X1 i X1 Carbon umożliwiają szybkie drukowanie, jednak aby było to skuteczne, materiał użyty do druku musi także nadawać się do szybkiego druku.
Należy znaleźć równowagę pomiędzy szybkością drukowania a temperaturą hotendu w przypadku filamentów jedwabnych, a najłatwiejszym sposobem na jej znalezienie jest sprawdzenie jednorodności warstwy zewnętrznej wydruku. Kiedy jedwabny filament zostanie wydrukowany z właściwymi ustawieniami, model powinien mieć równomierny połysk.
Dobrym sygnałem o zbyt dużej prędkości lub niskiej temperaturze druku są matowe linie na warstwach zewnętrznych oraz niska przyczepność warstw, co powoduje, że łatwo jest złamać model w kierunku Z.
¶ Niższa prędkość drukowania
Większość producentów filamentów jedwabnych zaleca prędkość drukowania od 40 mm/s do 60 mm/s, a wynika to z ich zachowania po wytłaczaniu.
Skład filamentu jedwabnego różni się nieco od zwykłego PLA, ponieważ zawiera pewne związki, które nadają filamentowi specyficzny połysk, który kochamy. Dodatek ten sprawia, że filament jest nieco elastyczny, a przyczepność warstw również nie jest aż tak duża.
Obniżenie prędkości drukowania poprawi wyniki drukowania przy użyciu jedwabnego filamentu. Biorąc pod uwagę, że wszystkie filamenty są różne, a różne marki mają różne potrzeby, zalecamy zacząć od prędkości drukowania zalecanych przez producenta, a następnie stopniowo zwiększać prędkość drukowania, aby skrócić czas drukowania.
Nie zaleca się przekraczania 100 mm/s, jeśli chcesz zapewnić dobrą przyczepność warstw i ładne wykończenie, ale możesz sobie z tym poradzić, jeśli używanych jest wiele ścian zewnętrznych. Aby kontrolować prędkość i umożliwić odpowiednie stopienie materiału, zalecamy również skorzystanie z trybu „Silent” z menu ekranowego.
¶ Zwiększ temperaturę hotendu
Innym zalecanym ustawieniem do zmiany jest temperatura hotendu. Standardowy PLA jest zwykle drukowany w temperaturze od 210 do 215 °C przy niższych prędkościach, ale może być konieczne zwiększenie temperatury do około 215 do 225 °C, aby uzyskać stałą płynność i szybkość topienia.
Filament jedwabny zwykle wymaga wyższej temperatury w celu zwiększenia przyczepności warstwy, która zwykle wynosi od 215 ° C do 220 ° C przy niskich prędkościach drukowania. W przypadku wyższych prędkości drukowania (np. ponad 100 mm/s) w celu uzyskania najlepszych rezultatów stosowana temperatura powinna wynosić od około 230°C do 235°C.
¶ Kontroluj połysk filamentu PLA Silk
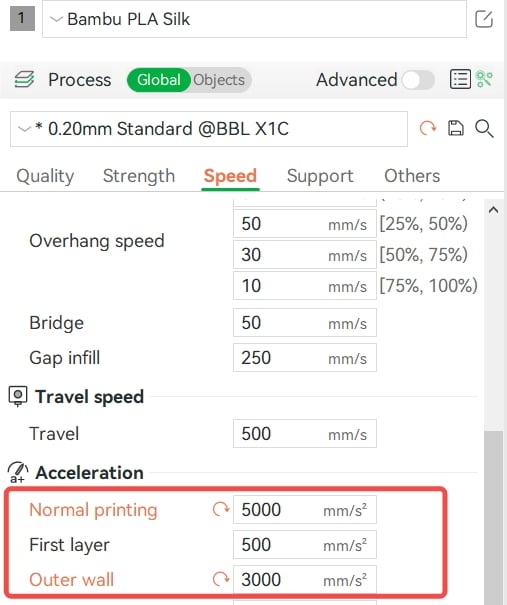
Połysk powierzchni modelu wydrukowanego za pomocą PLA Silk można kontrolować za pomocą temperatury i prędkości drukowania. Aby uzyskać bardziej błyszczące wykończenie, zaleca się wyższe temperatury drukowania i/lub niższe prędkości. Jeśli chodzi o Bambu PLA Silk, zalecana temperatura dyszy wynosi 225-235 °C, a zalecane ustawienia prędkości są następujące (zalecana prędkość drukowania ścianki zewnętrznej wynosi 30-60 mm/s).


Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.