¶ Wprowadzenie
W Bambu Studio możesz ustawić zaawansowane parametry związane ze strukturą w Process - Strength - Advanced.
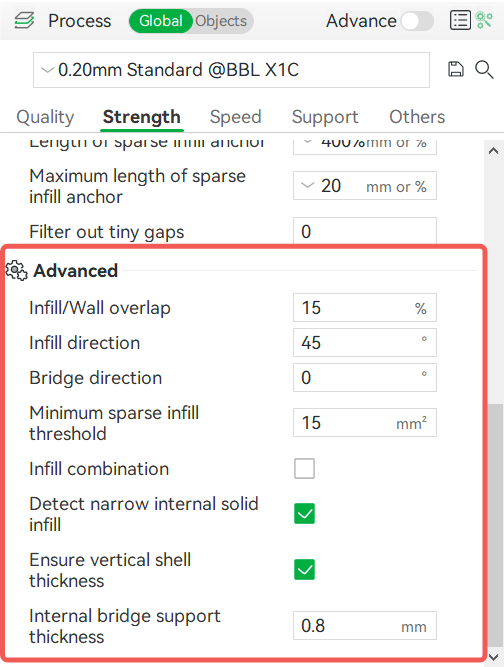
¶ Parametry
¶ Nakładanie wypełnienia (Infill/Wall overlap)
Obszar wypełnienia jest nieco powiększony, tak aby zachodził na ścianę, co zapewnia lepszą przyczepność. Istotą tego parametru jest kontrola nakładania się wszystkich linii wypełnienia (tutaj „wypełnienie” odnosi się do wszystkich poziomych kierunków powłok, w tym rzadkich wypełnień/wewnętrznych pełnych wypełnień/górnej powierzchni/dolnej powierzchni/mostu) i powłok pionowych (ściany wewnętrzne i zewnętrzne), co może zwiększyć lub zmniejszyć nitowanie pomiędzy nimi. Wartość procentowa jest zależna od szerokości linii rzadkiego wypełnienia. Wartość domyślna to 15%.
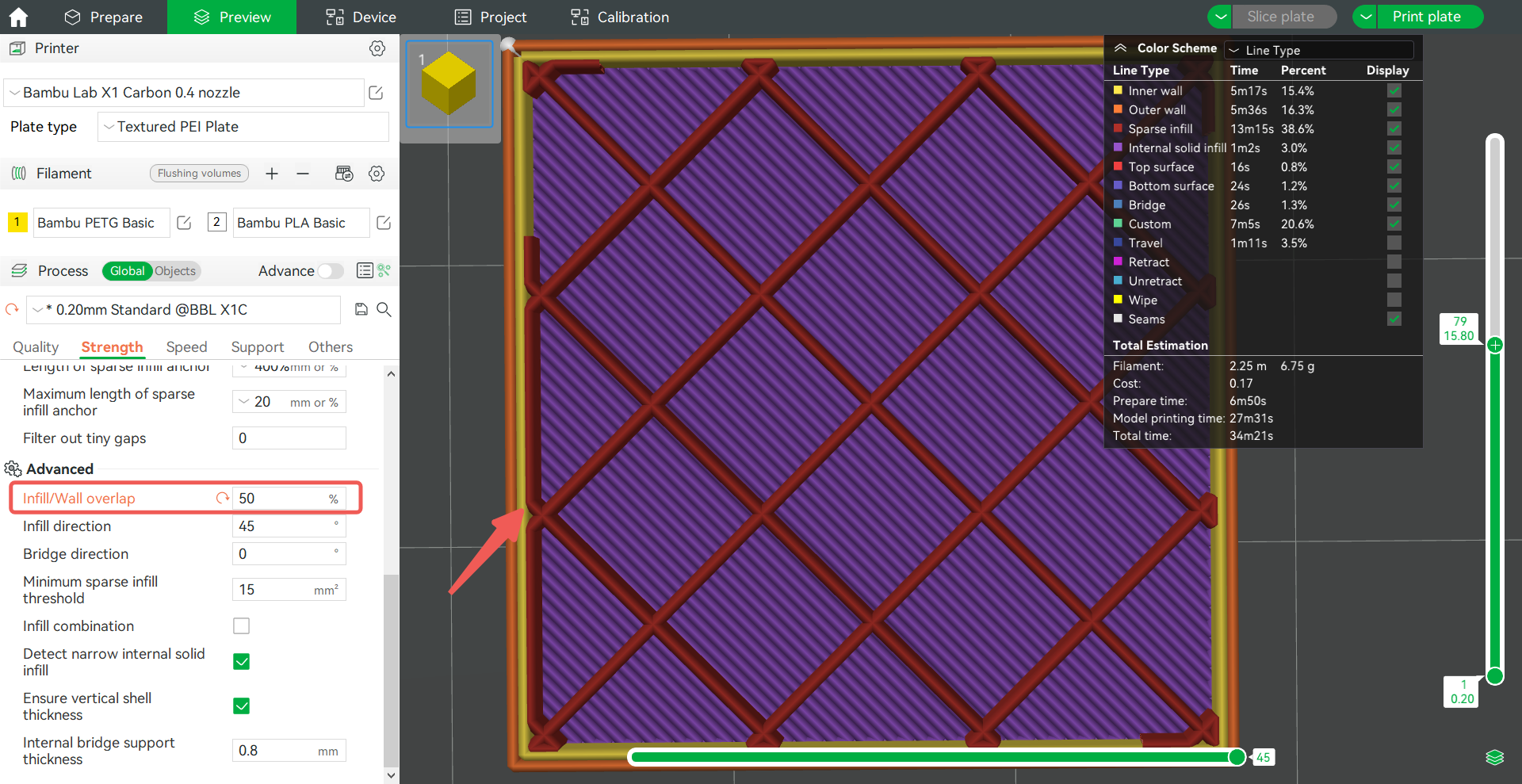
- Gdy nakładanie jest ustawione na 50%, na poniższym rysunku widać, że 50% szerokości linii wypełnienia rzadkiego zachodzi na ścianę wewnętrzną. Jeśli stopień nakładania się jest zbyt duży, powierzchnia modelu będzie wybrzuszona, co wpłynie na jego wygląd.
