¶ Wprowadzenie
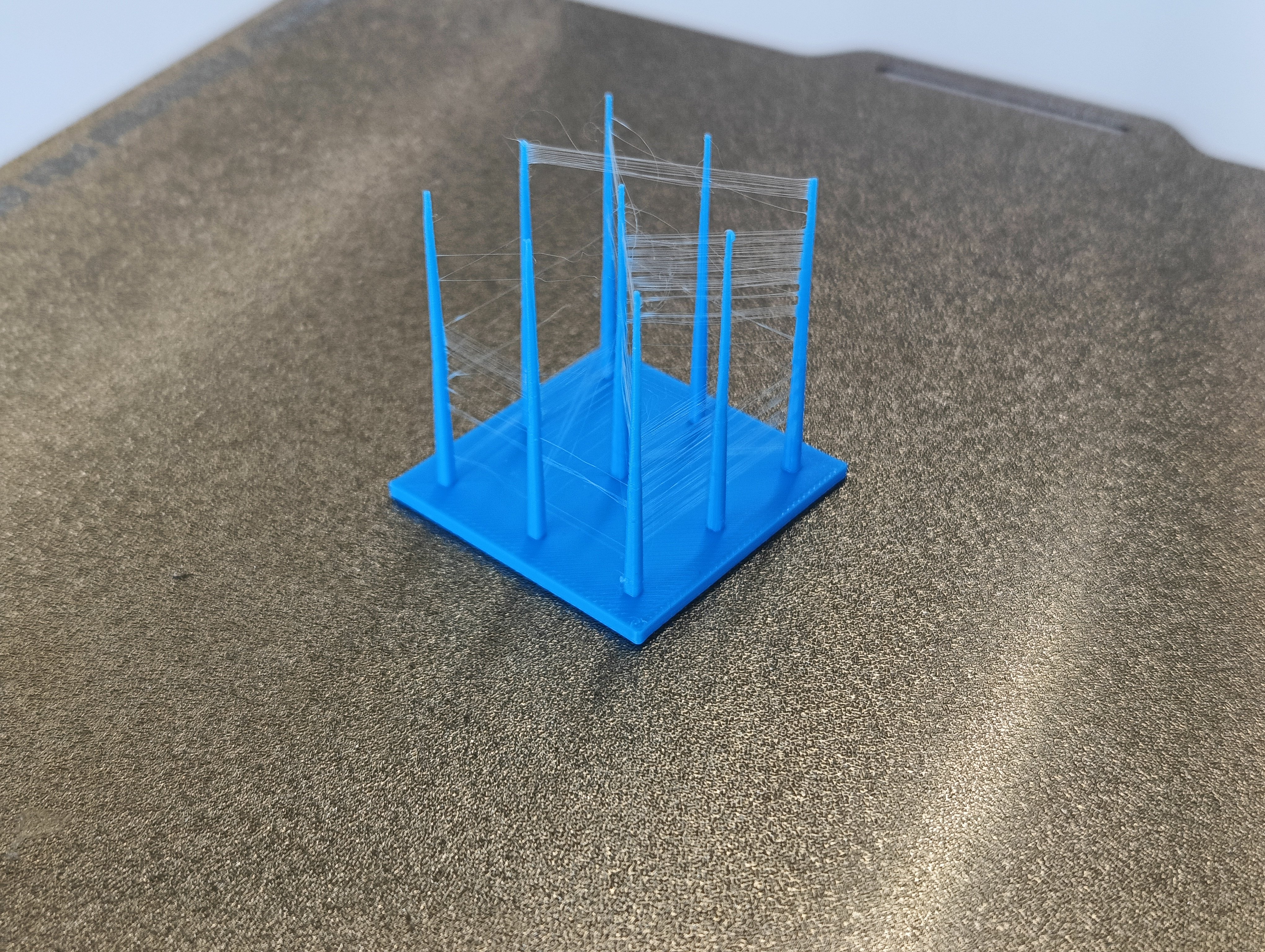
Druk 3D w technologii FDM polega na stopieniu filamentu i wytłaczaniu go warstwa po warstwie w celu zbudowania modelu 3D. Podczas procesu drukowania głowica jest w ciągłym ruchu, a dróg przesuwu jest zwykle wiele. Nie chcemy, aby dysza w trakcie przesuwu wytłaczała filament. Jednakże, ze względu na wysoką temperaturę i wewnętrzne ciśnienie dyszy, stopiony filament może nadal wyciekać z dyszy, pozostawiając nitki i sączenie na drukowanych częściach.
Ustawienia cofania mogą pomóc w ograniczeniu nitkowania podczas drukowania. Wyciągając część filamentu z hotendu, zanim głowica przesunie się, można zmniejszyć ciśnienie stopionego filamentu, zmniejszając w ten sposób ryzyko powstawania nitek na ścieżce przesuwu. Wycofanie następuje zwykle przed przesuwem, a pod koniec przesuwu filament zostanie ponownie załadowany do hotendu, co umożliwi jego prawidłowe wytłoczenie i kontynuację drukowania.
