¶ 1. Wprowadzenie
X1E oferuje dodatkową funkcję kontroli temperatury komory, z maksymalną temperaturą komory 60 ℃. Wysokie temperatury w komorze mogą zapobiec wypaczeniu niektórych wydruków z filamentów wysokotemperaturowych i zapewnić wyższą wytrzymałość międzywarstwową (przyczepność warstw) niektórych wydruków. Podczas drukowania z filamentów wysokotemperaturowych, takich jak PC, PA-CF, PAHT-CF, PET-CF, PPA-CF, PPS i PPS-CF, wybranie X1E i włączenie temperatury komory 60°C może skutkować lepszą dokładnością wymiarową i jakością wizualną niektórych wydruków. Co więcej, podczas drukowania z wyżej wymienionych filamentów wysokotemperaturowych, wybranie X1E i włączenie temperatury komory 60 ℃ może zwiększyć wytrzymałość, szczególnie wytrzymałość międzywarstwową, niektórych wydruków.
Ostrzeżenie: Zdecydowanie zaleca się, aby nie włączać wysokiej temperatury komory podczas drukowania PLA, PETG, TPU, PVA i innych filamentów niskotemperaturowych. Włączenie wysokiej temperatury w komorze może spowodować zmiękczenie tych filamentów i utknięcie ich w ekstruderze, co powoduje problemy z zatykaniem. Przy drukowaniu z takich niskotemperaturowych filamentów zaleca się ustawienie temperatury komory na 0°C (tj. wyłączenie kontroli temperatury komory).
¶ 2. Zalecane temperatury komory dla różnych filamentów
(1) PLA, PETG, TPU, PVA, podpory z PLA, i inne filamenty niskotemperaturowe:
Ustawienie temperatury komory: Domyślnie kontrola temperatury komory jest wyłączone (0°C).
Wskazówki: Aby zapobiec zatykaniu, zdecydowanie zaleca się unikanie wysokich temperatur w komorze i ustawienie temperatury komory na 0°C podczas drukowania z filamentów niskotemperaturowych. Dodatkowo, gdy temperatura stołu jest równa lub większa od temperatury mięknięcia filamentu, zaleca się otwarcie przednich drzwiczek i zdjęcie górnej pokrywy drukarki. Na przykład temperatury mięknienia większości rodzajów PLA i PETG wynoszą odpowiednio około 45°C i 70°C.
(2) ASA, ABS:
Ustawienie temperatury komory: Domyślnie kontrola temperatury komory jest wyłączone (0°C).
Wskazówki: Gdy włączona jest kontrola temperatury komory, w niektórych modelach o większym rozmiarze i/lub większej gęstości wypełnienia może wystąpić mniejsze wypaczenie, co skutkuje lepszą jakością druku i dokładnością wymiarową. Dodatkowo można zwiększyć wytrzymałość międzywarstwową niektórych modeli. Wydłuży się jednak czas przygotowania do druku i pogorszy się filtracja powietrza. Aby uzyskać lepszy efekt filtracji powietrza domyślnie wyłączamy kontrolę temperatury w komorze. Zdecyduj, czy włączyć kontrolę w oparciu o rzeczywistą sytuację. Naszą sugestią jest, aby w przypadku wydruków, które są podatne na wypaczenia, czyli tych o większych rozmiarach i/lub większej gęstości wypełnienia, lub tych o wyższych wymaganiach wytrzymałościowych, ustawić temperaturę komory na 60°C, natomiast w przypadku innych normalnych wydruków, zaleca się nie włączać tej opcji.
(3) PC, PA, PA-CF, PAHT-CF, PA6-CF, PET-CF, PPA-CF, PPA-GF, PPS, PPS-CF i inne filamenty wysokotemperaturowe:
Ustawienie temperatury komory: Domyślnie kontrola temperatury komory jest włączone (60°C).
Wskazówki: Przy wysokich temperaturach w komorze w niektórych modelach o większym rozmiarze i/lub większej gęstości wypełnienia może wystąpić mniejsze wypaczenie, co poprawia jakość i dokładność wymiarową. Dodatkowo można zwiększyć wytrzymałość międzywarstwową niektórych modeli.