- Współczynnik nakładania można również ustawić na wartość ujemną, co oznacza, że wypełnienie i ściana w ogóle się nie nakładają. Na przykład, jeśli współczynnik nakładania się jest ustawiony na -50%, na poniższym rysunku widać, że rzadkie wypełnienie i ściana wewnętrzna nie zachodzą na siebie, a odstęp między nimi wynosi 50%.
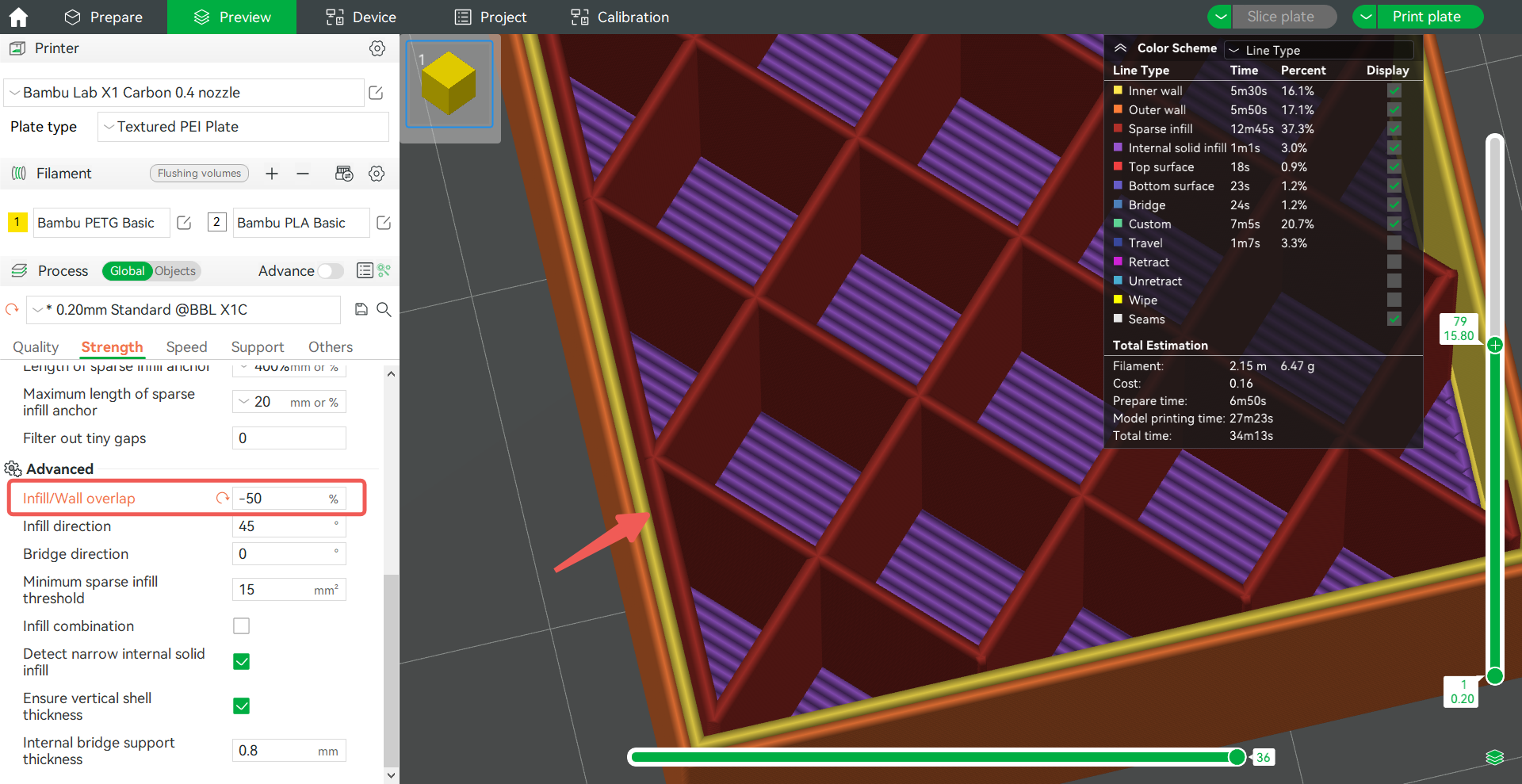
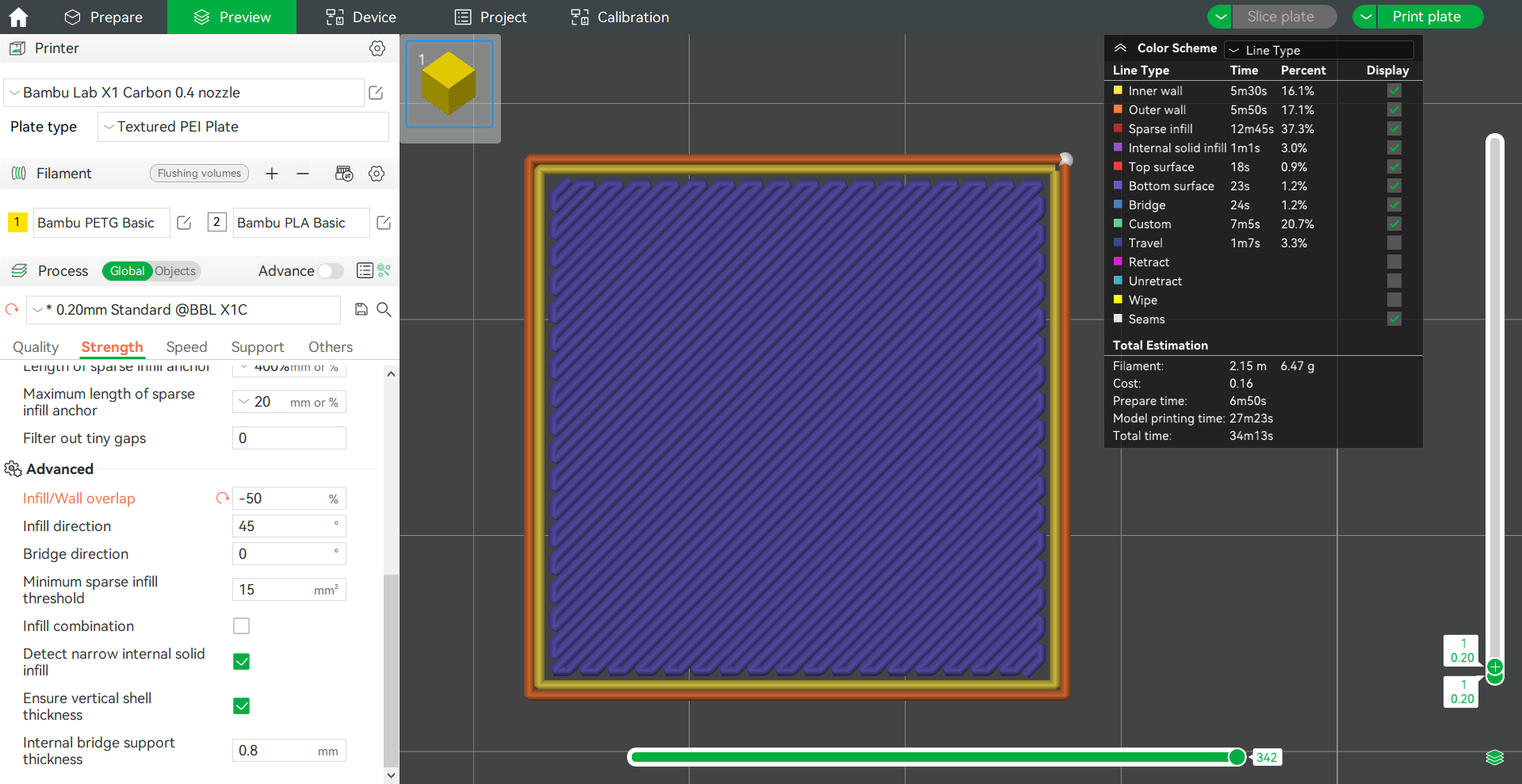
