¶ Wprowadzenie
Podzieliliśmy często zadawane pytania dotyczące A1 na specyfikacje drukarki, cechy drukarki i te związane z jej użytkowaniem. Możesz szybko przejść do odpowiedniej sekcji, korzystając z menu bocznego po lewej stronie.
¶ Pytania związane ze specyfikacją drukarki
¶ Jakimi filamentami można drukować za pomocą A1?
- Filamenty niskotemperaturowe, takie jak PLA, PETG, TPU oraz materiały pomocnicze dla PLA i PETG (wsparcie dla PLA, PVA, HIPS itp.).
- Standardowe filamenty wysokotemperaturowe, takie jak ABS, ASA, PC, PA, PA-CF/GF, PET-CF/GF, PPA-CF/GF itp.
Pamiętaj:
Standardowa dysza jest wykonana ze stali nierdzewnej. Podczas drukowania filamentów zawierających twarde cząsteczki (CF, GF itp.), takich jak PLA-CF/GF, PLA Glow-in-the-dark, PETG-CF/GF i PAHT-CF/GF, konieczna jest jej wymiana na dyszę ze stali hartowanej, aby zapobiec jej zbyt szybkiemu zużyciu.
Ze względu na otwartą konstrukcję A1, istnieje ryzyko zmniejszonej wytrzymałości międzywarstwowej i zwiększonej podatności na wypaczenia w przypadku dużych modeli i modeli o dużej gęstości wypełnienia, gdy na A1 używane są standardowe filamenty wysokotemperaturowe, takie jak ABS, ASA, PC, PA, PA-CF/GF, PET-CF/GF, PPA-CF/GF itp. Jednakże te filamenty mogą być używane na A1 do drukowania mniejszych modeli o niskiej gęstości wypełnienia. Wyniki drukowania mogą się różnić w zależności od wilgotności filamentów, charakterystyki samego modelu, parametrów drukowania i temperatury otoczenia.
¶ Jakie są maksymalne temperatury podgrzewanego stołu oraz hotendu A1?
Maksymalna temperatura hotendu wynosi 300 ℃, a maksymalna temperatura stołu grzewczego wynosi 100 ℃.
¶ Jakie są różnice między A1 i A1 mini?
Szczegółowy opis różnic między tymi drukarkami znajduje się w tabeli porównawczej modeli na naszej oficjalnej stronie internetowej.
¶ Jaka jest maksymalna objętość wydruku A1?
256 * 256 * 256 mm3. Więcej informacji na temat specyfikacji drukarki można znaleźć na tej stronie.
¶ Czy dysza jest wykonana ze stali nierdzewnej czy hartowanej?
Drukarka jest fabrycznie wyposażona w dyszę ze stali nierdzewnej o średnicy 0,4 mm. Nasz oficjalny sklep sprzedaje dodatkowe dysze, w tym dyszę ze stali nierdzewnej 0,2 mm i dysze ze stali hartowanej o średnicach 0,4 mm, 0,6 mm i 0,8 mm. Jeśli ich potrzebujesz, możesz je kupić w oficjalnym sklepie.
¶ Z jakiego materiału wykonana jest zębatka ekstrudera A1?
Zębatka ekstrudera A1 wykonana jest z hartowanej stali.
¶ Jak cicha jest drukarka A1 podczas drukowania?
W trybie cichym hałas roboczy A1 wynosi około 48 dB.
¶ Czy zespoły hotendu A1 i A1 mini są takie same?
Tak, zespoły hotendu A1 i A1 mini są wzajemnie wymienne. Należy podkreślić, że moduł głowicy drukującej A1, w tym zespół hotendu, ekstruder, obcinarka i koncentrator filamentu AMS lite, są także kompatybilne z A1 mini.
¶ Jaki jest pobór mocy A1 w trybie drukowania i bezczynności?
Przy napięciu wejściowym 220 V, pobór mocy A1 w trybie bezczynności wynosi 5 W. Podczas drukowania PLA średni pobór mocy wynosi 95 watów. Zużycie energii zwiększa się podczas nagrzewania dyszy lub stołu grzewczego.
¶ Jaka jest różnica między olejem smarującym a smarem znajdującym się w pudełku z akcesoriami A1?
Biorąc pod uwagę informacje zwrotne od użytkowników dotyczące lepkości smaru i jego zdolności do przyciągania kurzu i zanieczyszczeń, przeprowadziliśmy szeroko zakrojone testy weryfikacyjne i zdecydowaliśmy się zmienić smar używany do szyny prowadzącej osi Y modelu A1. W związku z tym do smarowania tej szyny stosowanie oleju smarującego. Sugerujemy też przejście na olej smarujący na potrzeby przyszłej konserwacji, nawet jeśli wcześniej używano smaru. Podczas procesu smarowania można również zetrzeć stary smar z szyny prowadzącej, a następnie postępować zgodnie z instrukcjami dotyczącymi nakładania oleju.
Przypominamy:
Pudełko z akcesoriami zawiera dwa rodzaje smarów, jeden to olej, a drugi to smar. Opakowanie może się różnić w zależności od partii, dlatego należy sprawdzić faktycznie otrzymane tubki. Poniżej przedstawiamy ich zastosowania:
 |
 |
Zastosowanie oleju smarującego: Używany do prowadnic liniowych osi X, prowadnic osi Y i eliminowania hałasu z kół zębatych.
Zastosowanie smaru: Używany do smarowania śrub prowadzących i kół ekstrudera.
Należy pamiętać, że stosowanie smaru na prowadnicy liniowej osi X jest surowo zabronione.
¶ Dlaczego płyta główna nie ma wentylatora chłodzącego?
Konstrukcja A1 obejmuje radiator, który styka się z profilami aluminiowymi. Taki układ zwiększa obszar rozpraszania ciepła, co zapewnia skuteczne chłodzenie. Dlatego też konstrukcja A1 nie obejmuje wentylatora chłodzącego płytę główną.

¶ Pytania związane z cechami drukarki
¶ Jak mogę wypoziomować stół?
