¶ Wprowadzenie
Podczas przełączania między różnymi filamentami do drukowania na drukarce z pojedynczą dyszą (hotend), konieczne jest użycie pewnej ilości nowego materiału do wypłukania resztek materiału w hotendzie, aby uniknąć mieszania się kolorów podczas drukowania. Wartości wypłukiwania różnią się w zależności od materiału, a konkretne wartości można sprawdzić na stronie filamentów Bambu Studio. Możesz zapoznać się z wiki, aby dowiedzieć się więcej: Zmiejszanie ilości odpadów przy zmianie filamentu
W przypadku drukarki z dwiema dyszami (hotend), takiej jak H2D, optymalnym sposobem drukowania dwóch filamentów jest drukowanie różnych filamentów za pomocą różnych dysz. W takim przypadku przełączanie między filamentami wymaga jedynie zmiany dysz, a nie płukania starego filamentu nowym. Drukowanie z przełączaniem dysz może również zmniejszyć liczbę wypłukiwań filamentów podczas drukowania więcej niż dwóch filamentów. W tym artykule przedstawiono strategie grupowania filamentów dla drukarek z dwiema dyszami w celu uzyskania najbardziej wydajnej lub wygodnej metody drukowania wielomateriałowego.
¶ Sekwencja drukowania wielokolorowego
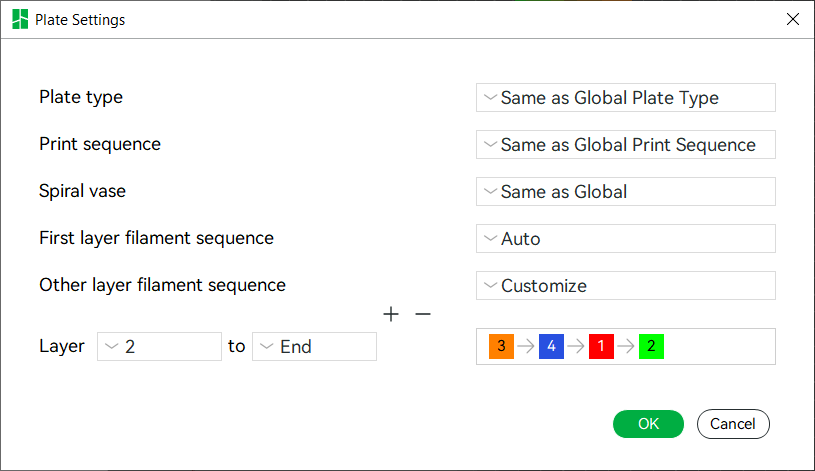
Różne sekwencje drukowania mają różną kolejność przełączania filamentów, co powoduje różnice w objętości płukania. Slicer obliczy optymalną sekwencję drukowania na podstawie objętości płukania między filamentami, aby zminimalizować ilość odpadów. Na przykład, jeśli całkowita ilość płukania sekwencji filamentów 1->2->3 jest większa niż 1->3->2, ta druga będzie miała tendencję do używania jako sekwencji drukowania dla tej warstwy. Aby uzyskać szczegółowe informacje na temat ręcznego dostosowywania sekwencji drukowania, zapoznaj się z: Ustaw sekwencję drukowania dla różnych warstw.