¶ Włącz cofanie
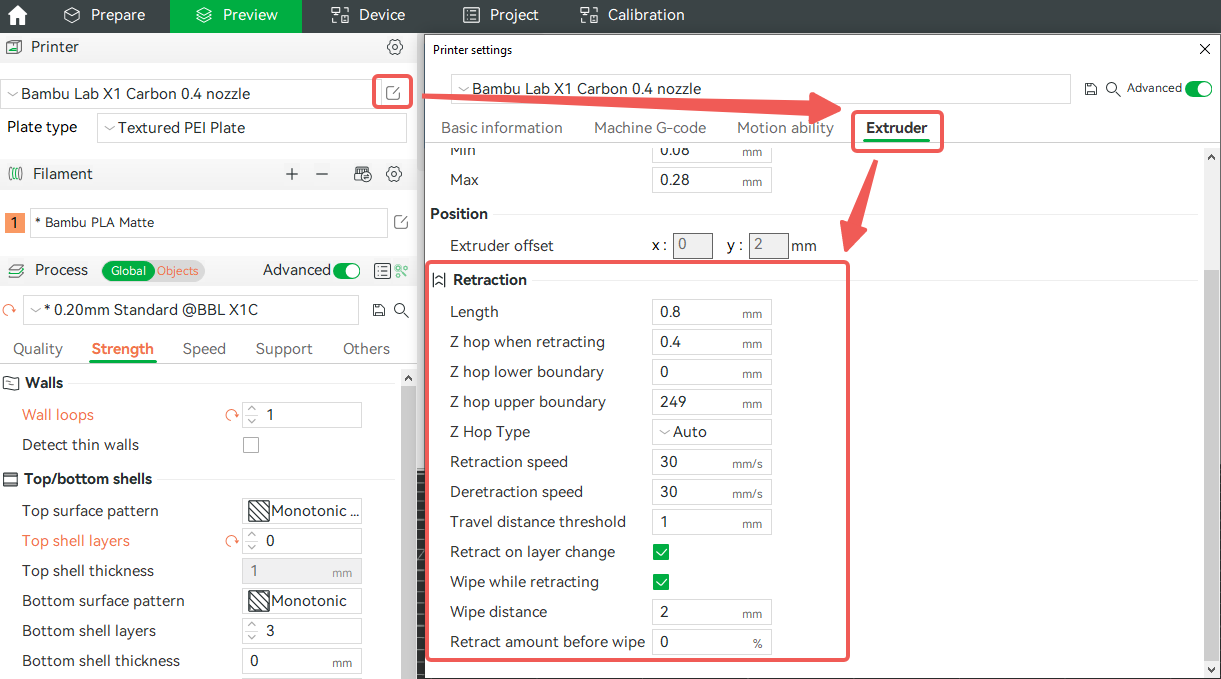
Możesz włączyć wycofywanie i ustawić szczegółowe parametry w menu Printer Settings oraz Filament Settings. Parametry cofania można ustawić w Printer Settings - Extruder.
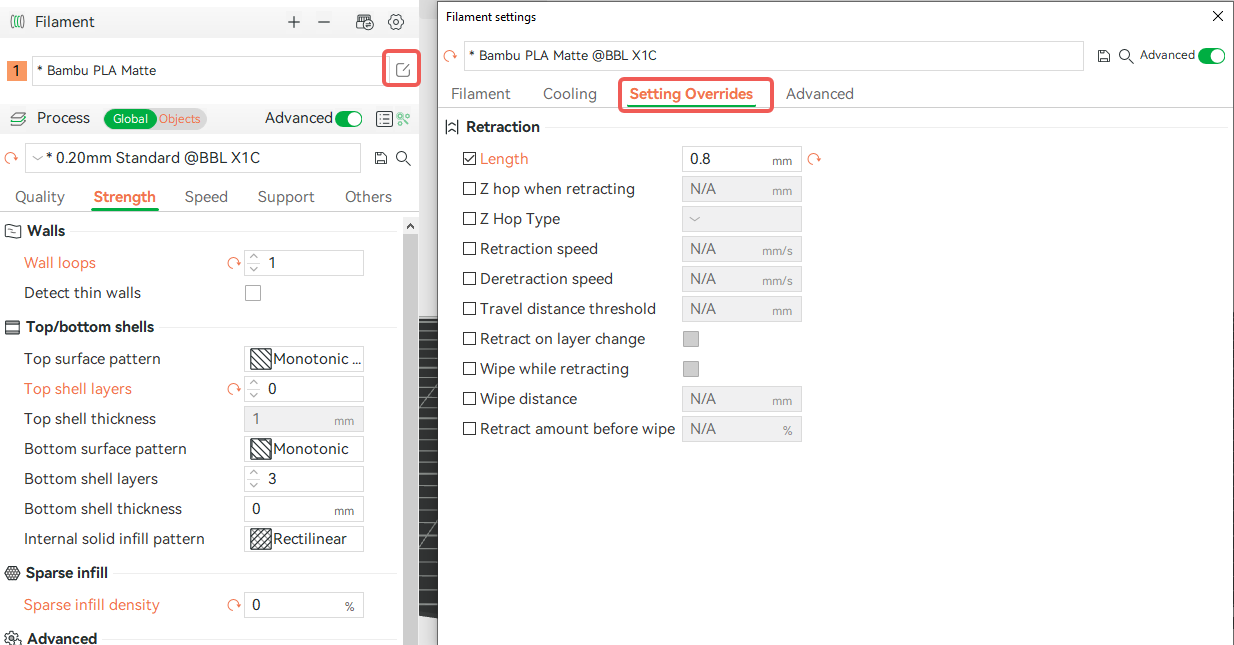
Możesz także ustawić wycofanie dla konkretnego filamentu w Filament Settings - Settings Overrides. Jeśli parametr nie zostanie zaznaczony i zmodyfikowany na tej stronie (okno parametrów nadal jest szare lub N/A), domyślnie zostanie użyte ustawienie wycofania w Printer Settings.
¶ Wprowadzenie do parametrów
¶ Długość (Length)
Jest to ilość filamentu w ekstruderze, która jest wycofywana, aby zapobiec wyciekaniu podczas pokonywania długich dystansów. Ustaw na 0, aby wyłączyć cofanie.
¶ Przeskok Z podczas cofania (Z hop when retracting)
Za każdym razem, gdy następuje cofnięcie, dysza jest nieco unoszona, aby utworzyć odstęp pomiędzy dyszą a wydrukiem. Zapobiega to uderzaniu dyszy w wydruk podczas dłuższej podróży. Wartość ta nie może przekraczać 5mm.
¶ Rodzaje przeskoku Z (Z Hop type)
Poniżej przedstawiono kilka sposobów podnoszenia dyszy po całkowitym wycofaniu. Użycie nachylenia, spirali i automatycznego podnoszenia może skutecznie zmniejszyć wyciekanie i powstawanie nitek.