Nasza drukarka posiada funkcję automatycznego poziomowania stołu. Zalecamy zaznaczenie opcji poziomowania podgrzewanego stołu przed rozpoczęciem drukowania. Wtedy drukarka szybko sprawdzi pięć punktów, aby określić, czy należy ponownie wypoziomować stół, czy też wykorzystać poprzednie dane poziomowania. Nie powinno być potrzeby ręcznego poziomowania stołu roboczego.
¶ Czy poziomowanie stołu jest konieczne przed każdym drukowaniem?
Zalecamy włączenie opcji automatycznego poziomowania stołu dla każdego zadania drukowania, ponieważ magnetyczne mocowane płytki robocze prawdopodobnie nie zostaną umieszczone w tej samej pozycji z idealną precyzją po każdym wydruku. Ponadto przed automatycznym wypoziomowaniem stołu drukarka szybko przetestuje pięć punktów, aby określić, czy musi ponownie wypoziomować stół, czy też może wykorzystać poprzednie dane poziomowania.
¶ Jak działa kalibracja przepływu?
Hotend wykrywa zmiany siły wytłaczania podczas oczyszczania za pomocą wycieraczki dyszy i odpowiednio kalibruje przepływ.
¶ Co dzieje się w przypadku częściowego zatkania dyszy?
Częściowe zatkanie dyszy może spowodować nieprawidłową kalibrację przepływu. Dobrą wiadomością jest to, że przyszłe aktualizacje firmware będą obsługiwać ręczną kalibrację parametrów przepływu.
¶ Czy dynamiczna kalibracja przepływu jest wymagana przed każdym drukowaniem?
W poniższych przypadkach konieczne będzie przeprowadzenie kalibracji (ale zdecydowanie zaleca się pozostawienie jej włączonej dla każdego wydruku):
- W przypadku zastosowania nowego filamentu innej marki lub rodzaju;
- Jeśli dysza jest zużyta, ponieważ tarcie w dyszy ulega wtedy zmianie;
- W przypadku wymiany dyszy, z uwagi na występujące tolerancje w procesie produkcji;
- Jeśli filament jest wilgotny - jego lepkość zmienia się pod wpływem wilgoci.
- Jeśli maksymalna prędkość objętościowa lub temperatura drukowania zostaną zmienione w ustawieniach filamentu.
¶ Czy koncentrator filamentów AMS lite zawiera czujnik hallotronowy dla każdego wejścia filamentu?
Nie, koncentrator filamentów AMS lite jest tylko konstrukcją mechaniczną i nie zawiera elementów elektronicznych. Nie wie, z którego gniazda pochodzi bieżący filament. Aby drukarka wiedziała, z którego gniazda pochodzi bieżący materiał, najpierw sprawdza pozycję filamentu za każdym razem, gdy go ładuje lub rozładowuje. Więcej szczegółowych wyjaśnień można znaleźć we wprowadzeniu do AMS lite.

¶ Jaki jest powód wyświetlania komunikatu "Włączenie tradycyjnej fotografii poklatkowej może powodować niedoskonałości powierzchni. Zaleca się zmianę na tryb płynny. Kliknij przycisk potwierdzenia, jeśli nadal chcesz kontynuować drukowanie".
W trakcie procesu drukowania, podczas wykonywania przez drukarkę zdjęcia poklatkowego, wydruk jest na chwilę pauzowany co może powodować powstawanie niekontrolowanych wycieków filamentu. W tradycyjnym trybie fotografii poklatkowej nie stosuje się drukowania dodatkowej wieży czyszczącej, aby złagodzić ten problem, co może negatywnie wpłynąć na jakość druku. Aby temu zapobiec, w miarę możliwości, stosowana jest strategia pauzowania w momencie drukowania niewidocznego wypełnienia. Jednakże defekty wydruku mogą być nieuniknione, jeśli model nie ma obszarów wypełnienia w danej warstwie. W takich przypadkach nie zaleca się włączania zdjęć poklatkowych w trybie tradycyjnym; zamiast tego zaleca się korzystanie z trybu płynnego. Dlatego przed wysłaniem zadania drukowania zostanie wyświetlony odpowiedni komunikat: “Enabling traditional timelapse photography may cause surface imperfections? It is recommended to change to smooth mode. Please click the confirm button if you still want to proceed with printing.”
Aby uzyskać więcej informacji na ten temat, zapoznaj się z artykułem: Wprowadzenie do fotografii poklatkowej.
¶ Pytania związane z użytkowaniem drukarki
¶ Czy istnieje oficjalny przewodnik rozpakowywania?
Przewodnik wideo dotyczący rozpakowywania znajduje się pod tym linkiem.
¶ Czy filamenty CF są odpowiednie do drukowania na A1?
Drukarka A1 jest fabrycznie wyposażona w dyszę ze stali nierdzewnej o średnicy 0,4 mm która nie jest zbytnio odporna na ścieranie. Do drukowania filamentów zawierających twarde cząsteczki, takie jak włókno węglowe, włókno szklane lub inne cząsteczki nieorganiczne, takie jak PLC, nie zaleca się używania dyszy ze stali nierdzewnej. Jeśli jednak wymienisz dyszę na wykonaną ze stali hartowanej, możesz drukować tymi filamentami na A1. Jeśli chcesz używać AMS lite do podawania filamentu na A1, postępuj zgodnie z wymaganiami określonymi przez AMS lite dla filamentów.
¶ Czy A1 może drukować ABS i ASA?
Ze względu na otwartą konstrukcję A1, istnieje ryzyko zmniejszonej wytrzymałości międzywarstwowej i zwiększonej podatności na wypaczenia w przypadku dużych modeli i modeli o dużej gęstości wypełnienia, gdy na A1 używane są standardowe filamenty wysokotemperaturowe, takie jak ABS, ASA, PC, PA, PA-CF/GF, PET-CF/GF, PPA-CF/GF itp. Jednakże te filamenty mogą być używane na A1 do drukowania mniejszych modeli o niskiej gęstości wypełnienia. Wyniki drukowania mogą się różnić w zależności od wilgotności filamentów, charakterystyki samego modelu, parametrów drukowania i temperatury otoczenia.
