¶ Wskazówki dotyczące konserwacji A1 mini
Drukarki 3D to złożone konstrukcje mechaniczne z licznymi ruchomymi częściami. Aby zapewnić im stabilną pracę i wysoką jakość wykonywanych wydruków, konieczna jest ich regularna konserwacja i utrzymanie. Głównym celem konserwacji sprzętu jest utrzymanie go w czystości, dobrym nasmarowaniu i bezpiecznym stanie. Poniżej przedstawiamy elementy wymagające obsługi i podajemy kilka wskazówek dotyczących konserwacji.
¶ Narzędzia, których możesz potrzebować
| Lp. | Narzędzie | Zdjęcie/rysunek | Lp. | Narzędzie | Zdjęcie/rysunek |
| 1 | Czysta ściereczka |
 |
2 | Środek smarujący | |
| 3 | Olej smarujący | NA | 4 | Olej smarujący |
 |
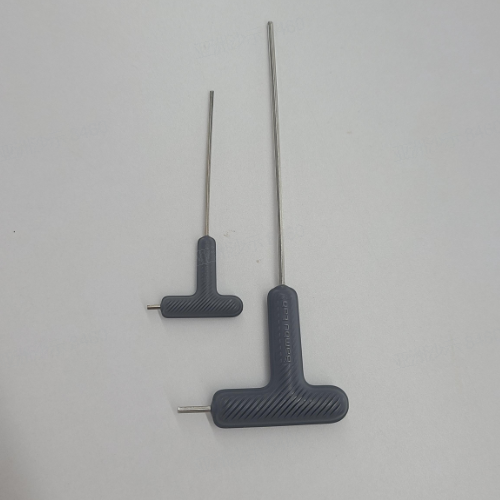
| 5 | Klucze sześciokątne |
|
6 | Pęseta |
 |
| 7 | Rękawice termoodporne |
 |
8 | Gruszka |
 |
¶ Elementy ruchome
Chodzi o elementy, które wykonują lub uczestniczą w ruchu mechanicznym podczas procesu drukowania, w tym śruby ślimakowe, prowadnice, ślizgacze, sprzęgła, paski, wentylatory itp. Główne czynności konserwacyjne to czyszczenie i smarowanie. Części metalowe należy też zabezpieczać przed rdzą. Części gumowe należy sprawdzać pod kątem starzenia się (w tym deformacji), zużycia itp. i w razie potrzeby wymieniać.
¶ System prowadnic liniowych

Dołożyliśmy wszelkich starań, aby zapewnić najbardziej niezawodne, w pełni metalowe prowadnice liniowe i chroniony osłonami system napędowy. System ten nie wymaga częstej regulacji ruchomych elementów A1 mini, ale wymaga regularnego smarowania i czyszczenia w celu zmniejszenia zużycia i emisji hałasu, zapewnienia dokładności i trwałości drukarki oraz skutecznego zapobiegania rdzewieniu prowadnic.
| Element | Kiedy | Materiały i narzędzia | Sposób | Jak to zrobić |
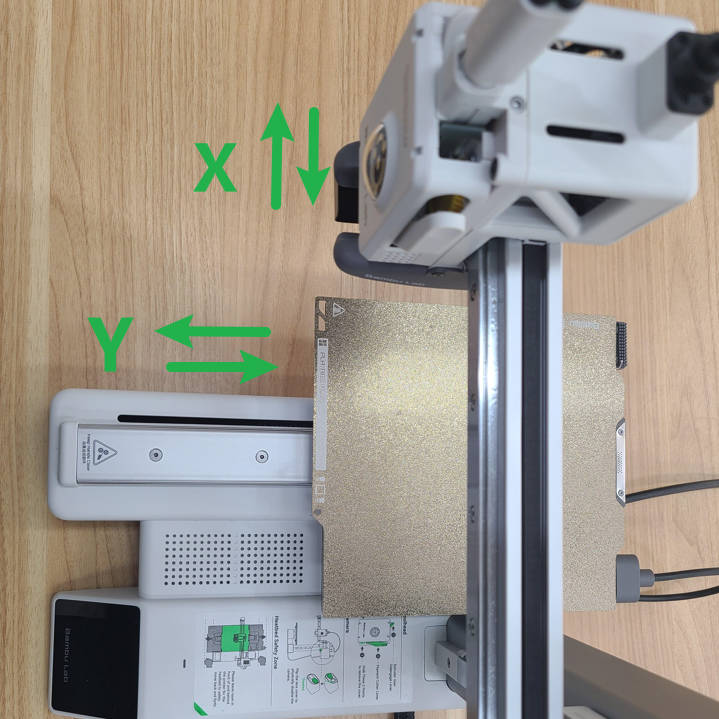
| Prowadnica osi X | Co miesiąc | Szmatka, pęseta, olej smarujący | Czyszczenie, smarowanie | Za pomocą pęsety usuń wszelkie ciała obce, grudki czy włókna z szyny prowadzącej, a następnie wytrzyj całość za pomocą bezpyłowej szmatki. Ponownie nasmaruj prowadnicę X i przesuń głowicę drukującą w lewo i w prawo po nasmarowaniu, aby upewnić się, że środek smarny pokrył całą szynę liniową. |
| Prowadnica osi Z | Co miesiąc | Szmatka, pęseta, olej smarujący | Czyszczenie, smarowanie | Za pomocą pęsety usuń wszelkie ciała obce, grudki, włoski czy resztki filamentu z szyny prowadzącej a następnie wytrzyj całość za pomocą bezpyłowej szmatki. Ponownie nasmaruj szynę Z, i dodatkowo nałóż trochę oleju do otworu na środku. Zwróć uwagę na dokładne wyczyszczenie rowka w prowadnicy liniowej. Po nałożeniu oleju należy włączyć drukarkę i kilkukrotnie przesunąć oś Z w górę i w dół, aby upewnić się, że olej nasmarował całą prowadnicę liniową. |
| Prowadnica osi Y | Co miesiąc | Szmatka, pęseta, olej smarujący | Czyszczenie, smarowanie | Za pomocą pęsety usuń wszelkie ciała obce, grudki czy włókna z szyny prowadzącej, a następnie wytrzyj całość za pomocą bezpyłowej szmatki. Ponownie nasmaruj prowadnicę X i przesuń platformę roboczą w przód i w tył po nasmarowaniu, aby upewnić się, że środek smarny pokrył całą szynę liniową. |
Kliknij tutaj aby obejrzeć film pokazujący proces czyszczenia i smarowania osi X.

