Podstawowe zasady: Im bardziej suchy filament, tym wyższa jakość druku.
Każdy rodzaj filamentu ma tendencję do pochłaniania wilgoci z powietrza, powodując zawilgocenie. Podczas drukowania wilgoć ta może szybko odparować, gdy filament zostanie podgrzany do wysokiej temperatury w dyszy. W konsekwencji stopiony filament rozszerza się, zwiększa płynność, i powstają w nim otwory powietrzne. Może to skutkować różnymi problemami podczas drukowania, takimi jak ciągnięcie się, brak materiału, dziury, szorstkie powierzchnie, i zmniejszona wytrzymałość. Im więcej wilgoci wchłonął filament (wyższa wilgotność w środowisku i dłuższy czas ekspozycji), tym poważniejsze są te problemy.
W związku z tym, zaleca się wysuszenie filamentu przed wydrukowaniem modelu, szczególnie w przypadku modeli, które wymagają wysokiej jakości wyglądu. Jeśli nie masz pewności, czy filament jest wystarczająco suchy, wysusz go przed drukowaniem, a następnie uszczelnij środkiem osuszającym, aby chronić go podczas użytkowania.

 |
 |
|
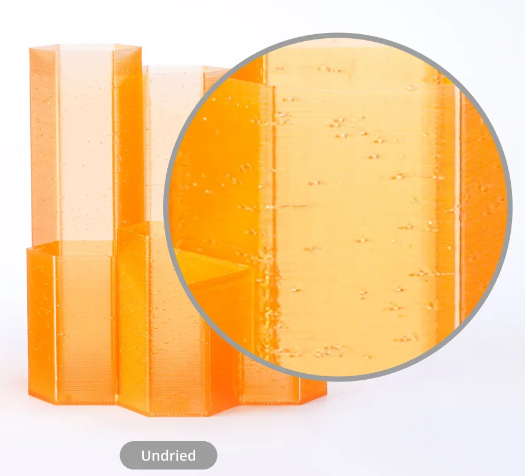
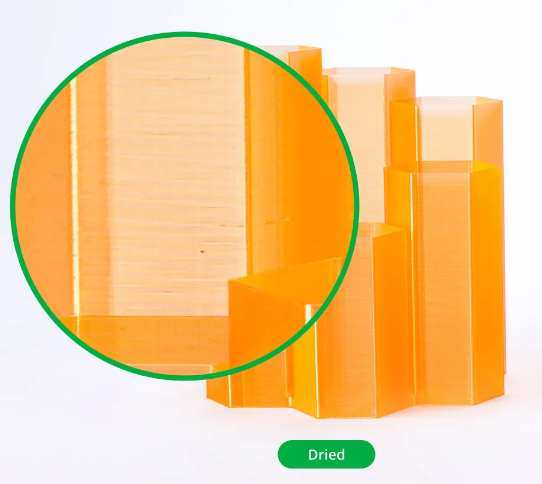
Pudełka wydrukowane z mokrego (po lewej) oraz suchego (po prawej) PETG Translucent |
|
¶ 1. Wysusz filament zgodnie z prawidłowym działaniem, temperaturą, i czasem.
Poniżej podano zalecane parametry suszenia dla każdego typu filamentu:
| Filament | Wymagane suszenie przed użyciem | Wymóg ochrony filamentu środkiem osuszającym podczas użytkowania | Piec z nadmuchem | Drukarka Bambu X1/X1C/P1S | ||||
|---|---|---|---|---|---|---|---|---|
| Temperatura / ℃ | Czas / h | Temperatura podłoża / ℃ | Czas / h | Czas obrotu / h | Osłona | |||
| PLA, PLA-CF/GF | Rekomendowane | Opcjonalny | 50 - 60 | 8 | 65 - 75 | 12 | Co 6 | Pudełko do pakowania filamentu lub PC Box |
|
Support for PLA, Support for PLA/PETG |
Rekomendowane | Opcjonalny | 50 - 60 | 8 | 65 - 75 | 12 | ||
| PETG, PETG-CF | Rekomendowane | Opcjonalny | 60 - 70 | 8 | 75 - 85 | 12 | ||
| ABS, ASA | Rekomendowane | Opcjonalny | 75 - 85 | 8 | 90 - 100 | 12 | ||
| TPU | Wymagane | Wymagany | 65 - 75 | 8 | 80 - 90 | 12 | ||
| PC | Wymagane | Wymagany | 75 - 85 | 8 | 90 - 100 | 12 | ||
|
Support for PA/PET |
Wymagane | Wymagany | 75 - 85 | 8 - 12 | 90 - 100 | 12 | ||
| PA, PA-CF/GF, PAHT-CF/GF, PET-CF, etc. | Wymagane | Wymagany | 75 - 85 | 8 - 12 | 90 - 100 | 12 | ||
Uwagi:
(1) W przypadku korzystania z pieca do suszenia filamentów, najlepiej jest używać pieca z nadmuchem (wymuszonym obiegiem powietrza). Objętość pieca nie powinna być zbyt mała i należy starać się trzymać filament z dala od obszaru generującego ciepło, aby zapewnić bardziej równomierną i prawidłową temperaturę. Pozwoli to na równomierne suszenie filamentów bez powodowania deformacji lub uszkodzeń szpul wielokrotnego użytku i filamentów z powodu miejscowego przegrzania. Wymiary naszej szpuli wielokrotnego użytku to 20 cm średnicy zewnętrznej i 6,7 cm wysokości. W związku z tym zaleca się zakup pieca o wymiarach wewnętrznych większych niż głębokość 25 cm, szerokość 25 cm i wysokość 9 cm. Wymóg ten dotyczy suszenia pojedynczej rolki filamentu. Jeśli chcesz suszyć więcej niż jedną rolkę na raz, powinieneś zwiększyć wysokość suszarki co najmniej o odpowiednią wielokrotność.
