¶ Wprowadzenie
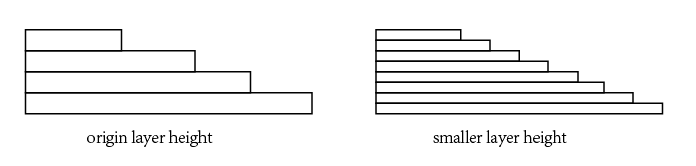
Zwykle po ustawieniu wysokości wydruku w ustawieniach wstępnych procesu, po pokrojeniu otrzymamy model o jednakowej wysokości. Czasami jednak w przypadku niektórych specjalnych modeli, takich jak modele z kulistym wierzchołkiem lub ze zboczem, zadrukowana powierzchnia może nie być wystarczająco gładka, a wrażenie "schodów” na powierzchni modelu jest bardziej oczywiste. Funkcja zmiennej wysokości pomoże to poprawić. Poniższe zdjęcia pokazują różnicę między wysokością jednolitą a wysokością zmienną.

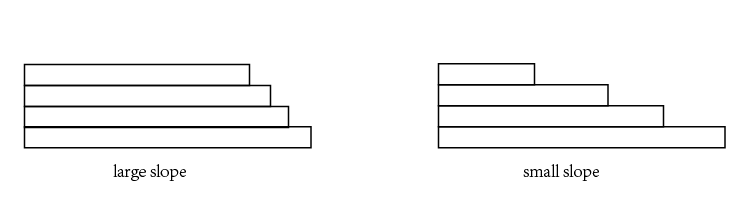
Jak pokazano na rys. 3, przy tej samej wysokości warstwy, im większe nachylenie, tym gładsza powierzchnia modelu. Jeśli wierzchołek modelu ma niewielkie nachylenie, może nie być tak gładki jak środek modelu. Oczywiście, jeśli obniżysz wysokość na wierzchołku, powierzchnia będzie wyglądać lepiej.
Jak wszyscy wiemy, niższa wysokość wymaga dłuższego czasu drukowania, jednak w tym przypadku wystarczy jedynie zmniejszyć wysokość druku lokalnie, pozostałe części pozostają bez zmian. Może to nie tylko zapewnić gładką powierzchnię druku, ale także zaoszczędzić czas drukowania.
¶ Instrukcja postępowania
