¶ Cel poradnika
Ten artykuł zawiera wskazówki dotyczące używania filamentu ASA-Aero do krojenia i drukowania modeli samolotów.
¶ Wskazówki i uwagi dotyczące krojenia i drukowania
- Wysusz filament przed drukowaniem. Pomaga to usunąć wilgoć, a co za tym idzie uniknąć dziur w wytłaczanych liniach.
- Zaleca się użyć wysokiej temperatury i niskiej prędkości wydruku. Pomaga to zapewnić odpowiednie pienienie i przyczepność ASA Aero.
- Zalecamy użyć płyty Engineering Plate lub Smooth PEI Plate (High Temperature Plate). Nie zalecamy używać płyty Textured PEI Plate, aby zapobiec nadmiernemu przyleganiu pierwszej warstwy niektórych modeli do płyty przez nierówną teksturę, powodując częściowe uszkodzenie dolnej powierzchni lub rozdarcie w słabych punktach pierwszej i drugiej warstwami podczas usuwania ich po drukowaniu.
- Unikaj używania zbyt niskich lub zbyt wysokich prędkości wentylatora przy drukowaniu. Pomoże to zapewnić odpowiednie chłodzenie, równoważąc jakość powierzchni i przyczepność międzywarstwową.
- Podczas drukowania mogą wydzielać się ostre i nieprzyjemne zapachy. Upewnij się, że drukarka jest zamknięta i umieszczona w dobrze wentylowanym miejscu.
- Podobnie jak zwykłe ASA, ASA Aero jest podatny na wypaczanie podczas drukowania modeli o dużych rozmiarach i/lub dużej gęstości wypełnienia. Aby uniknąć wypaczenia: (1) Nie zaleca się drukowania modeli o zbyt dużych rozmiarach i/lub modelach o dużej gęstości wypełnienia. (2) Użyj drukarki o zamkniętej budowie i przed drukowaniem upewnij się, że płyta konstrukcyjna jest prawidłowo przyklejona. (3) Ustaw niższą prędkość drukowania i wyższą temperaturę stołu grzewczego. Więcej szczegółów można znaleźć w artykule: Typowe problemy z jakością druku i ich rozwiązania.
Jeśli to możliwe, drukuj jeden model na raz lub drukuj według obiektów, aby wydrukować niewielką liczbę modeli naraz. Unikaj drukowania warstwami, aby wydrukować wiele modeli jednocześnie, ponieważ może to spowodować powstawanie nitek, wyciekanie, i inne defekty spowodowane pustą podróżą i obszarami skoków.
Należy pamiętać, że przy drukowaniu modeli samolotów, ze względu na różnorodność konstrukcji i rozmiarów modeli, domyślne zalecane parametry druku mogą nie pasować idealnie do wszystkich modeli. Dlatego w przypadku niektórych modeli może być wymagana wielokrotna regulacja parametrów i wydruki testowe.
Średnia gęstość wydruków będzie się różnić w zależności od rzeczywistej temperatury drukowania, prędkości drukowania, współczynnika przepływu, rozmiaru modelu, grubości ścianek (pętli ścian) i gęstości wypełnienia. Ogólną zależność przedstawiono w poniższej tabeli:
|
Parametr |
Temperatura drukowania |
Prędkość drukowania |
Współczynnik przepływu |
Rozmiar modelu |
Grubość ścianki (pętle ścienne) |
Gęstość wypełnienia |
|
Zmiana parametru |
Zwiększenie |
Zwiększenie |
Zwiększenie |
Zwiększenie |
Zwiększenie |
Zwiększenie |
|
Wpływ na średnią gęstość |
Spadek |
Bez zmian/Wzrost |
Wzrost |
Spadek |
Wzrost |
Wzrost |
Zależność pomiędzy maksymalnym stopniem spieniania, minimalną gęstością wydruku i temperaturą drukowania dla Bambu ASA Aero jest w przybliżeniu następująca:
|
Temperatura drukowania / ℃ |
220 |
230 |
240 |
250 |
260 |
270 |
280 |
|
Minimalny współczynnik przepływu |
~ 0.93 |
0.90 |
0.74 |
0.60 |
0.51 |
0.45 |
0.44 |
|
Maksymalny współczynnik ekspansji objętościowej |
~ 100% |
106% |
128% |
158% |
186% |
211% |
216% |
|
Maksymalny stopień spienienia |
~ 0% |
6% |
28% |
58% |
86% |
111% |
116% |
|
Minimalna gęstość wydruku / (g/cm³) |
~ 0.97 |
0.92 |
0.78 |
0.61 |
0.52 |
0.46 |
0.45 |
Uwaga:
(1) Parametry testowe: rozmiar dyszy wynosi 0,4 mm, prędkość drukowania 80 mm/s, a rozmiar modelu to długość * szerokość * wysokość = 80 * 10 * 4 mm³ (kierunek XY).
(2) Rzeczywisty wymagany współczynnik przepływu i ostateczna gęstość modelu mogą się różnić w zależności od modelu.
¶ Ustawienia parametrów krojenia (przykładowy obraz zalecanych parametrów dla dyszy 0,4 mm):
¶ 1. Użyj domyślnych parametrów Bambu ASA Aero
Uwaga:
Ze względu na wysoki stopień pienienia ASA Aero, podczas drukowania zaleca się dostosowanie współczynnika przepływu w oparciu o rzeczywisty model.
Zalecany współczynnik przepływu: 0,42 - 0,7.

