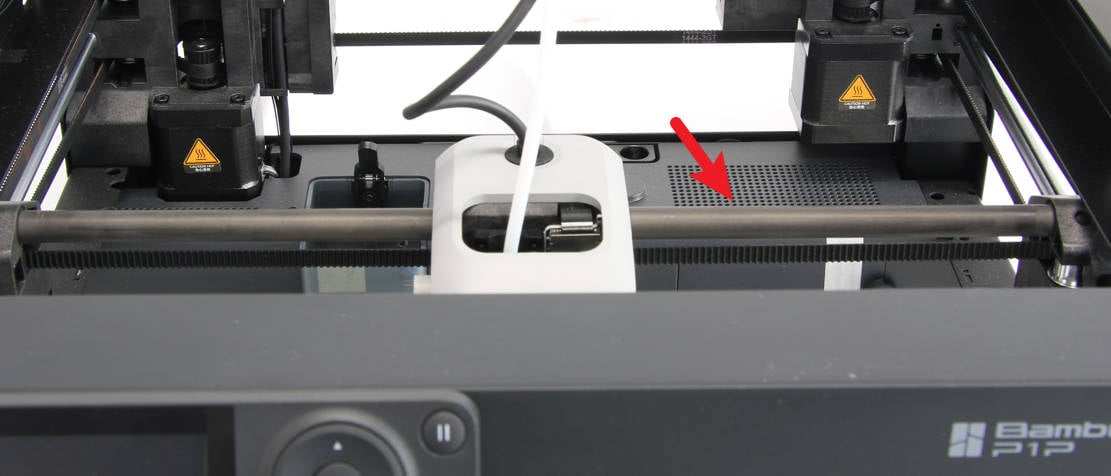
¶ Pręty węglowe osi X
Chociaż pręty węglowe stosowane w osi X nie wymagają smarowania ani konserwacji, nadal zaleca się okresowe czyszczenie ich z kurzu i osadów.
¶ Kiedy to zrobić?
Pręty węglowe osi X należy sprawdzać raz w miesiącu pod kątem nagromadzenia się kurzu i cząstek.
¶ Jak to zrobić?
Pręty węglowe osi X można czyścić alkoholem izopropylowym i szmatką niezapylającą. Spryskaj tkaninę niewielką ilością alkoholu izopropylowego i delikatnie potrzyj pręty węglowe, aby usunąć wszelkie zanieczyszczenia.
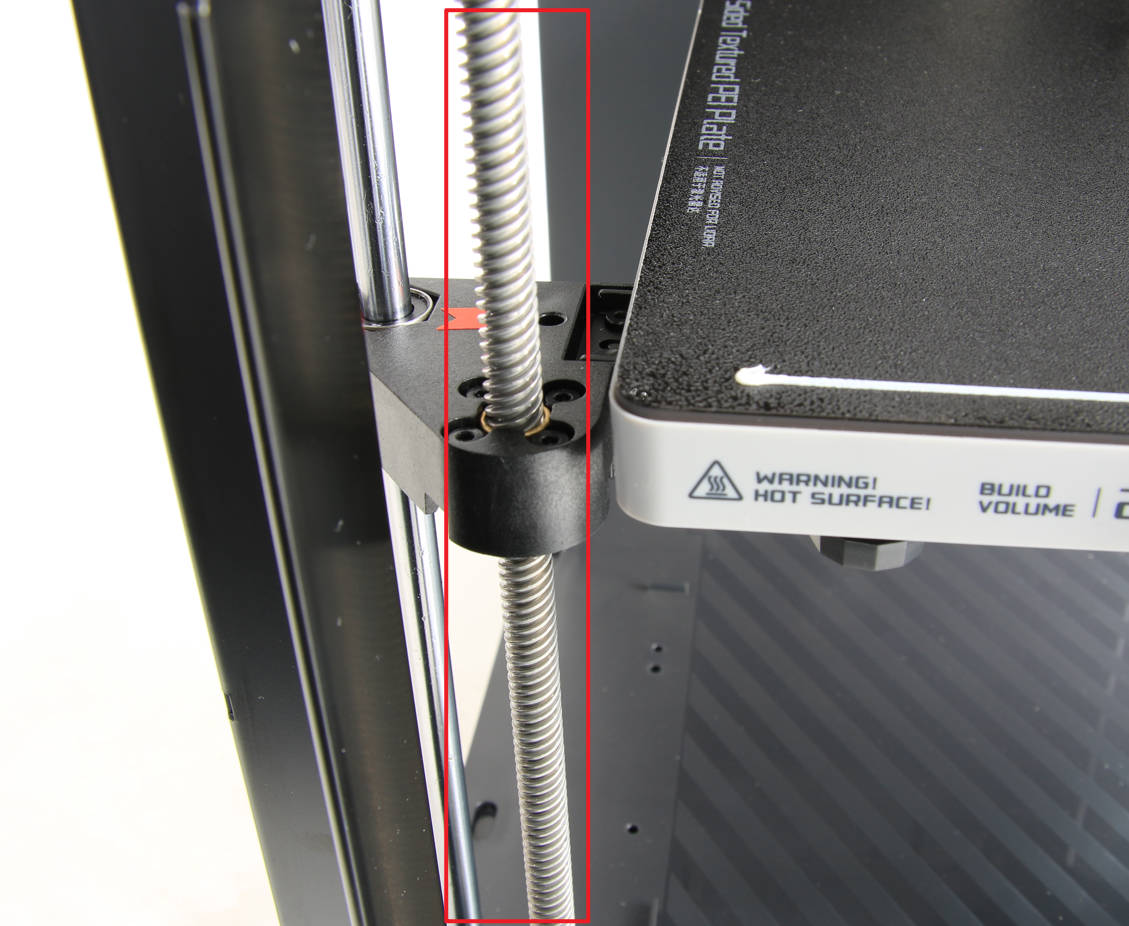
¶ Śruby pociągowe osi Z
Trzy śruby pociągowe osi Z wymagają regularnego smarowania. Służą do przesuwania podgrzewanego stołu w osi Z, a odpowiednie nasmarowanie zapewni im płynną pracę.
¶ Kiedy to zrobić?
Śruby pociągowe osi Z należy sprawdzać i smarować co trzy miesiące.
¶ Jak to zrobić?
Przed nasmarowaniem śrub pociągowych osi Z, pierwszym krokiem będzie oczyszczenie ich z kurzu lub cząstek plastiku.