¶ Ograniczenia grupowania filamentów
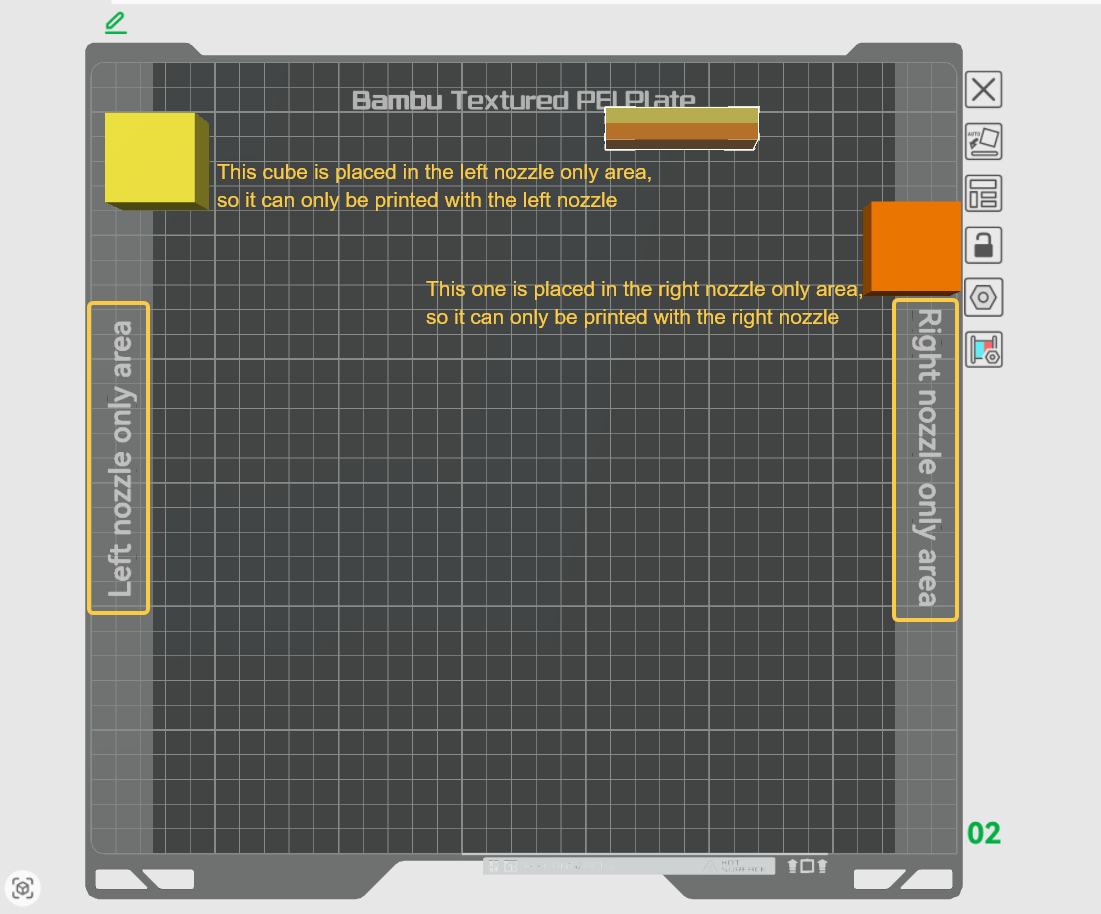
Ze względu na ograniczenia fizyczne drukarki, różne dysze mają własne ograniczenia obszaru drukowania (Wprowadzenie do przestrzeni roboczej dwóch dysz drukarki H2D). Jak pokazano na poniższym rysunku, gdy część modelu wydrukowana filamentem jest umieszczona w obszarze lewej dyszy lub tylko prawej dyszy, można ją wydrukować tylko przy użyciu odpowiedniej dyszy.
Ponadto, w oparciu o fizyczną konstrukcję głowicy i charakterystykę materiału, każda dysza ma inne ograniczenia filamentu do drukowania, ze szczegółowymi ograniczeniami, jak poniżej
Ograniczenia grupowe:
Materiał TPU można drukować tylko przy użyciu prawej dyszy. (Priorytet: Wysoki)
Materiały PPA-CF i PPS-CF można drukować tylko przy użyciu lewej dyszy. (Priorytet: Wysoki)
Gdy wysokość części przekracza 320 mm, należy ją umieścić w obszarze drukowania prawej dyszy. (Priorytet: Średni)
Gdy części są umieszczone w obszarze tylko lewej lub tylko prawej dyszy, muszą być zgrupowane z odpowiednią dyszą do drukowania. (Priorytet: Średni)
Filament można drukować zarówno lewą, jak i prawą dyszą, zaleca się drukowanie prawą dyszą. (Priorytet: Niski)
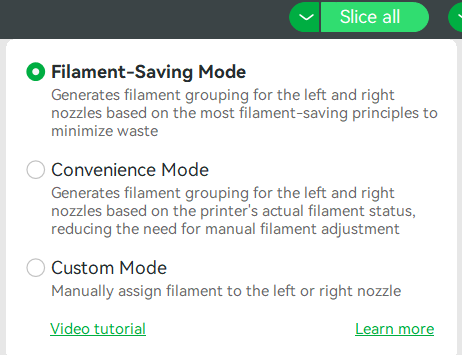
¶ Tryb oszczędzania filamentu
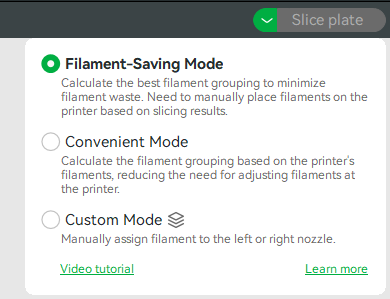
SPonieważ przełączanie materiału między różnymi dyszami nie wymaga płukania, cała ilość płukania pochodzi z przełączania filamentów z tej samej dyszy. Aby zmniejszyć marnotrawstwo filamentów podczas przełączania, filamenty o dużej objętości przełączania powinny być przypisane do oddzielnych dysz. Domyślna strategia grupowania materiałów używana w Bambu Studio to tryb oszczędzania filamentów. W oknie przycisku krojenia można zobaczyć łącznie 3 tryby. Wybierz „Tryb oszczędzania filamentów” i kliknij krojenie, aby uzyskać drukowanie z największą oszczędnością filamentów. Logika tej strategii jest krótko przedstawiona w poniższych sekcjach.