¶ 2. Korekty parametrów z kategorii Quality
Line width: ustawiona na 0.48 mm,
Slice gap closing radius: ustawiony na 0.02 mm,
Bridge flow: ustawiony na 0.7,
Zaznacz opcję unikania przechodzenia nad ścianami (avoid crossing walls) przy maksymalnej długości objazdu (avoid crossing walls - max detour length) wynoszącej 90%.

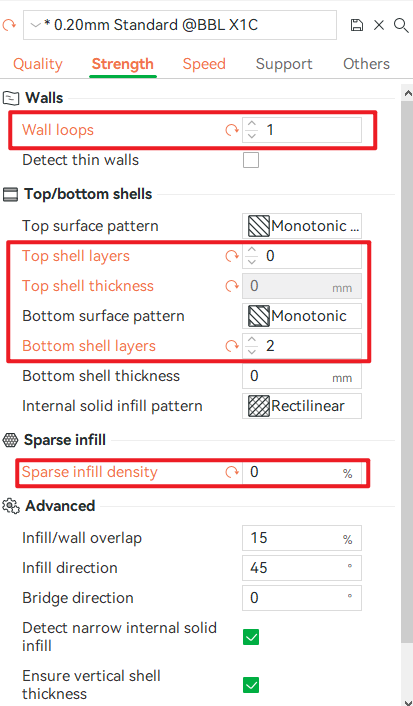
¶ 3. Korekty parametrów z kategorii Strength:
Wall loops: ustaw na 1;
Top shell layers: ustaw na 0,
Top shell thickness: ustaw na 0 mm (dostosuj gdy górna powłoka jest włączona);
Bottom shell layers: ustaw na 2;
Sparse infill density: ustaw na 0%.
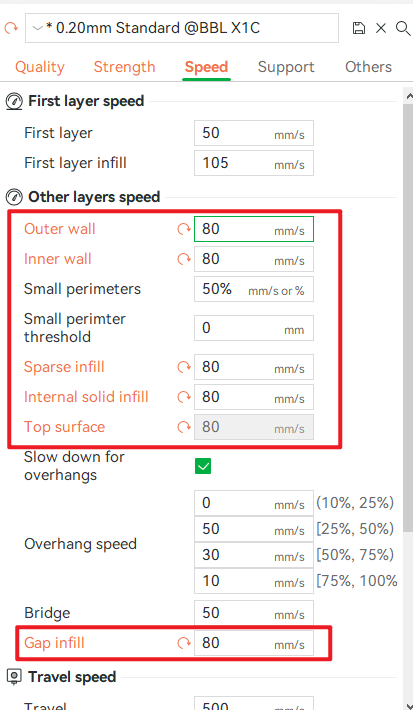
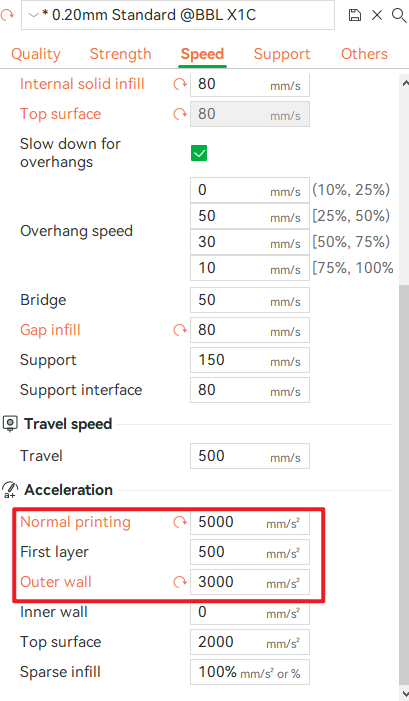
¶ 4. Regulacja parametrów z kategorii Speed:
Outer wall, inner wall, sparse infill, internal solid infill, top surface (jeśli włączona), oraz gap infill speeds: ustaw wszystkie na 80 mm/s.
Normal printing acceleration: ustaw na 5000 mm/s,
Outer wall acceleration: ustaw na 3000 mm/s.
 |
 |
¶ 5. Korekty parametrówz kategorii Support (włączone w razie potrzeby; niezalecane w przypadku zwykłego drukowania modeli samolotów):
Threshold angle: ustaw na 50°;
Top/bottom Z distance: ustaw na 0.26 mm;
Top interface layers: ustaw na 3;
Top interface spacing: ustaw na 0.2 mm;
Support/object xy distance: ustaw na 0.6 mm

¶ 6. Korekta innych parametrów:
Brim type: ustaw na outer brim only;
Brim width: ustaw na 3 mm;
Brim-object gap: ustaw na 0.2 mm;
Power tower: wyłączona;
Slicing mode: ustaw na Even-odd.

¶ Profile domyślne
Pobierz i otwórz poniższe pliki 3MF i zaimportuj je do modelu, aby uzyskać wstępnie skonfigurowane parametry drukowania.
W przypadku korzystania z innego modelu drukarki możesz przenieść odpowiednie parametry procesu i ustawienia filamentu wymienione poniżej:
X1C dysza 0.4 mm: ASA-Aero.3mf
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.