Następnym krokiem jest użycie smaru i nałożenie cienkiej warstwy na śruby pociągowe. Gdy stół jest już w pozycji wyjściowej, nałóż cienką warstwę smaru, a następnie przesuń go w niższe położenie.
Nałóż kolejną cienką warstwę smaru na śruby pociągowe osi Z i ponownie ustaw drukarkę w pozycji wyjściowej.
Możesz powtórzyć proces ruchu kilka razy, aby zapewnić równomierne rozprowadzenie smaru na śrubach pociągowych osi Z. Po zakończeniu usuń nadmiar smaru, który zebrał się w pobliżu nakrętek śrub pociągowych.
Proszę zapoznać się także z artykułem Jak nasmarować śruby pociągowe.
W łączniku można zastosować smar serii BX-300/F, ale można zastosować inne alternatywne środki smarne. Popularnym środkiem smarnym jest smar silikonowy Super Lube 92003 z PTFE lub biały smar litowy Lucas Oil 10533, który powinien działać podobnie.
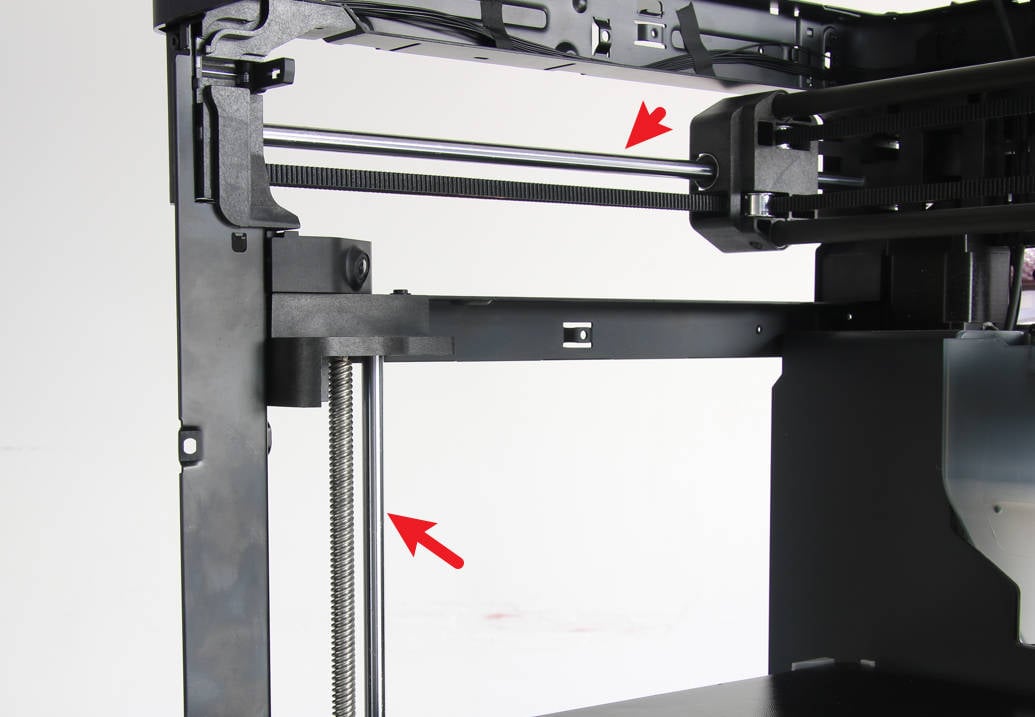
¶ Pręty i łożyska liniowe osi Y i Z
Aby zapewnić płynny ruch, P1P wykorzystuje łożyska LMU8 i pręty liniowe 8 mm. Łożyska są nasmarowane fabrycznie, aby zapobiec rdzy i przedłużyć żywotność, jednak w przypadku prętów liniowych zaleca się regularne czyszczenie i konserwację antykorozyjną.