- Jednakże, jeśli współczynnik nakładania się zostanie ustawiony na wartość ujemną, może to wpłynąć na wygląd górnej i dolnej powierzchni, ponieważ nie będą one przymocowane do ścian.
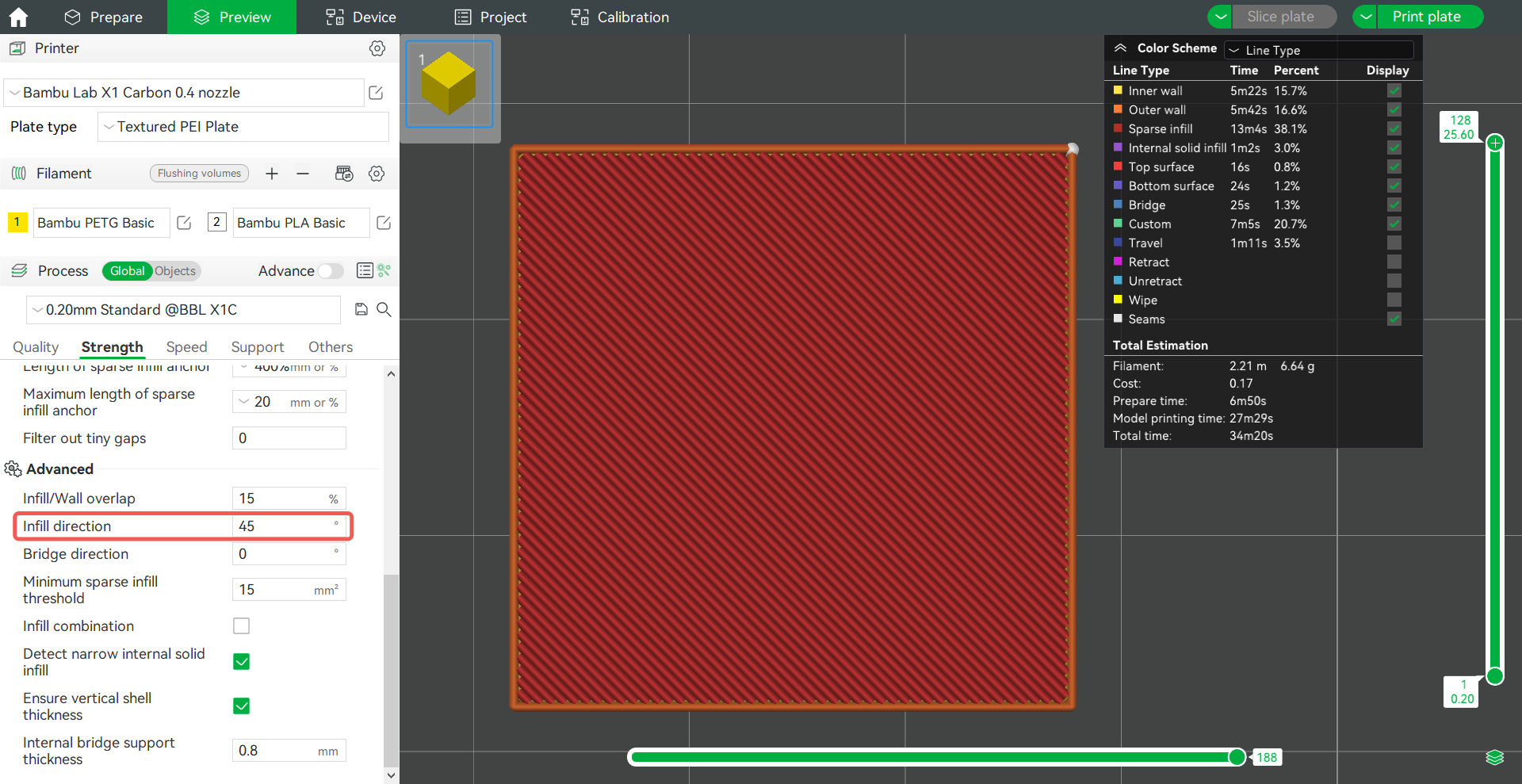
¶ Kierunek wypełnienia (Infill direction)
Kąt dla wzoru wypełnienia rzadkiego, który kontroluje początek lub główny kierunek linii. Ten parametr dostosowuje również kierunek wszystkich linii wypełnienia, w tym powierzchni górnej, powierzchni dolnej, wypełnienia rzadkiego i wewnętrznego wypełnienia pełnego (z wyjątkiem mostu).