|

|

|
|
|
Kliknij tutaj aby obejrzeć film pokazujący proces czyszczenia i smarowania osi Y.

|

|
|
Kliknij tutaj aby obejrzeć film pokazujący proces czyszczenia i smarowania osi Z.
 |
|
|
¶ Paski zębate X Y
A1 mini może automatycznie sprawdzać napięcie paska w trakcie kalibracji częstotliwości drgań własnych. Jeśli pasek jest zbyt luźny, system HMS powiadomi Cię o konieczności dostosowania napięcia paska za pomocą automatycznego napinacza.
| Element | Kiedy | Materiały i narzędzia | Co zrobić | Jak to zrobić? |
| Pasek X | Komunikat HMS | Klucz imbusowy H2 | Ponowna regulacja | Poluzuj śrubę napinającą znajdującą się z tyłu głowicy drukującej, przesuń głowicę wzdłuż szyny X, a następnie przytrzymaj ręką trójkątną śrubę (ale nie naciskaj jej na siłę) po prawej stronie głowicy i ponownie dokręć śrubę napinającą. |
| Pasek Y | Komunikat HMS | Klucz imbusowy H2 | Ponowna regulacja | Po zdjęciu pokrywy osi Y z tyłu, poluzuj śrubę napinającą, naciśnij mocno suwak napinający osi Y wzdłuż osi Y kilka razy, aby upewnić się, że nie jest zablokowany, a następnie ponownie dokręć śrubę napinającą. |

|

|

|

|

|
Jeśli po długotrwałym użytkowaniu pasek zębaty wykazuje wyraźne zużycie może to mieć wpływ na jakość druku. Należy wtedy zapoznać się z odpowiednią stroną instrukcji konserwacji w celu wymiany paska zębatego.
¶ Śruba napędowa
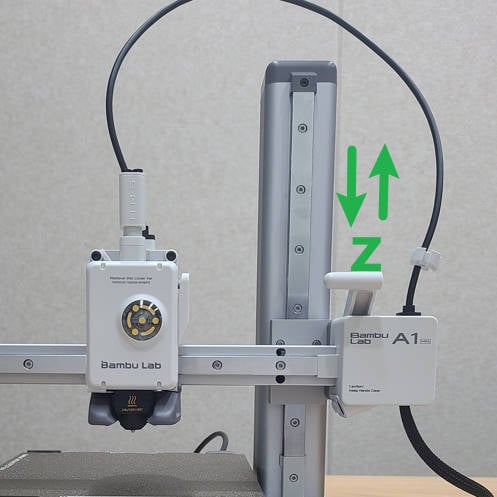
W A1 mini znajduje się tylko jedna śruba napędowa. Za jej pośrednictwem silnik osi Z może poruszać osią X w górę i w dół wzdłuż kierunku osi Z. Odpowiednie nasmarowanie tej śruby zapewni płynne poruszanie się osi X w kierunku Z i może skutecznie zredukować hałas powodowany przez ruch śruby.
W przeciwieństwie do prowadnic liniowych, śruby napędowe niekoniecznie wymagają oleju smarującego. Jeśli masz dostęp do smaru, zalecamy jego użycie, ponieważ jest on mniej podatny na ulatnianie się niż olej, niemniej w razie braku smaru można go użyć.