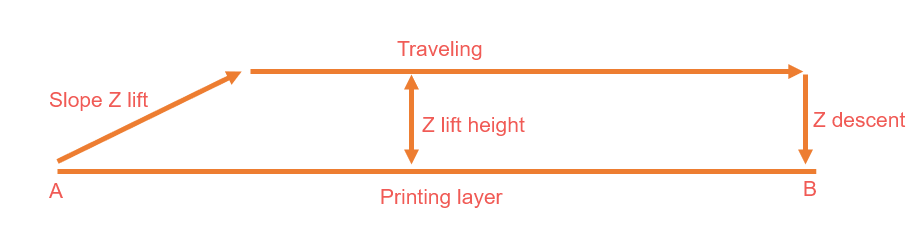
¶ Nachylenie (Slope)
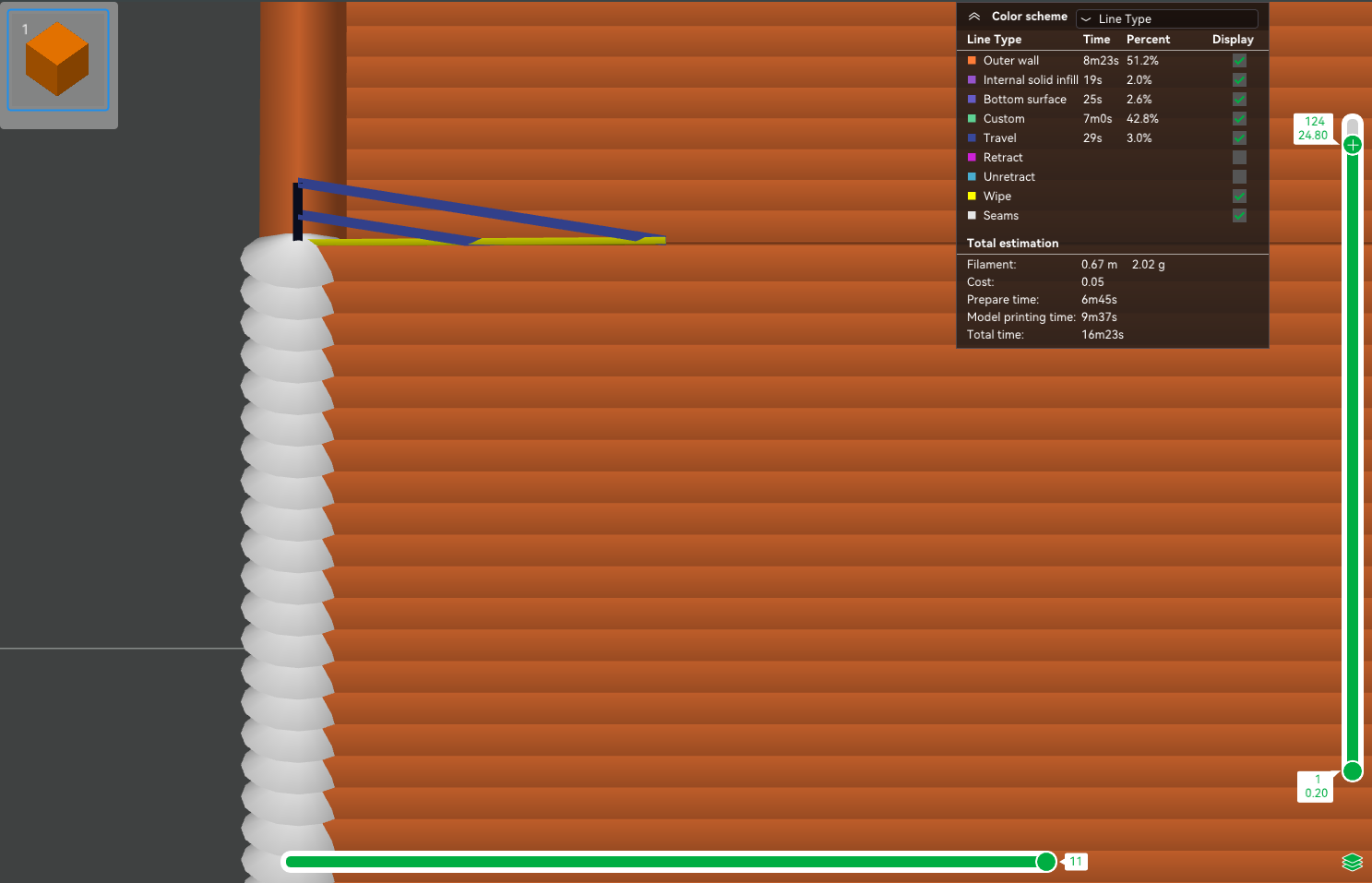
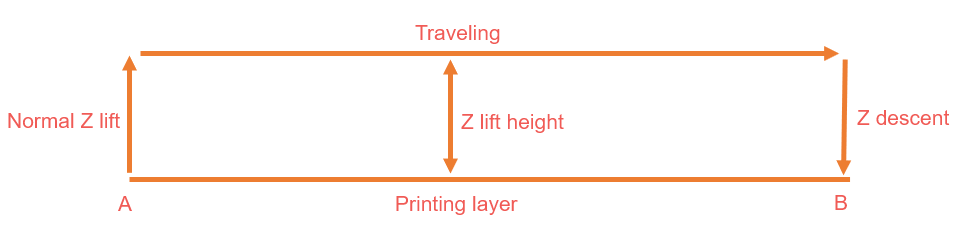
¶ Normalny (Normal)
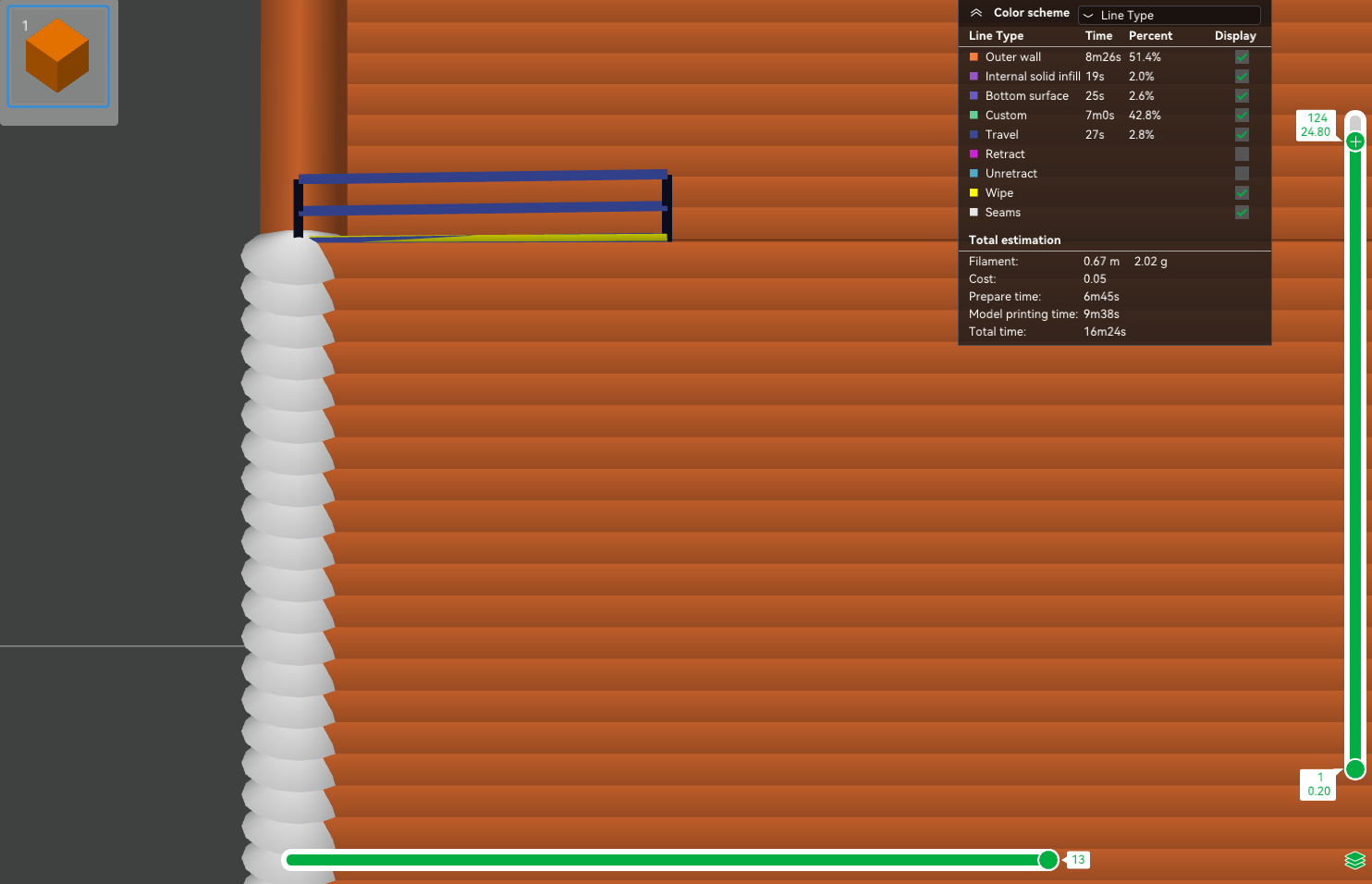
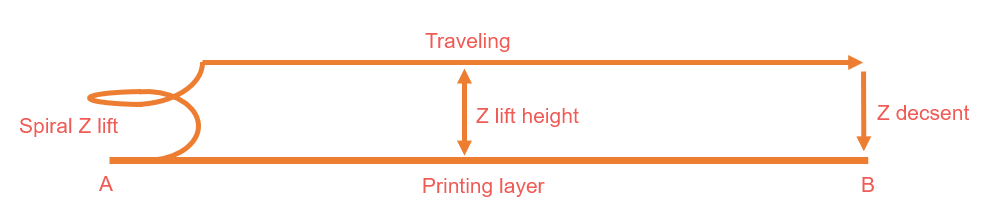
¶ Spiralny (Spiral)
¶ Automatyczny (Auto)
Wybierz tryb "Auto" a drukarka automatycznie wybierze tryb unoszenia w osi Z. Specyficzna metoda oceny jest następująca:
- Przesuw w obrębie tej samej warstwy najpierw określi, czy podczas podnoszenia po zboczu przejdzie ona przez obszar nawisu. Obszar ten może podczas drukowania rozszerzać się i wypaczać, a podczas procesu podnoszenia po zboczu do najwyższej wysokości przejdzie przez większy obszar XY, który ma pewne ryzyko zderzenia i otarcia z tą wypaczoną częścią. Jeśli nie ma ryzyka kolizji, użyj podnoszenia po zboczu; w przeciwnym razie użyj uniesienia spiralnego. Spiralna trajektoria podnoszenia przechodzi przez mniejszy obszar XY nad powierzchnią części, z mniejszym prawdopodobieństwem zarysowania.
- Podczas zmiany warstw drukarka zawsze korzysta z trybu podnoszenia spiralnego.
¶ Górna i dolna granica przeskoku Z (Z hop upper and lower boundary)
Przeskok Z będzie skuteczny tylko wtedy, gdy jego wartość znajdzie się pomiędzy dolną i górną granicą. Jest to związane z zakresem wysokości osi Z, w której drukarka może drukować, zatem zakres przeskoków w osi Z może się różnić w przypadku różnych drukarek.
¶ Prędkość cofania (Retraction speed)
Prędkość cofania w celu odciągnięcia filamentu.
¶ Predkość ponownego ładowania (Deretraction speed)
Prędkość ładowania filamentu do ekstrudera po cofnięciu; ustawienie tej opcji na 0 oznacza, że będzie to ta sama prędkość co cofanie.