- Kierunek wypełnienia 45°:
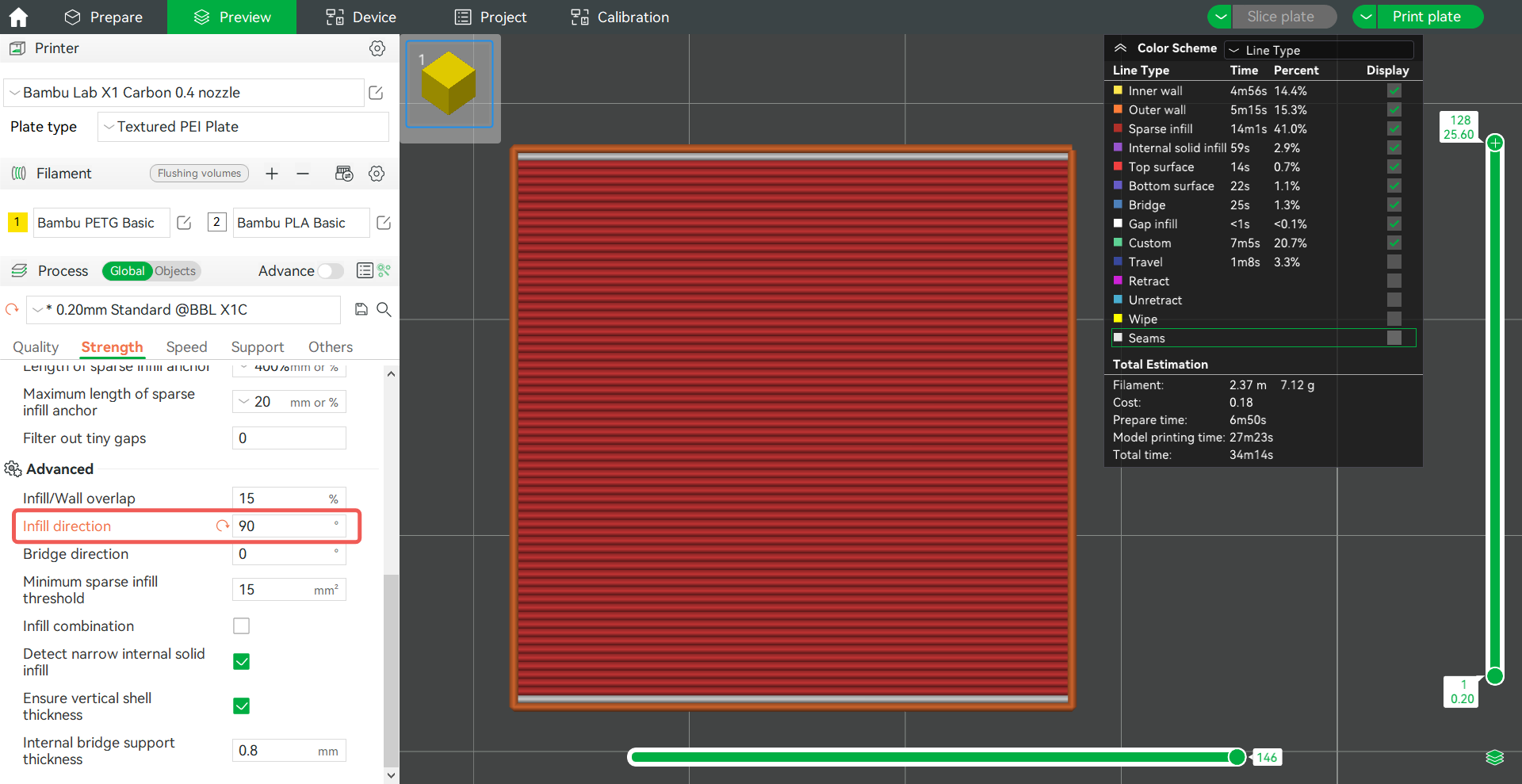
- Kierunek wypełnienia 90°:
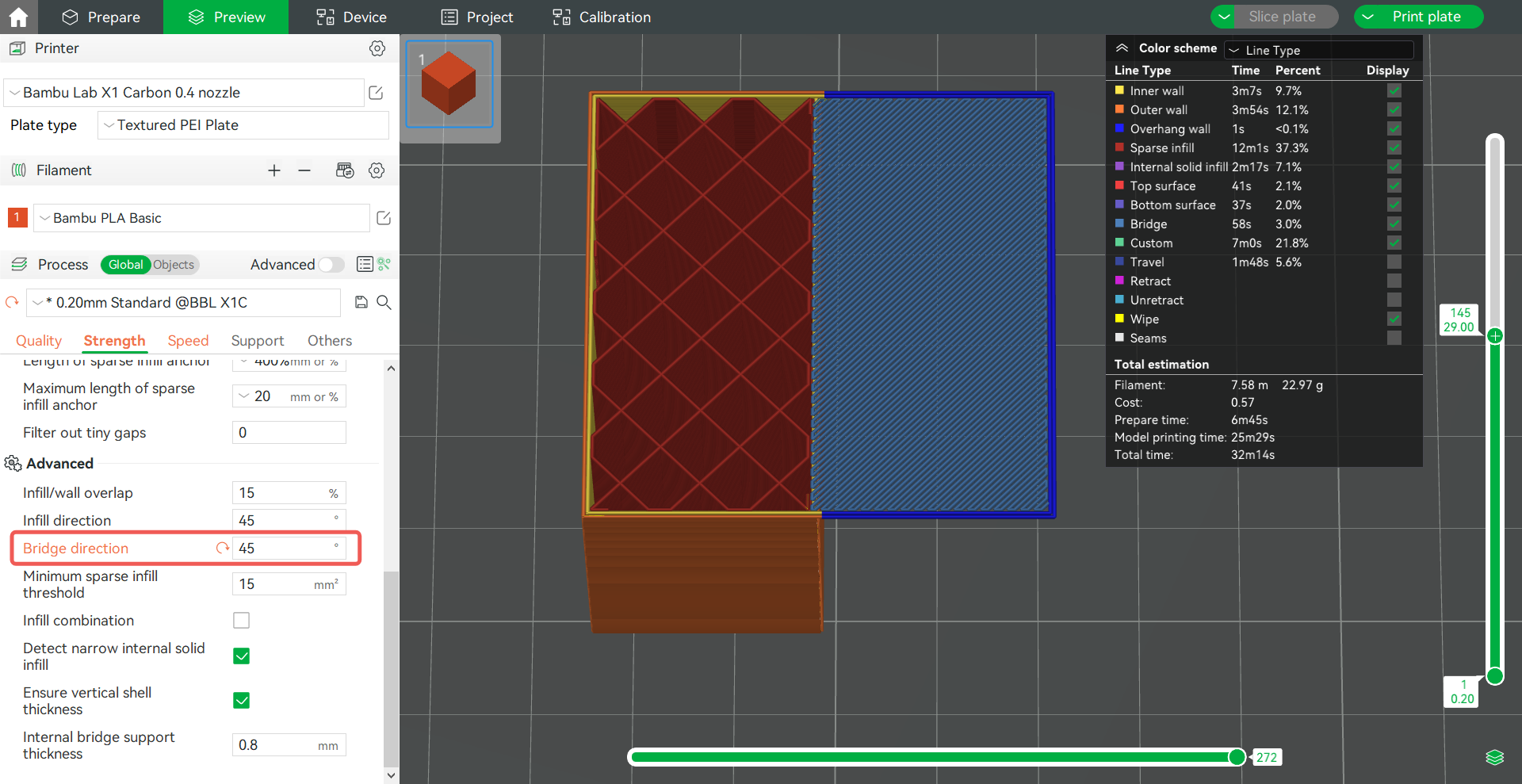
¶ Kierunek mostu (Bridge direction)
Ustaw kierunek mostu dla mostu zewnętrznego. Jeśli ustawiony jest na 0, kąt zostanie obliczony automatycznie. W przeciwnym razie most zewnętrzny użyje podanej wartości. 180° oznacza 0°.