| Element | Kiedy | Materiały i narzędzia | Zadanie | Jak to zrobić |
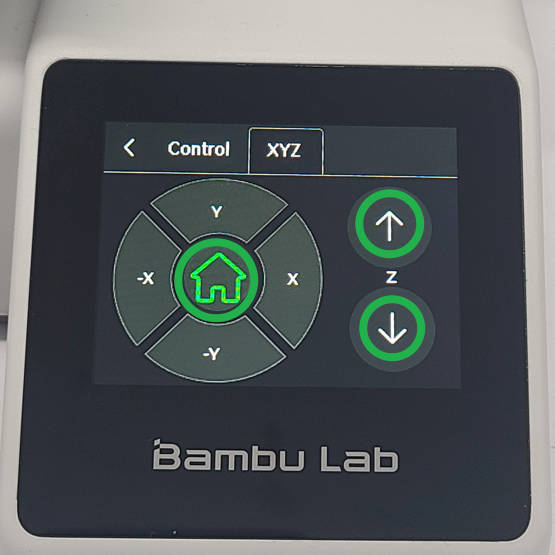
| Śruba napędowa | Co 3 miesiące | Smar lub olej | Nasmarowanie | Nałóż smar na śrubę w kilku miejscach, włącz drukarkę i z poziomu jej menu przesuń kilkukrotnie oś X w górę i w dół wzdłuż kierunku Z, aby upewnić się, że cały obszar roboczy śruby napędowej jest pokryty smarem. |
Kliknij tutaj aby obejrzeć film pokazujący proces smarowania śruby napędowej
|
|
 |
W razie potrzeby można lekko przechylić drukarkę, a następnie nałożyć smar lub olej smarujący na śrubę napędową.
 |
 |
¶ Koło pasowe
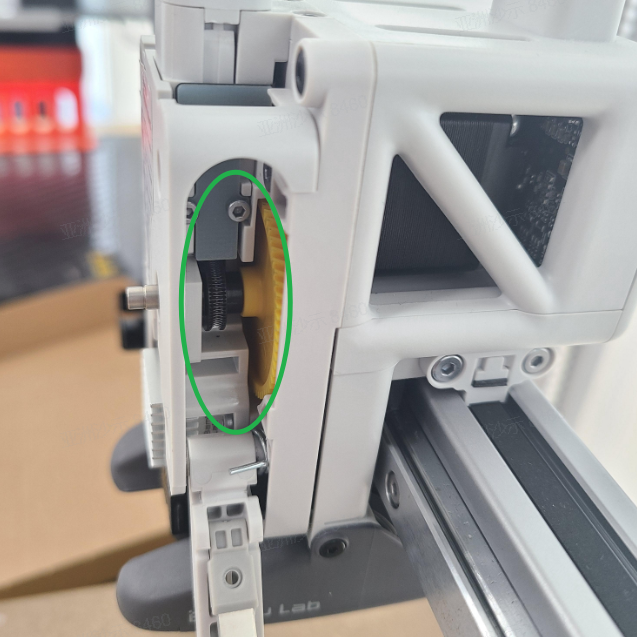
Odnosi się to głównie do koła pasowego osi X. Jego regularna konserwacja może skutecznie zapobiegać nadmiernemu hałasowi i nadmiernemu oporowi przesuwu paska.
| Element | Kiedy | Materiały i narzędzia | Zadanie | Jak to zrobić |
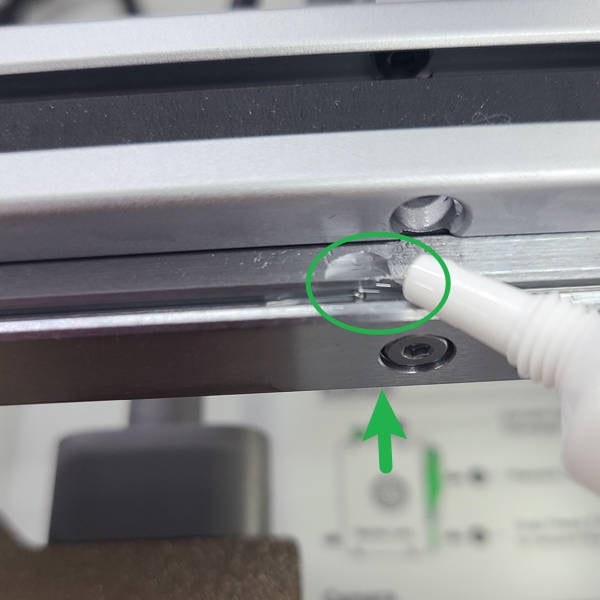
| Koło pasowe | Co 3 miesiące | Olej do smarowania, klucz imbusowy | Nasmarować | W pobliżu pokrywy końcowej osi X wpuść niewielką ilość czystego oleju między pasek a koło pasowe. |

¶ Czujnik filamentu
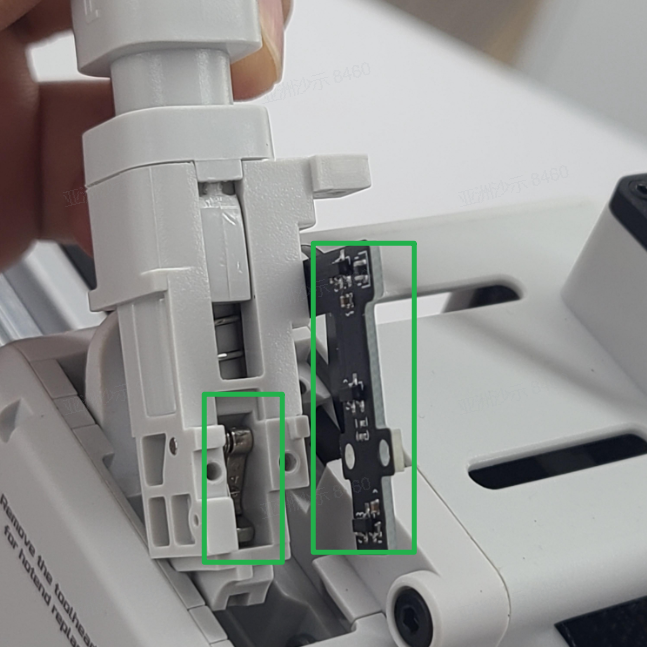
Na płytce czujnika filamentu znajduje się kilka czujników Halla. Przyczepienie się do nich ciał obcych, takich jak fragmenty filamentu czy kurz, może spowodować ich nieprawidłowe działanie i wywołać fałszywe alarmy. Wyczyszczenie płytki czujnika filamentu może skutecznie rozwiązać problem fałszywych alarmów i poprawić jakość drukowania.