Ponadto ABS i ASA uwalniają szkodliwe i drażniące gazy podczas drukowania. Dlatego wymagają one lepszej filtracji powietrza i wentylacji. Ponieważ A1 jest drukarką z otwartą ramą bez hermetycznego uszczelnienia lub możliwości filtrowania powietrza, zaleca się, aby nie używać A1 do drukowania ABS i ASA, chyba że w dobrze wentylowanych pomieszczeniach w bezpiecznej odległości od ludzi.
¶ Czy mogę używać AMS z A1?
Nie, AMS jest niekompatybilny z A1. Musisz użyć AMS lite, jeśli chcesz drukować w wielu kolorach za pomocą A1.
¶ Jak najlepiej ustawić A1 i AMS lite?
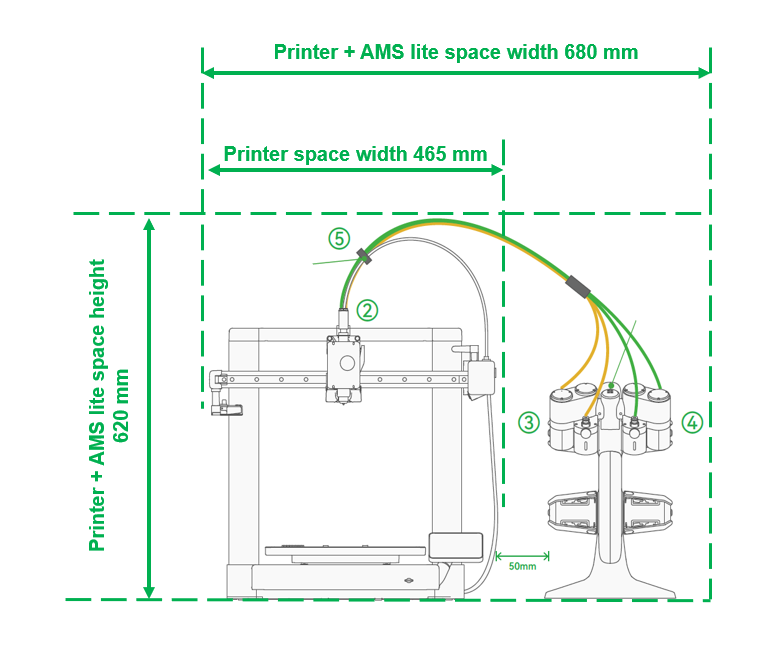
Zalecana odległość między A1 i AMS lite wynosi 50 mm, jak pokazano na schemacie.
¶ Czy AMS lite można zamontować na belce A1, aby zmniejszyć ilość zajmowanego miejsca? Jeśli tak, to jak powinienem wykonać tę operację?
Odwiedź naszą stronę Makerworld z modelami (kliknij tutaj, aby przejść do MakerWorld), gdzie znajdziesz podpory modeli, samouczki instalacji i linki do zakupu dodatkowych śrub. Więcej powiązanych informacji można również znaleźć w tym artykule.
