W tym artykule opisano, jak skonfigurować parametry, gdy używasz PLA Basic jako materiału podporowego dla PETG HF, bądź odwrotnie. Zapewnia także gotowe pliki ze wszystkimi niezbędnymi parametrami dla Bambu Studio.
Flamenty PLA i PETG nie przylegają do siebie zbyt dobrze, co czyni je dobrym rozwiązaniem do wykorzystania w interfejsie podporowym. Użycie tej kombinacji może pomóc w uzyskaniu lepszych wyników w interfejsie podporowym i ułatwić usuwanie podpór.
Ten artykuł dotyczy wyłącznie Bambu PLA Basic oraz Bambu PETG HF. Poniższe rodzaje PLA oraz PETG nie są wspierane:
Bambu PLA Matte, Bambu PLA Silk, Bambu PLA-CF, i inne rodzaje PLA,
PLA innych producentów,
Bambu PETG Basic, Bambu PETG Translucent, Bambu PETG-CF, i inne rodzaje PETG,
PETG innych producentów.
Prosimy o korzystanie z parametrów opisanych w tym artykule. W przeciwnym razie nie jesteśmy w stanie zagwarantować dobrych wyników, oraz istnieje duża szansa na niepowodzenie.
Poziom wilgoci w filamencie wpływa na jakość druku. Im jest suchszy, tym lepsza jakość druku. Im więcej wilgoci pochłania filament (spowodowane dużą wilgotnością otoczenia i długotrwałym narażeniem na nią), tym większe ryzyko wystąpienia nitek, wycieków, dziur, szorstkiej powierzchni i zabrudzeń, i niskiej wytrzymałości.
Aby uzyskać lepszą jakość druku, zdecydowanie zalecamy wysuszenie filamentu przed drukowaniem i utrzymywanie go w suchości przez cały proces drukowania. Więcej informacji na temat suszenia i ochrony przed wilgocią można znaleźć w tym artykule: Zalecenia dotyczące suszenia filamentu.
Wszystkie filamenty absorbują wilgoć z powietrza w różnym stopniu. Podczas drukowania wilgoć wewnątrz filamentu szybko odparuje pod wpływem wysokiej temperatury dyszy. Spowoduje to szybsze rozszerzanie się i płynięcie stopionego materiału, co prowadzi do powstawania nitek, wycieków, dziur, szorstkiej powierzchni, niskiej wytrzymałości i innych problemów.
W przypadku stosowania PLA Basic i PETG HF jako wsparcia dla siebie, temperatura dyszy dla PETG HF jest zbyt wysoka dla PLA Basic. Zwiększa to ryzyko zaciągnięcia i wyciekania. Dlatego przed drukiem musimy wysuszyć PLA Basic i PETG HF, aby uzyskać lepszą jakość druku.
Po wysuszeniu, filament wciąż będzie pochłaniał wilgoć z powietrza. Dlatego zdecydowanie zalecamy trzymanie go w AMS lub zapieczętowanym pudełku i upewnienie się, że środek osuszający wewnątrz AMS/zapieczętowanego pudełka jest skuteczny. Może to zapobiec wchłanianiu wilgoci przez filament. Więcej informacji na temat środka osuszającego można znaleźć w tym artykule: Zalecenia dotyczące suszenia filamentu.
Ponieważ AMS lite nie zapewnia szczelnego zamknięcia filamentów, nie zalecamy trzymania na nim szpul przez dłuższy okres. W przeciwnym razie staną się wilgotne.
Podczas drukowania na zamkniętej maszynie podwyższona temperatura dyszy i temperatura stołu grzewczego wynosząca 60°C powodują wysoką temperaturę komory dla PLA Basic. PLA Basic zmięknie i odkształci wewnątrz ekstrudera, co doprowadzi do nieprawidłowego wytłaczania lub zatkania dysz. Jeśli temperatura wokół drukarki jest wysoka, temperatura w komorze może być jeszcze wyższa. Szczególnie ważne jest otwarcie drzwiczek i/lub górnej pokrywy drukarki, aby uniknąć zatkania. Podczas drukowania na zamkniętej maszynie z otwartymi drzwiami lub przy otwartej maszynie temperatura stołu grzewczego wynosząca 60°C i drukowanie przy otwartych drzwiach może powodować niską temperaturę komory dla PETG HF. Może to prowadzić do niewystarczającej przyczepności na styku podłoża podczas drukowania dużych powierzchni przy użyciu PETG HF, zwiększając ryzyko wypaczenia.
