¶ Wprowadzenie do drukowania według obiektu
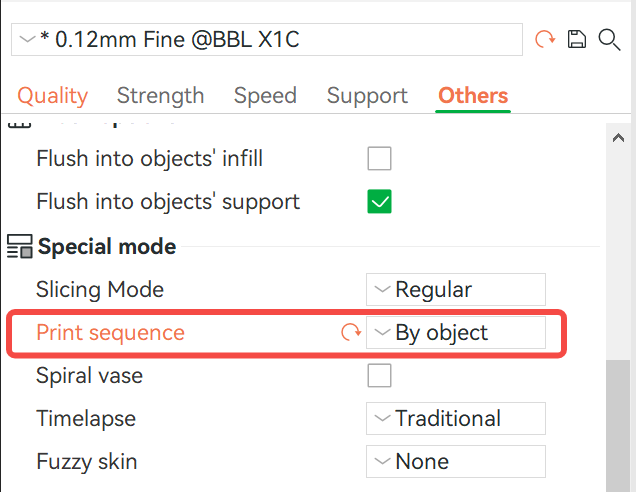
Jeśli na jednej płycie znajduje się wiele obiektów do drukowania, można wydrukować wiele modeli jednocześnie (według warstwy, domyślna kolejność drukowania), lub można wydrukować je jeden po drugim. Drukowanie według obiektu może zmniejszyć powstawanie nitek i wycieków spowodowanych przemieszczaniem się między modelami. A jeśli jeden model ulegnie awarii, zwykle nie ma to wpływu na drukowanie innych modeli podczas korzystania z tego trybu. Możesz wybrać tę funkcję w menu Special Mode w zakładce Others:
¶ Powiązane parametry
Istnieją cztery argumenty związane z drukowaniem według obiektu:
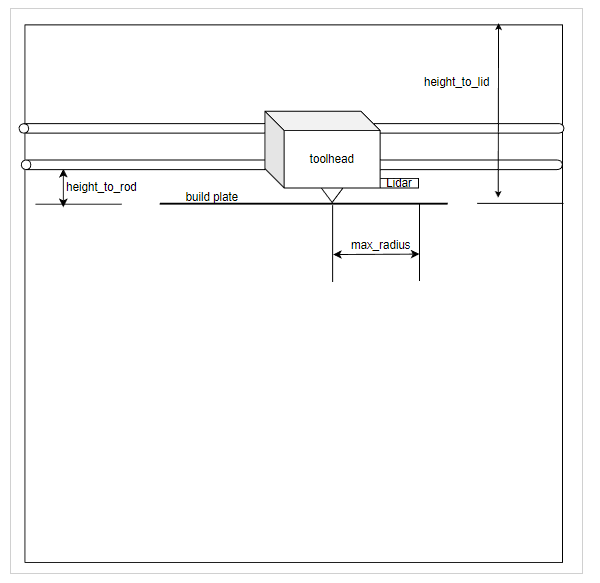
extruder_clearance_max_radius: maksymalny promień prześwitu wokół głowicy. Można bezpiecznie umieścić inne modele poza tym obszarem. Należy pamiętać, że luzy w różnych kierunkach głowicy są w rzeczywistości różne. Tutaj żądamy, aby dowolne dwa obiekty były oddzielone co najmniej promieniem ekstrudera (extruder_clearance_max_radius), ponieważ pozwalamy na dowolną kolejność drukowania.extruder_clearance_height_to_lid: wysokość pomiędzy płytą roboczą a pokrywą przy z=0.extruder_clearance_height_to_rod: wysokość pomiędzy płytą konstrukcyjną a dolnym prętem przy z=0.printable_height: wysokość druku drukarki.