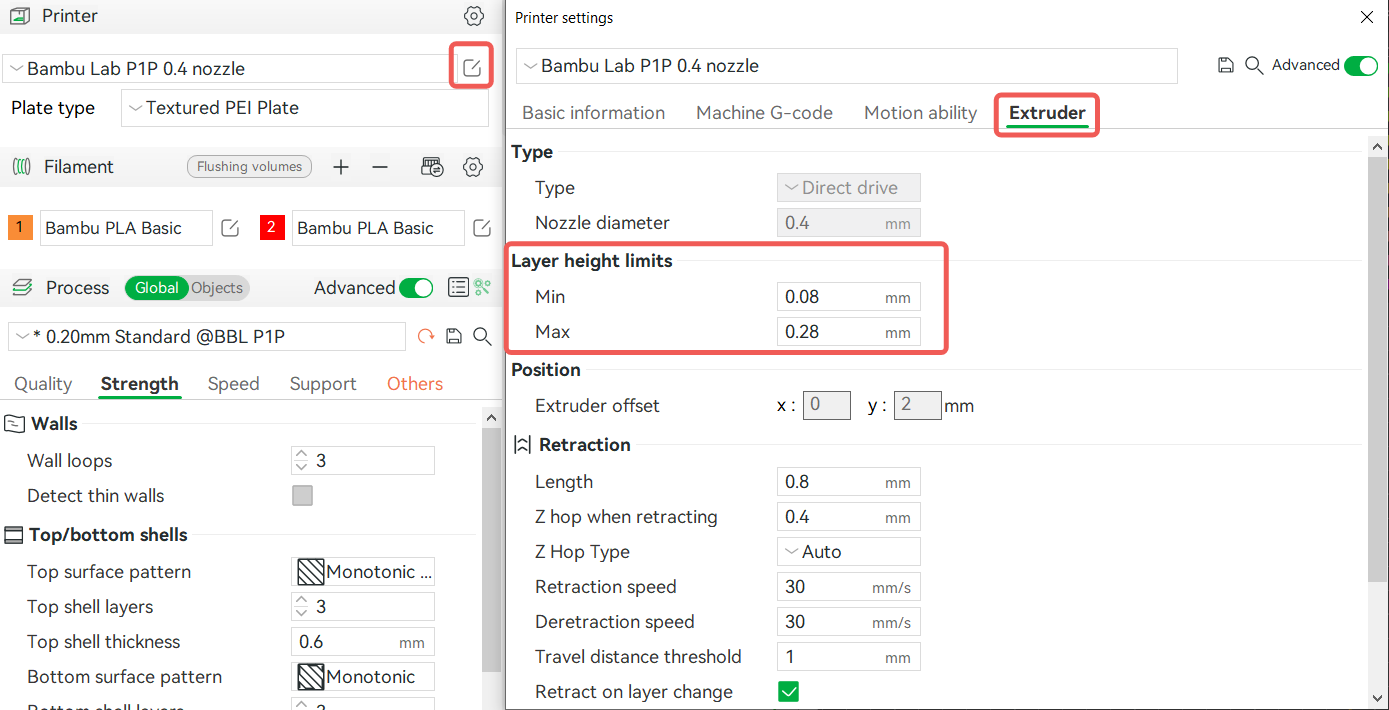
Zakres zmiennej wysokości warstwy mieści się w limitach wysokości ustalonych w parametrach drukarki, przykładowo zakres wysokości dla dyszy 0,4mm wynosi 0,08-0,28 mm, co jest zakresem wysokości naszego testu laboratoryjnego, w którym uzyskaliśmy wyższą jakość wydruku - lepiej go nie modyfikować.
Po wybraniu obiektu możesz włączyć tę funkcję tutaj:
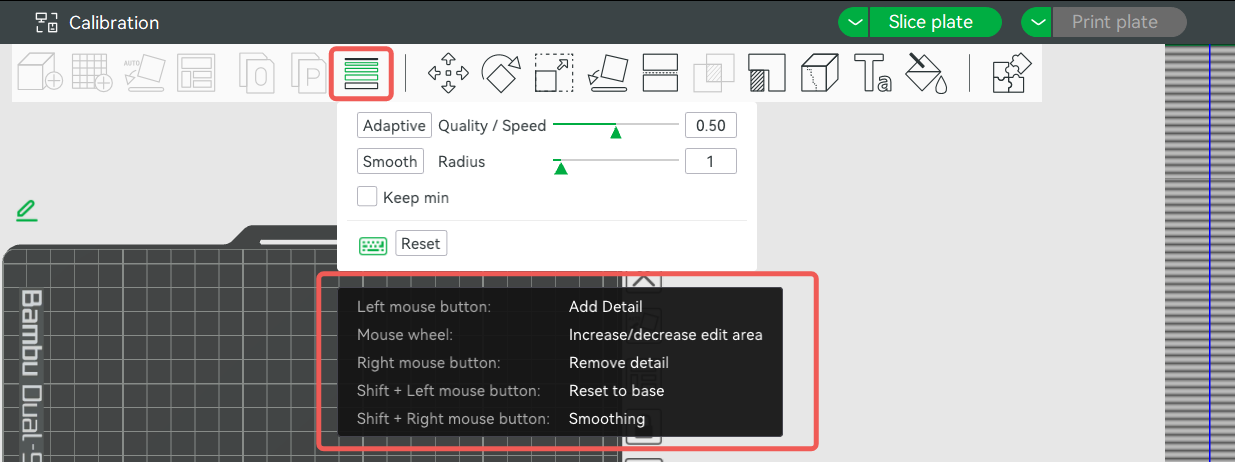
Możesz użyć klawisza skrótu (jak pokazano na rysunku 6) w interfejsie z prawej strony ekranu, aby przeciągnąć wysokość warstwy w różnych zakresach wysokości, jak pokazano na poniższym rysunku:
Możesz także dostosować stosunek jakości do prędkości (suwak Quality/Speed) i kliknąć opcję Adaptive. Automatycznie dostosuje ona wysokość w różnych zakresach w zależności od położenia suwaka. Jeśli przeciągniesz suwak w stronę jakości (quality), oznacza to, że wydrukowany model ma mieć lepszą dokładność, a funkcja automatycznie ustawi więcej części modelu na niższe wysokości warstw. Jeśli przeciągniesz suwak w stronę prędkości (speed), funkcja będzie bardziej skłonna do zwiększenia prędkości drukowania, co oznacza większą część modelu drukowaną z wyższymi wysokościami warstw.