¶ Kiedy to zrobić?
Pręty liniowe osi Y i Z należy sprawdzać raz w miesiącu pod kątem nagromadzenia się kurzu i cząstek. W przypadku stosowania lotnych filamentów, takich jak ABS\ASA, zaleca się czyszczenie prętów co 5 szpul.
Pręty osi Y i Z powinny być zabezpieczane przed korozją co sześć miesięcy.
¶ Jak to zrobić?
Pręty liniowe osi Y i Z można czyścić alkoholem izopropylowym i szmatką niezapylającą. Spryskaj szmatkę niewielką ilością alkoholu izopropylowego i delikatnie potrzyj pręty, aby usunąć wszelkie zanieczyszczenia.
Należy pamiętać, że jeśli czyścisz pręty za pomocą IPA, musisz nałożyć na pręty jednolitą cienką warstwę oleju/smaru, aby zapobiec rdzy. Poza tym należy uważać, aby IPA nie sięgał łożysk osi X i Y.
Jeśli łożysko wydaje nietypowy dźwięk z powodu niewystarczającego smarowania wewnętrznego, można również spróbować nałożyć trochę smaru na łożysko i przesunąć je kilka razy, aby smar wsiąkł i zredukował nietypowy hałas. Ta operacja może być trudna do wykonania, ale nietypowy dźwięk teoretycznie nie będzie miał wpływu na wydajność drukowania, więc można ją zignorować.
Aby uzyskać lepszą wydajność, możesz użyć syntetycznego lekkiego oleju Super Lube 52004.
¶ Zespół ekstrudera
Po dłuższym używaniu drukarki do wnętrza zespołu ekstrudera P1P może przedostać się kurz i inne zanieczyszczenia. Niektóre filamenty generują więcej pyłu niż inne, więc przebieg może się różnić.

¶
Kiedy to zrobić?
Oczyszczenie wnętrza ekstrudera należy przeprowadzić w momencie, gdy na żółtej przekładni widoczne są niewielkie ilości pyłu.
¶ Jak to zrobić?
Najszybszym sposobem oczyszczenia ekstrudera i oczyszczenia ekstrudera z zanieczyszczeń lub pyłu z filamentu jest użycie puszki ze sprężonym powietrzem i przedmuchanie żółtej przekładni.
Można także wyjąć hotend i przedmuchać sprężonym powietrzem pod ekstruder. Powinno to usunąć większość pyłu.