- Kierunek wypełnienia mostu 45°:
- Kierunek wypełnienia mostu 90°:

Aby dowiedzieć się więcej o ustawieniach mostów, zajrzyj na stronę: Ustawienia mostów | Bambu Lab Wiki
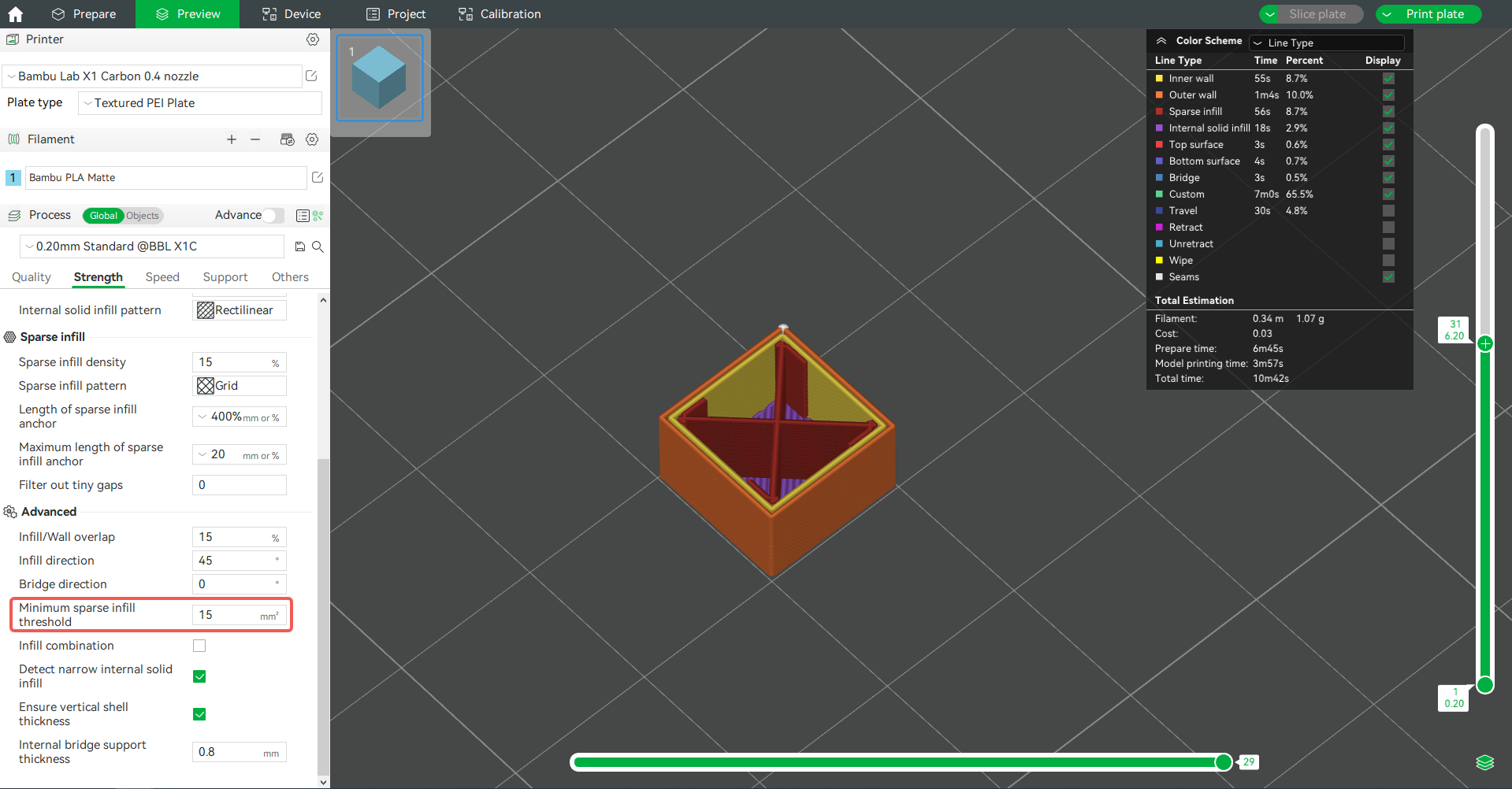
¶ Minimalny próg wypełnienia rzadkiego (Minimum sparse infill threshold)
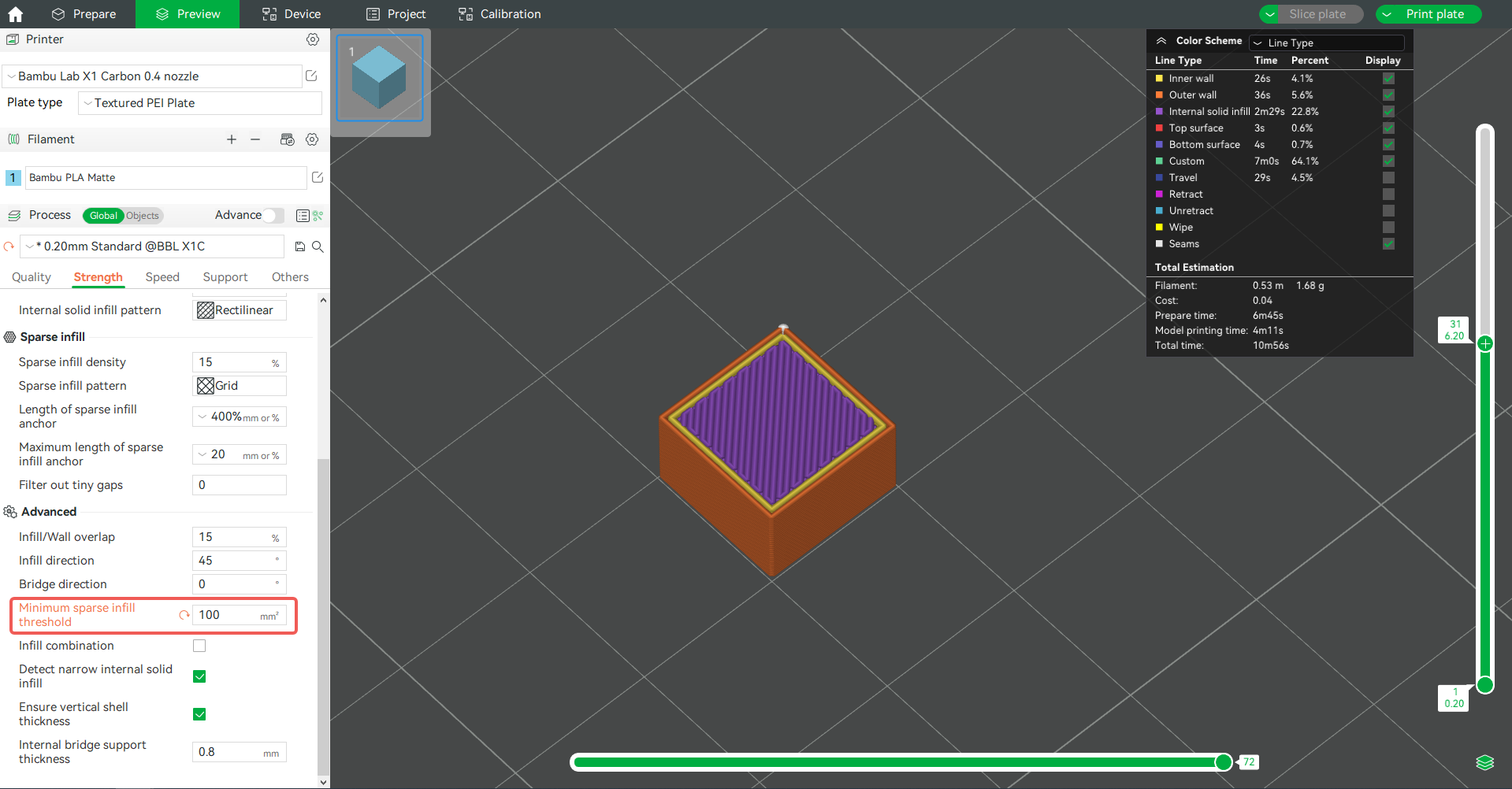
Obszar wypełnienia rzadkiego mniejszy niż wartość progowa zostaje zastąpiony wewnętrznym, pełnym wypełnieniem. Innymi słowy, jeśli powierzchnia wewnętrznego obszaru wypełnienia jest mniejsza niż ta wartość, rodzaj linii obszaru zostanie wypełniony wewnętrznym wypełnieniem pełnym, w przeciwnym razie będzie to wypełnienie rzadkie. Głównym celem jest poprawa wytrzymałości i wypełnienie wąskiego obszaru wypełnieniem pełnym, aby uniknąć pęknięcia. Weźmy jako przykład kostkę o objętości 1 cm³:
- Minimalny próg 15mm²:
- Minimalny próg 100mm²:
¶ Kombinacja wypełnienia (Infill combination)
Automatycznie łącz rzadkie wypełnienia kilku warstw, aby drukować je razem, aby skrócić czas drukowania. Ściana jest nadal drukowana z oryginalną wysokością warstwy. Logika kombinacji