Aby uzyskać lepszą jakość druku podczas drukowania zwisów, Bambu Studio może automatycznie zmniejszyć prędkość drukowania ścian wewnętrznych i zewnętrznych w zależności od modelu.
¶ Wprowadzenie
Tradycyjne slicery mają ustawienia prędkości dla konkretnych wytłaczanych linii, np. prędkość ścianki wewnętrznej, prędkość ścianki zewnętrznej, prędkość wypełnienia zgrubnego, prędkość wypełnienia pełnego itp. Prędkość ścianki zewnętrznej i wewnętrznej ma ogromny wpływ na jakość powierzchni drukowanego modelu, szczególnie w przypadku powierzchni zwisających.
Ogólnie rzecz biorąc, zwisające powierzchnie nie stanowią problemu, gdy cała prędkość drukowania jest niska. Jednak w przypadku drukowania szybkiego, zbyt duża prędkość ścianki spowoduje, że jakość zwisu będzie bardzo zła, nawet jeśli obszar warstwy jest duży co oznacza że czas drukowania warstwy jest długi i chłodzenie warstwy jest wystarczające. Jeśli nie chcesz włączać podpory, ale chcesz uzyskać dobrą jakość zwisu, zwykle zalecamy użycie niższej prędkości ściany w modelach, które mają wyraźny zwis. Jednakże różne części modelu mają różny stopień zwisu, nawet przy tej samej wysokości warstwy. Aby zachować