Arkusz porównawczy wykorzystania Bambu PLA Basic dla modelu i Bambu PETG HF jako podpory:
PLA Basic (Ten sam material co wydruk)
PETG HF
Support for PLA
Support for PLA/PETG
PVA
Temperatura dyszy dla materiału głównego / °C
220
230
220
220
220
Temperatura stołu dla materiału głównego / °C
35 - 55 Zależy od rodzaju płyty
60 Koniecznie użyj płyty Smooth PEI, High Temperature, lub Textured PEI
35 - 55 Zależy od rodzaju płyty
35 - 55 Zależy od rodzaju płyty
35 - 55 Zależy od rodzaju płyty
Chłodzenie przy drukowaniu na zabudowanej drukarce*
Otwórz drzwiczki
Otwórz drzwiczki
Otwórz drzwiczki
Otwórz drzwiczki
Otwórz drzwiczki
Zalety
Krótki czas drukowania i duża opłacalność
Pasuje do większej liczby modeli
Wolno wilgotnieje; niskie wymagania suszenia i ochrony przed wilgocią
Opłacalny
Łatwo usunąć podpory; wysoka jakość interfejsu podporowego
Łatwo usunąć podpory; wysoka jakość interfejsu podporowego
Wolno wilgotnieje; niskie wymagania suszenia i ochrony przed wilgocią