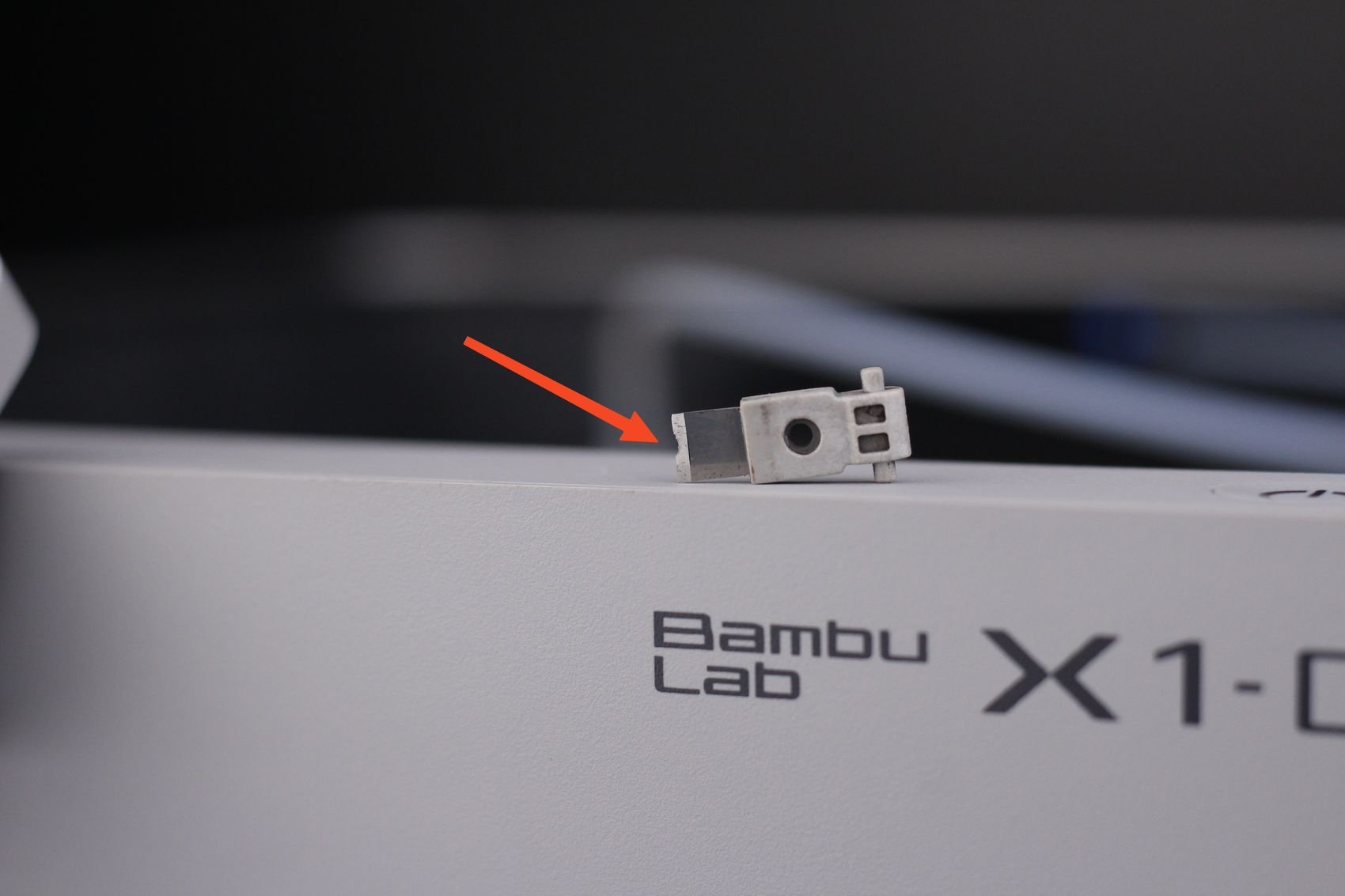
¶ Obcinarka filamentu
Obcinarka filamentu zastosowana w ekstruderze X1 odcina go regularnie podczas jego wymiany. Ostrze może stępić się po wydrukowaniu kilku szpul filamentu, dlatego należy regularnie sprawdzać, czy ostrze jest nadal ostre.
¶ Kiedy to zrobić?
W przypadku zwykłych filamentów, takich jak PLA/PETG/ABS/PC, ostrze należy sprawdzać co 3-5 szpul. Jeśli ostrze jest tępe, wymień je.
W przypadku filamentów ściernych typu PA+CF/PA+GF ostrze tnące może szybciej się stępić, dlatego zalecamy sprawdzenie go po wydrukowaniu 1-2 szpul. Jeśli ostrze jest tępe, wymień je.
¶ Jak to zrobić?
Proces wymiany obcinarki filamentu opisano w tym artykule.