wypełnień polega na przyjęciu maksymalnej całkowitej wielokrotności wysokości warstwy ściany jako wysokości rzadkiego wypełnienia w zakresie nie większym niż średnica dyszy.
Na przykład wybierz ustawienie wstępne dyszy 0.4 mm. Po włączeniu kombinacji wypełnień, dla ściany o wysokości warstwy 0.08 mm i 0.2 mm, wysokość warstwy rzadkiego wypełnienia będzie wynosić 0.4 mm (pierwsza drukuje 1 warstwę rzadkiego wypełnienia na każde 5 warstw, druga drukuje 1 warstwę rzadkiego wypełnienia na każde 2 warstwy). Użyj warstwy rzadkiego wypełnienia o wysokości 0.36 mm dla warstwy ściany o wysokości 0.12 mm (drukowanie 1 warstwy rzadkiego wypełnienia na każde 3 warstwy). Użyj warstwy rzadkiego wypełnienia o wysokości 0.32 mm dla warstwy ściany o wysokości 0.16 mm (drukowanie 1 warstwy rzadkiego wypełnienia na każde 2 warstwy). Jednakże ze względu na przekroczenie średnicy dyszy po przyjęciu wielokrotności całkowitych, nie ma odpowiedniej wysokości warstwy rzadkiego wypełnienia dla wstępnie ustawionych wysokości warstw 0.24 mm i 0.28 mm, dlatego w tym przypadku nie można zastosować kombinacji wypełnień.