Rozpuszczalny w wodzie; odpowiedni przy ciężkim dostępie do podpór
Łatwo usunąć podpory; wysoka jakość interfejsu podporowego
Pobierz i otwórz poniższe pliki .3mf, a następnie zaimportuj swój model w pliku .stl aby zastosować ustawione już parametry drukowania.
Podczas drukowania na innych modelach drukarek 3D możesz wybrać potrzebny model, wybrać opcję użycia zmodyfikowanych wartości zgodnie z komunikatem wyświetlanym na ekranie, a następnie parametry procesu i filamentu z pliku .3mf zostaną bezpośrednio zastosowane.
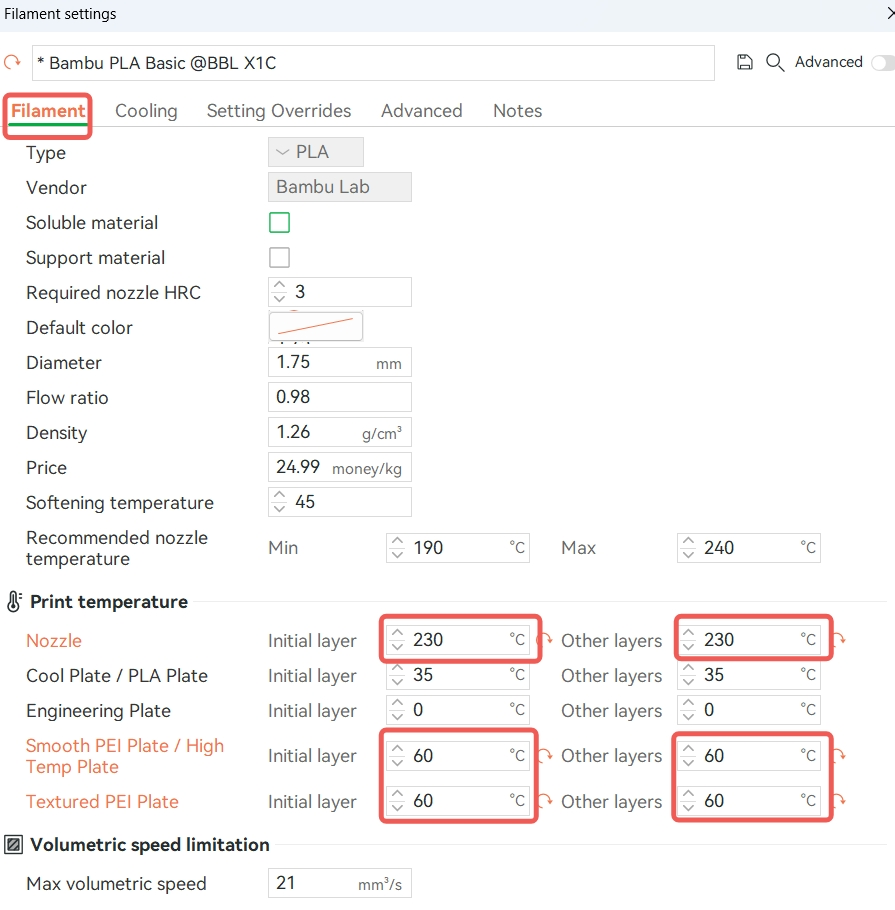
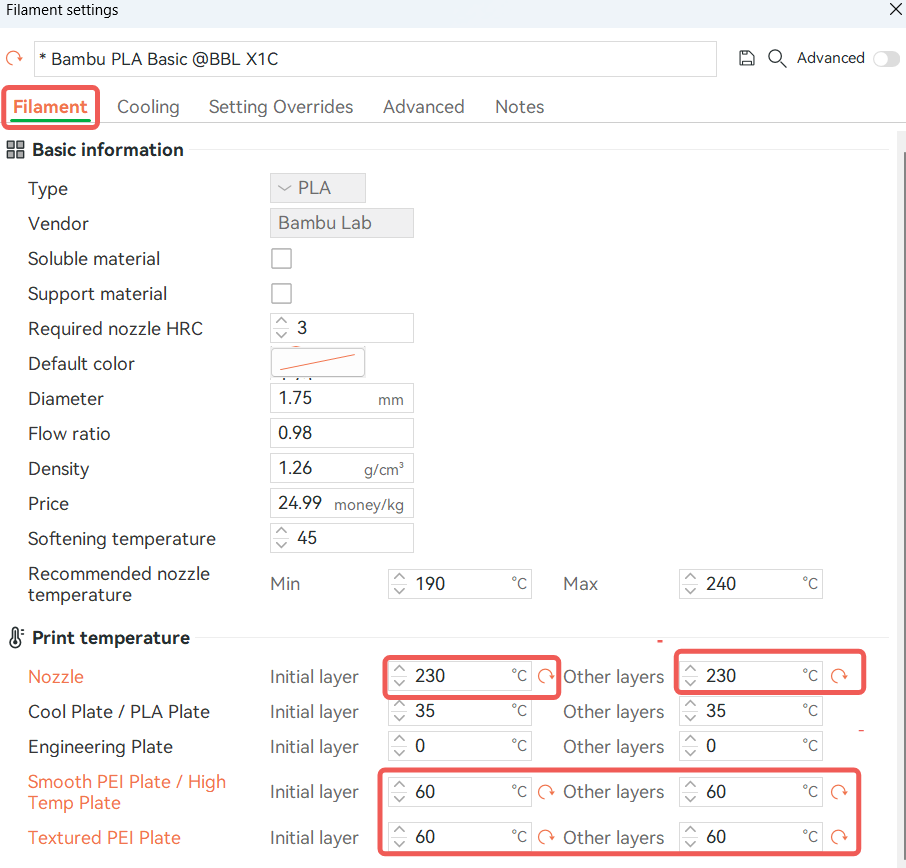
W Bambu Studio, domyślne parametry nie są odpowiednie przy użyciu PLA Basic oraz PETG HF do podpierania się nawzajem. Poniższe parametry muszą zostać zmienione aby otrzymać wydruki lepszej jakości.
Smooth PEI Plate/High Temp Plate: Ustal temperaturę na 60°C.
Textured PEI Plate: Ustal temperaturę na 60°C.
Pozostałe parametry pozostaw domyślne.