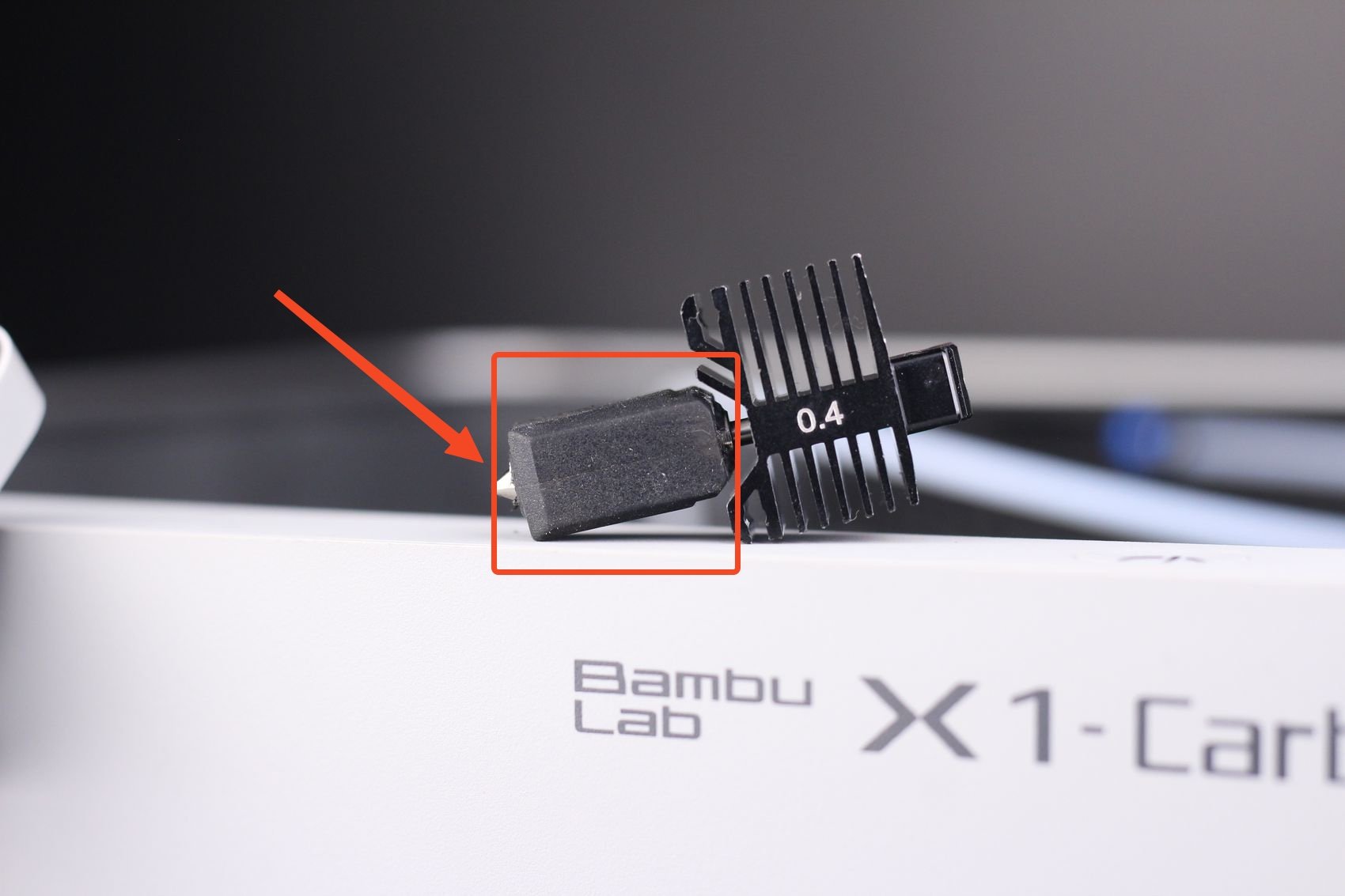
¶ Silikonowa skarpetka hotendu
Silikonowa osłona wokół hotendu pomaga utrzymać stałą temperaturę, jednocześnie chroniąc hotend przed osadzaniem się plastiku podczas drukowania.
¶ Kiedy to zrobić?
Silikonową skarpetę należy wymienić, jeśli widoczne są na niej ślady zużycia lub jeśli silikonowa skarpetka nie jest dobrze przymocowana do hotendu.
¶ Jak to zrobić?
Po prostu zdejmij starą silikonową skarpetę z hotendu i załóż nową.