¶ Jeśli zainstaluję AMS lite na belce, czy szpula filamentu nie będzie się zsuwać? Czy wpłynie to na dokładność kompensacji drgań?
Jeśli AMS lite jest prawidłowo zainstalowany, szpula z filamentem nie powinna się zsuwać, nawet jeśli poprzednie dwie szpule są pochylone pod pewnym kątem do przodu. Dodatkowo, aby uniknąć wpływu na dokładność kompensacji drgań, można dodać wzmocnienie do kolumny.
¶ Jaka jest całkowita wysokość (drukarka + wspornik + AMS Lite + rurki PTFE) po zainstalowaniu AMS Lite na belce poprzecznej?
Całkowita wysokość po instalacji wynosi około 80 cm.
 |
 |
¶ Czy można używać wielu jednostek AMS lite z A1, aby uzyskać wydruki do 16 kolorów?
A1 może współpracować tylko z jednym AMS lite, co oznacza, że może drukować w maksymalnie 4 kolorach.
¶ A1 obsługuje maksymalnie jeden AMS Lite, więc dlaczego dostępne jest dodatkowe 4-pinowe złącze?
Interfejs ten jest zarezerwowany dla przyszłych rozszerzeń produktu i/lub dodatkowych funkcji.
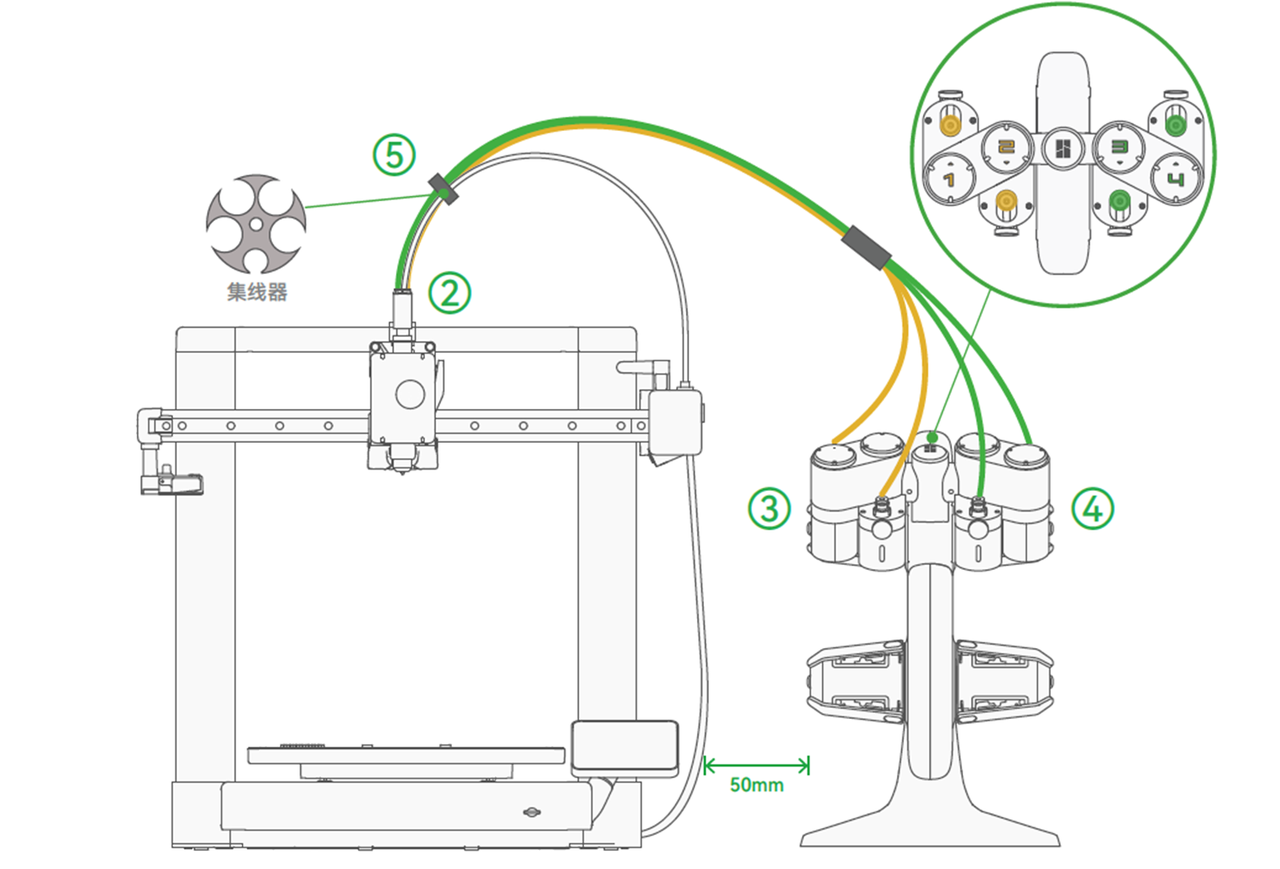
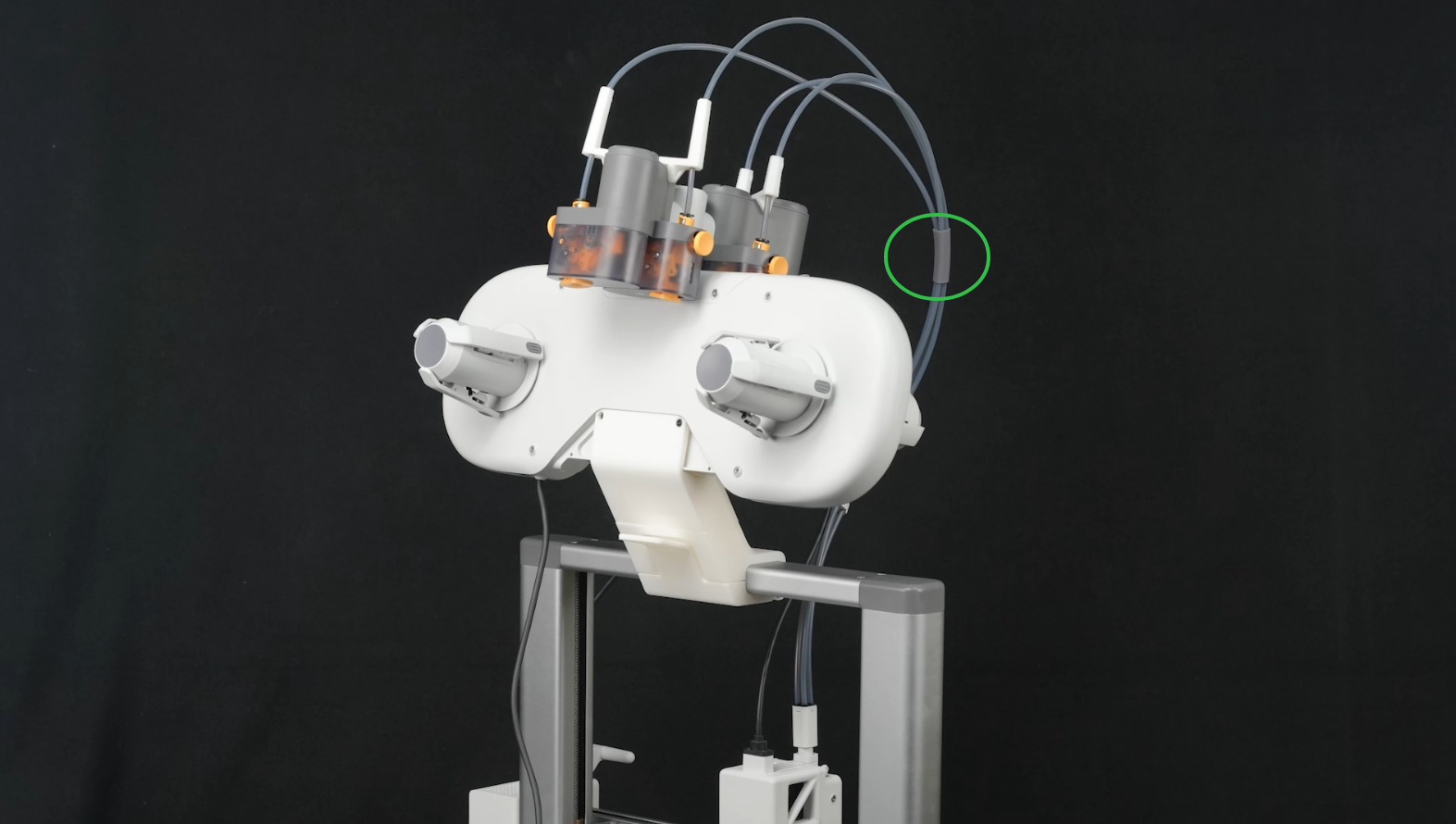
¶ Jak powinny być ułożone rurki PTFE, aby zapewnić jak najmniejszy opór?