¶ 3. Instrukcje ustawiania temperatury w komorze
¶ 3.1 Ustawianie temperatury komory (zalecane) w Bambu Studio
¶ Krok 1: Wybierz zestaw ustawień X1E
¶ Krok 2: Wybierz żądany typ filamentu
¶ Krok 3: Kliknij przycisk edycji parametrów filamentu
¶ Krok 4: Znajdź pole ustawiania temperatury komory
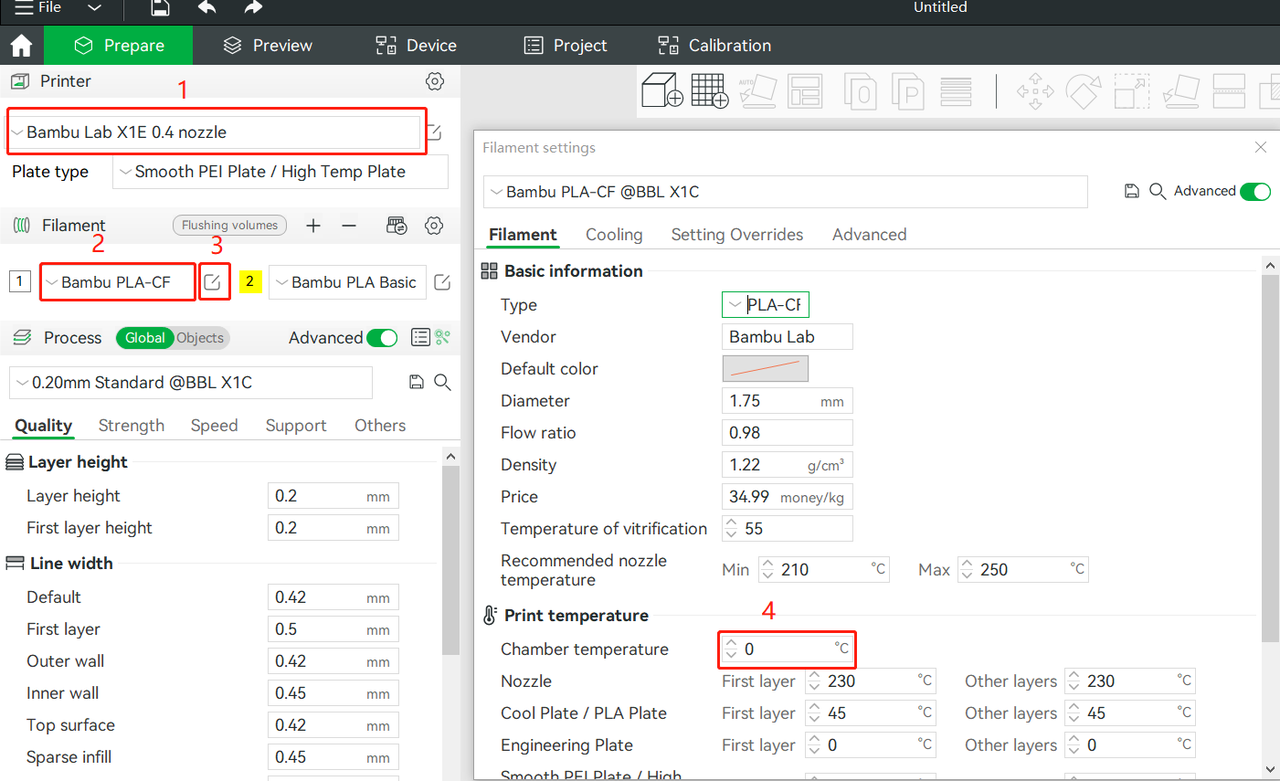
Temperaturę komory można ustawić w zakresie od 0°C do 60°C (moduł sterujący ogrzewaniem komory działa tylko w zakresie od 40°C do 60°C).
Ustawienie temperatury komory na 0°C oznacza wyłączenie kontroli ogrzewania komory.
Gdy temperatura komory zostanie ustawiona poniżej 40°C, regulacja ogrzewania temperatury komory nie będzie działać. Innymi słowy, ustawienie temperatury komory w zakresie od 0°C do 40°C (w tym 0°C, ale nie włączając 40°C) da ten sam efekt.