¶ Ograniczenia
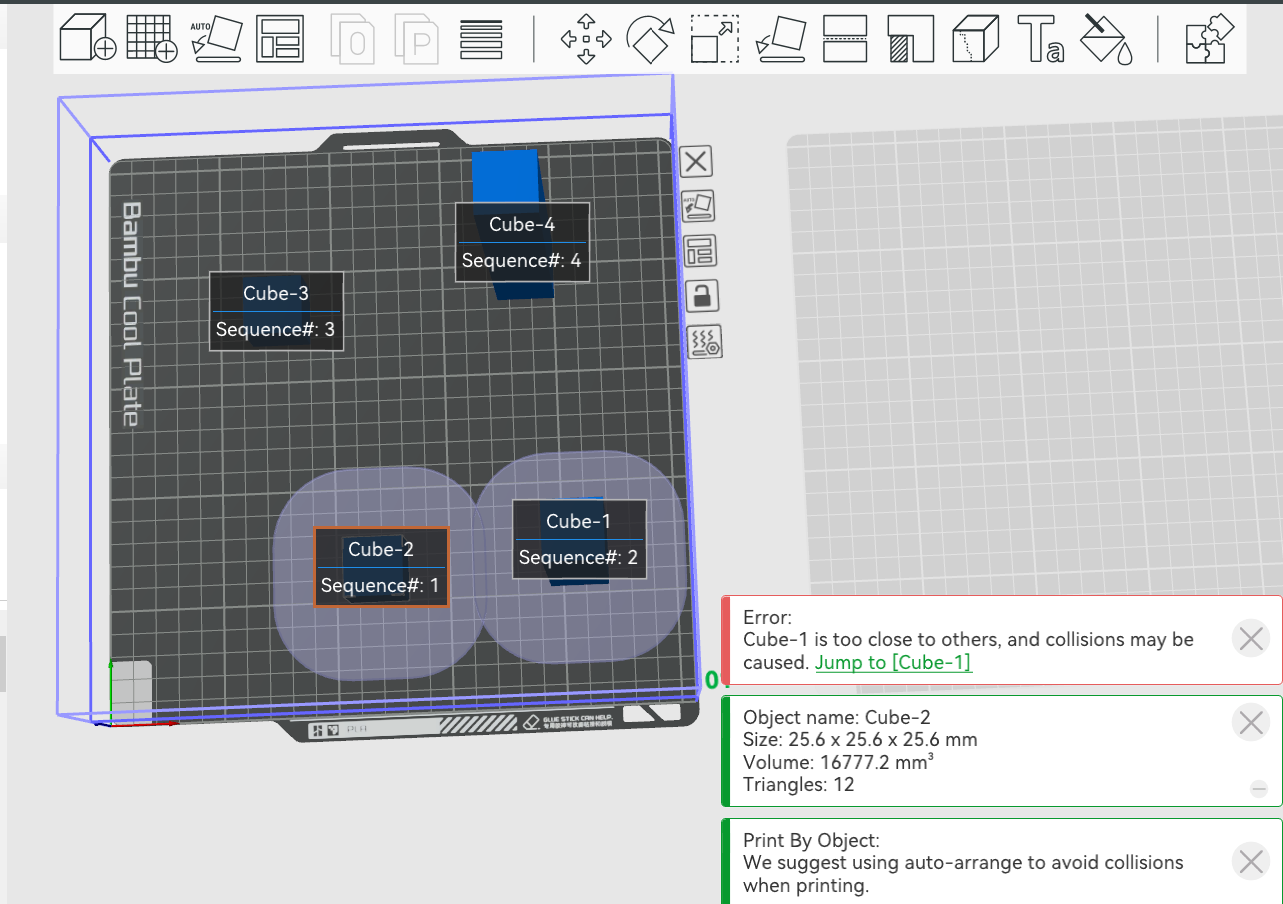
Podczas drukowania obiektów odległość xy pomiędzy różnymi obiektami powinna być większa niż extruder_clearance_max_radius.
Kiedy przeciągasz obiekt, wokół każdego obiektu pojawia się okrąg, który rozszerza obiekt o extruder_clearance_max_radius/2. Jeśli odległość pomiędzy dwoma obiektami jest mniejsza niż extruder_clearance_max_radius, pojawi się komunikat o błędzie.