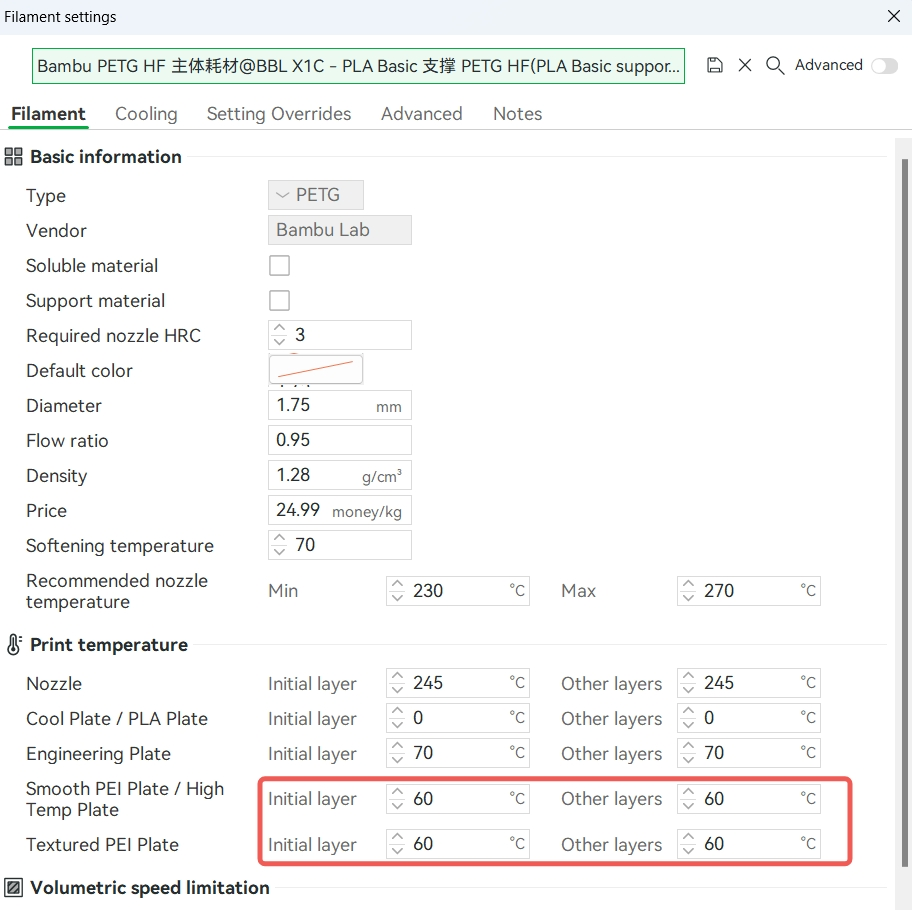
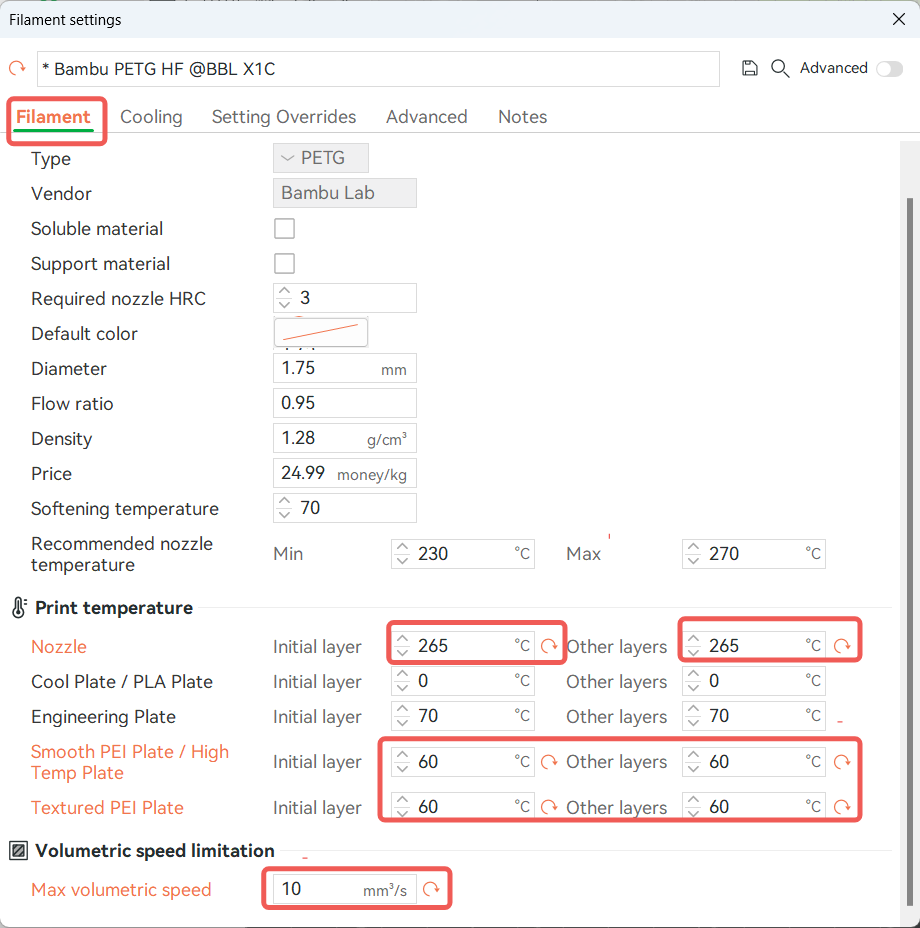
PETG HF jako materiał główny:
Smooth PEI Plate/High Temp Plate: Ustal temperaturę na 60°C.