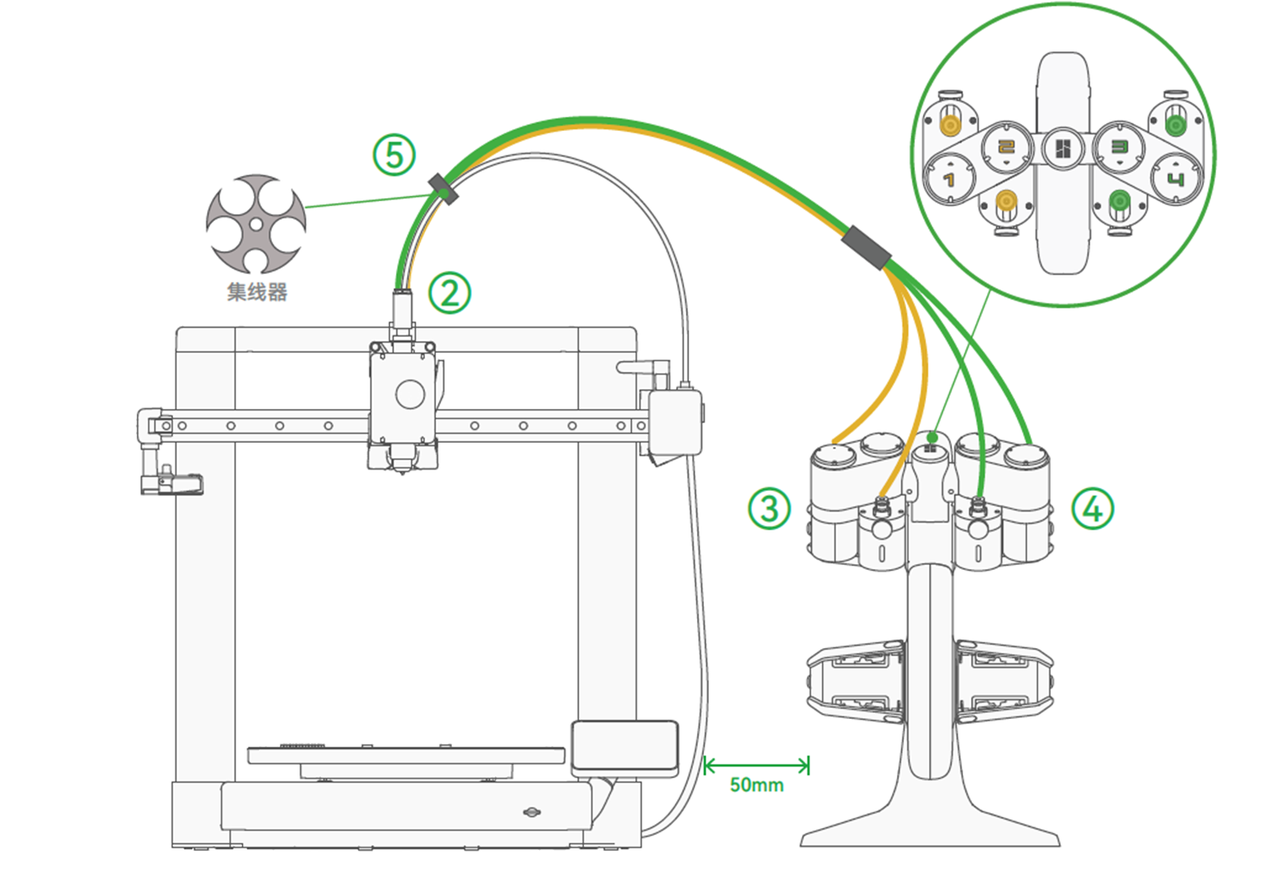
1. Zalecana odległość między A1 i AMS lite wynosi 50 mm, jak pokazano na schemacie. Umieszczenie go zbyt daleko może zwiększyć opór podczas drukowania w skrajnych pozycjach.
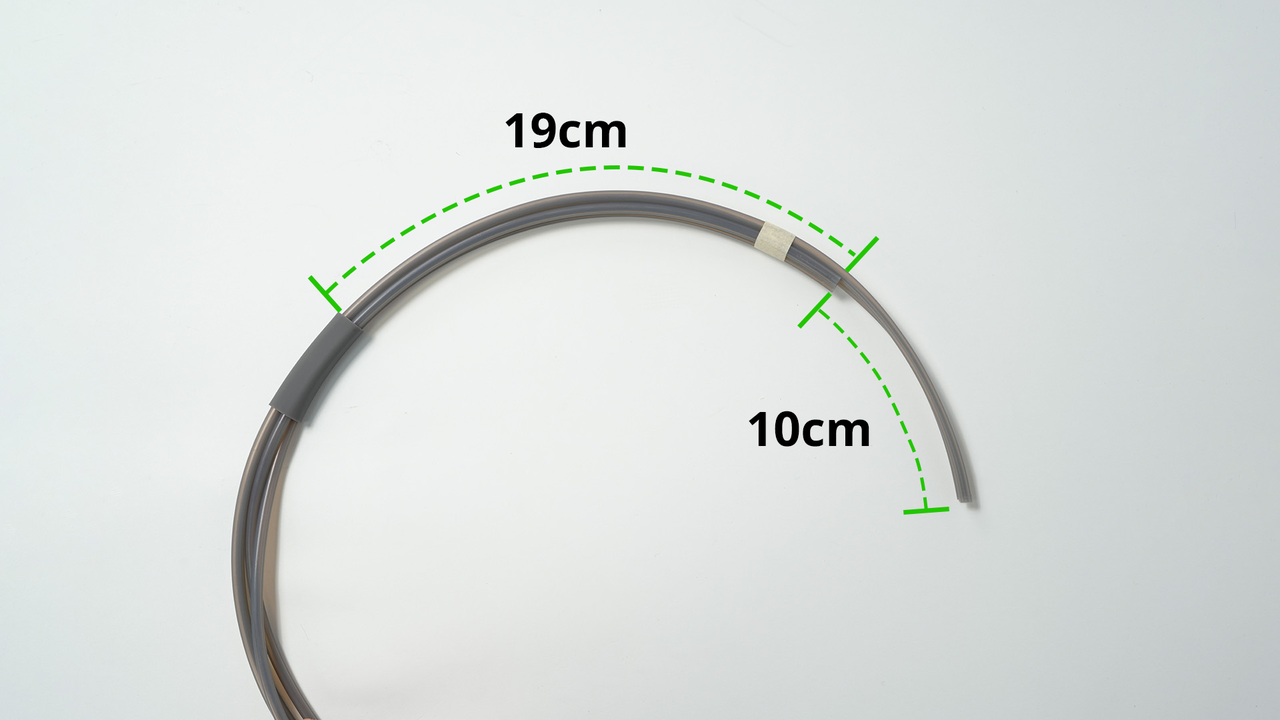
2. Zaleca się połączenie czterech rurek PTFE, aby uniknąć ich nadmiernego rozdzielenia.
3. AMS lite jest wyposażony we wstępnie zainstalowany silikonowy organizer rurek. Pozwala to na wyprostowanie sąsiednich rurek, minimalizując opór. Zaleca się zainstalowanie silikonowego organizera rurki w sposób pokazany na schemacie:
¶ Jakie jest całkowite wymagane miejsce X, Y i Z dla A1 + AMS lite?