| Element | Kiedy | Materiały i narzędzia | Zadanie | Jak to zrobić |
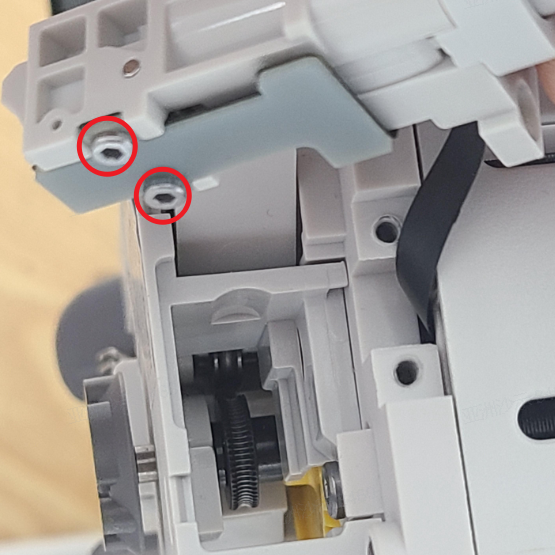
| Czujnik filamentu | W razie wystąpienia fałszywych alarmów | Klucz imbusowy, gruszka | Czyszczenie | Odkręć 2 śruby mocujące osłonę, ostrożnie wyciągnij cały zespół dolnego wspornika głowicy, odkręć 2 śruby blokujące czujnik filamentu i wyczyść go za pomocą gruszki. |
Kliknij tutaj aby obejrzeć film pokazujący proces czyszczenia czujnika filamentu
 |
 |
 |
Uwaga: Podczas demontażu nie wyciągaj kabla połączeniowego zbyt mocno, aby uniknąć jego uszkodzenia.
¶ Ekstruder
Po długotrwałym użytkowaniu drukarki, wewnątrz ekstrudera mogą pozostać resztki filamentu i kurz, co może łatwo spowodować zablokowanie i niemożność obracania się przekładni ekstrudera. W celu zapewnienia jego prawidłowej pracy, ekstruder należy co jakiś czas oczyszczać z pozostałości filamentu.
| Element | Kiedy | Materiały i narzędzia | Zadanie | Jak to zrobić |
| Zespół ekstrudera | Niewystarczająca ekstruzja, zapchanie ekstrudera | Pęseta, klucz imbusowy, gruszka | Czyszczenie | Zdejmij bloczek dociskowy filamentu, poluzuj dźwignię obcinaka, użyj pęsety do usunięcia zanieczyszczeń z wnętrza ekstrudera, użyj dmuchawy do usunięcia pozostałości i pyłu, w razie potrzeby wyjmij zespół koncentratora filamentu aby uzyskać dostęp do ekstrudera od góry. |
Kliknij tutaj aby obejrzeć film pokazujący proces czyszczenia ekstrudera
 |
 |
 |
Montaż i demontaż modułu ekstrudera (EN)
¶ Zespół przekładni ekstrudera
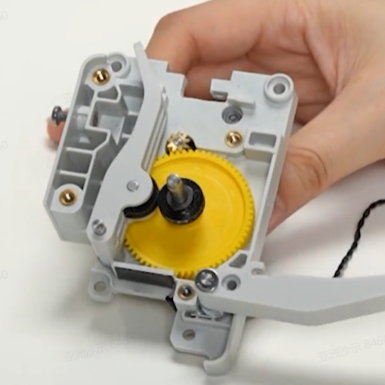
Jeśli czyszczenie ekstrudera zgodnie z powyższymi krokami nie przyniesie zadowalających rezultatów, można zdemontować ekstruder i wyjąć zespół przekładni w celu dokładniejszego wyczyszczenia. W przypadku stwierdzenia usterki koła zębatego lub łożyska można wymienić cały zespół przekładni ekstrudera.