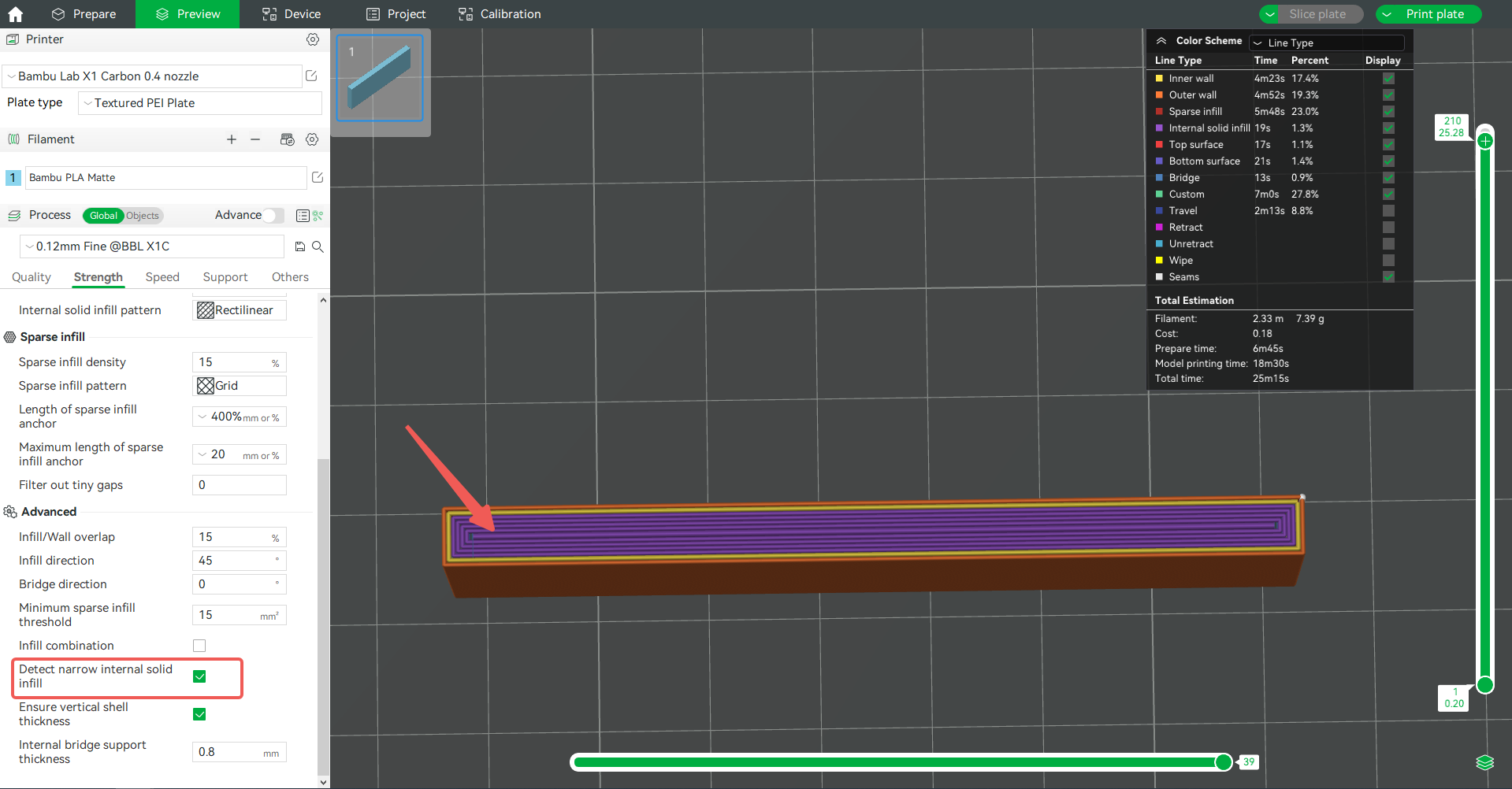
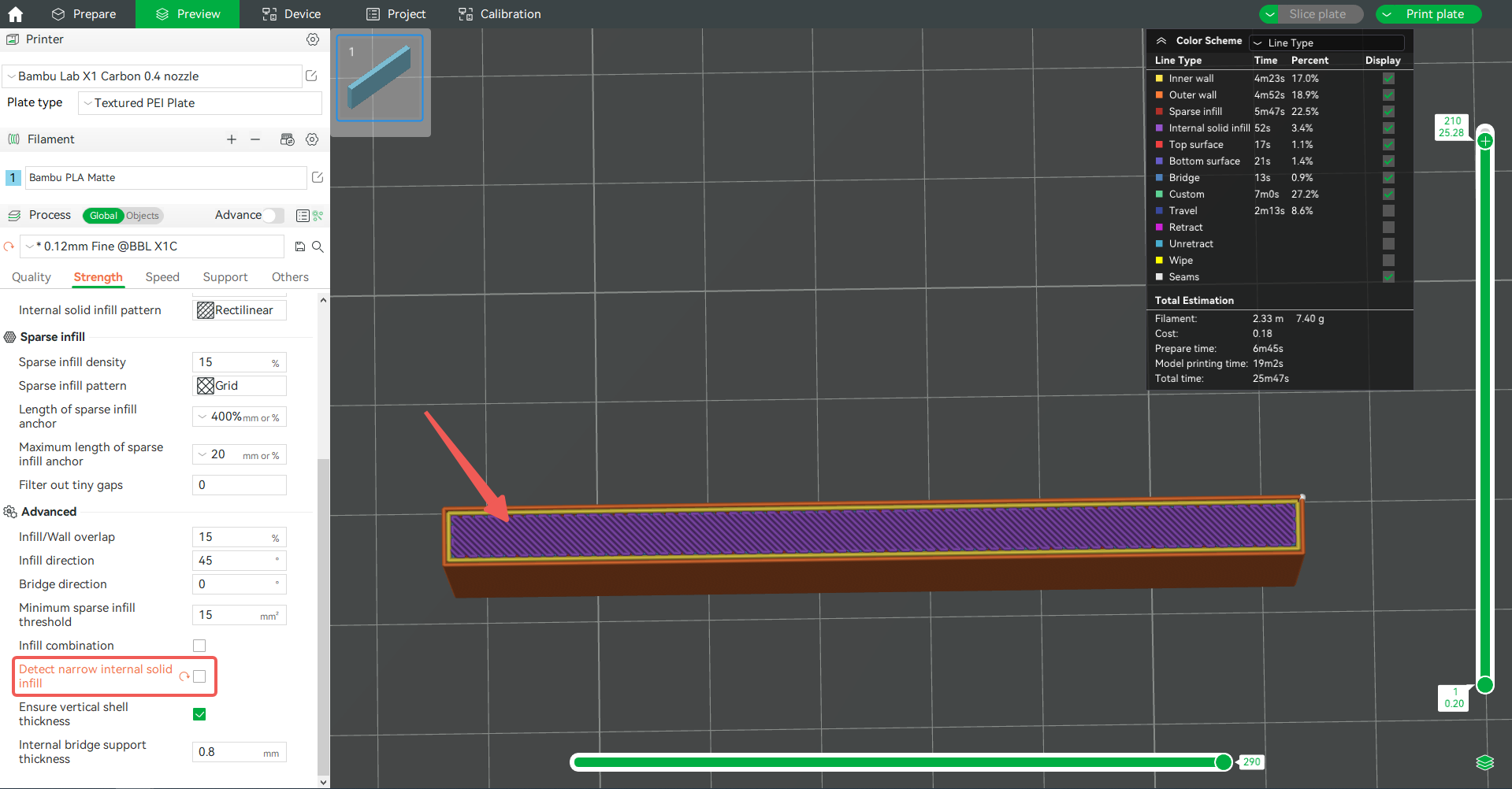
¶ Wykryj wąskie wypełnienie rzadkie (Detect narrow internal solid infill)
Ta opcja automatycznie wykryje wąski obszar wypełnienia. Jeśli jest włączona, w obszarze zostanie zastosowany wzór koncentryczny, aby przyspieszyć drukowanie. W przeciwnym razie domyślnie używany jest wzór prostoliniowy.