Textured PEI Plate: Ustal temperaturę na 60°C.
Pozostałe parametry pozostaw domyślne.
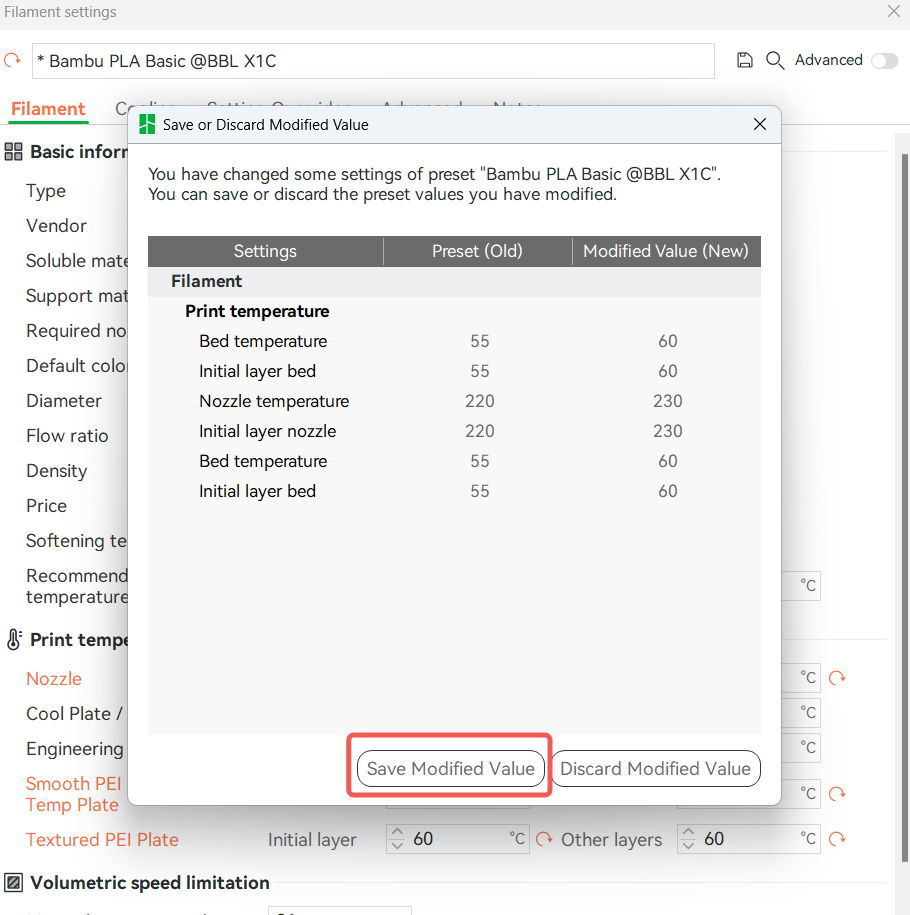
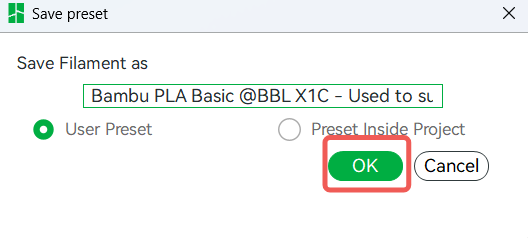
Po modyfikacji parametrów dla PLA Basic, podczas dostosowywania parametrów dla PETG HF pojawi się następujący komunikat. Musisz kliknąć Save Modified Value, aby zapisać parametry jako ustawienia użytkownika, a następnie kliknąć OK. Nie musisz ich ponownie konfigurować i możesz bezpośrednio z nich skorzystać następnym razem.
Podobnie zapisz zmodyfikowane parametry PETG HF jako ustawienie wstępne, aby móc je szybko wykorzystać następnym razem.