Tryb gładki (Smooth mode): Kliknięcie tej opcji spowoduje wygładzenie przejścia pomiędzy różnymi warstwami. Promień (Radius) odnosi się do szerokości filtra Gaussa. Większy promień filtra sprawi, że krzywa będzie gładsza. Możesz kliknąć wiele razy, aby uzyskać efekt gładkiej krzywej, umożliwiając lepsze przejścia między różnymi warstwami.
Zachowaj min (Keep min): Podczas korzystania z trybu gładkiego minimalna wysokość (zielona część) nie zostanie zmieniona, co oznacza, że minimalna wysokość nie zostanie zmieniona podczas wygładzania krzywej.
¶ Uwaga
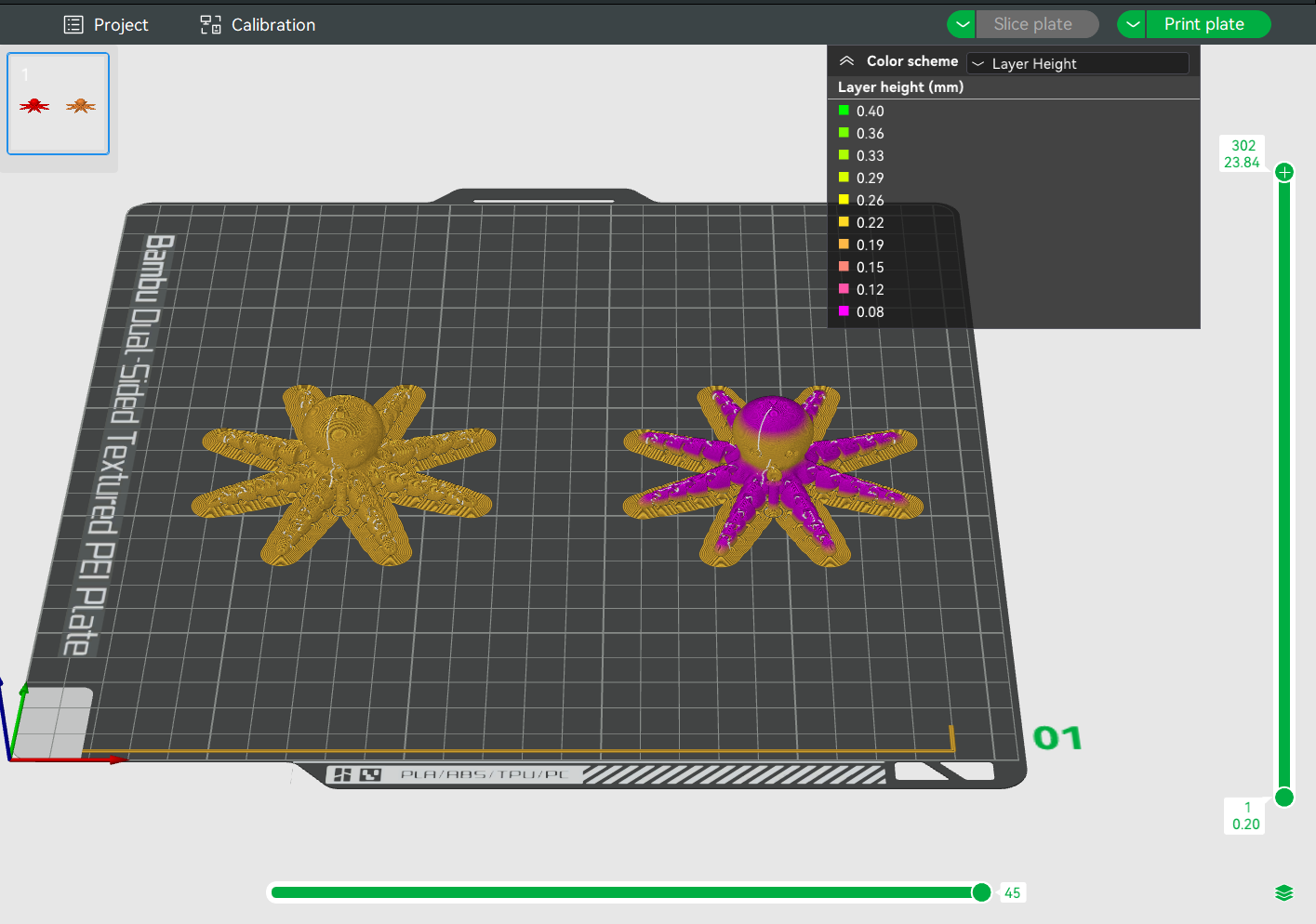
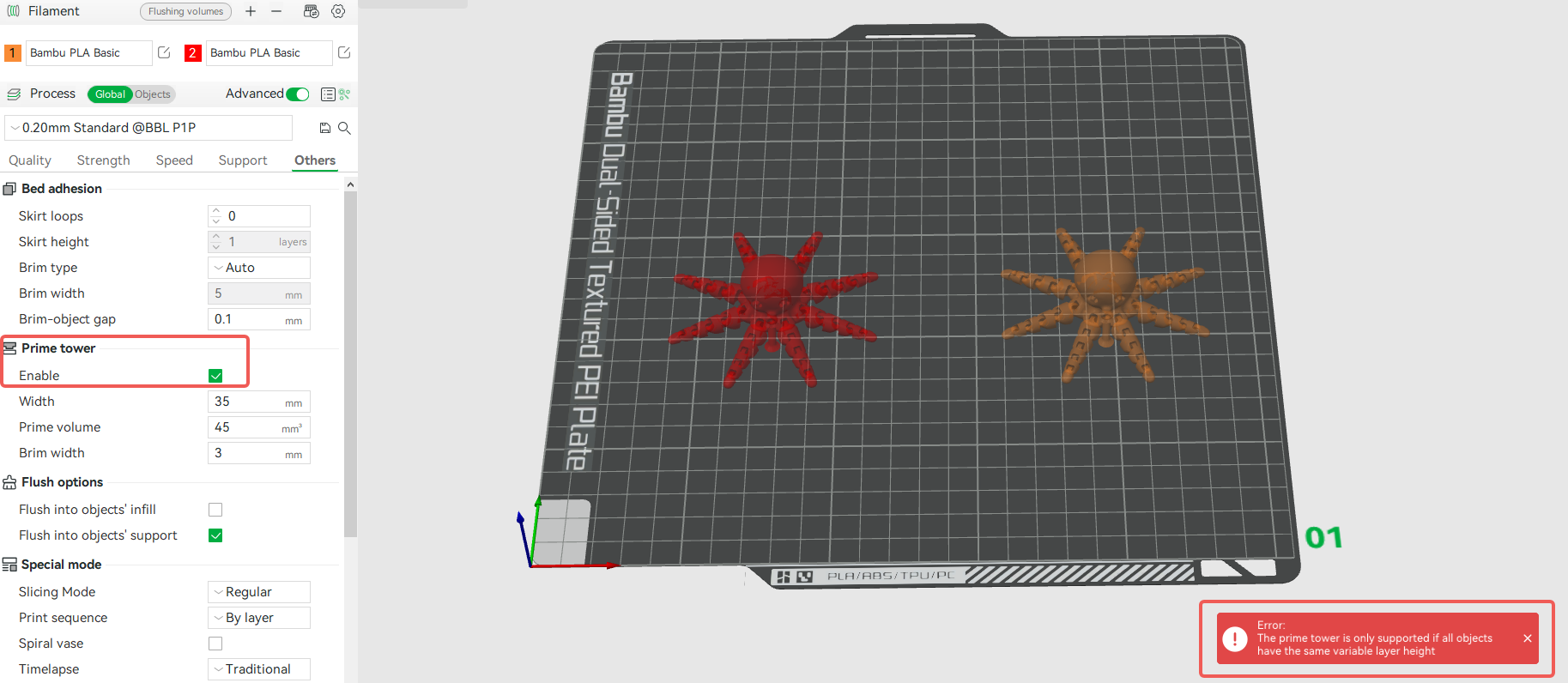
1. Gdy na płycie znajduje się wiele obiektów modelu i używany jest więcej niż jeden kolor, wieżę można włączyć tylko wtedy, gdy zmienna wysokość warstwy wszystkich obiektów na płycie jest taka sama. Jeśli zmienna wysokość warstwy różnych obiektów jest inna, wieży nie można włączyć. Jak pokazano na poniższym obrazku:
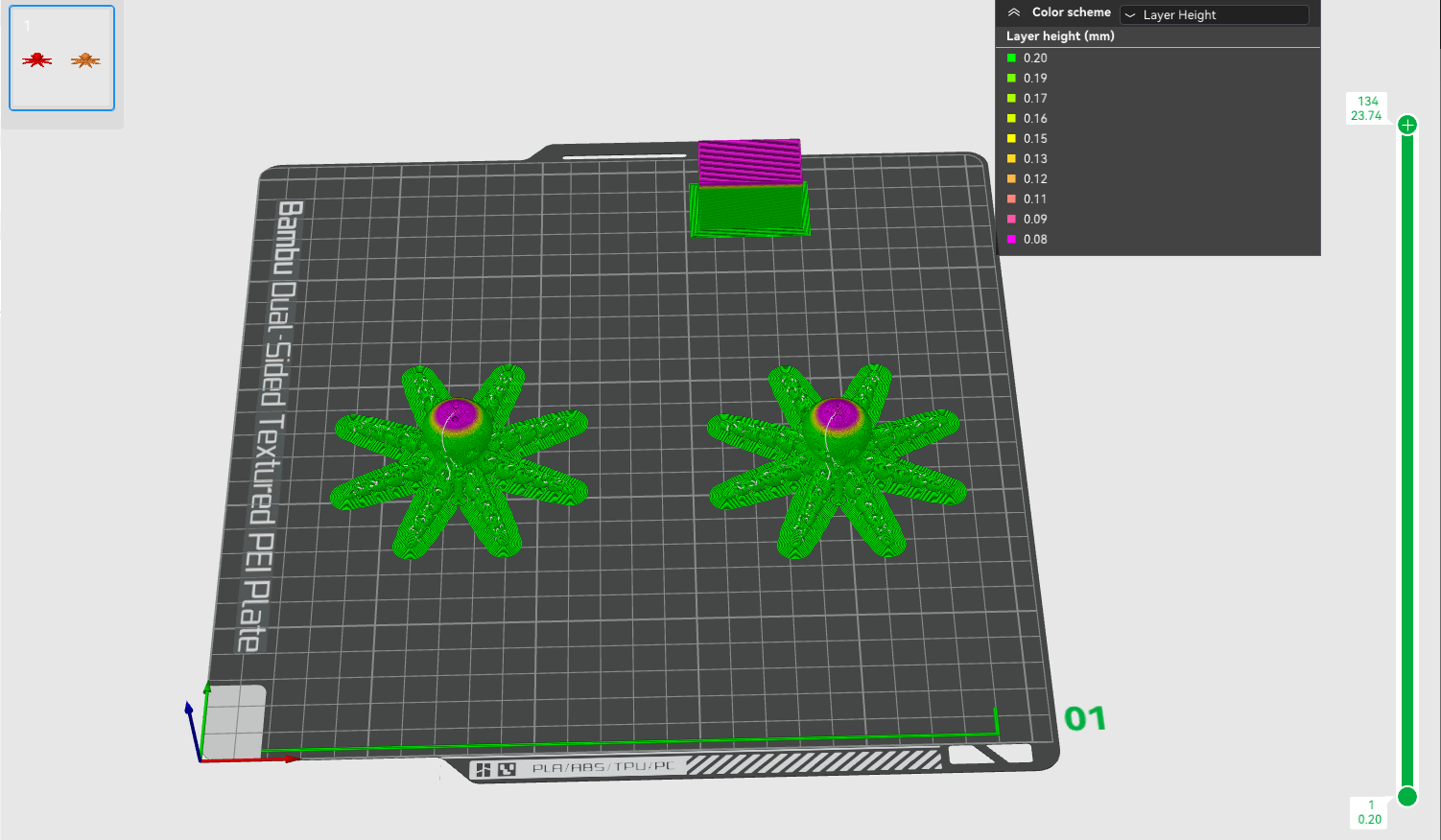
Jeśli ustawienia zmiennej wysokości w modelach wielokolorowych są takie same, można włączyć wieżę, jak pokazano na poniższym rysunku.