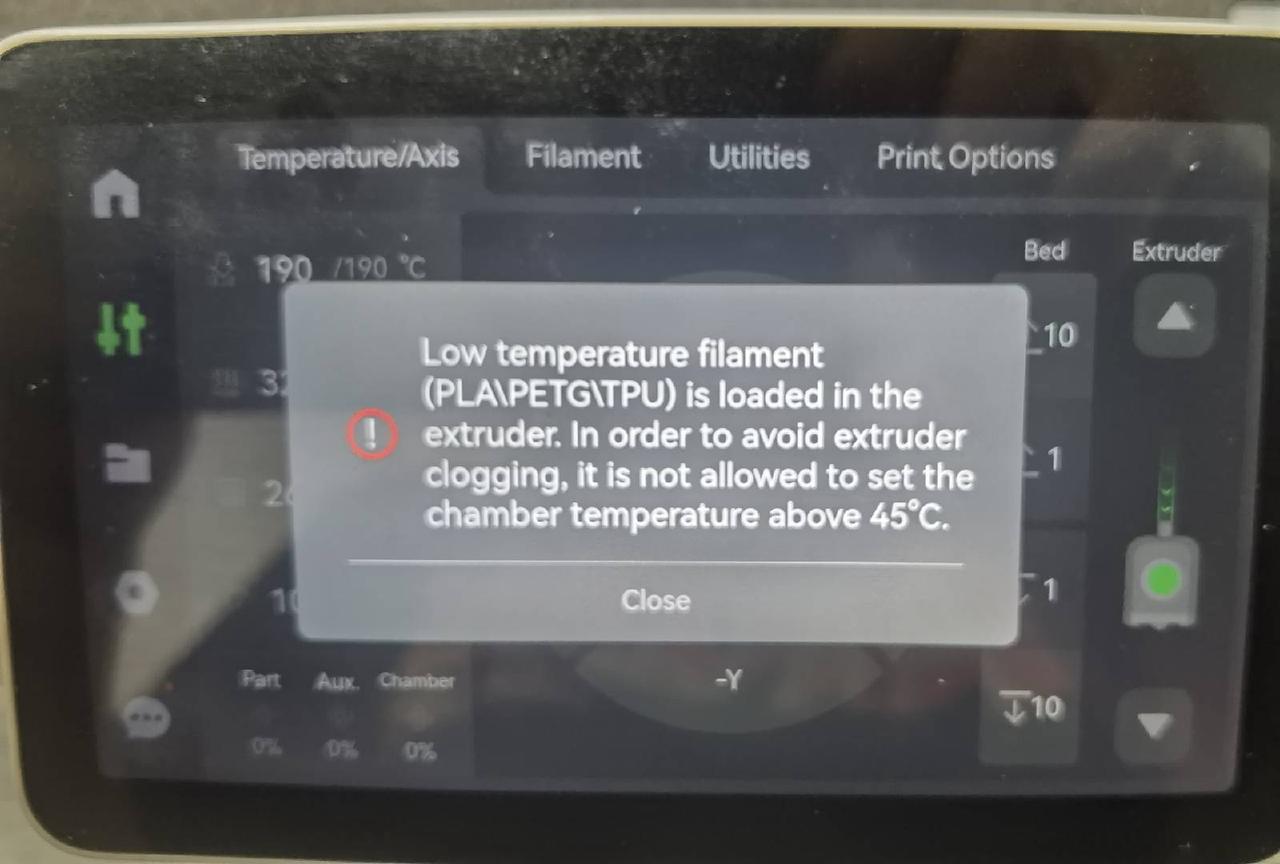
W przypadku filamentów niskotemperaturowych, aby zapobiec zatykaniu, zaleca się ustawienie temperatury komory poniżej wartości bezpiecznej. Jeżeli temperatura komory zostanie ustawiona powyżej bezpiecznej wartości, pojawi się wyskakujące okienko ostrzegające użytkownika.