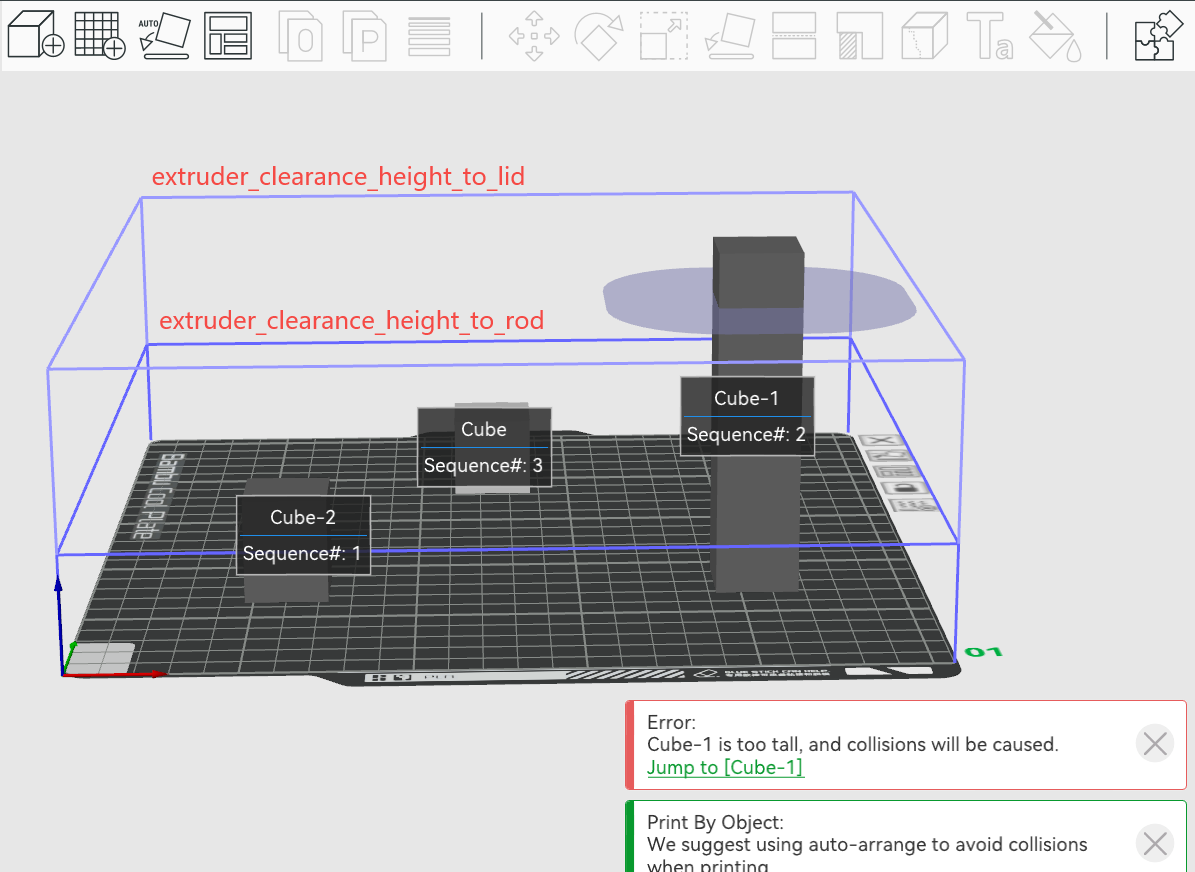
Jeżeli dwa obiekty mają przecięcia w kierunku y, wówczas wysokość obiektów drukowanych jako pierwsze powinna być mniejsza niż extruder_clearance_height_to_rod;
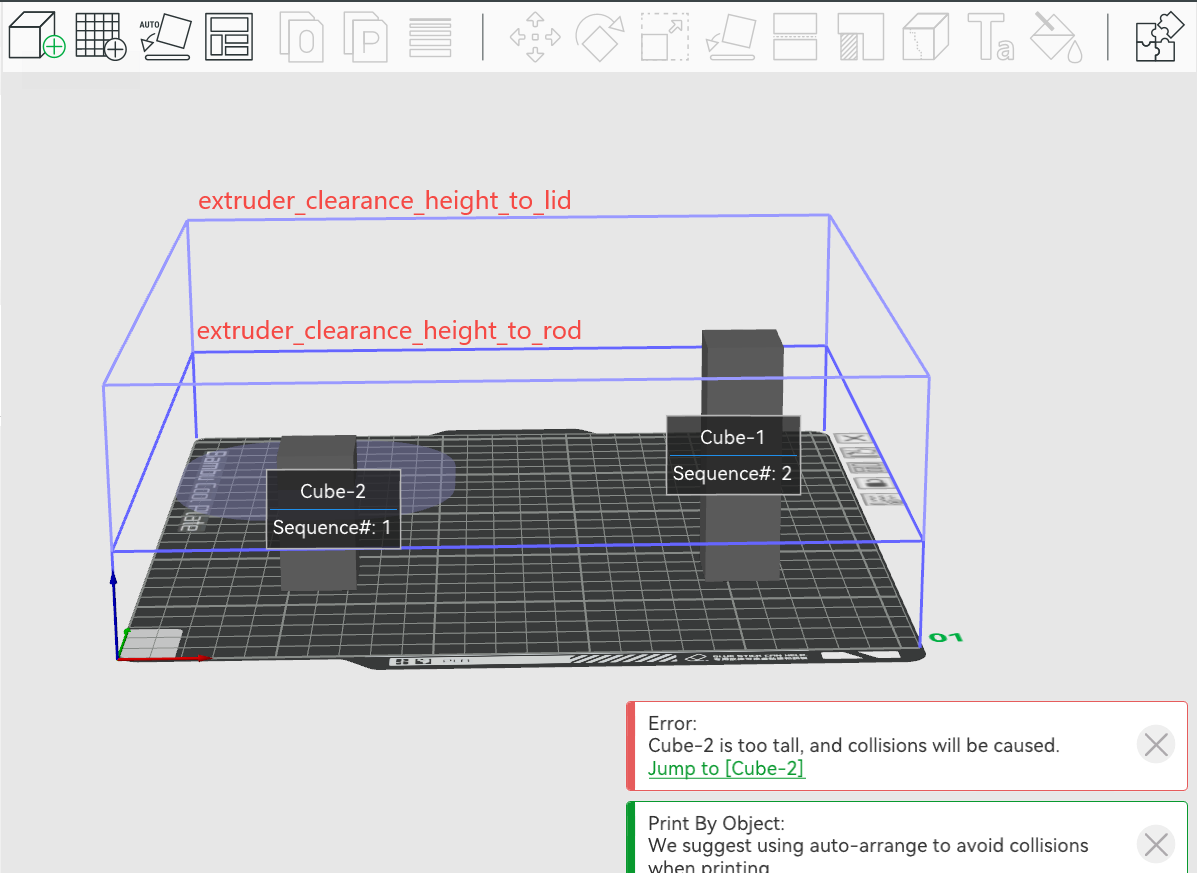
Na powyższym obrazku sześciany Cube-1 i Cube-2 mają przecięcie w kierunku y, a Cube-2 jest drukowany jako pierwszy, wówczas jego wysokość powinna być mniejsza niż extruder_clearance_height_to_rod; w przeciwnym razie zostanie wyświetlony komunikat o błędzie, a wokół obiektu zostanie wyświetlony okrąg na tej wysokości.