Po ustawieniu relacji parowania między AMS a lewą i prawą dyszą oraz zsynchronizowaniu informacji AMS w Bambu Studio, slicer może obliczyć, ile filamentów jest podłączonych do każdej dyszy. Jeśli do drukarki nie jest podłączony żaden AMS, slicer domyślnie zezwala dyszy na załadowanie jednego filamentu przez zewnętrzną szpulę. Następnie slicer może osiągnąć optymalne grupowanie filamentów, aby zapewnić minimalne marnotrawstwo podczas płukania w obliczonej sekwencji drukowania. Zasada polega na grupowaniu włókien o bardziej powszechnych warstwach i większych ilościach płukania w jak największej liczbie różnych grup dysz.
Podsumowując, algorytm grupowania musi głównie uwzględniać następujące punkty, a priorytet każdego punktu jest zmniejszany w kolejności.
- Czy materiał jest niedrukowalnym filamentem dla dyszy;
- Górny limit filamentu w AMS podłączonym do dyszy;
- Zminimalizuj ilość płukania filamentu;
- Zminimalizuj odstęp kolorów (Delta E) do filamentu w AMS podłączonym do dyszy;
Ponieważ logika grupowania jest bardziej skłonna do zmniejszania ilości spłukiwania niż do najbliższego koloru, po pocięciu użytkownik musi sprawdzić, czy filamenty są umieszczone w odpowiednim AMS lewej i prawej dyszy zgodnie z „Grupowaniem filamentów” i odpowiednio dostosować położenie każdego filamentu w AMS. W przeciwnym razie filament automatycznie przypisany do dyszy może nie zostać wybrany w oknie zadania wysyłania.
Jak pokazano na poniższym pliku GIF, po przypisaniu pociętego filamentu do określonej dyszy nie można wymusić jego zmiany na filament z innej dyszy podczas wysyłania zadania. Nawet jeśli istnieje filament o bliższym kolorze z innej dyszy. Dlatego możemy tylko ręcznie dostosować położenie filamentów w AMS, aby uzyskać drukowanie z największą oszczędnością filamentu.
¶ Tryb wygodny
W przeciwieństwie do trybu oszczędzania filamentów, tryb wygodny grupuje filamenty całkowicie zgodnie z filamentami umieszczonymi w AMS, niezależnie od pociętego modelu. W ramach tej strategii podejmowane będą wysiłki mające na celu jak najdokładniejsze dopasowanie wyników grupowania do filamentów umieszczonych w systemie AMS (kolor, typ itp.).
Ta opcja ma tendencję do grupowania na podstawie istniejącego rozmieszczenia filamentów użytkownika, co może marnować więcej filamentów na płukanie, a w większości przypadków nie ma potrzeby oddzielnego dostosowywania położenia filamentów. Nadaje się do scenariuszy, w których użytkownicy nie znajdują się w pobliżu drukarki i zdalnie inicjują zadania drukowania wielomateriałowego. Sugerujemy, aby ponownie zsynchronizować informacje o filamentach AMS przed użyciem tego trybu do cięcia. Możesz wybrać „Tryb wygodny” w oknie przycisku cięcia, a pocięte filamenty zostaną pogrupowane zgodnie z rzeczywistymi filamentami umieszczonymi w AMS. Po cięciu można zauważyć, że optymalne grupowanie (tryb oszczędzania filamentów) oszczędza więcej filamentów w porównaniu z trybem wygodnym.
