¶ Czym jest prasowanie?
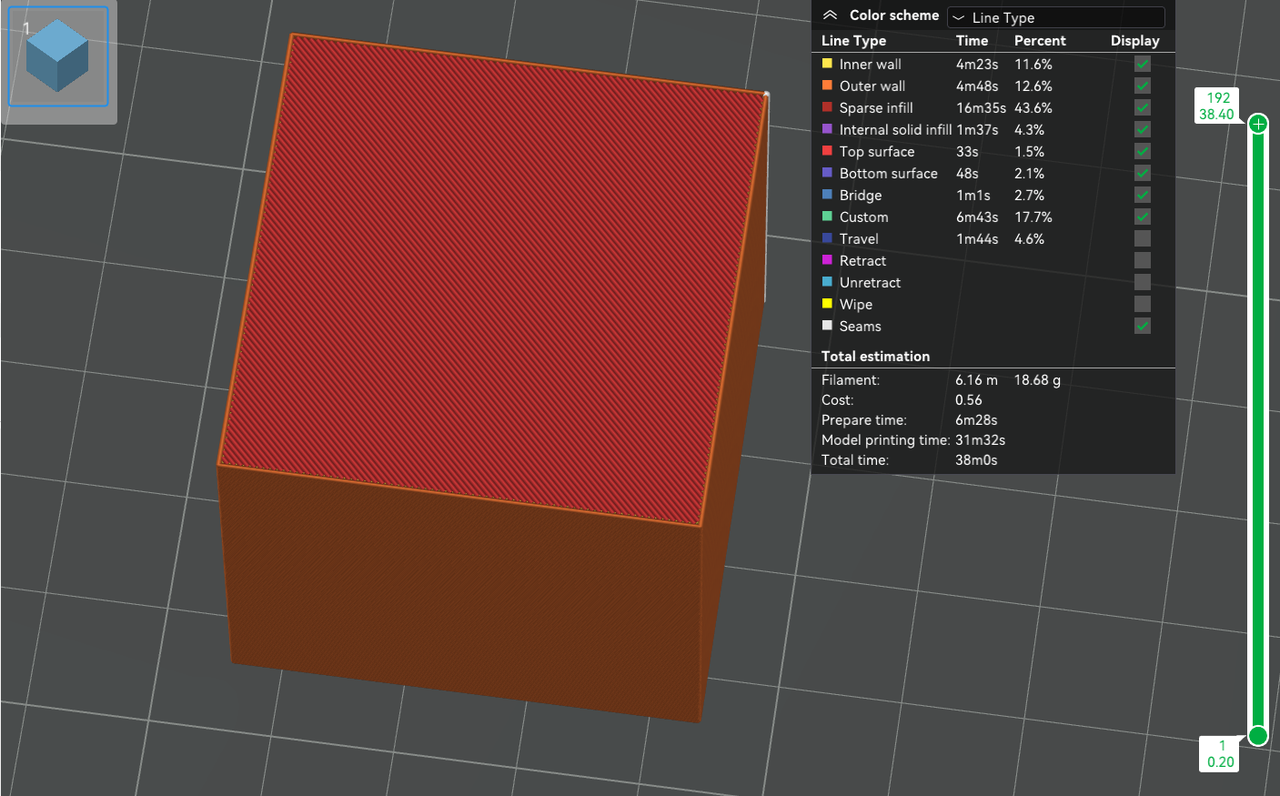
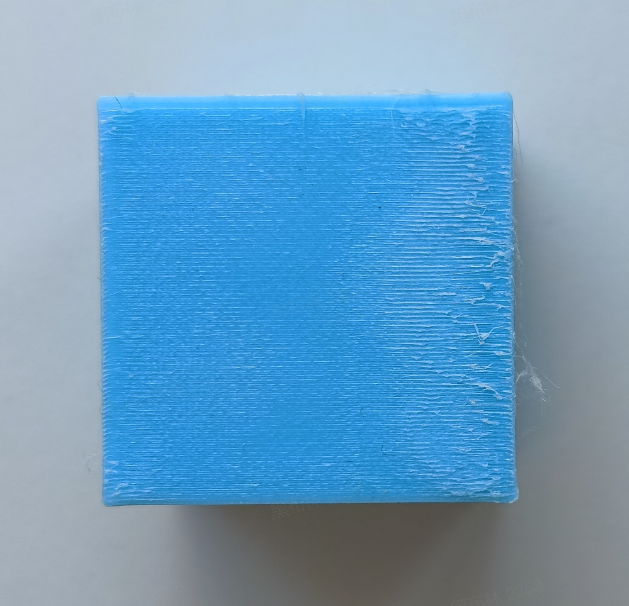
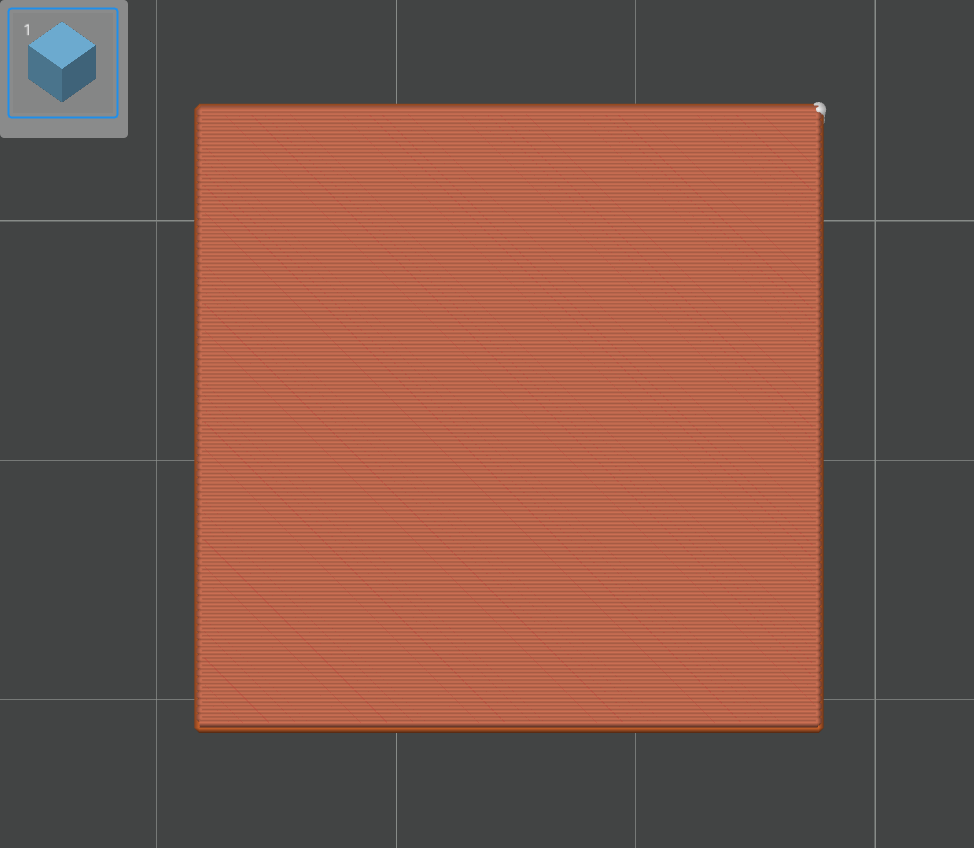
Jak wszyscy wiemy, z powodu ograniczeń zasadą formowania druku 3D FDM, widzimy, że górna powierzchnia drukowanego modelu składa się z wielu linii, co pokazano na poniższym rysunku.
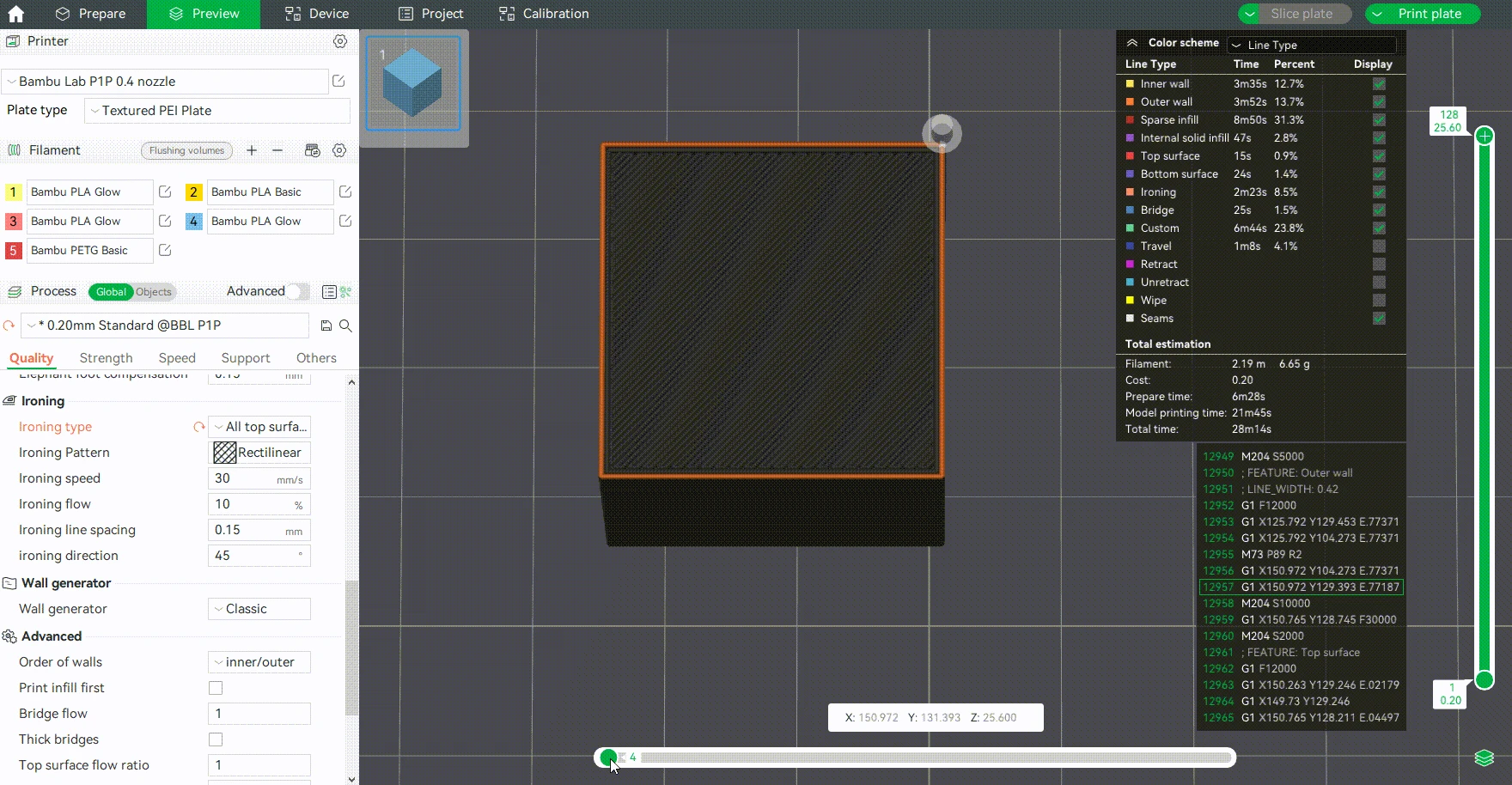