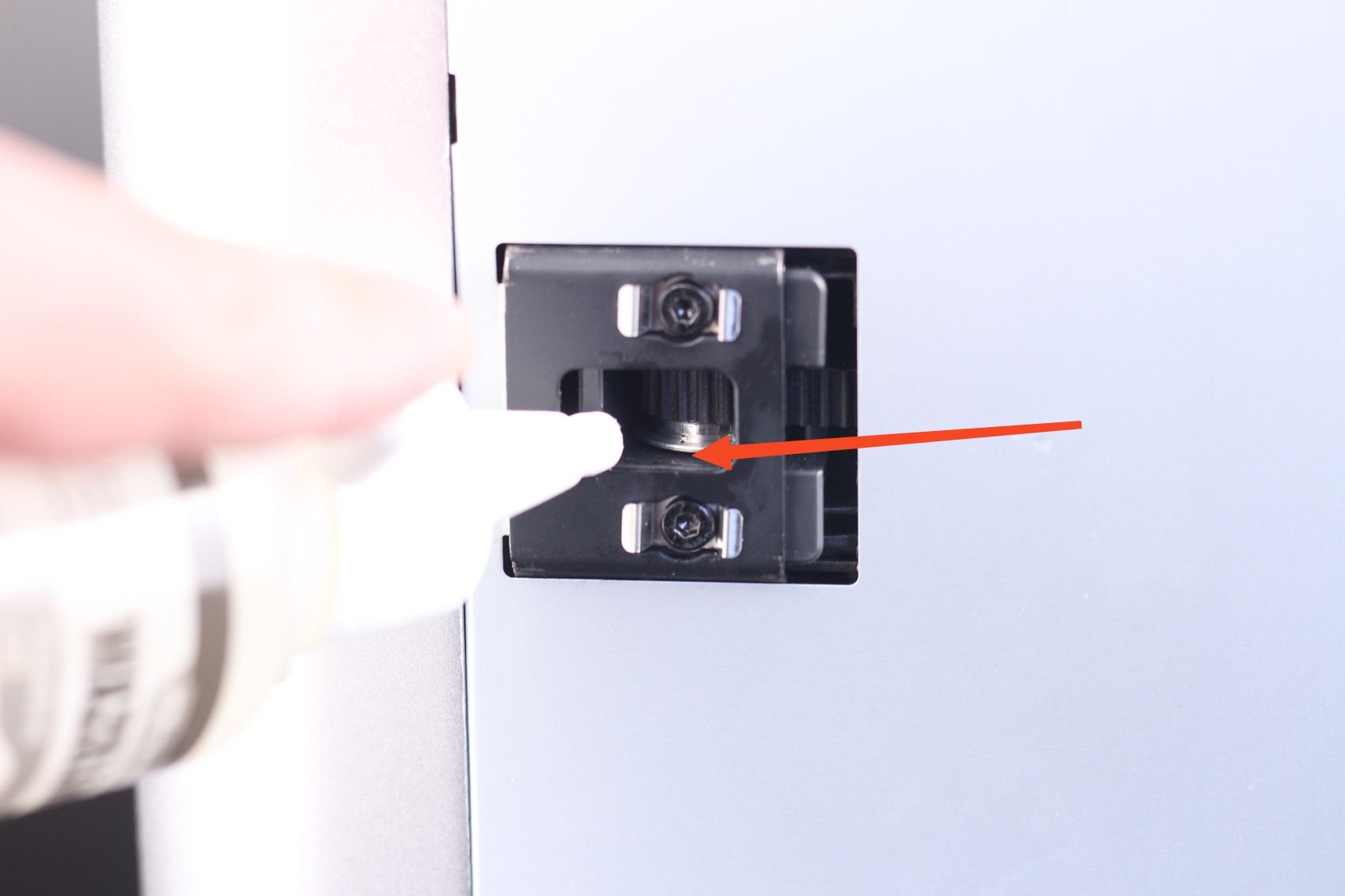
¶ Koło pasowe napinacza
W drukarce zainstalowano wiele kół pasowych napinających. Te koła napinające mają wewnątrz uszczelnione łożyska, które nie wymagają smarowania, ale nadal zalecamy dodanie odrobiny oleju smarowego pomiędzy kołnierzem koła napinającego a plastikowym uchwytem, aby uniknąć skrzypienia. NIE dodawaj smaru do pasków, ponieważ może to spowodować poślizg paska.
¶ Kiedy to zrobić?
Gdy podczas drukowania lub ruchu w osi XY występują odgłosy skrzypienia.
¶ Jak to zrobić?
W razie potrzeby nałóż niewielką ilość oleju smarowego na górę i na dół koła napinającego, w miejscu pomiędzy kołnierzem koła napinającego a plastikowym uchwytem. Aby uniknąć gromadzenia się kurzu, należy unikać dodawania oleju smarowego do kół napinających, jeśli nie słychać odgłosów skrzypienia.