równowagę pomiędzy czasem drukowania a jakością druku, konieczne jest wykrycie obszaru zwisu i po prostu powolne drukowanie tych obszarów. Dlatego wprowadzamy grupę ustawień „Slow down for overhangs (Zwolnij przy nawisach)”, aby kontrolować prędkość ściany dla różnych części zwisów w Bambu Studio.
Po włączeniu tej opcji, linie wytłaczania ściany zostaną podzielone na kilka grup w zależności od różnych stopni nawisów. Linie o różnym stopniu zwisu zostaną odwzorowane na różne prędkości drukowania.
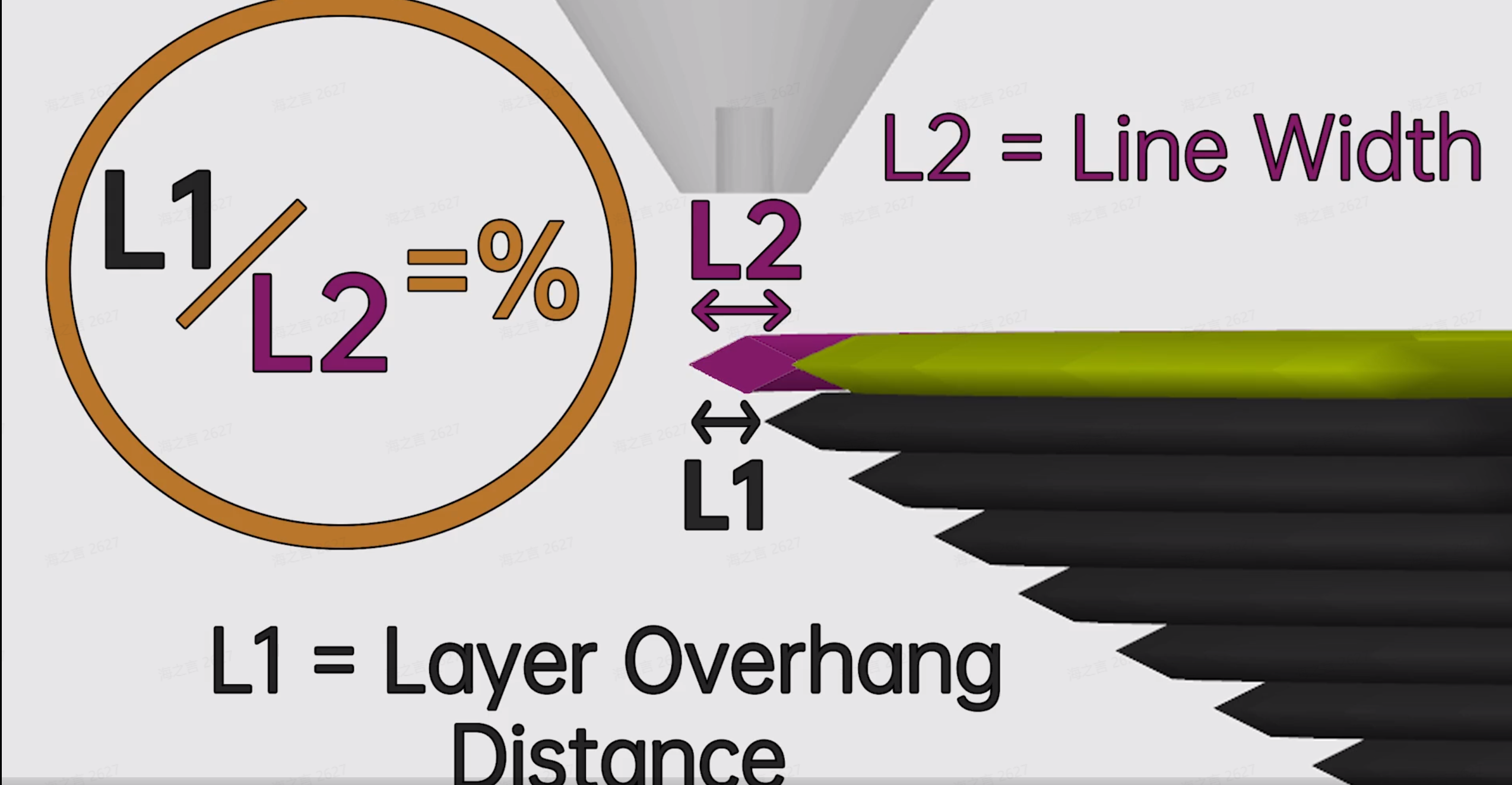
Stopień zwisu wyraża się z mikroskopowego punktu widzenia jako procent, w jakim szerokość filamentu nie jest podtrzymywana przez dolną warstwę. Rysunek pokazano poniżej (L2=szerokość linii, L1=szerokość zwisu).
Obliczenie stopnia nawisu dla każdej linii wytłaczania ściany wymaga wykonania graficznych operacji arytmetycznych 2D i jest czasochłonne. Próbujemy więc i ustawiamy stopień zwisu w formie czteroczęściowej, aby uniknąć bardzo powolnego krojenia.
¶ Przewodnik operacji
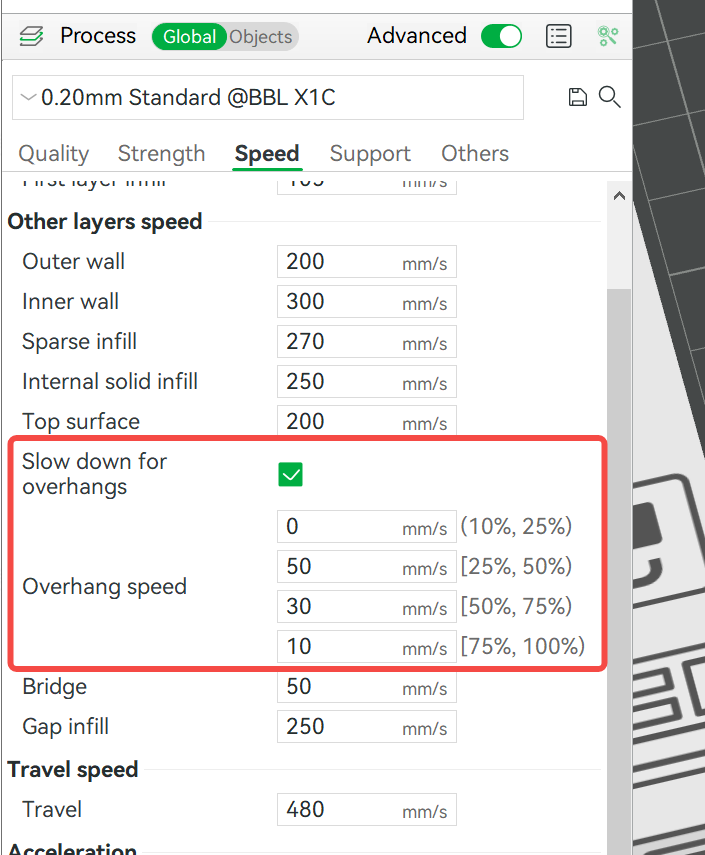
Slow down for overhangs jest domyślnie włączone. Uwaga: ustawienie prędkości na 0 mm/s oznacza brak zwalniania.