Funkcja prasowania, jak sama nazwa wskazuje, przypomina prasowanie zagnieceń na odzieży - eliminuje linie na górze modelu i nadaje mu gładszy wygląd. Zasada działania jest taka, że po wydrukowaniu górnej powierzchni modelu, dysza kontynuuje drukowanie z małym natężeniem przepływu na tej samej wysokości, pozwalając niewielkiej ilości wytłaczanego materiału przedostać się pomiędzy linie i wypełnić luki. Podczas procesu prasowania, ponieważ wysokość Z dyszy nie jest podnoszona (dysza pozostaje na wysokości podczas drukowania górnej warstwy), ciepło dyszy zmiękczy górne linie, a niewielka ilość wytłaczanego materiału z łatwością wypełni i wygładzi wierzchnią warstwę. Poniżej przedstawiono proces prasowania:
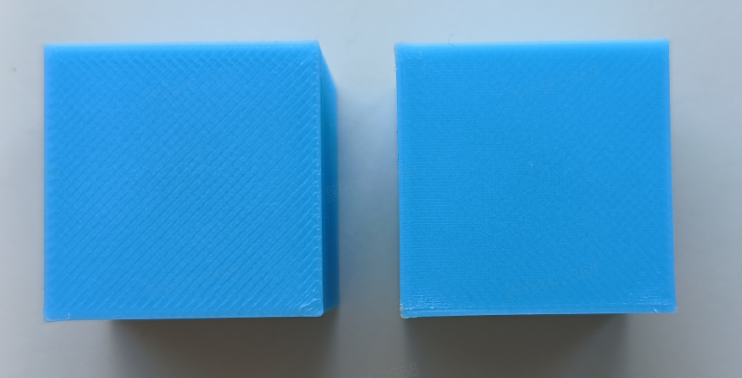
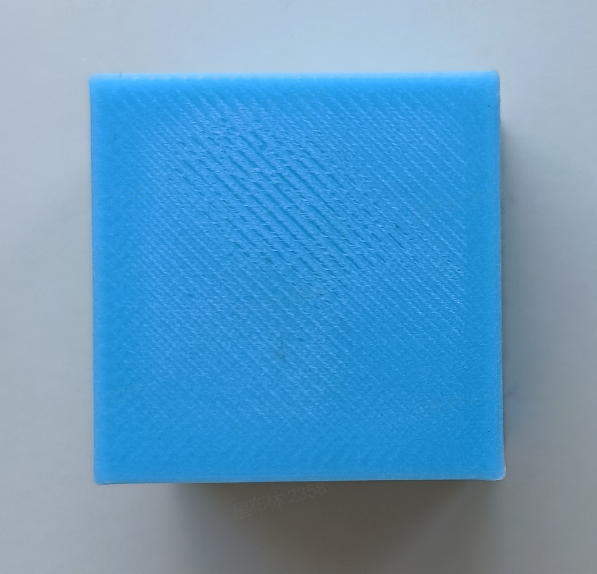
Poniżej efekt przed i po prasowaniu. Wyprasowana powierzchnia będzie lepiej wyglądać i będzie gładsza w dotyku.