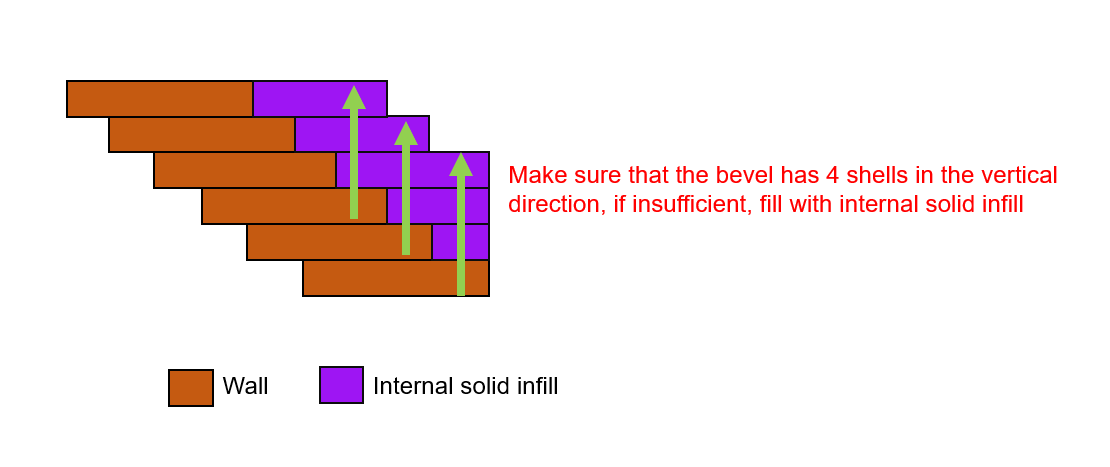
¶ Zapewnij wąskie wypełnienie rzadkie (Ensure narrow internal solid infill)
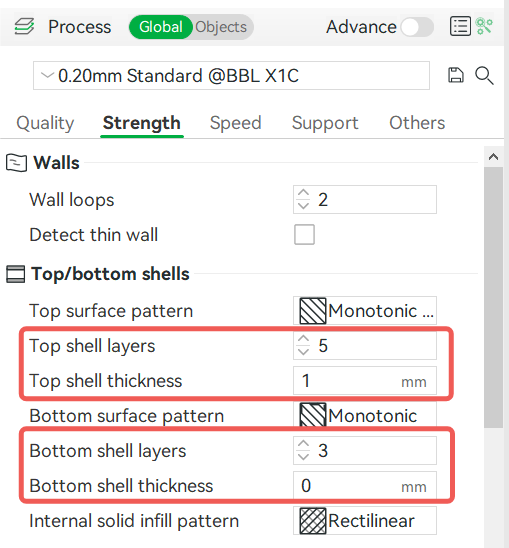
Dodaj pełne wypełnienie w pobliżu pochyłych powierzchni, aby zapewnić pionową grubość powłoki (górna i dolna pełna warstwa). Grubość pionowej powłoki, którą należy zapewnić, zależy od ustawionej grubości powłoki górnej (liczba warstw) i grubości powłoki dolnej (liczba warstw).
Poniżej znajduje się przykład. Jeżeli liczba dolnych warstw powłoki jest ustawiona na 4 i włączona jest opcja zapewnienia pionowej grubości powloki, to przy krojeniu skosu, do części posiadającej mniej niż 4 pionowe warstwy zostanie dodana warstwa wypełnienia pełnego.

¶ Grubość wewnętrznych podpór mostu (Internal bridge support thickness)
(Ze względu na iterację wersji, parametr ten został usunięty. Nowy algorytm zapewnia możliwość podparcia mostów)
Jeśli ta opcja jest włączona, Studio wygeneruje pętle podporowe pod konturem mostów wewnętrznych. Mogą one zapobiegać wyciąganiu się mostów wewnętrznych w powietrzu i poprawiać jakość górnej powierzchni, zwłaszcza przy niskiej gęstości wypełnienia rzadkiego. Wartość ta określa grubość pętli nośnych. 0 oznacza wyłączenie tej funkcji.
Jak pokazano na poniższym GIF-ie, gdy grubość podpory mostu jest ustawiona na 0, poniżej krawędzi mostu wewnętrznego nie ma pełnej pętli podpory. Ustawienie go na 0.8 wygeneruje pętlę podporową o grubości 0.8 mm. Uwaga: Ta funkcja działa tylko wtedy, gdy gęstość rzadkiego wypełnienia nie wynosi 0.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.