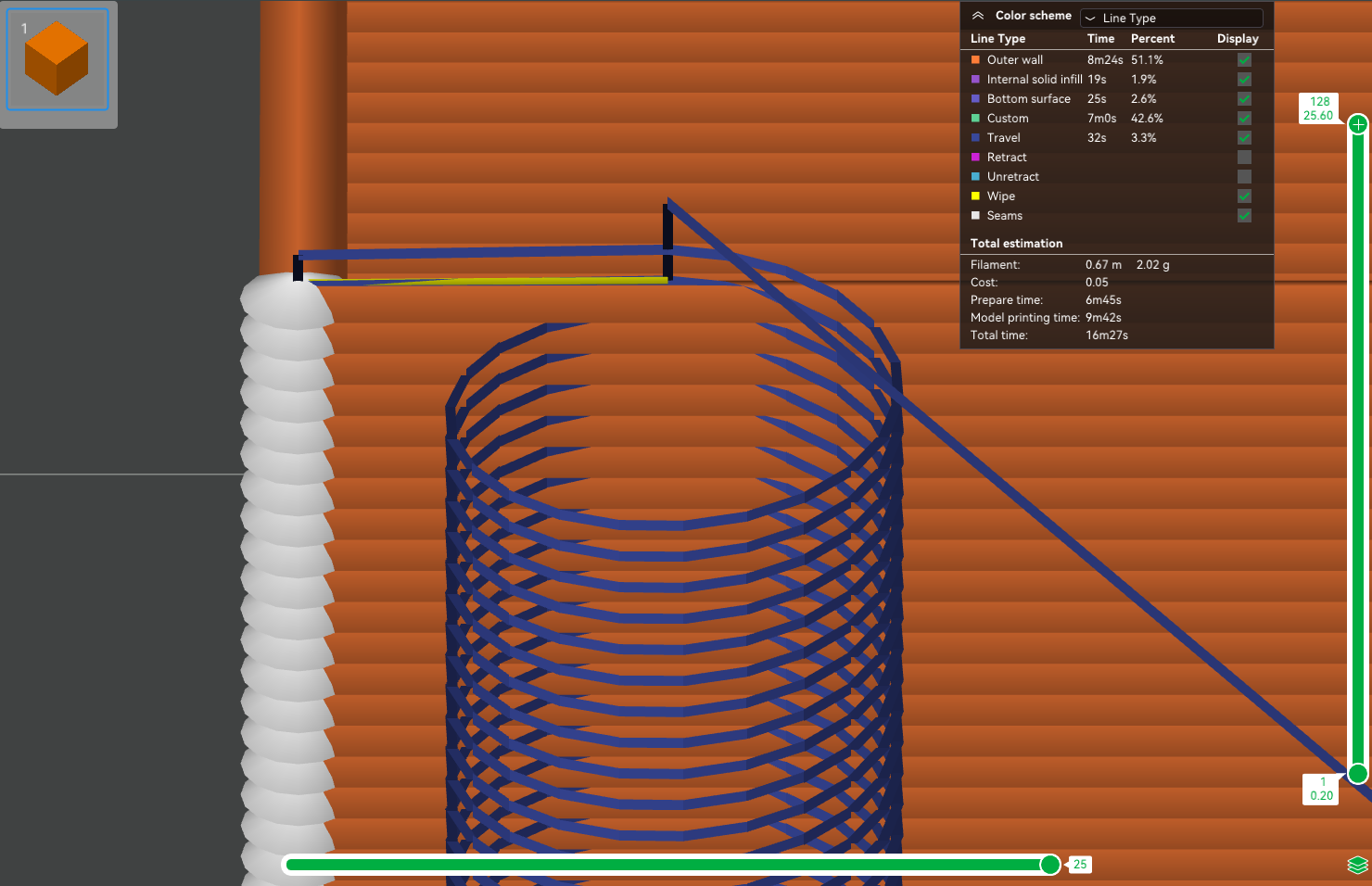
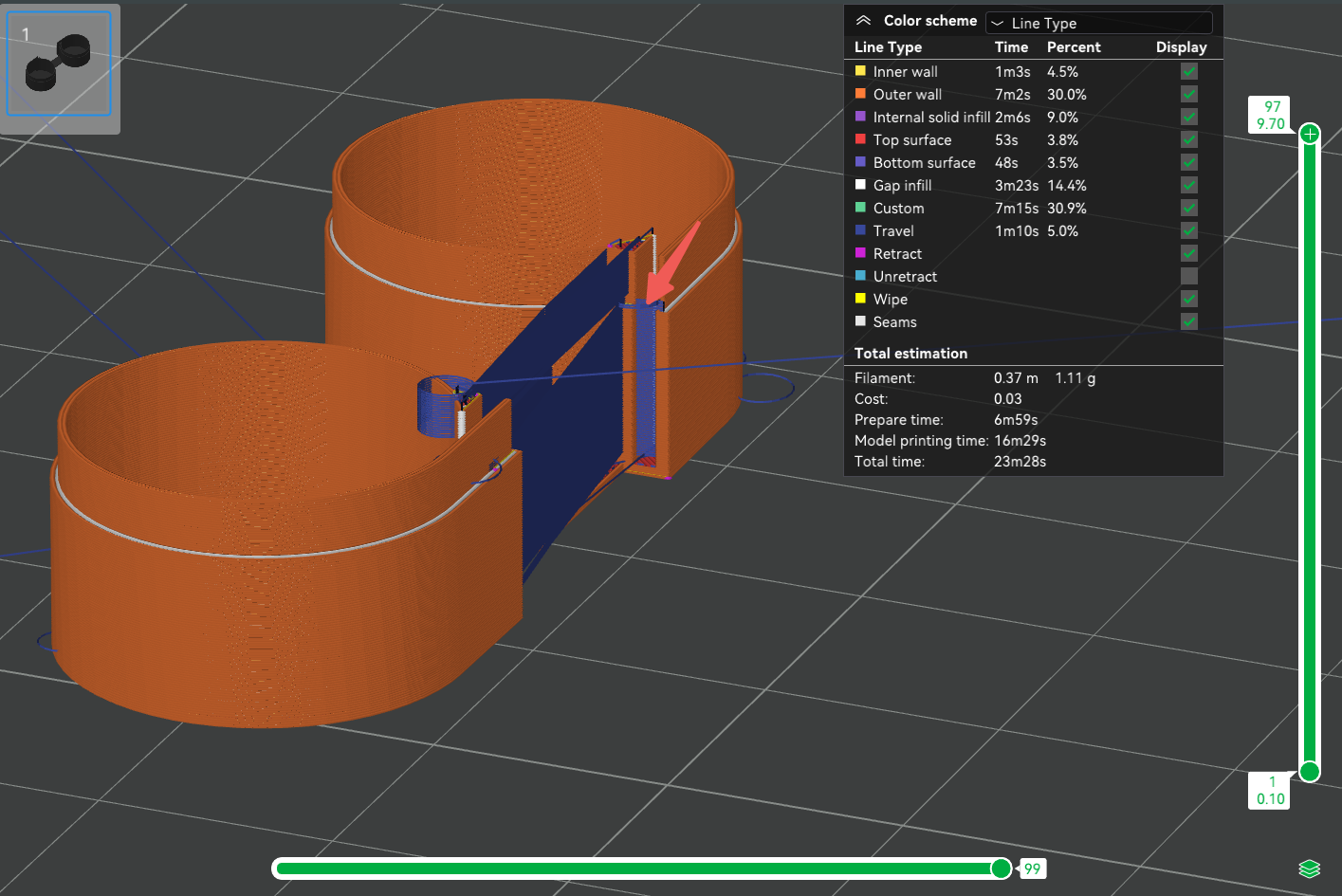
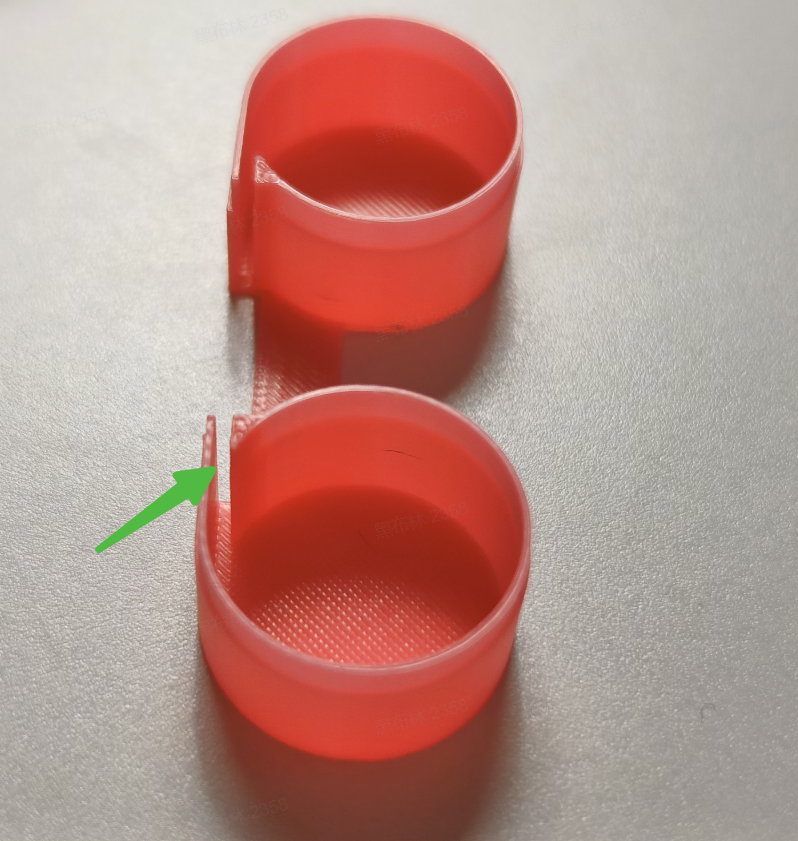
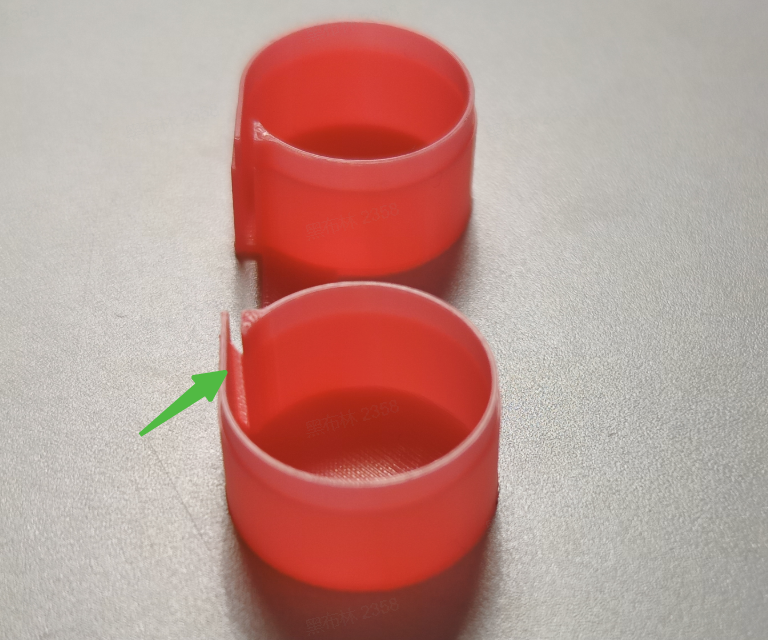
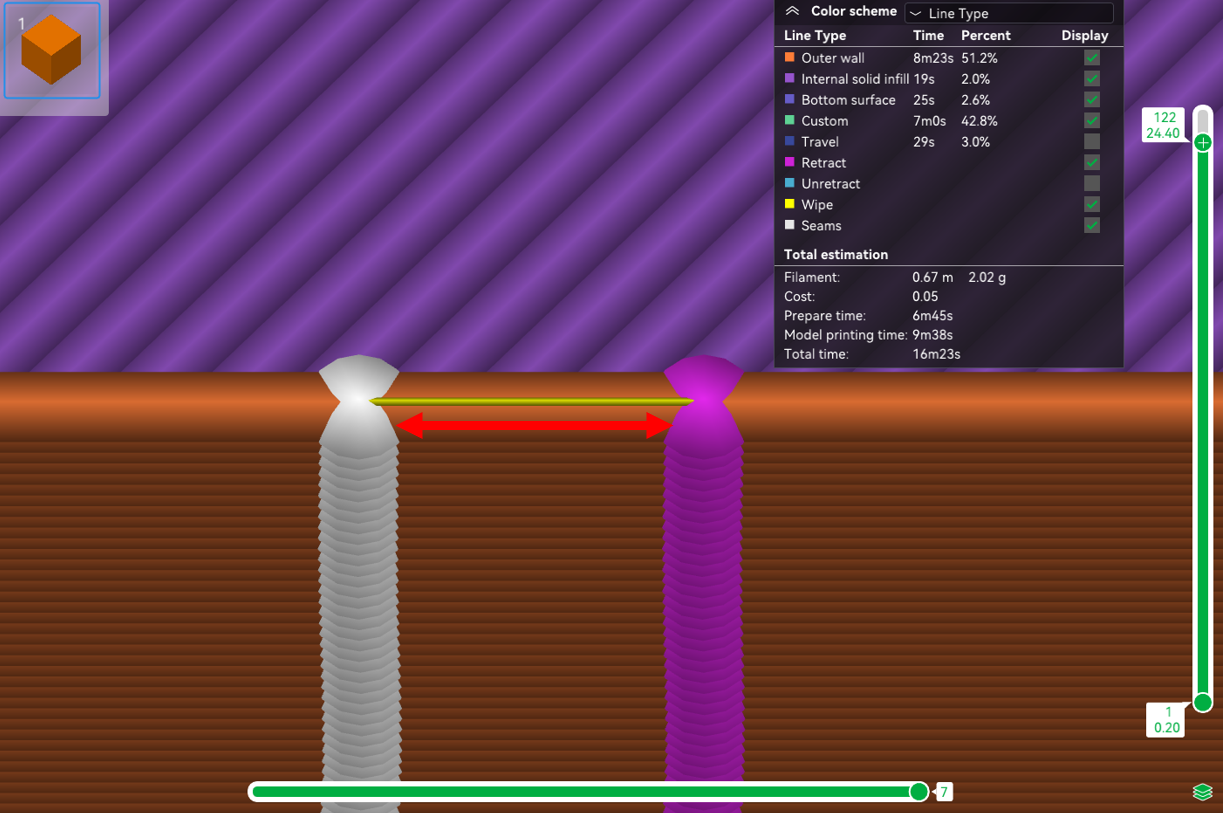
¶ Próg odległości przesuwu (Travel distance threshold)
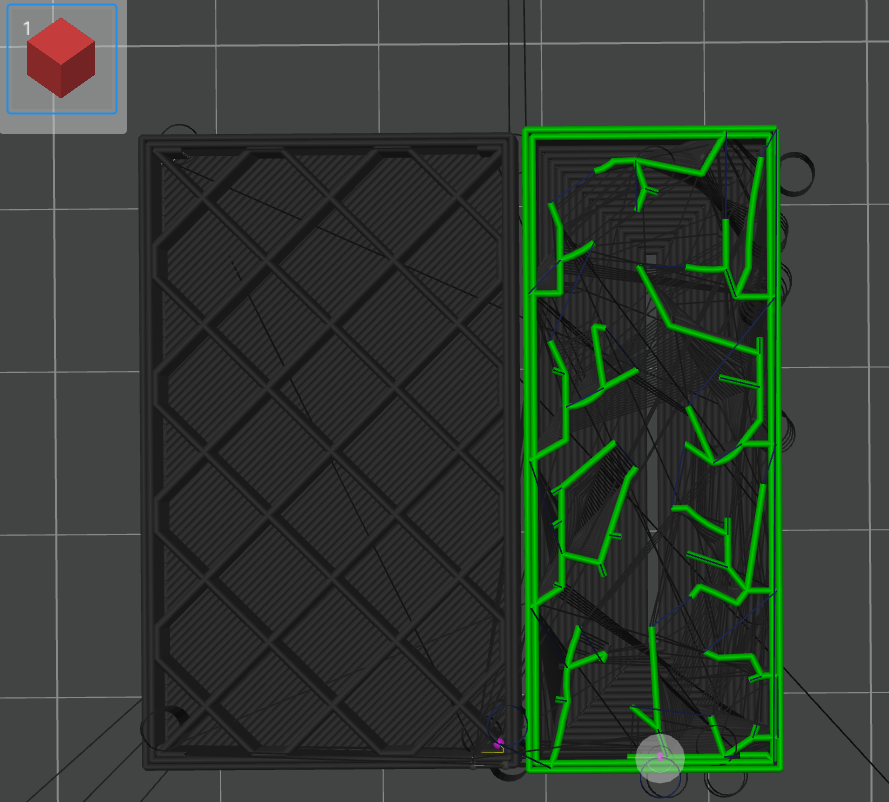
Wycofanie wyzwalaj tylko wtedy, gdy droga przesuwu jest większa niż ten próg. Podczas drukowania niektórych modeli z małymi odstępami odległość przesuwu może być zbyt mała, aby wywołać cofanie, ale dysza utworzy nitki pomiędzy małymi odstępami. Próg odległości przesuwu można dostosować w celu uruchomienia cofania, aby rozwiązać problem. Oto przykład użycia tego parametru:
|
|
Uwagi:
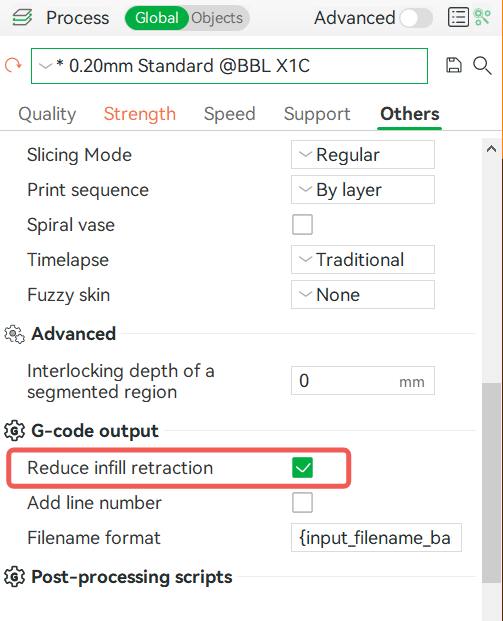
- Jeśli włączysz opcję "Reduce infill retraction (Zredukuj cofanie przy wypełnieniu)" w menu Process — Other — G-code output, spowoduje to jedynie cofanie filamentu podczas drukowania ścian i zmiany warstw, nawet w przypadku przemieszczania się pomiędzy wewnętrzną ścieżką wypełnienia, która spełnia próg odległości przesuwu (np. przemieszczanie się pomiędzy koncentrycznymi wzorami wypełnień). Ta opcja jest domyślnie włączona, ponieważ cofanie ma na celu zapobieganie wpływowi nitkowania i wycieków na wygląd modelu, a defekty wewnątrz niego często można zignorować.
- Wewnętrzna droga podpory, nawet jeśli zostanie osiągnięty próg drogi przesuwu, nigdy nie spowoduje wycofania. Ponieważ podpórka nie jest częścią drukowanego modelu, zazwyczaj nie przejmujemy się defektami wewnątrz niej.
¶ Cofaj przy zmianie warstw (Retract on layer change)
Włącz tę opcję, aby wymusić wycofanie w przypadku zmian warstw.
¶ Wycieraj przy cofaniu (Wipe while retracting)
Ta opcja spowoduje przesunięcie dyszy wzdłuż ostatniej ścieżki wytłaczania podczas wycofywania w celu oczyszczenia wszelkich wycieków materiału z dyszy. Może to zminimalizować plamy podczas drukowania nowej części po podróży.