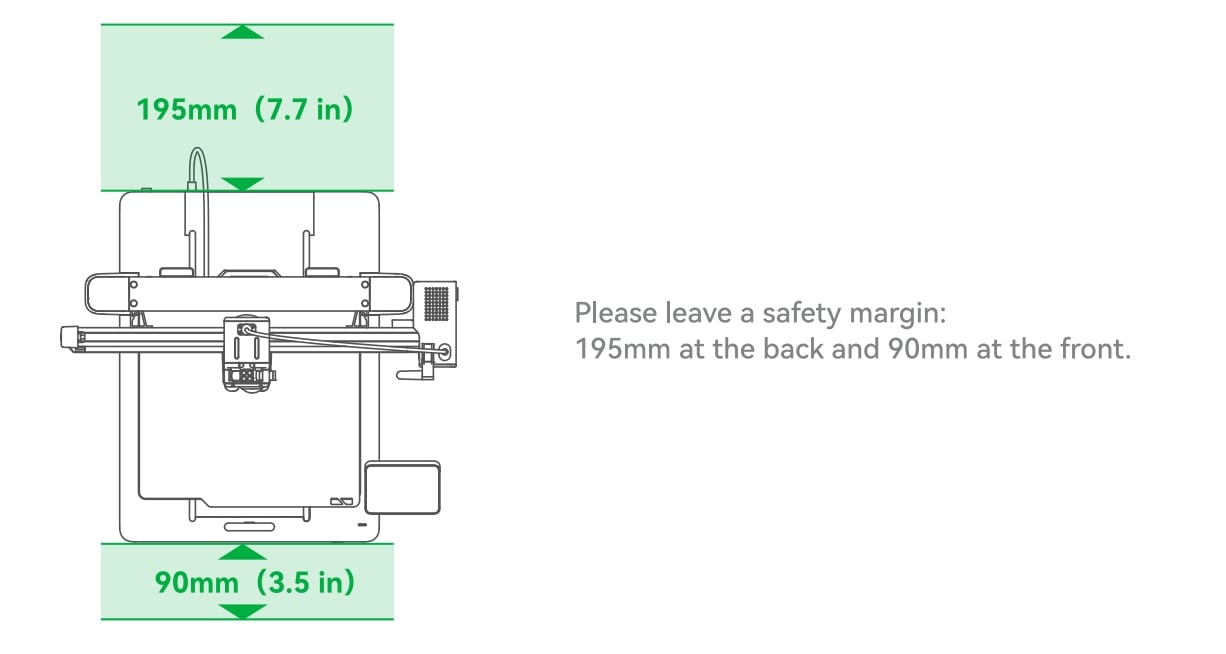
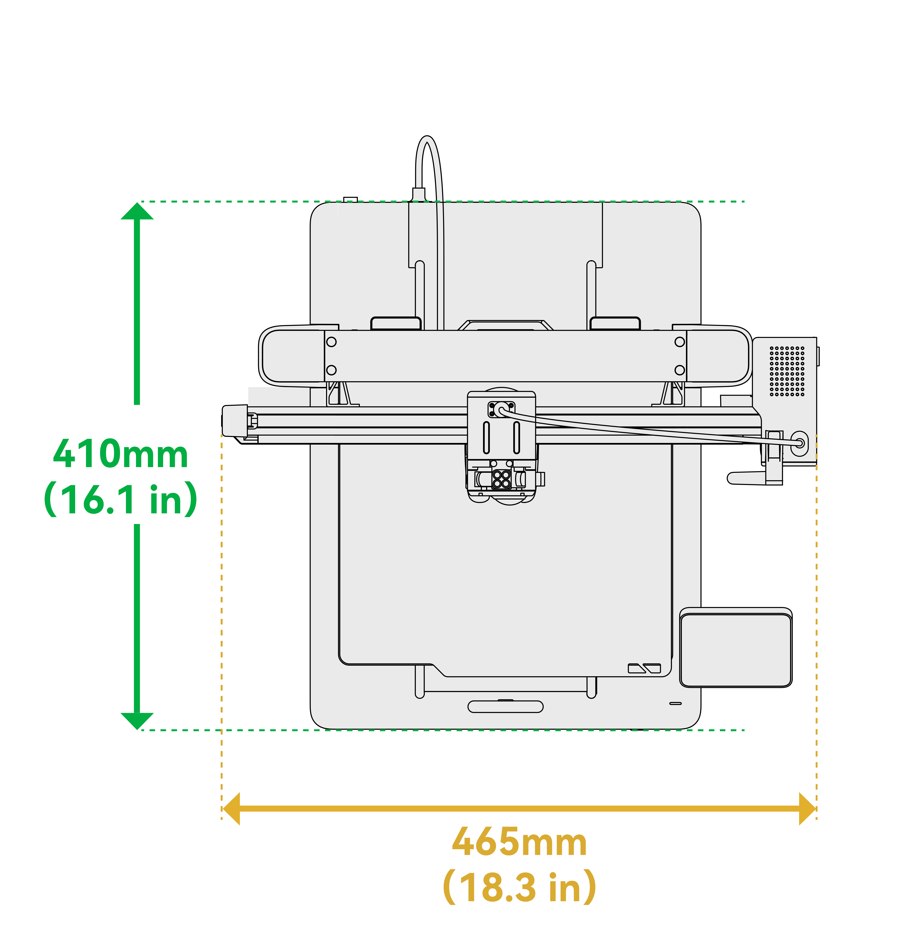
¶ Ile miejsca należy zarezerwować na przesunięcie stołu grzewczego A1 do przodu i do tyłu drukarki?