W Bambu Studio, dostępne są 2 opcje przy drukowaniu z użyciem podpór:
Użyj filamentu podporowego zarówno jako podpory/podstawy tratwy (raft), jak i interfejsu. Jest to bardziej odpowiednie, gdy potrzebujesz dużej ilości podpór, ale czas drukowania będzie dłuższy.
Użyj filamentu głównego jako podstawy podpory/tratwy i filamentu podporowego jako interfejsu podpory/tratwy. Jest to bardziej odpowiednie dla modeli, które wymagają jedynie niewielkiej ilości łatwej do usunięcia podpory.
Wybierz opcję i zobacz jak je skonfigurować poniżej:
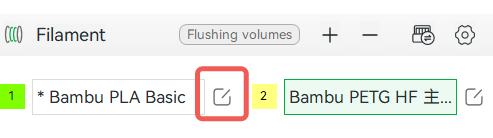
Przejdź do strony Filament settings.
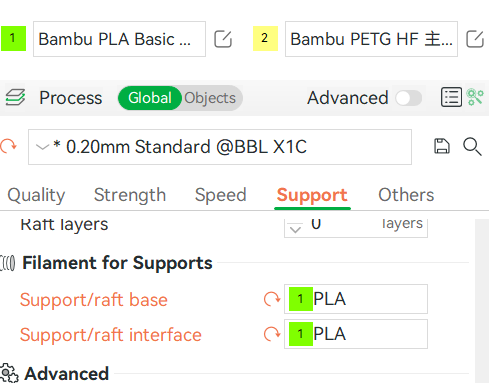
PLA Basic zarówno jako materiał podpory/tratwy jak i interfejsu. Ustaw Support/raft base oraz Support/raft interface na PLA Basic.
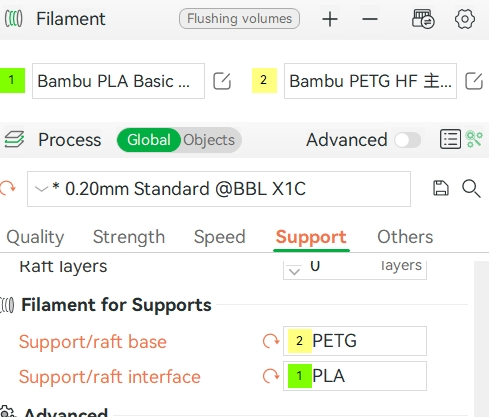
PETG HF jako materiał główny podpory/tratwy, oraz PLA Basic jako material interfejsu podpory/tratwy. Ustaw Support/raft base na PETG HF, oraz Support/raft interface na PLA Basic.