Aby uzyskać lepszą wydajność, możesz użyć syntetycznego lekkiego oleju Super Lube 52004.
¶ Kamera komorowa (opcjonalnie)
Aby zapewnić dobrą widoczność, obiektyw kamery komorowej należy regularnie czyścić.

¶ Kiedy to zrobić?
Zalecamy czyszczenie obiektywu aparatu, gdy obraz jest nieostry lub widocznie zabrudzony. W przypadku drukowania z ABS zalecamy czyszczenie go co tydzień.
¶ Jak to zrobić?
Za pomocą ściereczki z mikrofibry i odrobiny alkoholu izopropylowego delikatnie przetrzyj komorę kamery. Można również zastosować patyczek higieniczny, który ułatwi dotarcie do kamery.
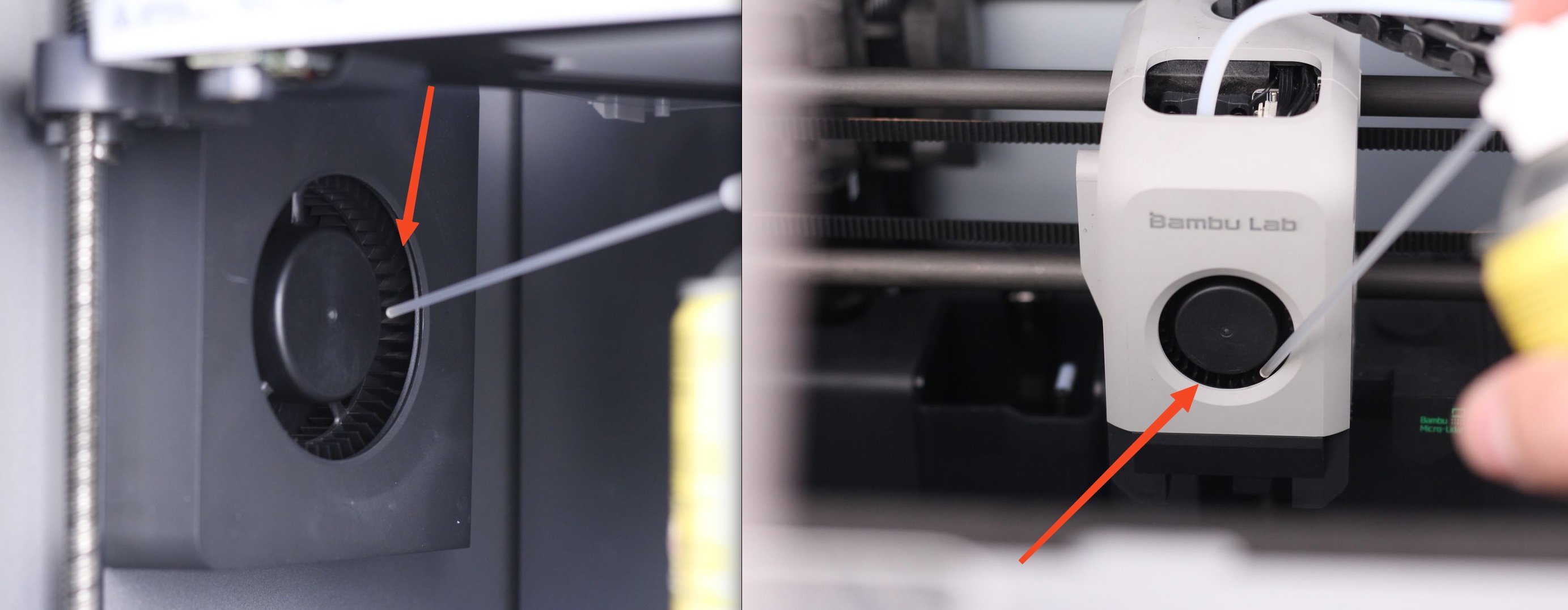
¶ Wentylatory chłodzące wydruk
Istnieją trzy wentylatory, które należy regularnie sprawdzać pod kątem gromadzenia się pyłu i zanieczyszczeń - wentylator hotendu, wentylator przedniej pokrywy i wentylator pomocniczy. Aby zapewnić płynną pracę i długą żywotność, należy je regularnie sprawdzać pod kątem gromadzenia się zanieczyszczeń i kurzu.
¶ Kiedy to zrobić?
Zalecamy sprawdzanie wentylatorów co tydzień w celu oczyszczenia z zanieczyszczeń i kurzu, które mogły zgromadzić się wokół łopatek.