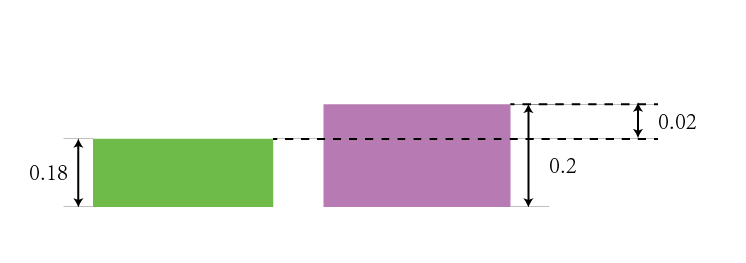
Powodem jest to, że wysokość wieży musi być taka sama jak wysokość obiektu, a jeśli włączona jest zmienna wysokość, uzyskamy różnicę wysokości pomiędzy różnymi obiektami. Na przykład, jeśli wysokość pierwszego obiektu jest ustawiona na 0,18 mm, wówczas wysokość wieży również musi wynosić 0,18 mm. Jednakże wysokość drugiego obiektu wynosi 0,2 mm, więc wieża musiałaby wzrosnąć o 0,02 mm, aby osiągnąć tę samą wysokość co drugi obiekt. Jednakże nie jest możliwe osobne zwiększenie tej wysokości dla wieży.