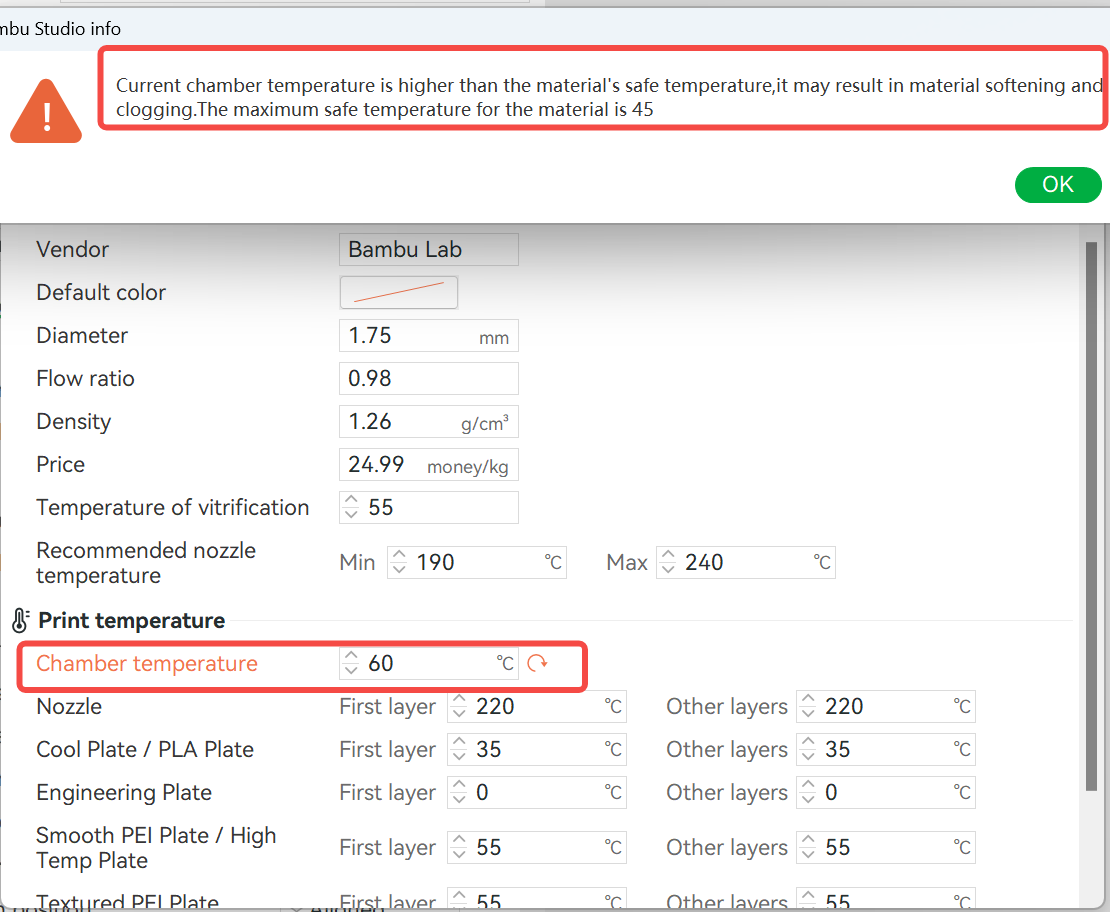
W przypadku druku wielokolorowego rzeczywistą temperaturą komory będzie najwyższa temperatura komory ustawiona spośród używanych filamentów. Dlatego, aby uniknąć zatykania aktualnie używanych filamentów, przed uruchomieniem upewnij się, że najwyższa temperatura w komorze jest dla nich wystarczająco bezpieczna.
Uwaga: Wraz z aktualizacjami firmware, interfejs użytkownika (UI) może ulec niewielkim zmianom.
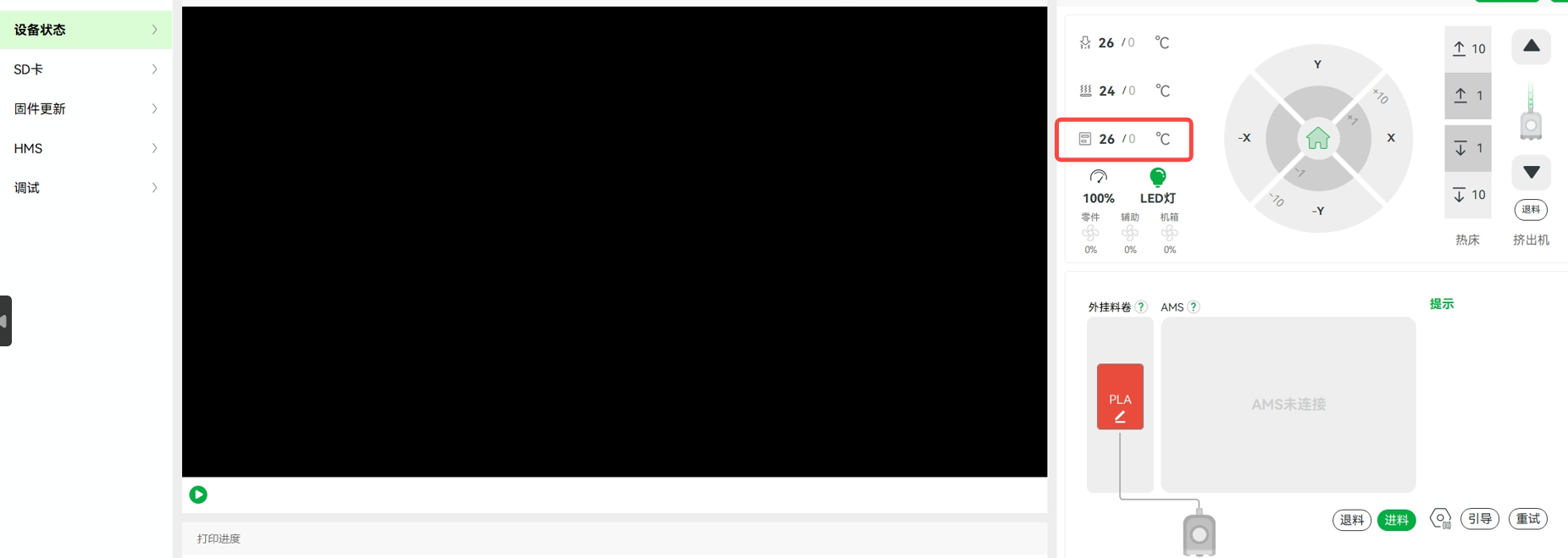
¶ 3.2 Ustawianie temperatury komory na stronie „Device Control” w Bambu Studio, Bambu Handy, i interfejsie drukarki
 |
 |
 |
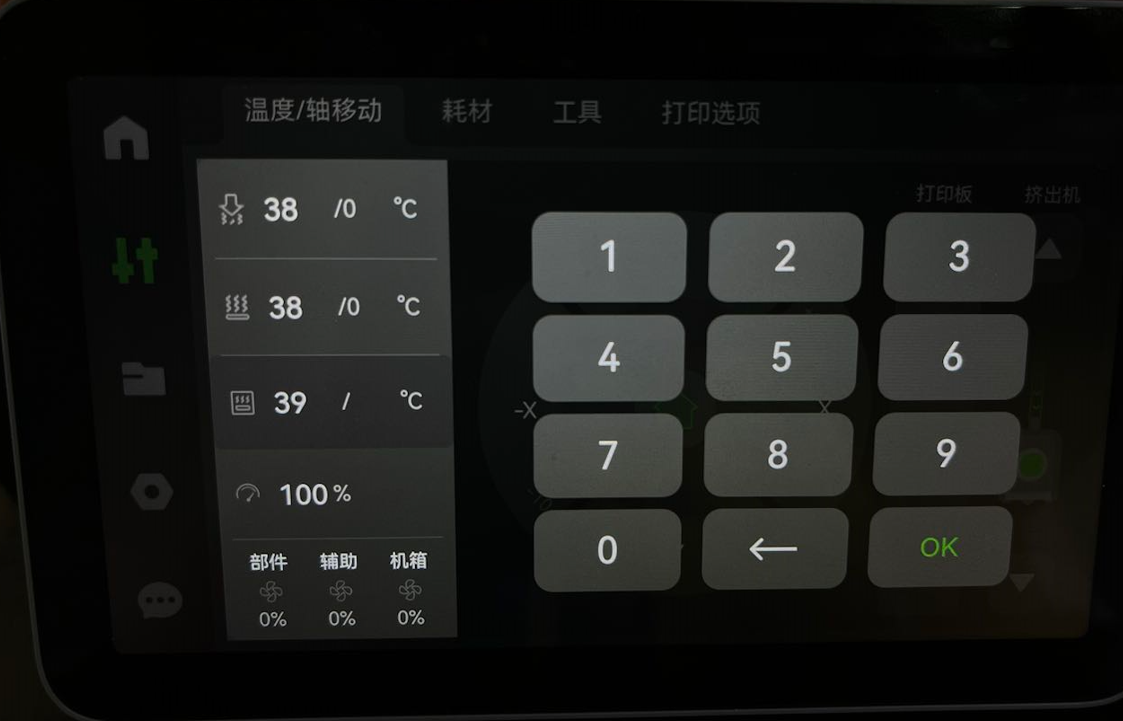
Logika ustawiania temperatury jest taka sama we wszystkich trzech wymienionych podejściach. Biorąc jako przykład ustawienie temperatury za pomocą interfejsu użytkownika na ekranie drukarki, poniżej znajduje się wyjaśnienie, w jaki sposób aktywnie ustawiać temperaturę komory. Oto kilka ważnych punktów, na które należy zwrócić uwagę w odniesieniu do ustawień temperatury komory:
(1) Docelową temperaturę umożliwiającą faktyczną kontrolę temperatury w komorze można ustawić wyłącznie w zakresie od 40°C do 60°C. W szczególności, jeżeli w hotendzie znajduje się filament niskotemperaturowy (taki jak PLA, PETG, czy TPU), docelowa temperatura dla kontroli ogrzewania temperatury w komorze będzie ograniczona do zakresu od 40°C do 45°C (w tym 40°C, ale nie wliczając 45 °C), aby zapobiec zatykaniu.