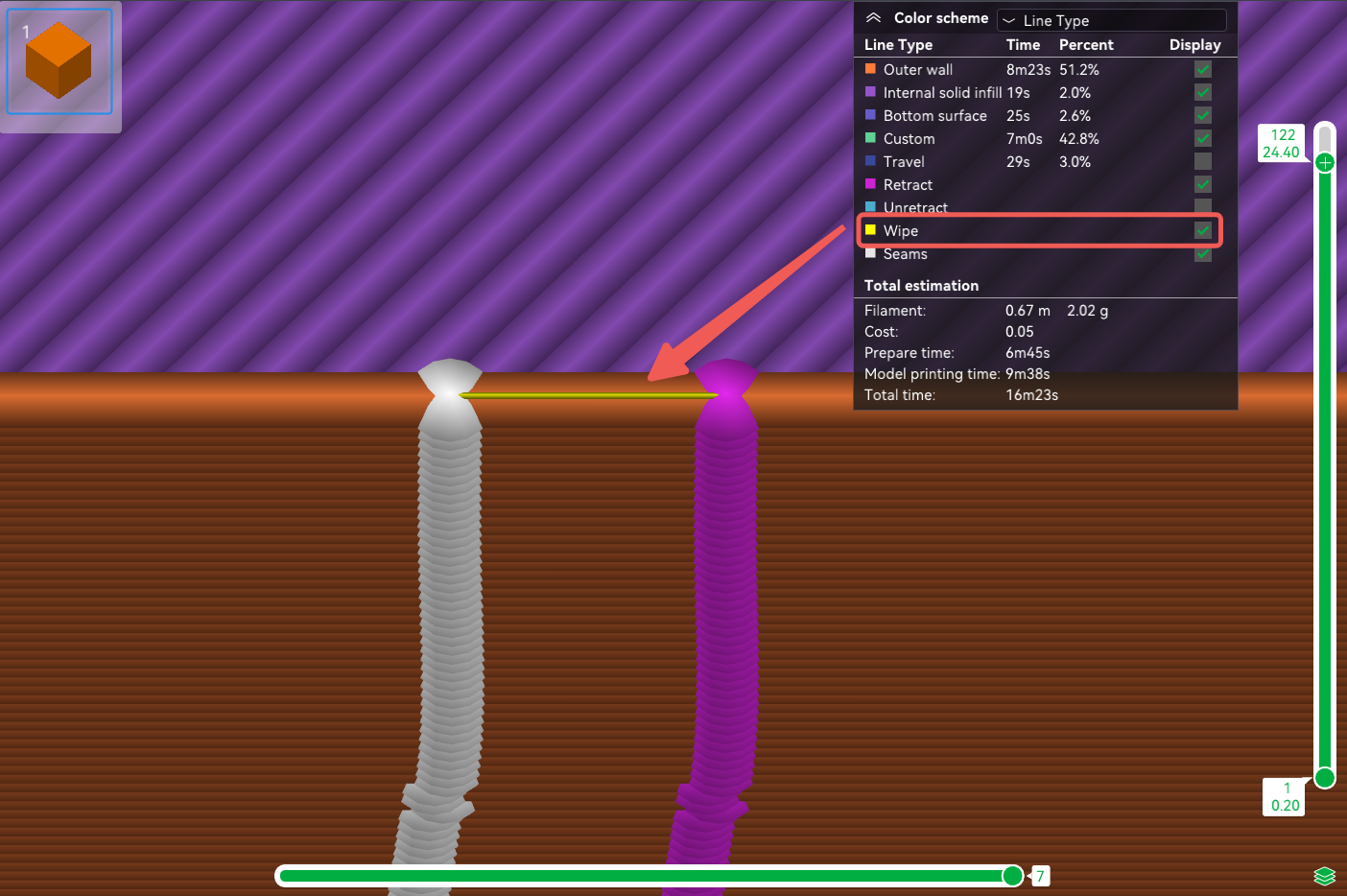
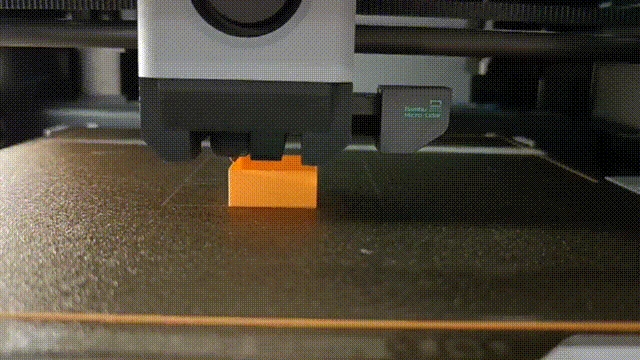
Przed cofnięciem głowica wykonuje „drganie”, czyli wycieranie, jak pokazano na poniższym rysunku:
¶ Odległość wytarcia (Wipe distance)
Po włączeniu wycierania przy cofaniu, opcja ta określa jak długo dysza będzie przesuwać się wzdłuż ostatniej ścieżki podczas cofania.
¶ Cofnij ilość przed wytarciem (Retract amount before wipe)
Jest to długość szybkiego wycofania przed wycieraniem, jego wartość jest procentem w stosunku do długości wycofania. Wartość domyślna to 0. Jeśli filament nie cofnie się przed wytarciem, efekt szwu Z na ścianie zewnętrznej będzie lepszy (w przypadku domyślnej sekwencji drukowania ściany wewnętrzna-zewnętrzna).
¶ Sprawy warte uwagi
- Cofanie jest bardzo ważne dla jakości druku 3D, ponieważ jeśli nie nastąpi, prawdopodobnie doprowadzi to do nitkowania i sączenia. Jednak ważne jest również, aby nie ustawiać zbyt dużej wartości cofania, w przeciwnym razie ekstruder będzie cofał filament zbyt długo (lub zbyt często), co spowoduje niedostateczne wytłoczenie wydruku i przerwy w warstwach, a także istnieje pewne prawdopodobieństwo, że ekstruder się zatka.
- W niektórych przypadkach zastosowanie cofania może mieć również negatywne skutki, zwłaszcza przy drukowaniu z materiałów elastycznych takich jak TPU. Dzieje się tak dlatego, że są to materiały elastyczne, a cofanie ich może wpływać na średnicę filamentu i powodować jego kurczenie, co prowadzi do zatykania i innych problemów z wytłaczaniem. Jednakże w przypadku wszystkich innych materiałów, takich jak PLA, ABS i PETG, efekt drukowania jest lepszy, gdy włączone jest cofanie.
- Wilgotne filamenty są bardziej podatne na nitkowanie i wyciekanie podczas drukowania i zwykle nie można ich całkowicie wyeliminować, jedynie dostosowując ustawienia cofania. Lepiej najpierw spróbuj wysuszyć filament, a następnie dostosuj ustawienia cofania, aby uzyskać lepszą jakość druku.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.