| Element | Kiedy | Materiały i narzędzia | Zadanie | Jak to zrobić |
| Zespół przekładni ekstrudera | Niewystarczająca ekstruzja, zapchanie ekstrudera | Pęseta, klucz imbusowy, gruszka | Czyszczenie | Podczas czyszczenia ekstrudera, w przypadku znalezienia obcych materiałów których nie można usunąć, należy zdjąć przednią pokrywę ekstrudera i wyjąć cały zespół przekładni w celu dokładniejszego wyczyszczenia. Szczegółowe informacje na temat metod demontażu i montażu można znaleźć na odpowiedniej stronie instrukcji konserwacji. |
Montaż i demontaż modułu ekstrudera (EN)
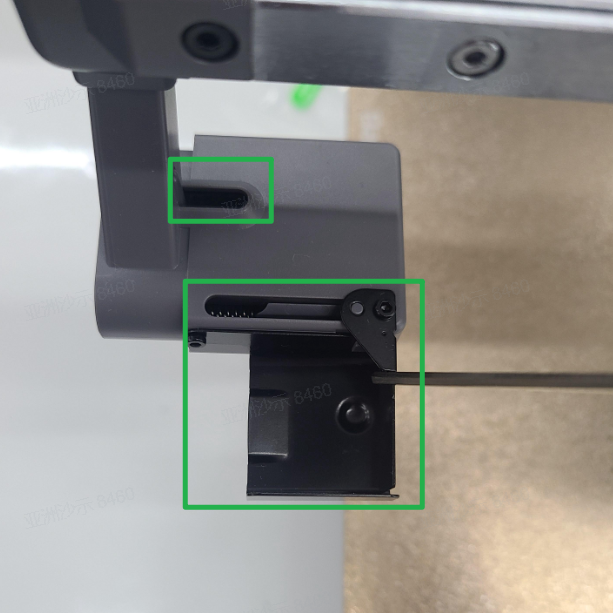
¶ Wycieraczka odpadów
Wycieraczka odpadów A1 mini służy do wydajnego usuwania odpadów wyrzucanych z dyszy w celu zapewnienia ciągłego i płynnego procesu drukowania. Jeśli ruch wycieraczki jest blokowany przez ciała obce czy brud lub gdy elementy wycieraczki są zdeformowane, może się ona zablokować, powodując nieprawidłowe oczyszczanie dyszy lub utratę płynności drukowania. W związku z tym konieczne jest niezwłoczne usunięcie ciał obcych lub wymiana zdeformowanej wycieraczki, aby poprawić skuteczność procesu zamiany filamentu.
| Element | Kiedy | Materiały i narzędzia | Zadanie | Jak to zrobić |
| Wycieraczka odpadów | Nadmierne nagromadzenie odpadów lub deformacja wycieraczki | Pęseta, klucz imbusowy, gruszka | Czyszczenie, wymiana | Zdejmij głowicę narzędzia z wycieraczki, użyj pęsety, aby usunąć nadmiar odpadów i użyj gruszki, aby zdmuchnąć pozostałości i pył. |
 |
 |
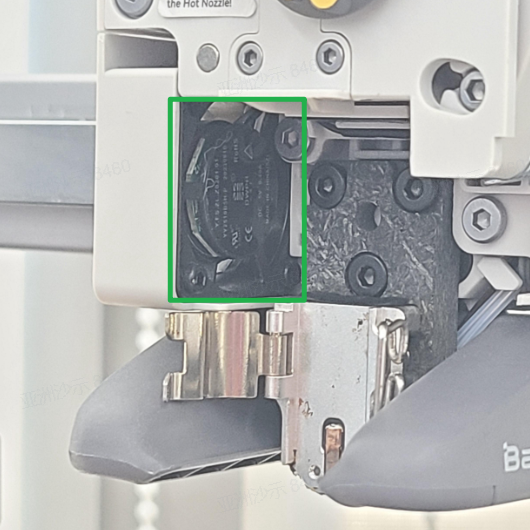
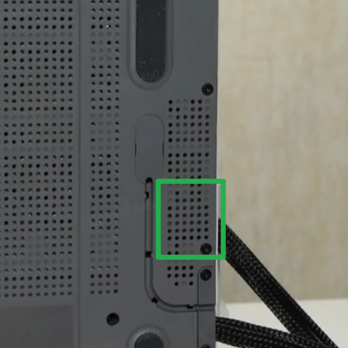
¶ Wentylatory
A1 mini jest wyposażona w 3 wentylatory, a mianowicie wentylator chłodzący hotend, wentylator chłodzący wydruk i wentylator chłodzący płytę główną. Aby zapewnić dobry efekt chłodzenia, konieczne jest regularne sprawdzanie stanu wentylatorów i regularne usuwanie ciał obcych.
| Element | Kiedy | Materiały i narzędzia | Zadanie | Jak to zrobić |
| Wentylator chłodzący wydruk | Co tydzień | Ściereczka, pęseta | Czyszczenie | Sprawdź, czy w kanale wentylacyjnym i samym wentylatorze nie nagromadziły się ciała obce lub kurz i wyczyść go. |
| Wentylator chłodzący hotend | Co tydzień | Ściereczka, pęseta | Czyszczenie | Zdemontuj hotend, sprawdź, czy w kanale powietrznym nie nagromadziły się ciała obce lub kurz i wyczyść go. |
| Wentylator chłodzący płytę główną | Komunikaty HMS | Sprężone powietrze (lub pistolet wysokociśnieniowy), ściereczka, pęseta | Czyszczenie | Użyj strumienia sprężonego powietrza, aby usunąć nagromadzony kurz lub zdemontuj płytę podstawy i wytrzyj wentylator do czysta. |
Kliknij tutaj aby obejrzeć film pokazujący proces czyszczenia wentylatorów
 |
 |
 |
¶ Materiały eksploatacyjne
Termin ten odnosi się do części lub komponentów drukarki, które wymagają wymiany ze względu na zużycie podczas normalnej pracy, takich jak rurki PTFE, hotendy itp.