Ponieważ nasze drukarki 3D drukują dyszą skierowaną w dół, funkcja prasowania może działać tylko na górnej powierzchni modelu i nie może prasować jego boków.
¶ Sprawy wymagające uwagi
Prasowanie może sprawić, że górna warstwa modelu będzie gładsza, ale jest kilka punktów, które należy wziąć pod uwagę z wyprzedzeniem:
1. Warstwa do prasowania wymaga dodatkowego czasu na wydruk, a prędkość prasowania jest zwykle mniejsza, więc jeśli drukujesz model z dużą powierzchnią górną, może to wydłużyć czas drukowania.
2. Ponieważ w procesie prasowania wykorzystuje się tylko niewielką ilość przepływu i małą prędkość drukowania, istnieje pewne prawdopodobieństwo przenikania ciepła, które może prowadzić do zablokowania hotendu, szczególnie w przypadku materiałów o niskiej temperaturze mięknienia, takich jak PLA, PETG i TPU.
3. Podczas prasowania dysza będzie ocierać się o wierzchnią warstwę modelu, przez co będzie on poddany działaniu większej siły ze strony dyszy w porównaniu do normalnego drukowania. Jeśli model nie jest trwale połączony z platformą roboczą, prawdopodobnie odczepi się od platformy roboczej i spowoduje błędy w drukowaniu.
4. Wybierz odpowiednie ustawienia prasowania, aby uzyskać gładką powierzchnię, w przeciwnym razie efekt może być gorszy, np. nadmierne wytłaczanie, nierówna gładkość powierzchni itp.
5. Prasowanie jest skuteczne tylko wtedy, gdy górna powierzchnia jest płaska. Na zakrzywionej górnej powierzchni prasowanie nie będzie w stanie wygładzić linii między warstwami, więc niekoniecznie przyniesie lepsze rezultaty niż brak prasowania, ale na pewno wydłuży czas drukowania.
¶ Ustawienia parametrów
¶ Typ prasowania (Ironing type)

Możesz włączyć tę funkcję, zaznaczając "Ironing Type". Prasowanie jest domyślnie wyłączone w Bambu Studio. Wybierz opcje, aby włączyć prasowanie. Wyjaśnienie konkretnych typów jest następujące:
All top surfaces: Wszystkie górne powierzchnie modelu zostaną wyprasowane.