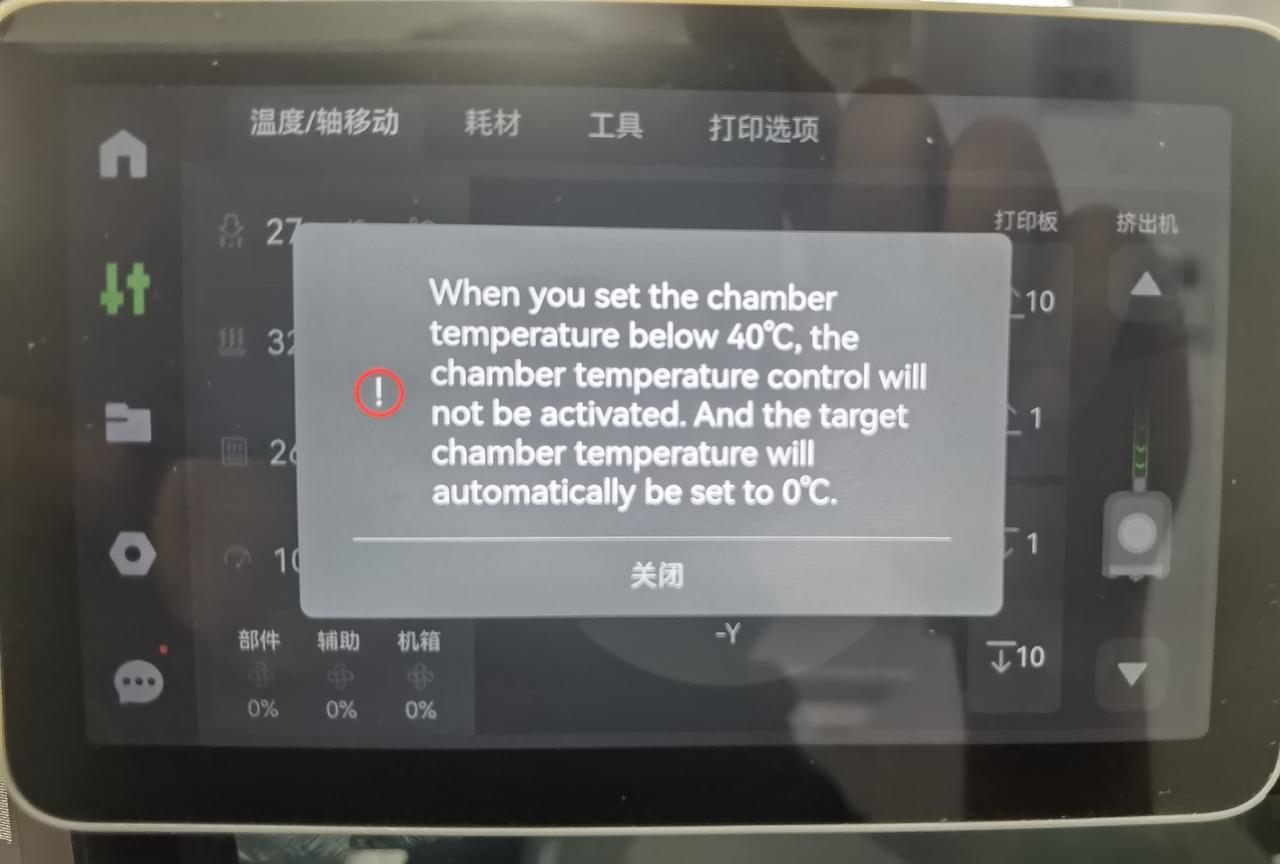
(2) Ustawienie temperatury komory poniżej 40 stopni Celsjusza oznacza wyłączenie kontroli ogrzewania komory. W takich przypadkach system automatycznie ustawi docelową temperaturę komory na 0°C.