Jak pokazano na schemacie, podczas umieszczania drukarki należy pozostawić wystarczającą, bezpieczną przestrzeń na ruch stołu grzewczego w kierunku Y, około 410 mm + 90 mm + 195 mm = 695 mm.
 |
 |
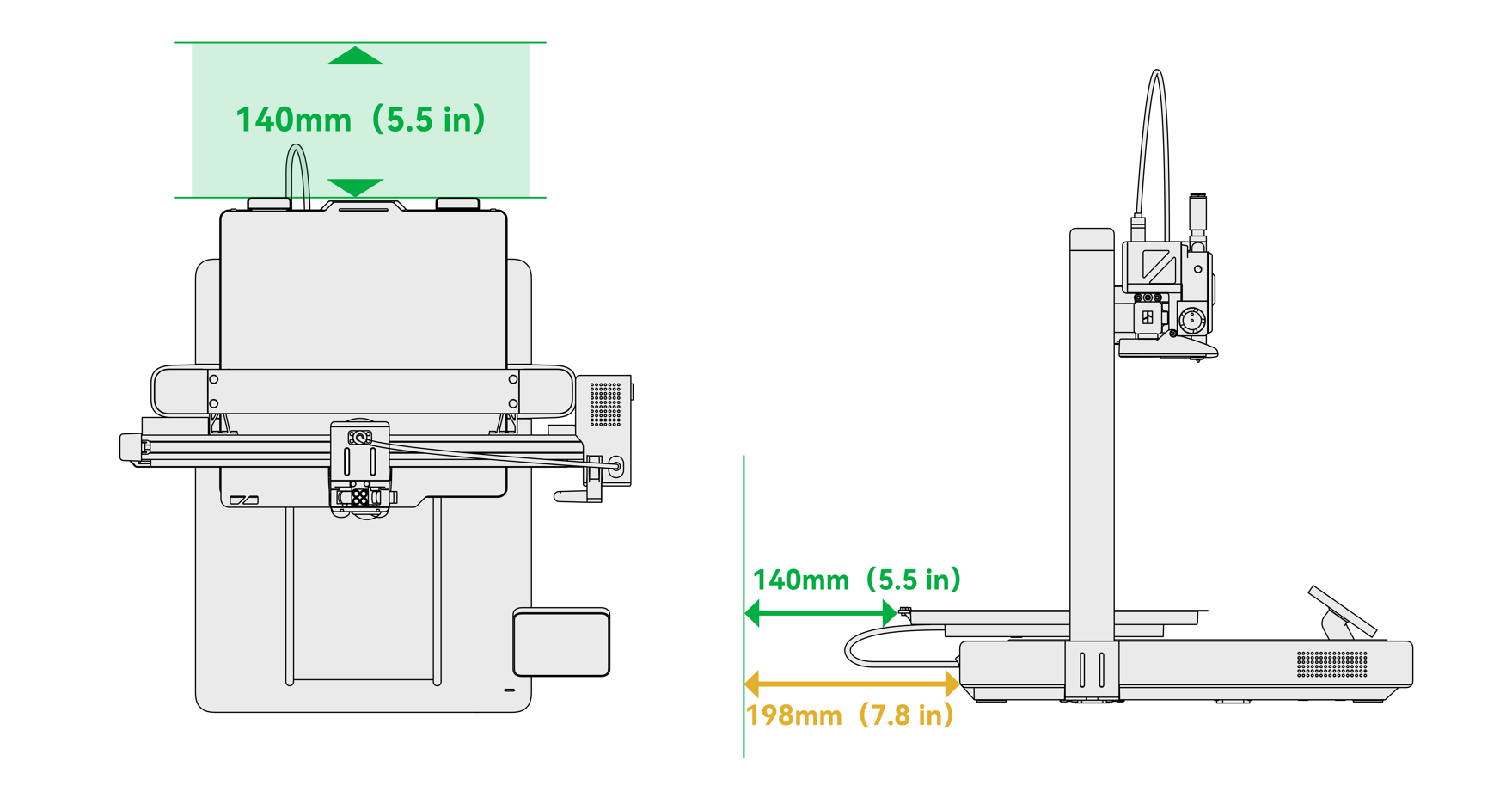
¶ Ile miejsca należy zarezerwować za stołem grzewczym, aby zapobiec kolizji z kablem stołu grzewczego?
¶ Jaka jest zalecana temperatura otoczenia dla drukarki A1?
Zalecana temperatura otoczenia drukarki A1 wynosi 10-30 stopni Celsjusza.
¶ Jakie różne płytki robocze są dostępne dla A1?
Wraz z drukarką A1 dostarczana jest teksturowana płyta PEI. Chociaż oficjalny sklep oferuje arkusze Smooth PEI lub inne płytki robocze o tym samym rozmiarze co A1, nie zaleca się używania na A1 żadnej innej płytki roboczej niż teksturowana płytka PEI Bambu Lab. Wynika to z faktu, że inne płytki robocze mogą mieć nieco słabszą przyczepność magnetyczną do stołu grzewczego A1.
¶ Jakie materiały można drukować na teksturowanej płycie PEI?
Na teksturowanej płycie PEI można drukować różne materiały, takie jak PLA, PETG i TPU, bez użycia kleju. Po wydrukowaniu należy poczekać, aż płytka robocza całkowicie ostygnie przed zdjęciem wydrukowanego modelu. Zaleca się czyszczenie płytki roboczej ciepłą wodą i zwykłym mydłem, aby zachować jej optymalną przyczepność.
¶ Czy A1 może drukować bez karty microSD i używać tylko Bambu Studio/Handy?
Nie, A1 nie ma wbudowanej pamięci, więc aby wysłać wydruk, należy włożyć kartę micro SD. Drukarka jest fabrycznie wyposażona w kartę Micro SD o pojemności 32 GB.
¶ Jaki jest maksymalny rozmiar i format karty micro-SD, której może używać A1?
A1 obsługuje karty micro SD o pojemności do 2 TB, jeśli zostaną sformatowane przy użyciu funkcji drukarki. Więcej informacji na temat najczęściej zadawanych pytań związanych z kartami micro SD można znaleźć na tej stronie.
¶ Co wskazuje biała dioda LED na obudowie drukarki w pobliżu ekranu?
Migająca biała dioda LED wskazuje, że istnieją komunikaty asystenta AI, które wymagają sprawdzenia; ciągłe białe światło oznacza, że stan systemu jest normalny.