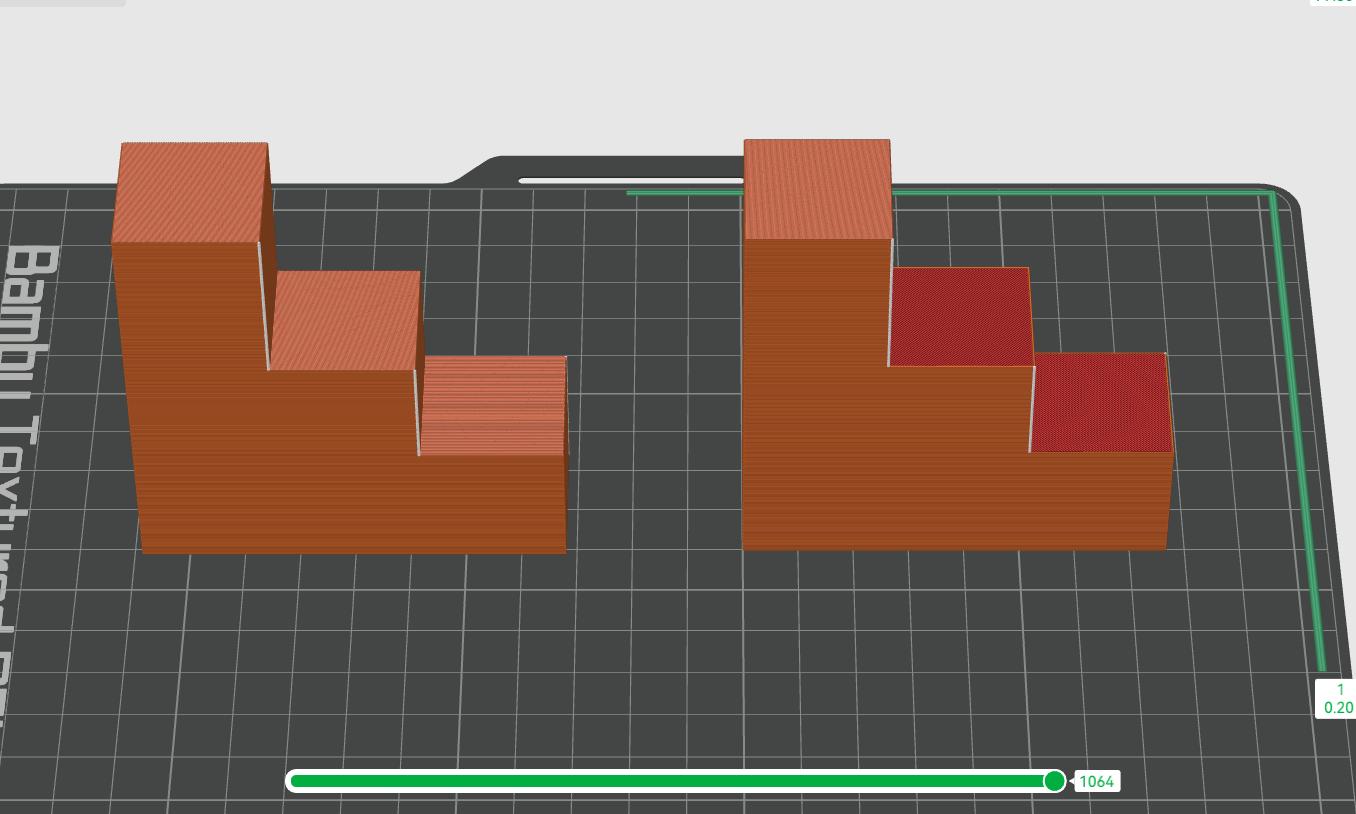
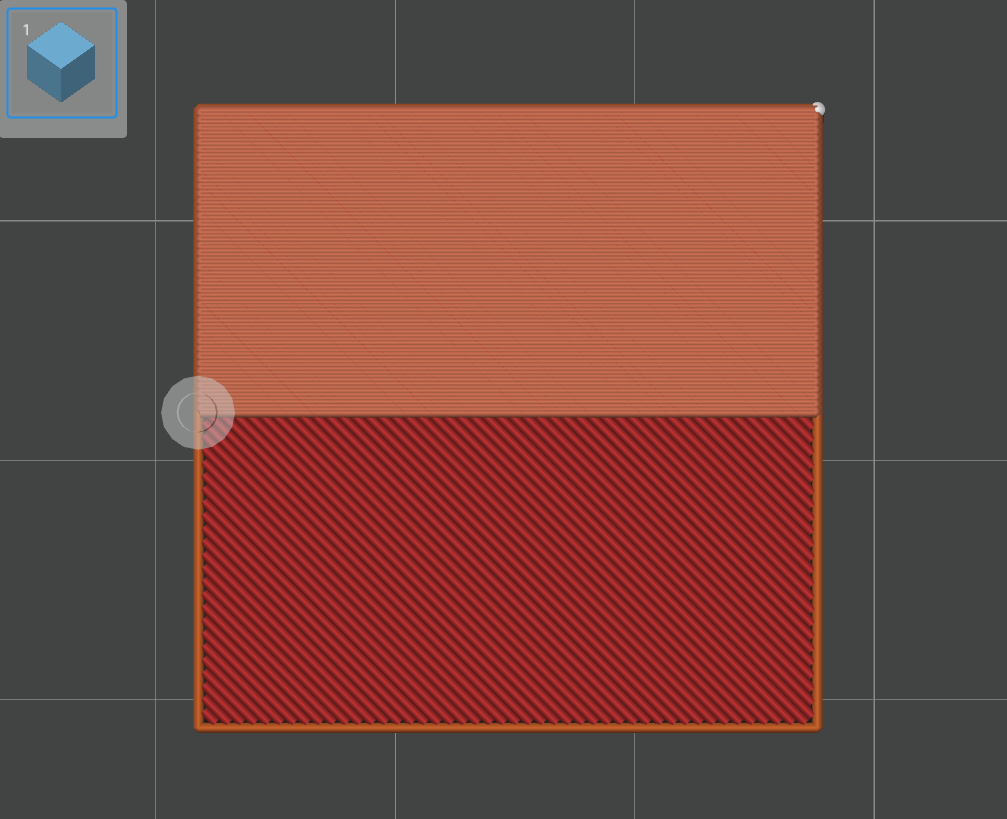
Topmost surface only: Wyprasowana zostanie tylko ostatnia warstwa modelu, najwyższa warstwa “górna”. Różnica pomiędzy prasowaniem wszystkich górnych powierzchni a tylko najwyższą przedstawiona jest poniżej:
All solid layers: wszystkie warstwy jednolite (w tym warstwy górne, warstwy dolne i pełne wypełnienia) zostaną wyprasowane, co jest rzadko stosowane, ponieważ niekoniecznie zapewnia dobrą jakość druku, a drukowanie może zająć dużo czasu.