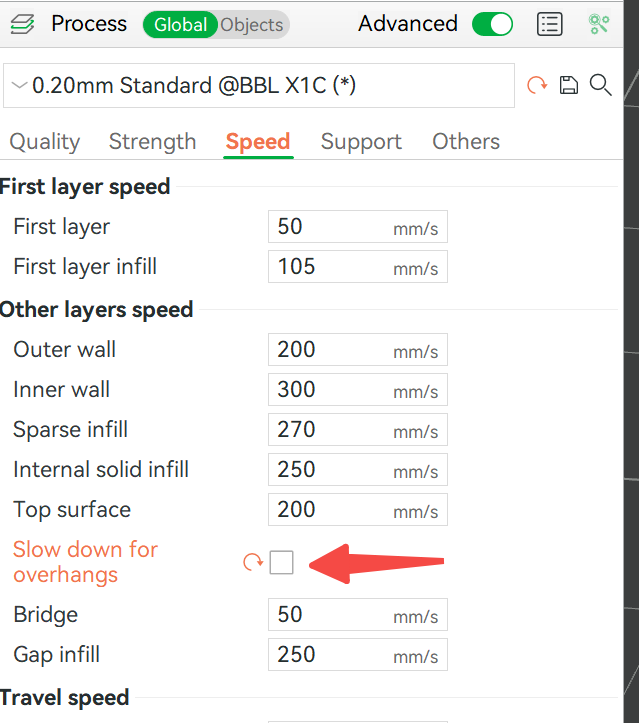
Jeśli nie chcesz tej funkcji, możesz po prostu odznaczyć ustawienie „Slow down for overhangs”, a prędkość przy zwisach również będzie ukryta i nie będzie działać.
¶ Przykład krojenia i drukowania
Wydrukuj jednocześnie dwie kopie jednego modelu i wyłącz opcję „Zwolnij przy zwisach” dla odpowiedniego obiektu. Różne prędkości drukowania zwisu można zobaczyć na stronie podglądu prędkości.
(Podziękowania dla twórcy tego modelu, może on być pobrany stąd: https://github.com/kickstarter/kickstarter-autodesk-3d)
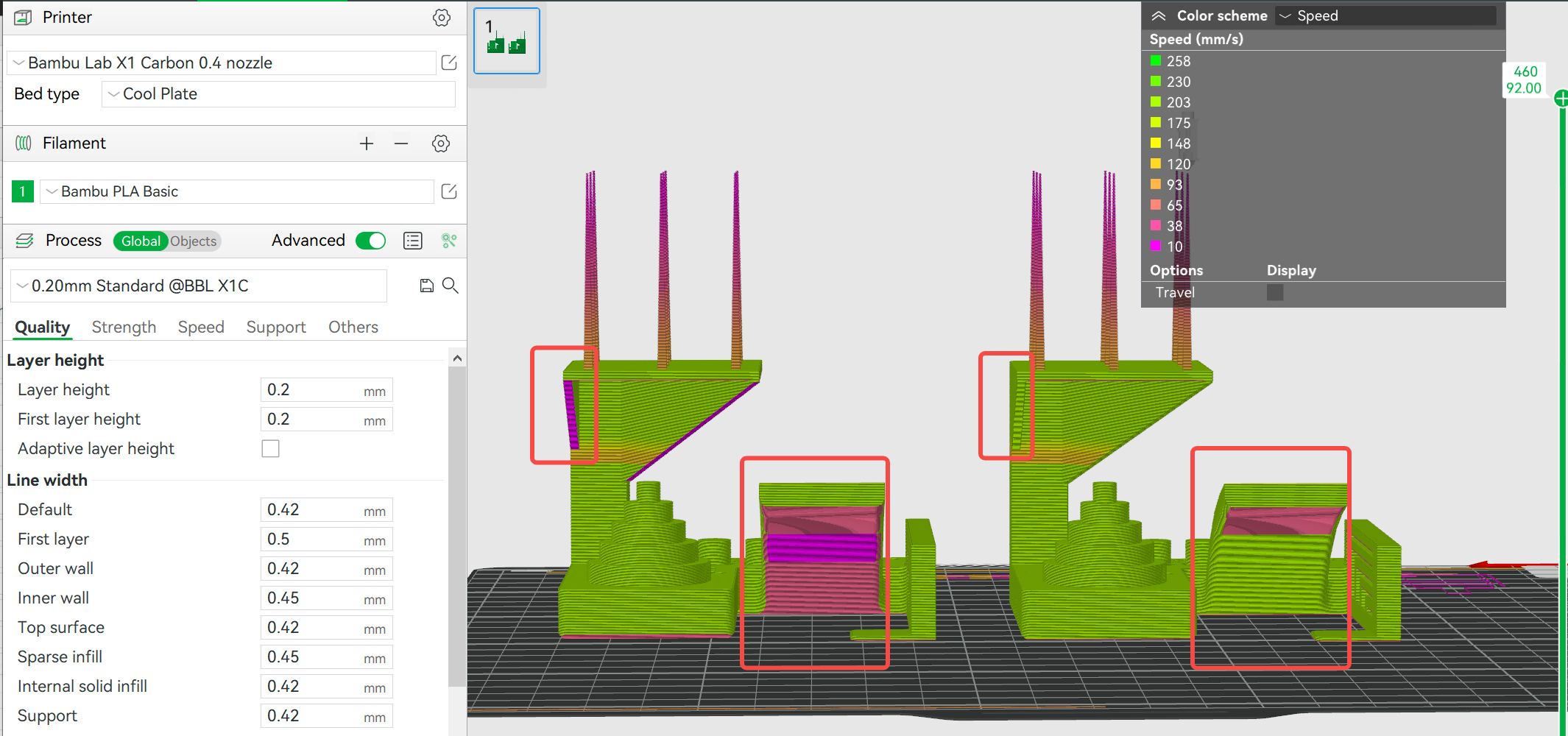
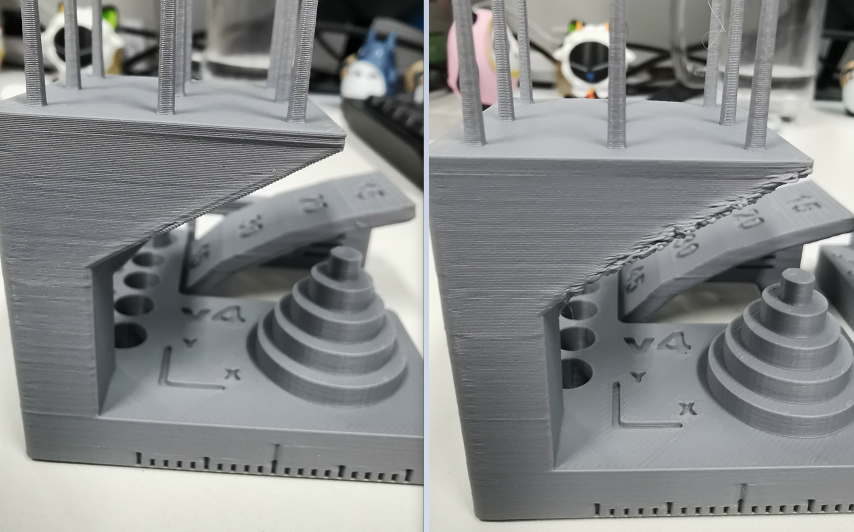
Porównanie jakości zwisu pokazano poniżej. Zdjęcia po lewej stronie przedstawiają powierzchnię zwisu modelu, który zezwala na „Zwalnianie przy nawisach”. Po prawej stronie zdjęcie przedstawia powierzchnię zwisu modelu, przy którym wyłączono opcję „Zwalnianie przy nawisach”.
Widzimy, że jakość lewego modelu jest znacznie lepsza niż prawego.

¶ Specjalna uwaga
Stopień nawisu wynoszący 0% oznacza jego brak. 100% oznacza zwisającą ścianę (most). Należy zatem pamiętać, że 10% nie jest uwzględniane w części (10%, 25%), a 100% nie jest również uwzględniane w części [75%, 100%).
Zatem w niektórych przypadkach wysięg nachylonej powierzchni modelu może osiągnąć 100%, przez co prędkość wysięgu nie będzie mogła zostać z powodzeniem wykorzystana, a zamiast tego do druku zostanie wykorzystana prędkość mostu. Jest to związane z samym modelem, ustawieniem szerokości linii itp., co wymaga szczegółowej analizy.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.