Algorytm grupowania w ramach tej strategii bierze pod uwagę głównie następujące punkty, przy czym priorytet każdego punktu maleje w kolejności:
- Czy materiał jest filamentem niedrukowalnym dla dyszy;
- Spójność między pociętymi filamentami a typami materiałów filamentowych w AMS;
- Zminimalizuj odstęp kolorów (Delta E) do filamentu w AMS podłączonym do dyszy;
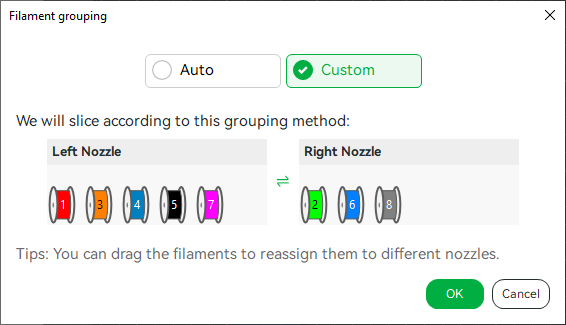
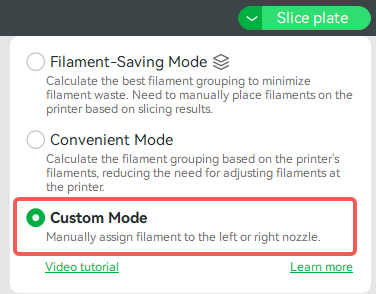
¶ Tryb niestandardowy
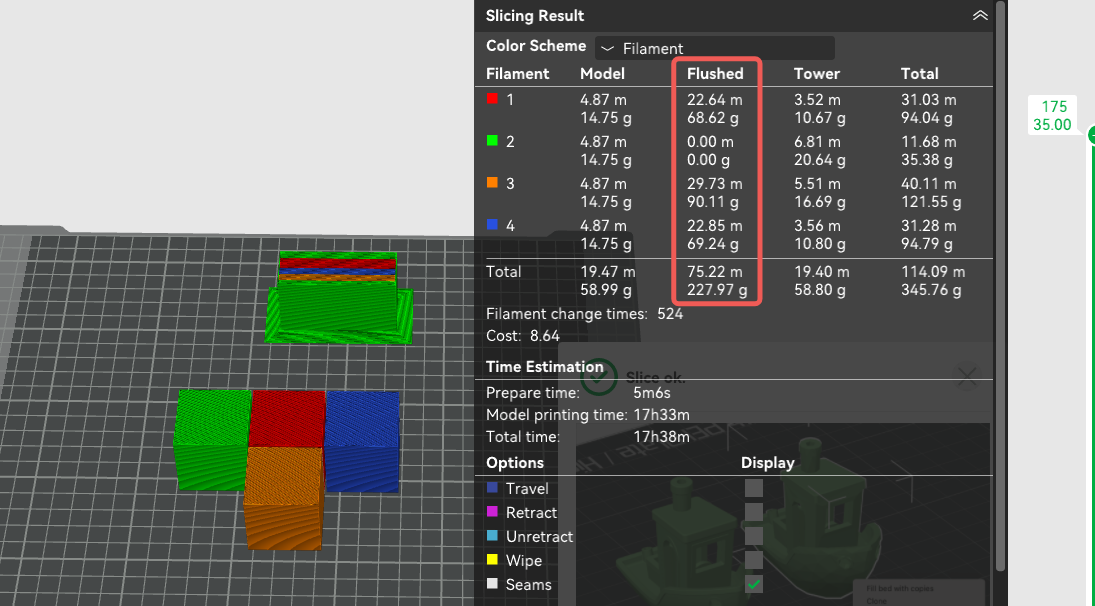
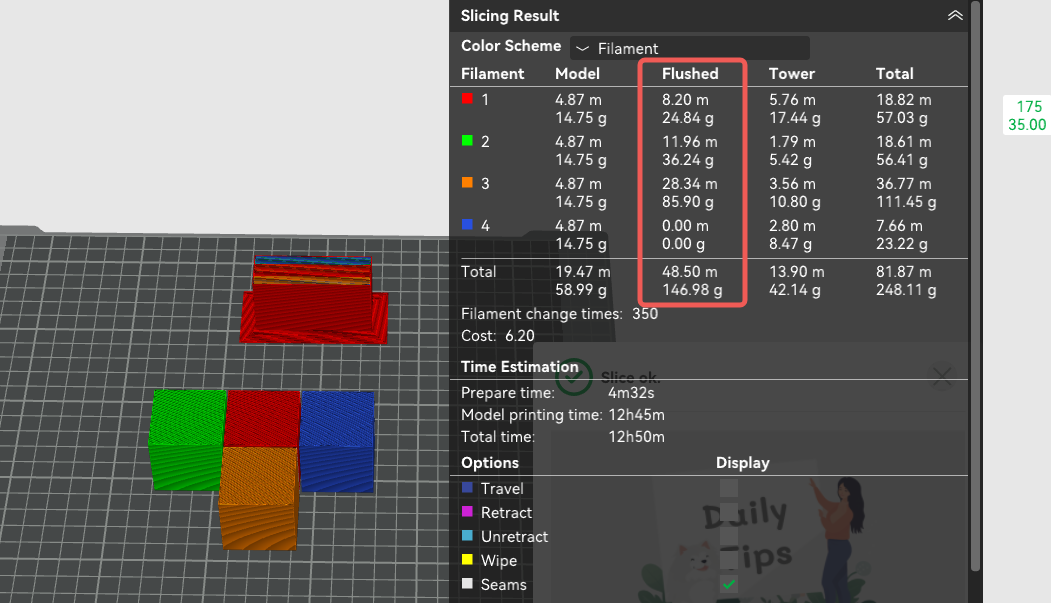
Załóżmy, że nie jesteś zadowolony ze strategii automatycznego grupowania filamentów. W takim przypadku możesz kliknąć „Przegrupuj filament” w „Grupowaniu filamentów”, a następnie ręcznie dostosować filamenty w lewej i prawej dyszy w „Niestandardowym”. Po ponownym pocięciu możesz zobaczyć, że optymalna metoda grupowania (najbardziej oszczędzająca filament) oszczędza więcej filamentów niż grupowanie ręczne. Uwaga: Strategia oszczędzania filamentów bierze pod uwagę tylko oszczędzanie filamentów, więc czasami może być więcej zmian filamentów w trybie oszczędzania filamentów niż w trybie wygodnym lub ręcznym, co jest normalne.