Suszenie filamentu w kuchence mikrofalowej lub piekarniku nie jest zalecane, ponieważ efekt ogrzewania mikrofalowego jest nierównomierny i nie ma kontroli temperatury, a rozkład temperatury wewnątrz piekarnika kuchennego jest bardzo nierównomierny, a obszary w pobliżu źródeł ciepła, takich jak rury grzewcze lub płytki grzewcze, osiągają bardzo wysokie temperatury: może to łatwo uszkodzić szpule wielokrotnego użytku i filamenty.
(2) Gdy filament PA jest wystawiony na działanie otwartego powietrza przez około trzy miesiące, głęboko wchłania wilgoć, co utrudnia wysuszenie go za pomocą konwencjonalnego pieca nadmuchowego w temperaturze od 80 do 90°C (w granicach maksymalnej temperatury odporności na ciepło szpul wielokrotnego użytku). W związku z tym, jeśli produkt nie będzie używany przez dłuższy czas, konieczne jest jego zabezpieczenie poprzez przechowywanie w szczelnym pojemniku ze środkiem osuszającym. Więcej informacji można znaleźć na Wiki: Porady do drukowania z materiałów inżynieryjnych, takich jak PAHT-CF.
(3) Filament PC może stać się kruchy i podatny na pękanie w wyniku kumulacji naprężeń termicznych po wielokrotnych cyklach suszenia - chłodzenia. Chociaż nie ma to bezpośredniego wpływu na wydajność drukowania, może powodować problemy, takie jak pękanie filamentu podczas drukowania. Aby temu zapobiec, zaleca się uszczelnienie filamentu i zabezpieczenie go środkiem pochłaniającym wilgoć zarówno podczas drukowania, jak i przechowywania po każdorazowym wyschnięciu. Podczas ponownego użytku, jeśli będzie dobrze zabezpieczony, możesz go używać bez suszenia lub susząc go tylko przez krótki czas (np. 2 godziny). Metoda ta zmniejsza częstotliwość procesu suszenia – chłodzenia oraz minimalizuje ryzyko łamliwości filamentu.
(4) W przypadku używania X1 lub X1C do suszenia filamentu konieczne jest przykrycie go pudełkiem do pakowania filamentu lub pudełkiem PC z własnym nadrukiem. Trzymaj górną pokrywę szklaną szczelnie zamkniętą i przednią szybę drzwi zamkniętą przez cały proces, aby zwiększyć temperaturę w przestrzeni, w której znajdują się filamenty. Dodatkowo ważne jest okresowe odwracanie filamentów podczas procesu suszenia, aby zapewnić całkowite wyschnięcie. Proszę zapoznać się z tą Wiki: Procedura oraz pliki 3mf do suszenia filamentu na stole drukarki z serii X1
¶ 2. Zanim zaczniesz drukować, umieść filament w AMS lub zamkniętym pudełku i zabezpiecz go środkiem osuszającym.
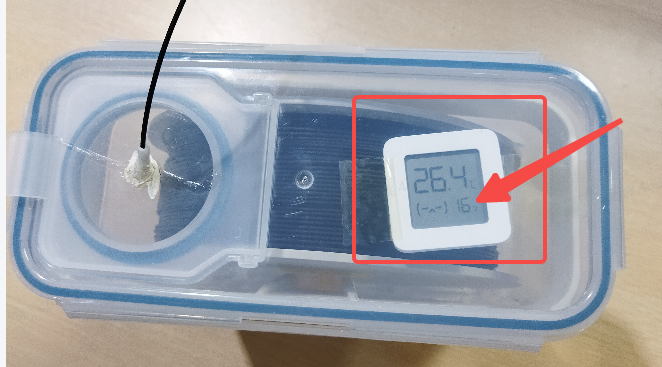
Po wyschnięciu filamentu, należy przechowywać go w szczelnie zamkniętym pudełku lub w AMS ze środkiem pochłaniającym wilgoć, aby zapobiec wchłanianiu wilgoci podczas użytkowania. W tym czasie wskazane jest monitorowanie rzeczywistego poziomu wilgotności za pomocą higrometru. Wilgotność względna w pomieszczeniach na świeżym powietrzu waha się zazwyczaj od 45% do 65% RH, w przypadku wilgotnej pogody będzie wynosił więcej. Większość filamentów wymaga poziomu wilgotności poniżej 20% RH aby zapewnić im suchość przez dłuższy czas, a im niższa wilgotność, tym dłużej filament może pozostać suchy.