¶ Wzór prasowania (Ironing pattern)
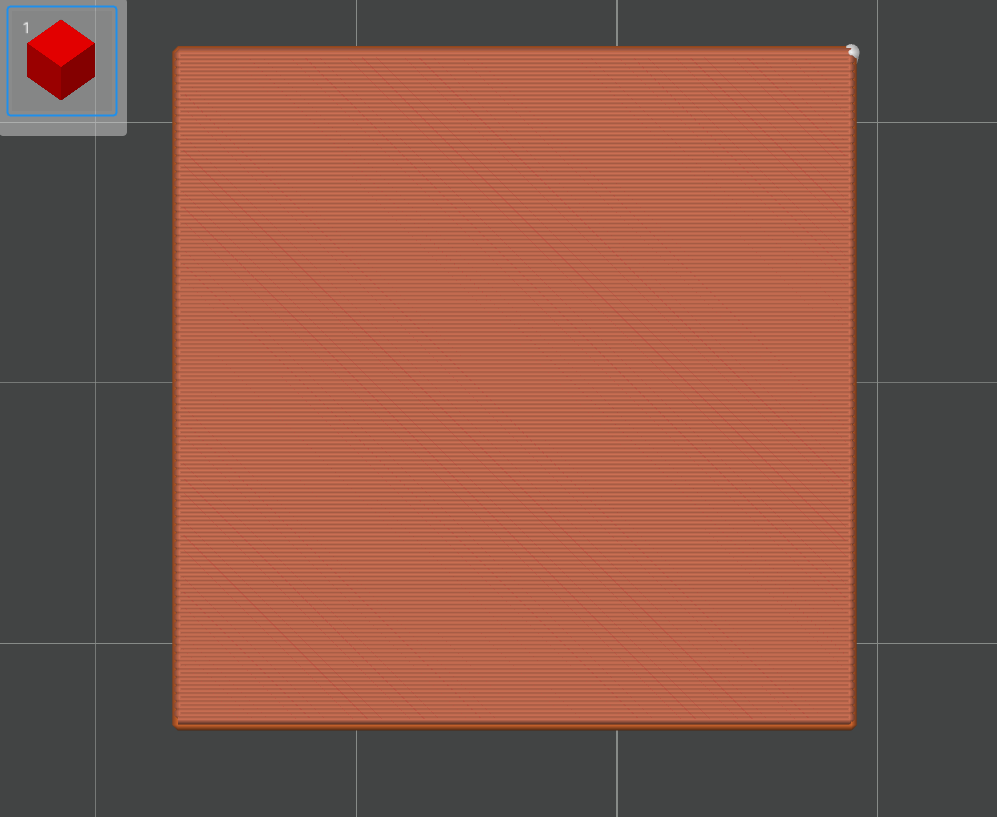
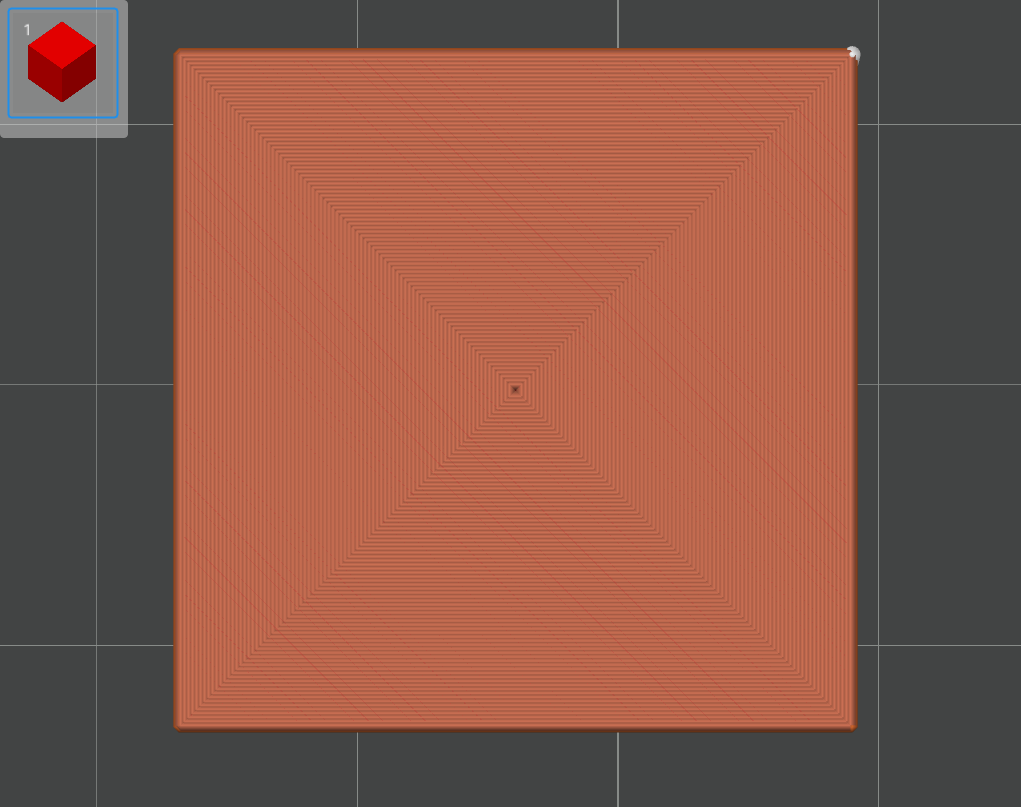
Dostępne są dwa wzory prasowania: prostoliniowy (rectilinear) oraz koncentryczny (concentric).
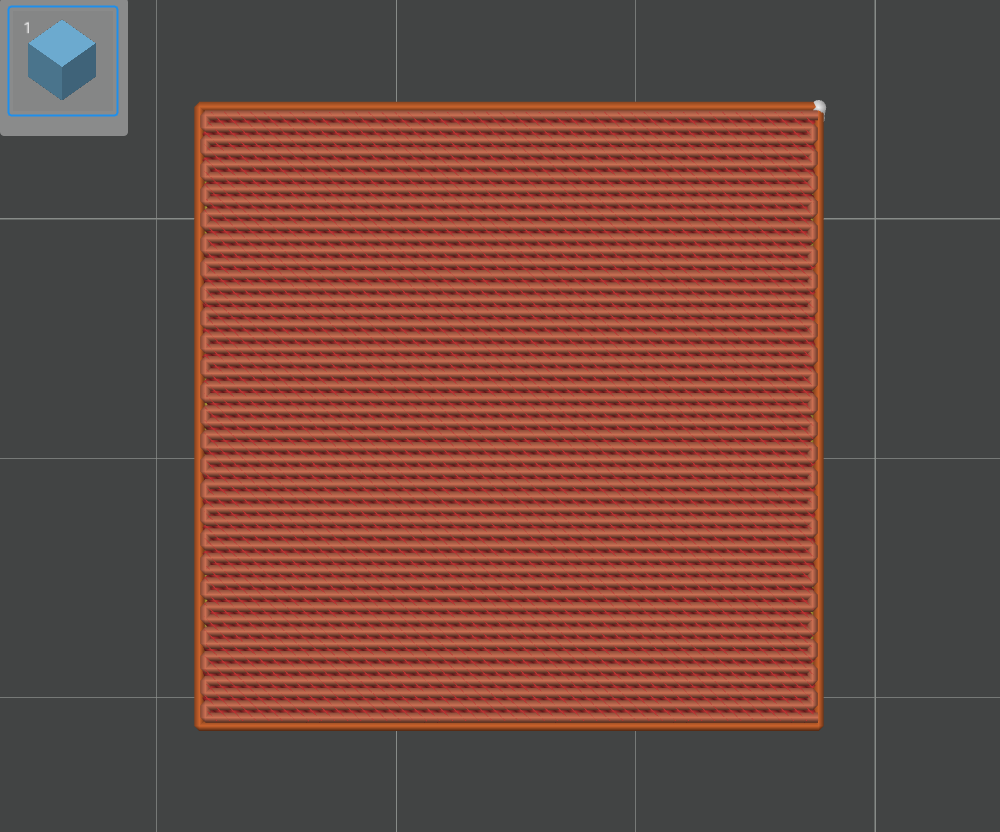
Wzór prostoliniowy:
Wzór koncentryczny:
¶ Prędkość prasowania (Ironing speed)
Prędkość prasowania to prędkość poruszania się dyszy podczas procesu prasowania. Zwykle mniejsza prędkość pozwala uzyskać lepszy efekt prasowania.