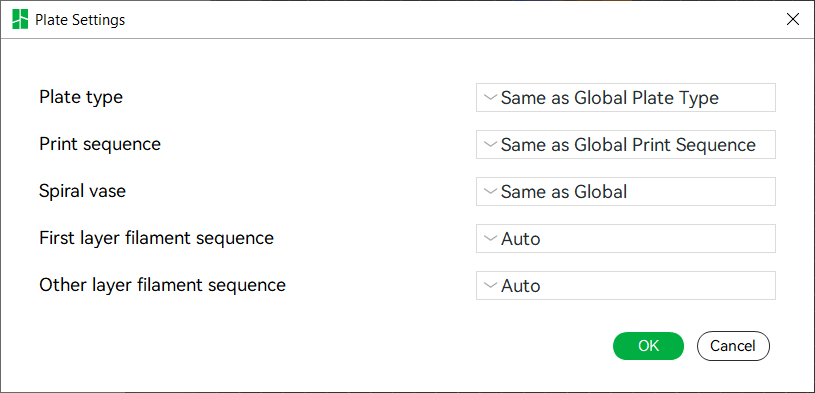
Możesz również bezpośrednio wybrać „Tryb niestandardowy” w oknie przycisku cięcia, co pozwoli Ci dostosować grupę filamentów do lewej i prawej dyszy przed cięciem.
¶ Ustawienia pojedynczej płyty i wielu płyt
¶ Ustawienia pojedynczej płyty
W interfejsie cięcia pojedynczej płyty, oprócz ustawień okna, ikona grupowania znajduje się po prawej stronie każdej płyty.
Kliknięcie ikony spowoduje wyświetlenie okna grupy filamentów, w którym możesz ustawić schemat grupowania filamentów dla bieżącej płyty
Tryb automatyczny: obejmuje tryb oszczędzania filamentów i tryb wygodny
Tryb niestandardowy: obsługuje ręczne grupowanie filamentów
¶ Ustawienia wielu płyt
Podczas cięcia wielu płyt strategia grupowania ustawiona w oknie zostanie jednolicie zastosowana do wszystkich płyt, zastępując ich indywidualne ustawienia.
Aby skonfigurować strategie grupowania osobno dla każdej płyty, należy przełączyć się na tryb cięcia pojedynczej płyty.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.