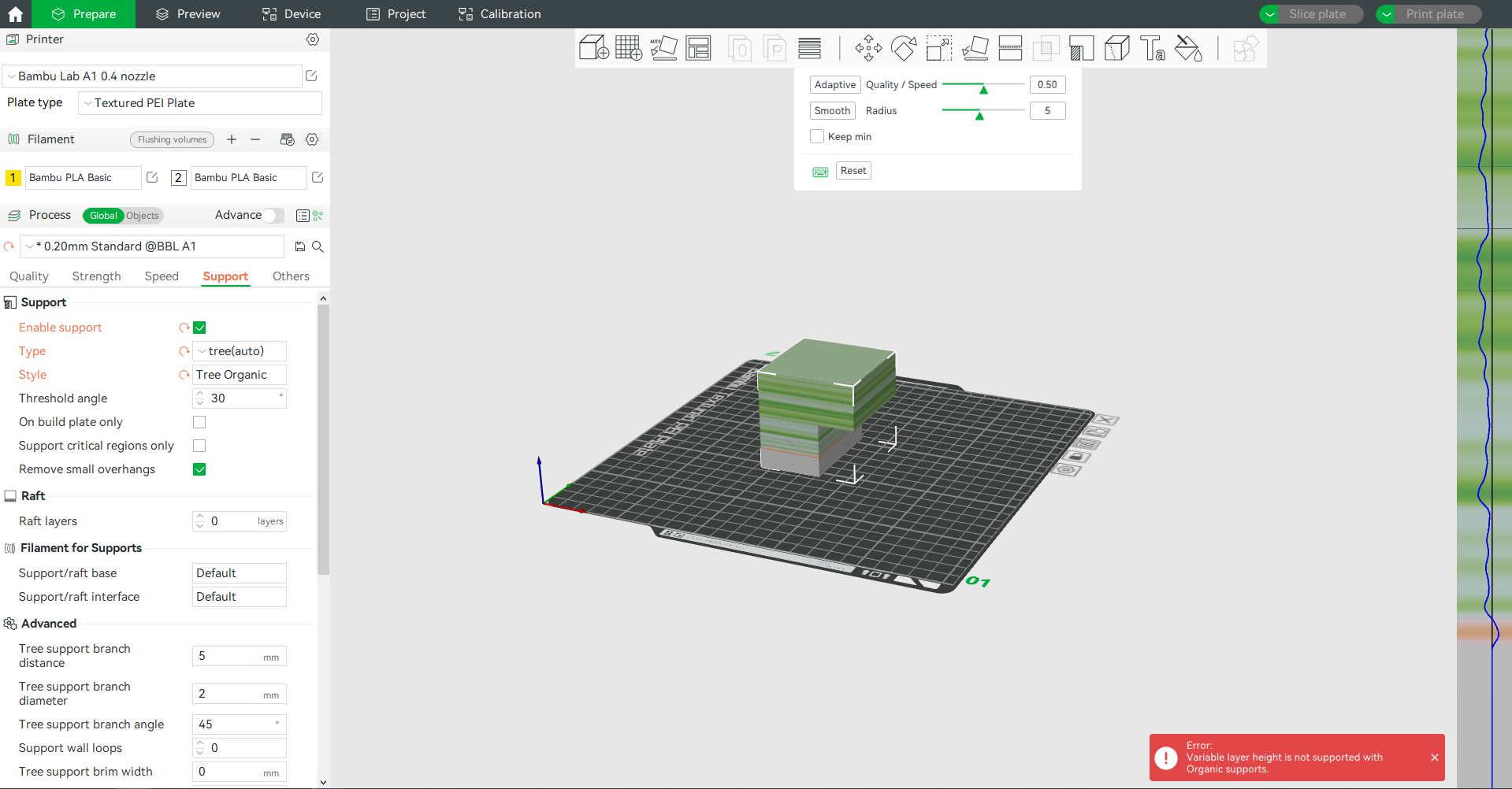
2. Zmienna wysokość warstwy również nie jest obsługiwana w przypadku podpór typu drzewo i stylu organicznym.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.