¶ Przepływ prasowania (Ironing flow)
Jest to ilość materiału, która ma zostać wytłoczona podczas prasowania. Odnosi się to do przepływu normalnej wysokości warstwy. Zbyt duża wartość spowoduje nadmierne wytłaczanie na powierzchni. Zbyt mała wartość może również spowodować, że powierzchnia prasowana nie będzie wystarczająco gładka.
Przepływ prasowania jest za mały:
Przepływ prasowania jest zbyt duży:
¶ Odstępy linii prasowania (Ironing line spacing)
Rozstaw linii prasowania, im większa wartość, tym większy rozstaw toru prasowania dysz. Zwykle zaleca się, aby była mniejsza niż średnica dyszy, aby ten sam obszar mógł być wielokrotnie wyprasowany.
¶ Kierunek prasowania (Ironing direction)
Jeśli chcesz dostosować ten parametr, upewnij się, że w zakładce "Preferences" włączony jest tryb "Developer mode".
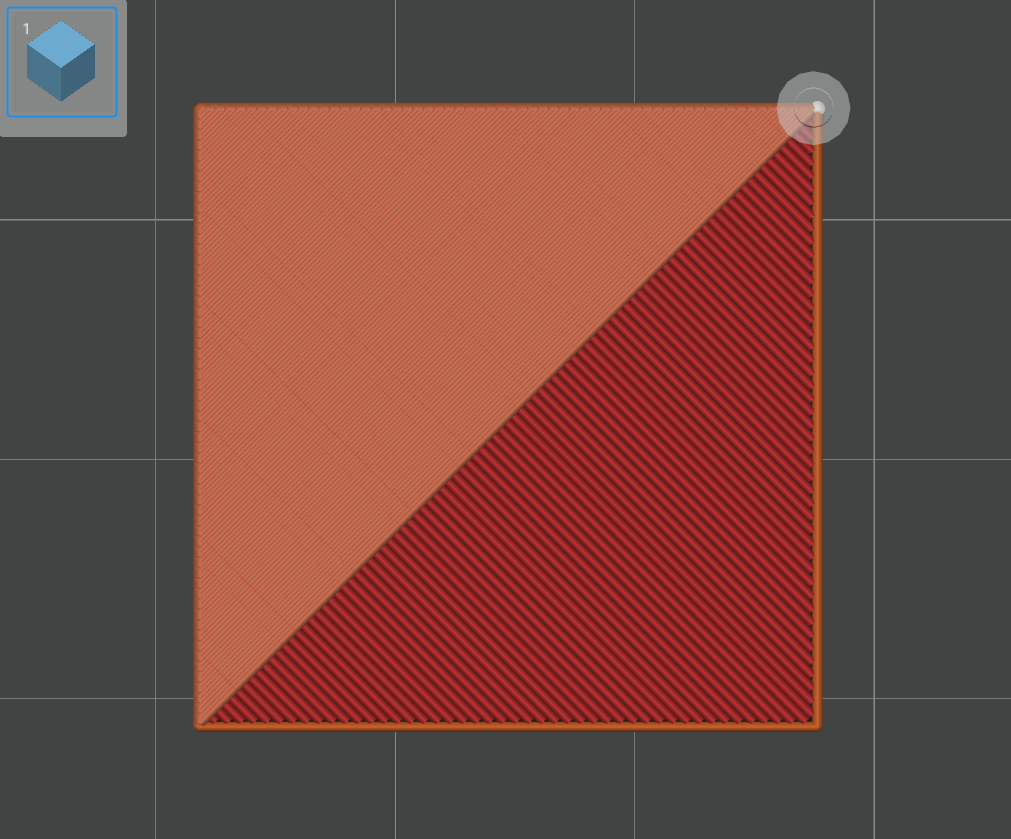
Wartość wskazuje względny kąt pomiędzy linią prasowania a górną linią wzoru, zwykle kąt 45° pozwala uzyskać lepszy efekt prasowania , jak pokazano na poniższym rysunku.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.