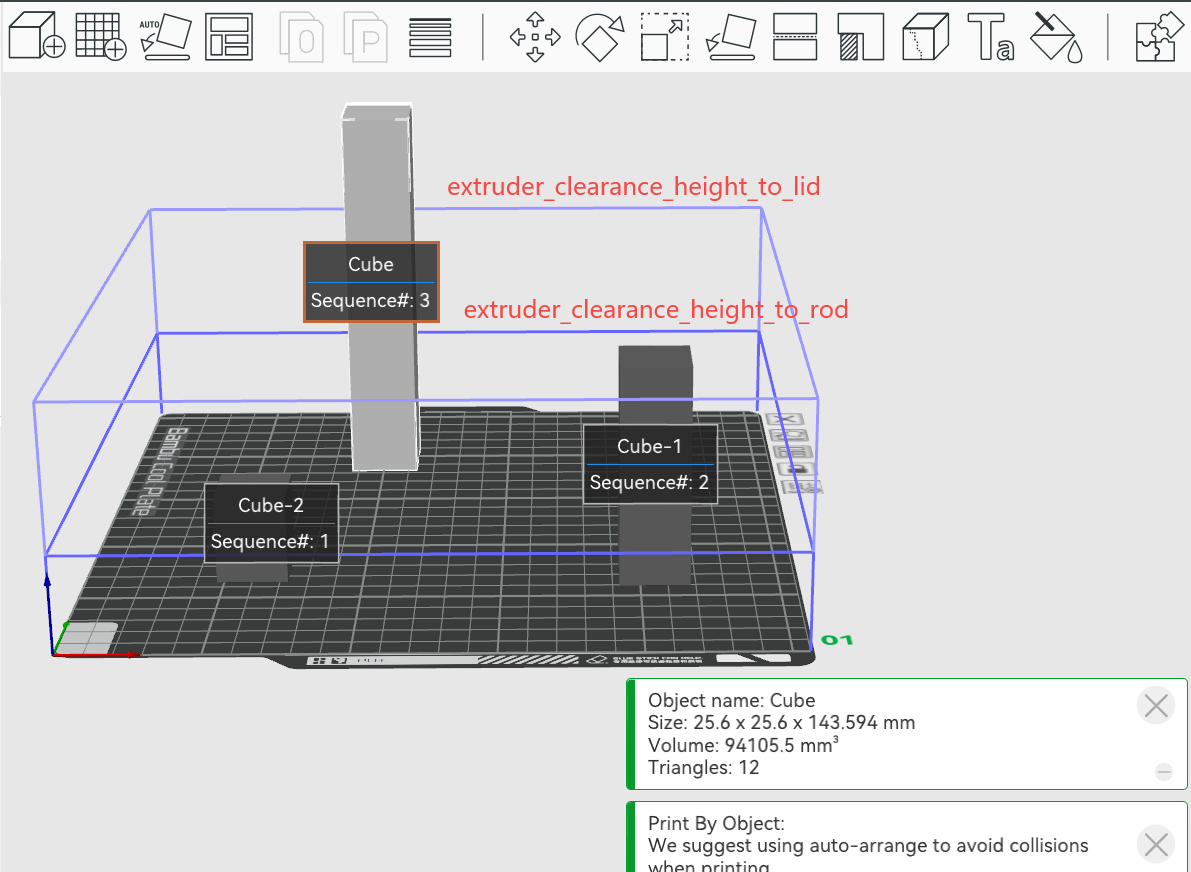
Jeżeli obiekt nie ma przecięć z innymi obiektami w kierunku y, lub jest ostatnim wydrukowanym w obiektach, które mają przecięcia w kierunku y, to wysokość tego obiektu powinna być mniejsza niżextruder_clearance_height_to_lidlub printable_height.Można to podzielić na dwa przypadki:
Na powyższym obrazku Cube-1 i Cube-2 mają przecięcie w kierunku y, a Cube-1 jest drukowany jako ostatni, jego wysokość powinna być mniejsza niż extruder_clearance_height_to_lid; w przeciwnym razie zostanie wyświetlony komunikat o błędzie, a wokół obiektu zostanie wyświetlony okrąg na tej wysokości.
Dlatego też, jeśli obiekt jest drukowany jako ostatni, jego wysokość musi być po prostu mniejsza niż printable_height.
Na powyższym obrazku jako ostatni drukowany jest prostopadłościan Cube, wówczas jego wysokość może być większa niż extruder_clearance_height_to_lid, i musi być mniejsza niż printable_height.
¶ Zmień kolejność drukowania
Możemy dostosować kolejność drukowania, przeciągając obiekt na liście obiektów, jak pokazano poniżej. Możemy także użyć Ctrl+E, aby włączyć/wyłączyć etykietę zawierającą sekwencję drukowania.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.