¶ Jak zmienić prędkość drukowania A1?
Prędkość drukowania można ustawić w programie Bambu Studio podczas cięcia modelu, w zakładce ustawień prędkości. Podczas drukowania można zmienić tryb prędkości (Silent, Standard, Sport, Turbo) na drukarce, Bambu Handy lub Bambu Studio. Ważne jest, aby pamiętać, że Sport i Turbo wymagają wyższych temperatur hotendu dla uzyskania najlepszych rezultatów. Zalecamy aby ustawiać wyższą prędkość w slicerze.
¶ Jak drukarka zareaguje na zużycie filamentu?
A1 wykorzystuje czujnik Halla, aby określić, czy filament się skończył. A1 obsługuje wykrywanie wyczerpania filamentu i może wznowić drukowanie po jego wymianie. W przypadku korzystania z AMS lite, A1 można skonfigurować tak, aby używała innego filamentu z AMS jako zamiennika po wyczerpaniu się bieżącego filamentu.
¶ Jak drukarka zareaguje na utratę zasilania?
Po ponownym włączeniu drukarki można wybrać opcję wznowienia drukowania po utracie zasilania, umożliwiając A1 kontynuowanie i dokończenie wcześniej przerwanego wydruku.
¶ Czy można wyłączyć wszystkie dźwięki głośnika A1?
Tak, dźwięk można wyłączyć w ustawieniach drukarki.
¶ Czy dostępna jest pauza na określonej wysokości wydruku?
Tak, pauza na określonej wysokości jest dostępna i można ją ustawić w Bambu Studio.
¶ Czy uchwyt na szpulę jest dołączony, jeśli klient nie kupił zestawu z AMS?
Akcesoria obejmują uchwyt na szpulę, który musi zostać zainstalowany przez użytkownika po rozpakowaniu.
¶ Jaka jest szybkość przepływu przy drukowaniu TPU?
Zapoznaj się z przewodnikiem drukowania dla TPU, w którym znajdziesz więcej informacji na ten temat. Ponadto zalecamy zapoznanie się z naszym przewodnikiem po filamentach, aby uzyskać więcej informacji na temat parametrów i ustawień dla różnych filamentów.
¶ Gdzie najlepiej umieścić wieżę oczyszczającą (Prime tower)?
W pobliżu zgarniacza oczyszczającego - po lewej stronie (co pozwala uniknąć przedostawania się odpadów lub odłamków na stół lub oś Z i oszczędza czas przesuwu głowicy drukującej podczas wymiany filamentu).
¶ Czy można obudować A1?
Nie zalecamy zamykania A1 w obudowie.
¶ Jak wygląda proces aktualizacji firmware?
Od czasu do czasu publikowane są aktualizacje oprogramowania sprzętowego (firmware), które dodają więcej funkcji i poprawek do oprogramowania działającego na urządzeniu. Drukarka sprawdzi dostępność wszelkich aktualizacji w chmurze i wyświetli wyskakujące powiadomienie, jeśli takie istnieją.
¶ Czy A1 ma funkcję automatycznego przywracania po utracie kroku?
Tak, A1 obsługuje automatyczne przywracanie po utracie kroku; można włączyć tę funkcję na stronie opcji drukowania.
¶ Czy istnieje jakieś odpowiednie narzędzie do wyjmowania rurek z głowicy drukującej?
Jeśli wyjęcie rurki PTFE z głowicy drukującej jest niewygodne, można wydrukować poniższy model, aby ułatwić tę operację.
¶ Jak wyłączyć efekty dźwiękowe przed i po drukowaniu?
Efekt dźwiękowy można wyłączyć w " Main menu - Settings - Print options" (Menu główne - Ustawienia - Opcje drukowania).
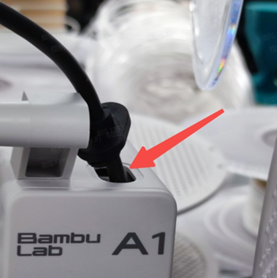
¶ Jeśli kabel Type-C drukarki utknie w filarze lub zatrzask zostanie wyciągnięty podczas procesu drukowania, jak można go naprawić?
 |
 |
Rozłączenie może być spowodowane nieprawidłową instalacją koncentratora filamentu lub uchwytu szpuli. Koncentrator powinien być umieszczony blisko głowicy, ale nie za nisko. Optymalną pozycją jest wyrównanie krawędzi koncentratora z dolną krawędzią belki, gdy koncentrator wejdzie w kontakt z hotendem i stołem roboczym. Ma to na celu zminimalizowanie prawdopodobieństwa zablokowania koncentratora w kolumnie osi Z w tej pozycji.
 |
 |
W przypadku korzystania z zewnętrznej szpuli filamentu zaleca się zamontowanie wspornika nieco po prawej stronie pośrodku wiązki, dotykając prawej strony wiązki.
Jeśli zostanie on ponownie zainstalowany na miejscu po odłączeniu, może być nadal normalnie używany bez żadnych zmian.
Na koniec możesz wydrukować model, który uporządkuje kable USB-C i pozwoli uniknąć ich zwisania na filarze. (Kliknij tutaj, aby przejść do linku Makerworld).
¶ Nie jestem zadowolony z jakości wydruku pierwszej warstwy. Czy możecie mi coś doradzić?
Jeśli jakość wydruku pierwszej warstwy nie jest zadowalająca, może to być spowodowane niewykonaniem automatycznej kalibracji lub użyciem innej płytki roboczej, która znacznie różni się od tej użytej podczas kalibracji. Zalecamy używanie tej samej płytki roboczej i uruchomienie funkcji "Auto Bed Leveling" w celu przeprowadzenia automatycznej kalibracji.
Ogólnie rzecz biorąc, zaleca się wykonywanie poziomowania stołu przy każdej zmianie płytki roboczej w celu uzyskania najlepszej jakości wydruku pierwszej warstwy.
¶ Jak zamontować ostrze do skrobaka stołu grzewczego?
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl. za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.
© 2024 Bambu Lab. Tłumaczenie - get3D.pl. Wszelkie prawa zastrzeżone. | Oparte na Wiki.js