Takie wrażliwe części muszą być profilaktycznie czyszczone i kontrolowane w celu wykrycia nieprawidłowości i ich szybkiej wymiany, aby uniknąć wpływu na normalne drukowanie.
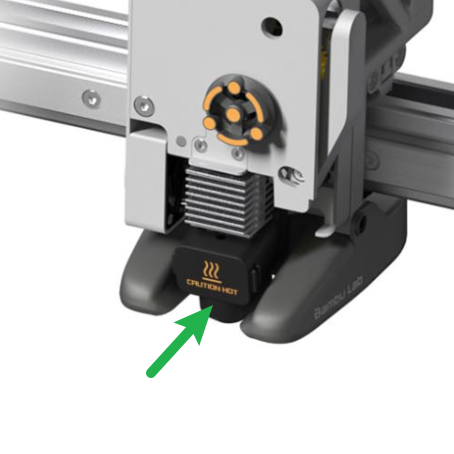
¶ Silikonowa osłona hotendu
Silikonowa osłona hotendu pomaga utrzymać jego stabilną temperaturę. Jeśli na osłonie widoczne są oznaki uszkodzenia lub nie można jej dobrze zamocować na hotendzie, należy ją wymienić, aby uniknąć pogorszenia jakości druku spowodowanego wahaniami temperatury.
| Element | Kiedy | Materiały i narzędzia | Zadanie | Jak to zrobić |
| Silikonowa osłona hotendu | Uszkodzenie lub brak możliwości instalacji | Silikonowa osłona hotendu | Wymiana | Gdy temperatura hotendu spadnie poniżej 60 stopni, należy zapoznać się z instrukcją wymiany hotendu dołączoną do ekstrudera. |
Uwaga: Pamiętaj, aby zainstalować silikonową osłonę hotendu, gdyż jej brak może spowodować ostrzeżenie o błędzie temperatury hotendu.
 |
 |
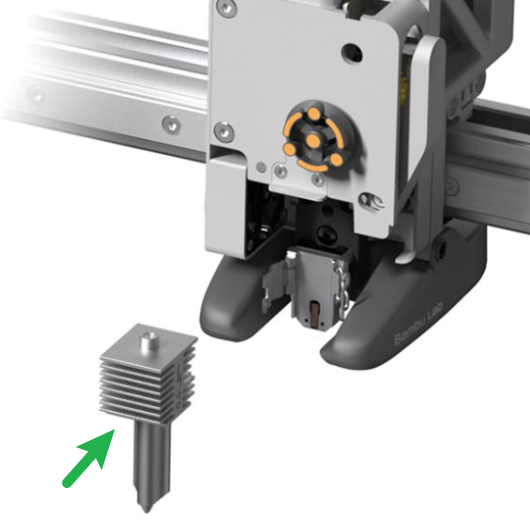
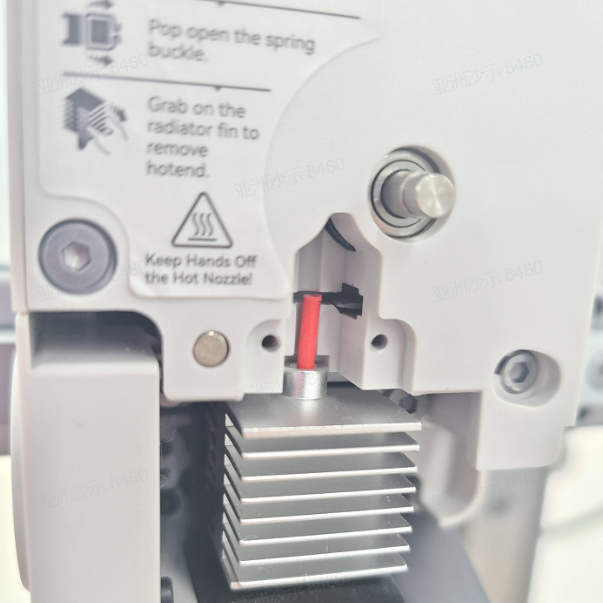
¶ Hotend
Hotend drukarki A1 mini jest zaprojektowany w taki sposób, aby można go było szybko wyjąć. W celu zapewnienia normalnego działania tego mechanizmu i możliwości łatwego usuwania osadów i zanieczyszczeń z powierzchni hotendu i zespołu grzejnego, należy go regularnie demontować i czyścić powierzchnię elementu grzejnego. Zapewnia to dokładność pomiaru temperatury hotendu. Jeśli w trakcie tej operacji okaże się, że dysza jest wyraźnie zużyta, co może powodować wycieki filamentu, należy wymienić hotend na nowy.