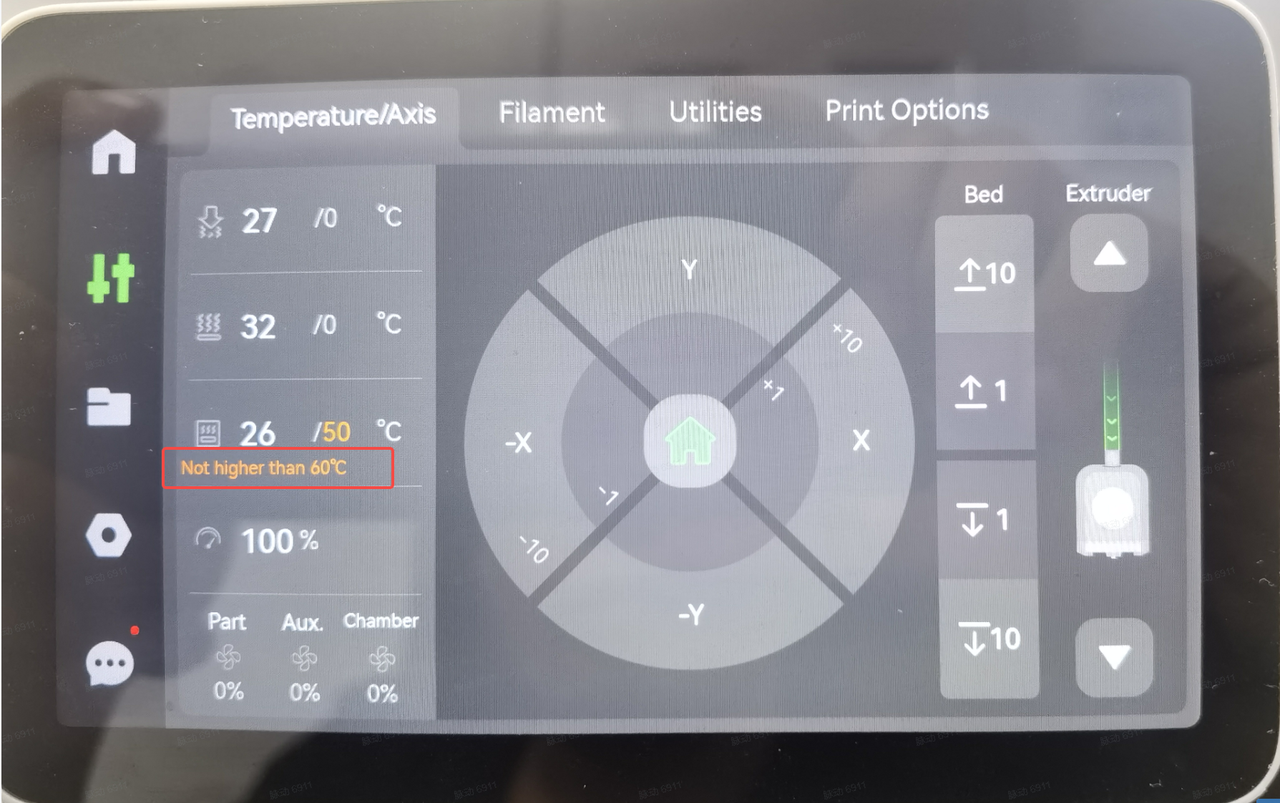
(3) W przypadku ustawienia temperatury komory powyżej 60 stopni Celsjusza ustawienie nie zostanie zastosowane, a system utrzyma poprzednią wartość temperatury w komorze.
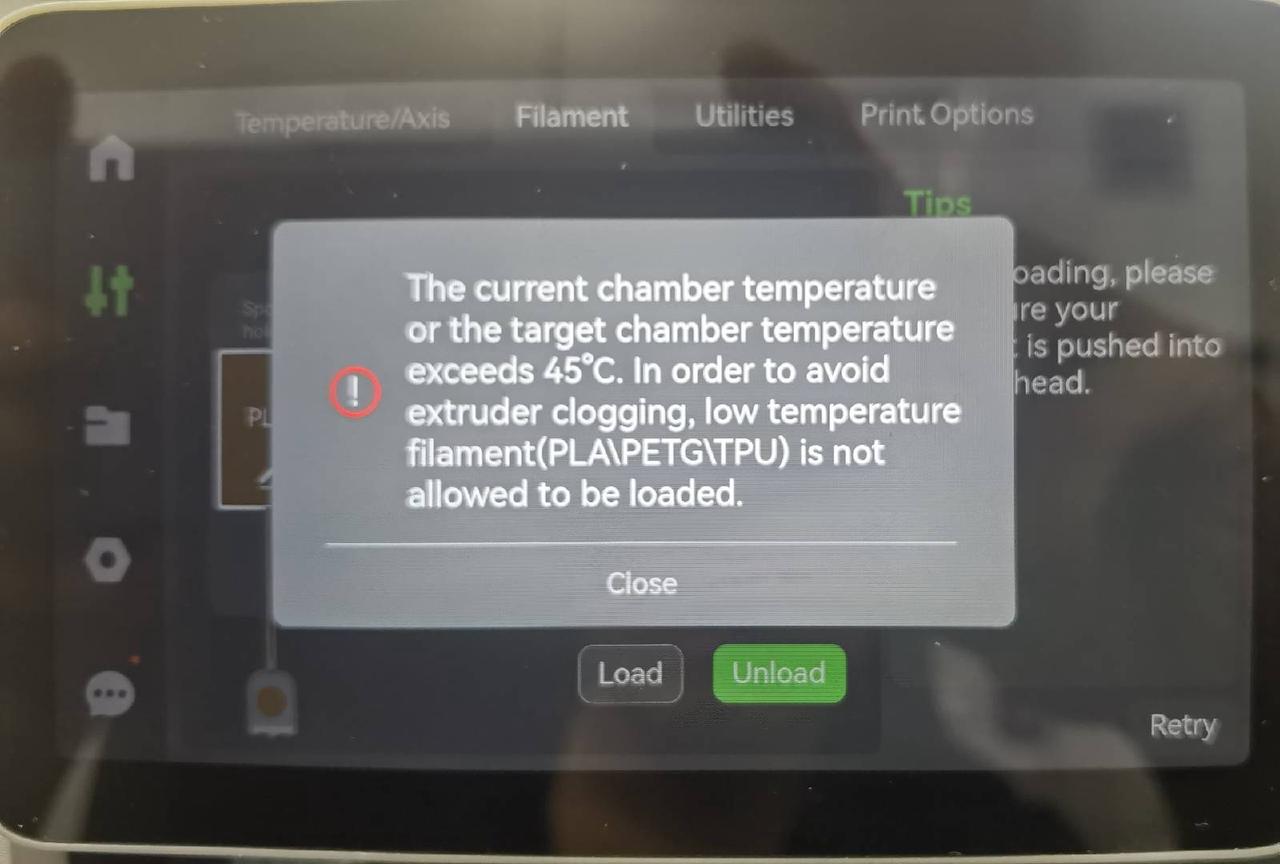
(4) Jeśli bieżąca temperatura komory lub docelowa temperatura komory przekracza 45°C, nie wolno ładować filamentu niskotemperaturowego (takiego jak PLA, PETG, TPU), aby zapobiec zatykaniu.
¶ Do dalszego czytania: Moduł filtracji powietrza X1E
¶ 4.1 Przeznaczenie modułu filtracji powietrza
Filtr pochłania LZO (lotne związki organiczne) lub cząstki powstałe w procesie drukowania z filamentów takich jak ABS, ASA, PETG.
¶ 4.2 Wpływ wysokiej temperatury komory na moduł filtracji powietrza
Gdy temperatura w komorze jest wysoka, temperatura filtra wzrasta, a zdolność adsorpcji węgla aktywnego dla LZO i cząstek może się zmniejszyć.
Gdy temperatura w komorze jest wysoka, ogólna temperatura urządzenia wzrasta, powodując pracę z pełną prędkością wentylatora chłodzącego zasilacz na tylnym panelu. Jeżeli w tym czasie prędkość wentylatora nadmuchu modułu filtracji powietrza zostanie ustawiona na niższą niż ustawienie domyślne, może to skutkować brakiem możliwości utrzymania podciśnienia wewnątrz komory. W rezultacie niektóre gazy mogą ulatniać się przez szczeliny w komorze, zamiast być wydalane przez filtr.
¶ 4.3 Szacowana żywotność (przy założeniu 8 godzin codziennego drukowania)
W przypadku drukowania przy użyciu filamentów o niskiej zawartości LZO i cząstek stałych, takich jak PLA, PC i ich kompozytów z włóknem węglowym (CF) i włóknem szklanym (GF), wkład filtra może być używany przez około 3 miesiące.
W przypadku drukowania przy użyciu filamentów o wysokiej zawartości lotnych związków organicznych lub emisji cząstek, takich jak ABS, PETG, PA i ich kompozytów z włóknem węglowym (CF) i włóknem szklanym (GF), filtr z węglem aktywnym może wymagać wymiany mniej więcej co miesiąc. Filamenty te mają tendencję do uwalniania większej ilości LZO i cząstek stałych podczas procesu drukowania, co może skutkować szybszym nasyceniem filtra. Regularna wymiana filtra z węglem aktywnym jest ważna dla utrzymania skutecznej filtracji i zapewnienia czystszego środowiska drukowania.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.