¶ Jak to zrobić?
Gdy drukarka jest wyłączona, zalecamy użycie puszki ze sprężonym powietrzem. Utrzymując łopatki wentylatora na miejscu, użyj sprężonego powietrza, aby przedmuchać łopatki i oczyścić je z kurzu lub zanieczyszczeń.
¶ Wycieraczka dyszy
Wycieraczka dyszy jest ważną częścią drukarek serii X1, którą należy od czasu do czasu sprawdzać, aby upewnić się, że nie jest uszkodzona, a proces czyszczenia przebiega prawidłowo.
¶ Kiedy to zrobić?
Przed rozpoczęciem drukowania należy sprawdzić wycieraczkę dyszy, aby upewnić się, że jest wolna od resztek filamentu i że strona PTFE nie jest uszkodzona. Aby wycieraczka działała prawidłowo, powinna także pozostać w pozycji poziomej.
¶ How to do it?
Jeżeli wycieraczka dyszy jest uszkodzona, zalecamy wymianę zgodnie z artykułem Wiki.
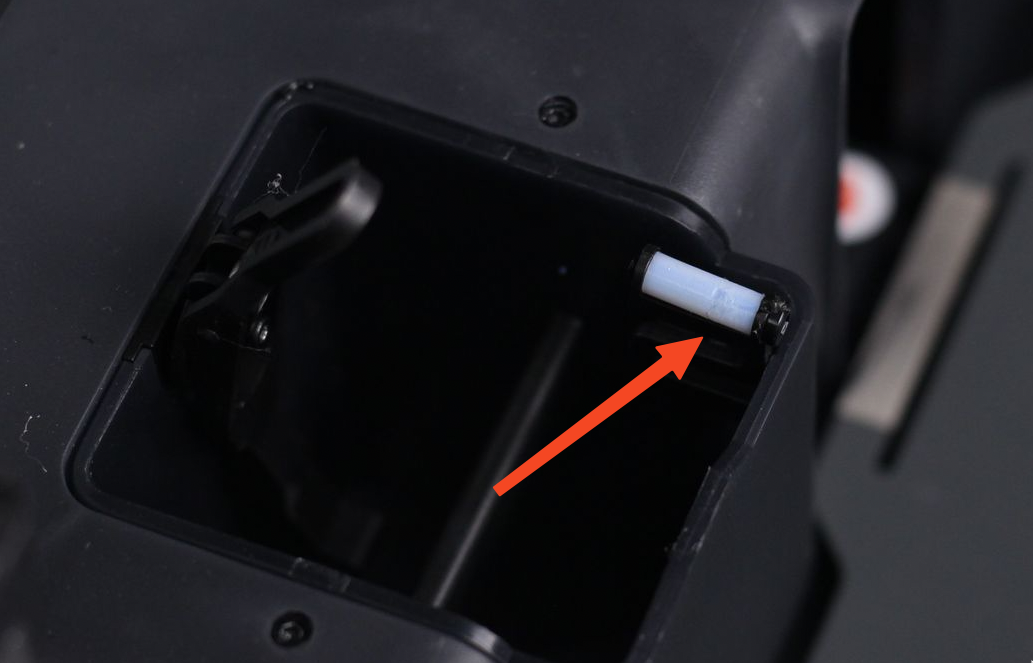
¶ Rurka PTFE
P1P wykorzystuje różne rurki PTFE do prowadzenia filamentu z AMS do ekstrudera. Rurka PTFE jest dość odporna, ale w niektórych przypadkach należy ją wymienić.
¶ Kiedy to zrobić?
Rurkę PTFE należy wymienić, gdy widoczne są na niej wyraźne oznaki zużycia. W większości przypadków wnętrze rurki PTFE może szybko się zużyć podczas drukowania z filamentów ściernych, dlatego zalecamy sprawdzenie po wydrukowaniu około 5 szpul.
W przypadku drukowania ze zwykłych filamentów zalecamy sprawdzenie rurek po około 10 szpulach materiału.
¶ Jak to zrobić?
Wymiana rurki PTFE może być zadaniem szybkim lub dłuższym, w zależności od tego, który odcinek rurki PTFE wymaga wymiany. Sprawdź naszą Wiki, aby uzyskać informacje na ten temat.
¶ Wkład społeczności
Film dotyczący okresowej konserwacji drukarek serii X oraz P (Stworzony przez 3D_Print_Stuff)
W tym artykule opisano niektóre metody i narzędzia konserwacji drukarek serii X i P.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.