| Element | Kiedy | Materiały i narzędzia | Zadanie | Jak to zrobić |
| Zespół grzewczy hotendu | Co miesiąc | Rękawice, ściereczka, pęseta | Czyszczenie | Po zdjęciu silikonowej osłony wyczyść elementy mocujące hotend, a następnie wyjmij go. Użyj pęsety, aby zwinąć niepylącą szmatkę nasączoną czystym alkoholem lub alkoholem izopropylowym (IPA) i wytrzyj powierzchnię zespołu grzewczego do czysta. |
| Hotend | Zużycie i wycieki | Hotend | Wymiana | W celu wymiany należy zapoznać się z instrukcją wymiany hotendu dołączoną do ekstrudera. |
Uwaga:
- Jeśli do hotendu przyczepione są resztki filamentu i nie można ich normalnie usunąć, należy ustawić temperaturę na 80 stopni, co zmiękczy filament przed ich usunięciem;
- Upewnij się, że po wyczyszczeniu zainstalowałeś silikonową osłonę hotendu, w przeciwnym razie spowoduje to ostrzeżenie o błędzie temperatury hotendu.
Kliknij tutaj aby obejrzeć film pokazujący proces wymiany hotendu
 |
 |
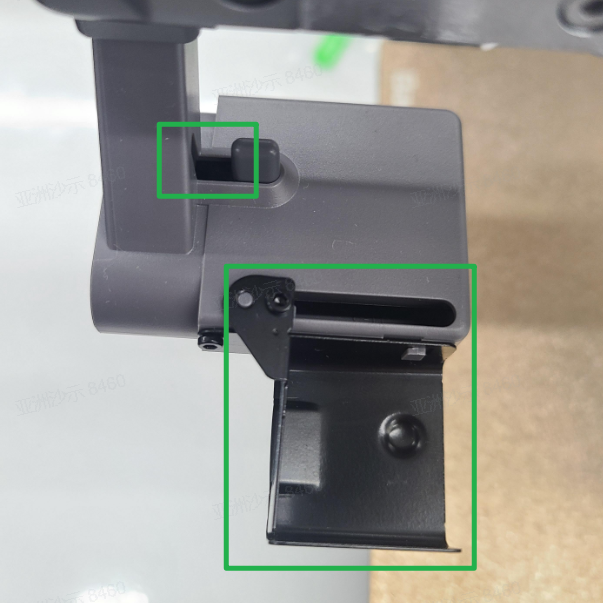
¶ Obcinarka filamentu
Podobnie jak drukarki z serii X, A1 mini jest również wyposażona w obcinak na potrzeby automatycznej wymiany filamentu. Przy drukowaniu wielokolorowym, ostrze obcinarki może się stępić lub nawet wyszczerbić po wydrukowaniu wielu rolek filamentu. Dlatego zaleca się regularne sprawdzanie, czy ostrze jest nadal ostre i nieuszkodzone, aby uniknąć awarii z powodu zbyt dużego oporu cięcia i poprawić skuteczność drukowania.
| Element | Kiedy | Materiały i narzędzia | Zadanie | Jak to zrobić |
| Obcinarka filamentu | Sprawdź ostrze raz na 3 rolki PLA\ABS\PETG | Klucz imbusowy | Wymiana | Zdemontuj blok dociskowy filamentu i sprawdź, czy nie brakuje ostrza. Jeśli występują jakiekolwiek nieprawidłowości, zwolnij uchwyt obcinarki i wymień ostrze na nowe. |
Kliknij tutaj aby obejrzeć film pokazujący proces konserwacji i wymiany obcinarki filamentu
 |
 |
Dla tej procedury dostępny jest również szczegółowy przewodnik wymiany noża obcinarki.
¶ Rurka PTFE
Filament jest dostarczany z AMS lite (lub szpuli na uchwycie) do koncentratora filamentów przez rurkę PTFE. Rurka ta zużywa się w pewnym stopniu pod wpływem długotrwałego tarcia filamentu co zwiększa opór podawania filamentu. Aby uniknąć nieprawidłowego transportu filamentu spowodowanego zużyciem rurki PTFE, należy ją wymienić, gdy pojawią się widoczne oznaki zużycia.
| Element | Kiedy | Materiały i narzędzia | Zadanie | Jak to zrobić |
| Rurka PTFE | PLA i inne materiały nie zawierające włókna węglowego, co 6 rolek; materiały z włóknem węglowym i inne materiały o wysokim współczynniku tarcia, co 2 rolki. | Ręcznie lub za pomocą narzędzi pomocniczych | Wymiana |
Naciśnij końcówkę koncentratora filamentu i pociągnij rurkę do góry; jeśli trudno jest ją nacisnąć gołymi rękami, możesz użyć narzędzia, takiego jak drukowany model lub pęseta. |
 |
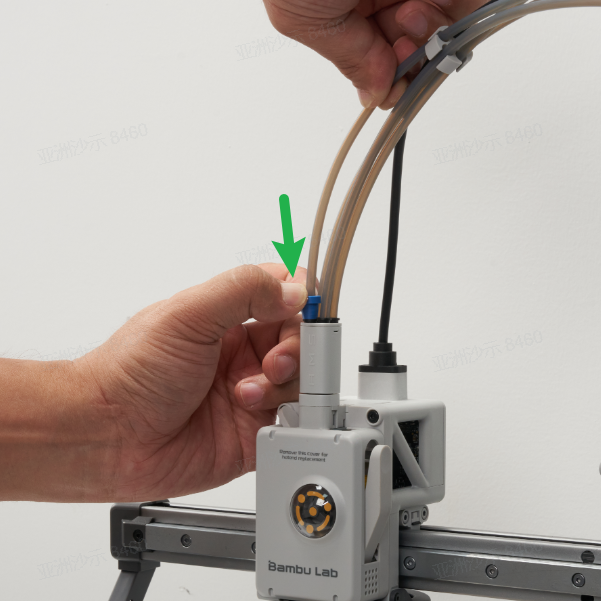 |
Uwaga: Parametry rurki PTFE używanej przez A1 mini to 4 mm średnicy zewnętrznej i 2,5 mm średnicy wewnętrznej.