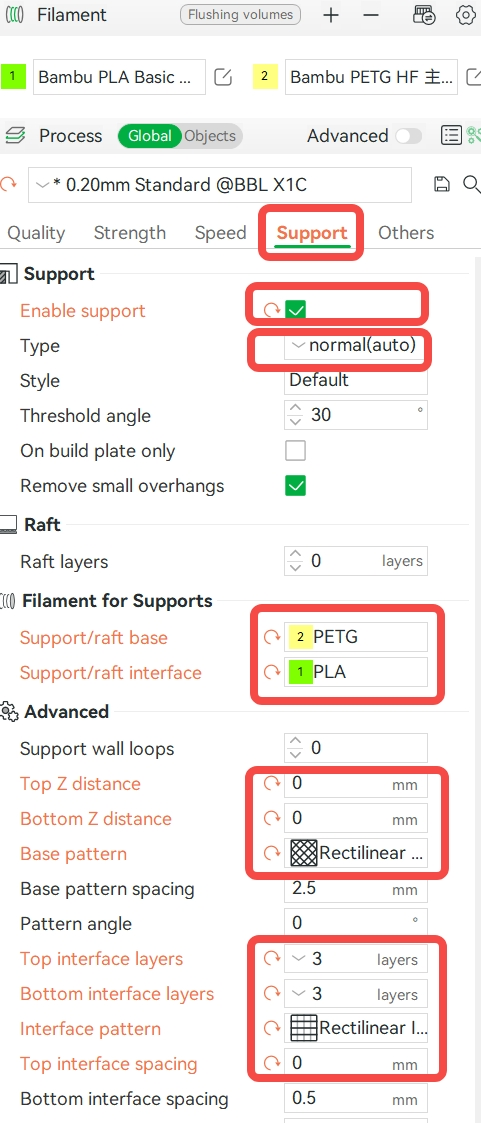
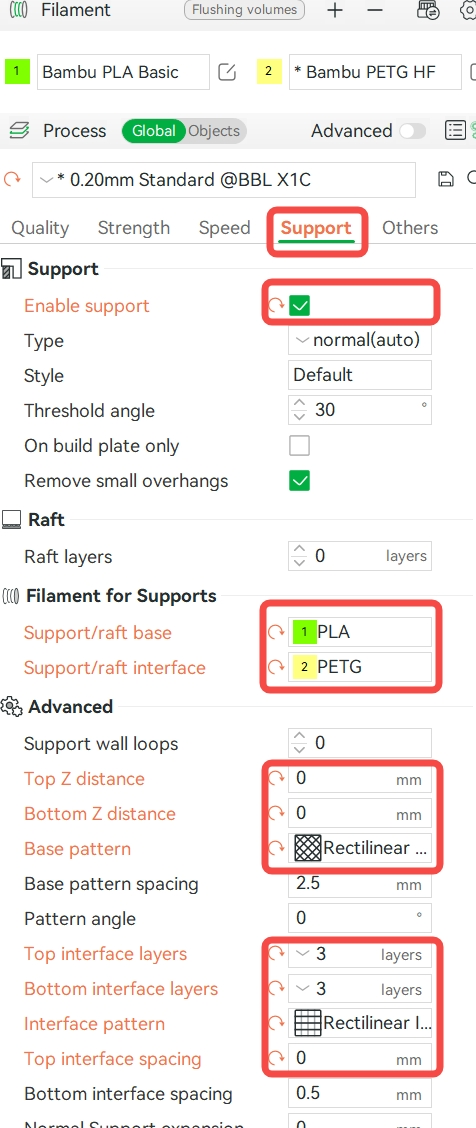
Ponieważ używanie PLA Basic zarówno jako podstawy, jak i interfejsu spowoduje wydłużenie czasu drukowania, zalecamy używanie go wyłącznie jako interfejsu. Zobacz poniższy obrazek, aby zobaczyć, jakie parametry należy skonfigurować.
PETG HF może być wykorzystany zarówno jako główny materiał podpory/tratwy jak i interfejsu. Szczegóły znajdziesz poniżej:
Przejdź do strony Filament settings.
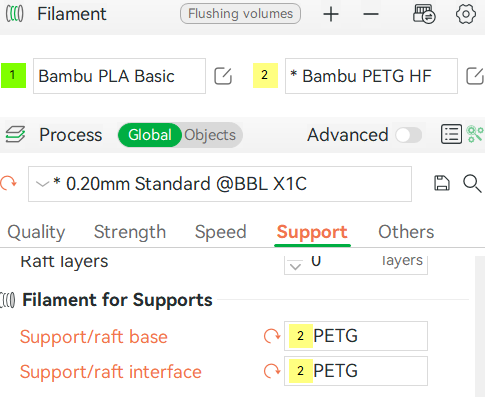
PETG HF zarówno jako podstawa/tratwa, jak i interfejs. Ustaw Support/raft base oraz Support/raft interface na PETG HF.
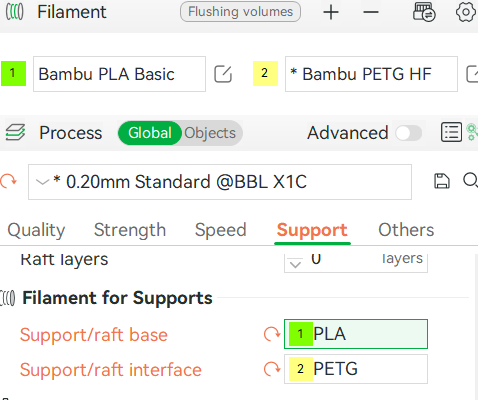
PLA Basic jako podstawa podpór/tratwy i PETG HF jako interfejs podporowy/tratwy. Ustaw Support/raft base na PLA Basic oraz Support/raft interface na PETG HF.
Zalecamy korzystanie z PETG HF tylko dla interfejsu podpór/tratw. Zobacz poniższy obrazek, aby zobaczyć, jakie parametry należy skonfigurować.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.