W suchym środowisku o wilgotności względnej 20%, filamenty o różnej zdolności wchłaniania wody mogą pozostać suche przez około 2 do 7 dni. Jednakże w typowym środowisku wewnętrznym o wilgotności względnej około 55% świeżo wysuszone filamenty o różnej zdolności pochłaniania wody mogą zacząć wchłaniać wilgoć, co powoduje obniżenie jakości druku w ciągu około 2 do 12 godzin.



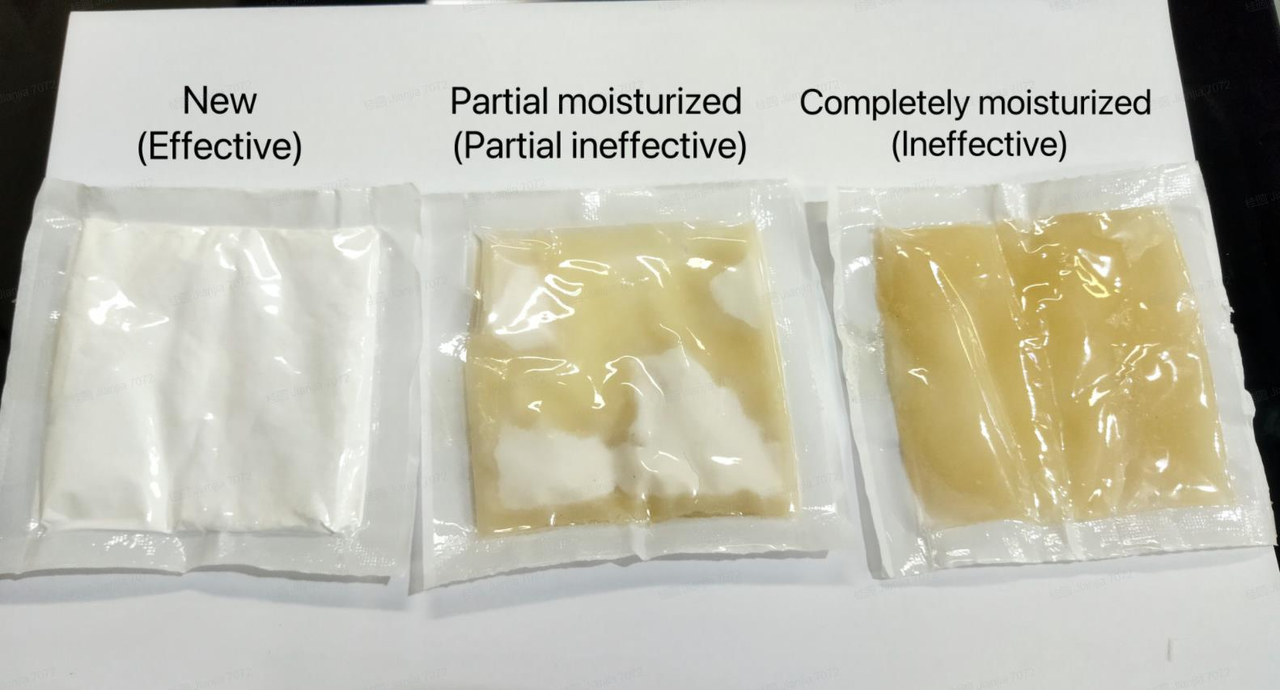
(1) W przypadku filamentów odpowiednich dla AMS można je włożyć bezpośrednio do AMS. Umieść skuteczny (nowy lub nie przeterminowany) środek osuszający wewnątrz AMS, a następnie szczelnie zamknij. Jeżeli okaże się, że środek osuszający jest nieskuteczny (zmiana stanu z sypkiego na grudkowaty lub o konsystencji pasty), należy go natychmiast wymienić. Stan środka osuszającego AMS jest następujący:
(2) W przypadku filamentów które nie nadają się do AMS, należy je wysuszyć i umieścić w zamkniętym pudełku z rolkami. Dodaj skuteczny środek osuszający do pudełka, a następnie szczelnie je zamknij, aby zapobiec wchłanianiu wody i wilgoci przez filament podczas procesu drukowania. Rolki służą do zmniejszenia oporów ładowania i zapobiegania nieprawidłowemu ładowaniu. Proszę zapoznać się z Wiki: Szczelne pudełko.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.