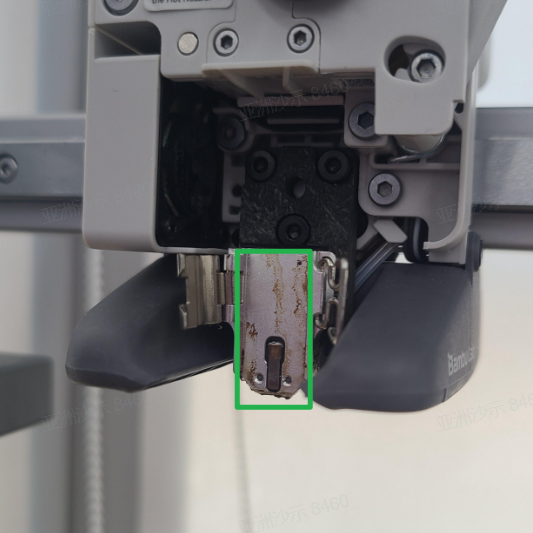
¶ Wycieraczka dyszy na stole grzewczym
Zespół wycieraczki dyszy A1 mini obejmuje w rzeczywistości dwa elementy: silikonową wycieraczkę dyszy i wycieraczkę metalową. Silikonowa wycieraczka służy do usuwania resztek odpadów z dyszy, a metalowa płytka służy do czyszczenia powierzchni dyszy, aby zapewnić jej gładkość. Jeśli zespół wycieraczki dyszy jest uszkodzony lub zdeformowany, należy go wymienić, aby zapewnić skuteczne czyszczenie dyszy.
| Element | Kiedy | Materiały i narzędzia | Zadanie | Jak to zrobić |
| Wycieraczka dyszy na stole grzewczym | Wycieraczka silikonowa jest uszkodzona / wycieraczka ze stali nierdzewnej jest zdeformowana. | Klucz imbusowy | Wymiana | Silikonowa wycieraczka jest wymieniana razem z podstawą, a metalowa wycieraczka musi być wymieniana osobno.Wycieraczka silikonowa jest wymieniana razem z podstawką, a wycieraczka metalowa jest wymieniana osobno. |
 |
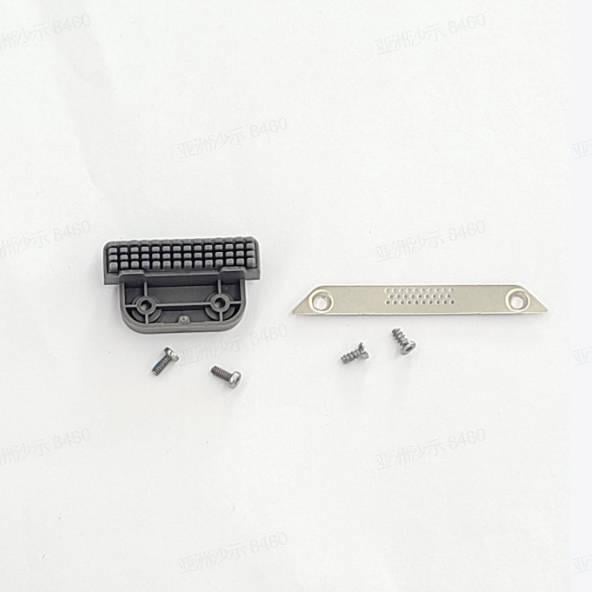 |
Dla tej procedury dostępny jest również szczegółowy przewodnik wymiany wycieraczek.
¶ Płytka robocza PEI
A1 mini dostarczana jest wraz z teksturowaną płytką roboczą, która jest wykonana z materiału PEI natryskiwanego na płytkę ze stali nierdzewnej. Płytka ta może być używana do drukowania z różnych materiałów, takich jak PLA / PETG, bez użycia kleju. W celu utrzymania optymalnej przyczepności zaleca się jej regularne czyszczenie oraz unikanie bezpośredniego kontaktu palców z jej powierzchnią, aby zapobiec osadzaniu się na niej tłuszczów ze skóry, co może negatywnie wpływać na efekt przyczepności. Aby dowiedzieć się, jak czyścić płytę roboczą PEI, zapoznaj się z poniższym linkiem:
Poradnik czyszczenia płytki roboczej Bambu Textured PEI
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.