¶ Czym jest zatkanie?
Zatykanie jest częstym problemem w druku 3D, który można podzielić na dwa rodzaje: zatykanie ekstrudera i zatykanie dyszy. Informacje dotyczące rozwiązywania problemów i czyszczenia można znaleźć na tej wiki: Jak sprawdzić która część jest zapchana. Najlepiej też wcześniej sprawdzić, czy temperatura dyszy i stołu grzewczego jest ustawiona prawidłowo dla używanego filamentu: Przewodnik po filamentach & kompatybilność
¶ Zatkanie ekstrudera
¶ Dlaczego tak się dzieje?
Zatkanie ekstrudera zwykle następuje z powodu deformacji filamentu wewnątrz ekstrudera.
Kiedy tak się dzieje, koła zębate ekstrudera nie mogą popchnąć filamentu, zgodnie z oczekiwaniami, w kierunku hotendu, co prowadzi do awarii wytłaczania.
¶ Potencjalne przyczyny i ich rozwiązania
1. Przenikanie ciepła
Przenikanie ciepła to popularny termin w druku 3D, który odnosi się do ciepła hotendu przechodzącego na zimną stronę hotendu. W przypadku zatkania ekstrudera najczęstszą przyczyną jest przenikanie ciepła spowodowane gromadzeniem się ciepła wewnątrz obudowy, które przenika do wnętrza ekstrudera. PLA jest najczęstszym filamentem, który się zatyka, ponieważ ma najniższą temperaturę zeszklenia, ale może się to również zdarzyć w przypadku PETG i TPU.
Aby uniknąć zatykania ekstrudera spowodowanego przenikaniem ciepła:
- Jeśli typ platformy roboczej to obsługuje, obniż temperaturę stołu do ~35°C.
- W przypadku zamkniętej drukarki (seria X1, seria P1) przednie drzwiczki i/lub górna pokrywa drukarki powinny być otwarte, aby uniknąć gromadzenia się ciepła wewnątrz komory drukarki.
- Używaj filamentu o wysokiej temperaturze odkształcenia termicznego (Filament Bambu Lab jest mniej podatny na zatykanie się pod wpływem ciepła).
Zalecamy także przeczytanie artykułu Przenikanie ciepła, aby dowiedzieć się więcej na temat tego problemu.
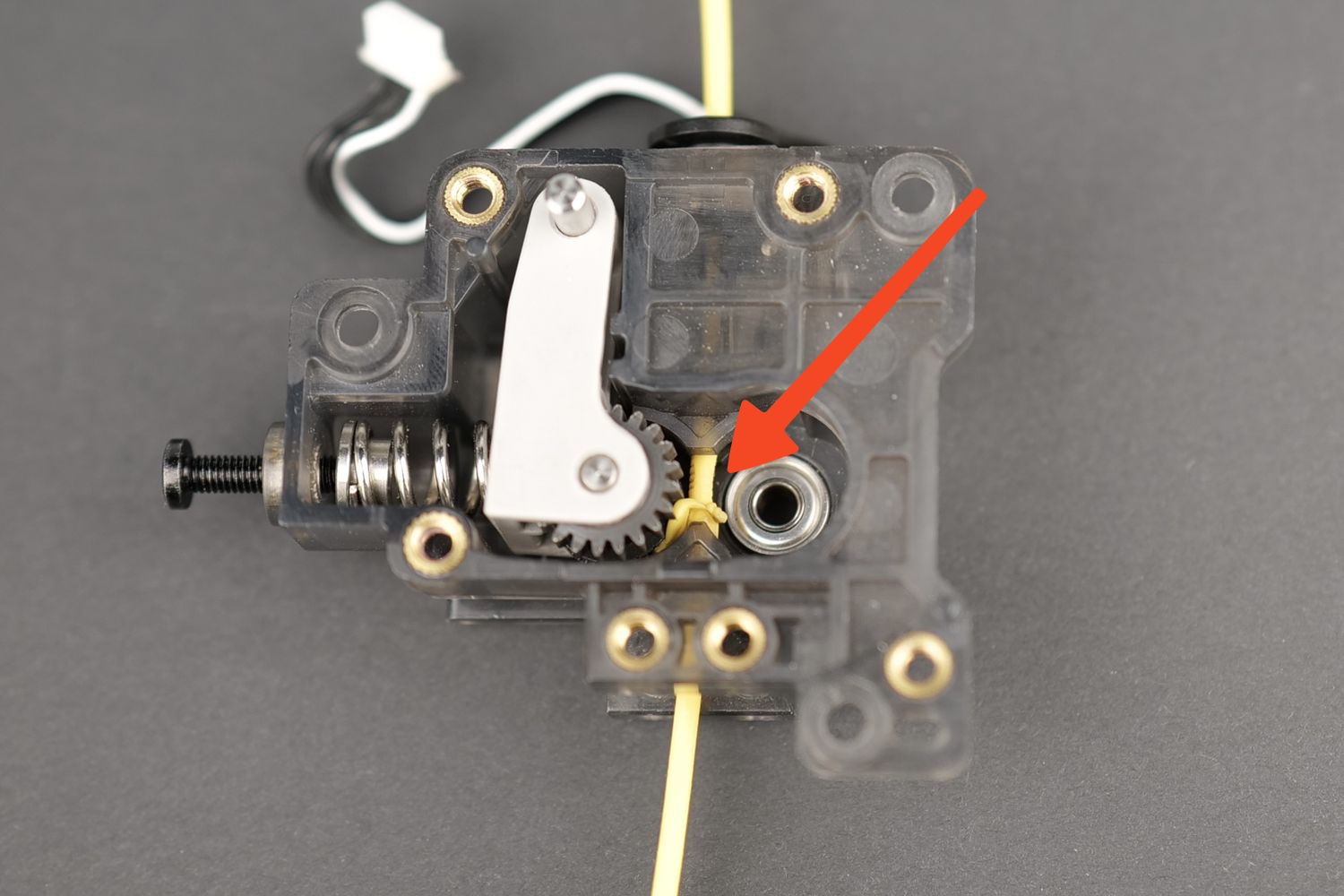
2. Przekładnia ekstrudera jest zużyta/brudna
Innym częstym problemem, który może objawiać się zatkaniem ekstrudera, jest zużycie lub zabrudzenie przekładni. Może się to zdarzyć, jeśli drukarka była używana przez długi czas bez czyszczenia głowicy lub gdy nastąpiło zatkanie dyszy.
Na przykład, gdy głowica/dysza jest zatkana, ekstruder będzie nadal popychał filament. Ponieważ filament się nie porusza, koła zębate ekstrudera będą mielić filament wewnątrz ekstrudera, powodując osadzanie się kawałków filamentu na zębatkach, zmniejszając jego przyczepność.
Aby rozwiązać ten problem i uniknąć go w przyszłości:
- Regularnie przeprowadzaj konserwację ekstrudera, aby oczyścić przekładnie ekstrudera z wszelkich zanieczyszczeń i zapewnić odpowiednie smarowanie. (Poradnik konserwacji ekstrudera - seria P1)
- Jeśli przekładnie ekstrudera zaczną się zużywać, wymień je zapobiegawczo, aby uniknąć zatkania ekstrudera podczas drukowania.
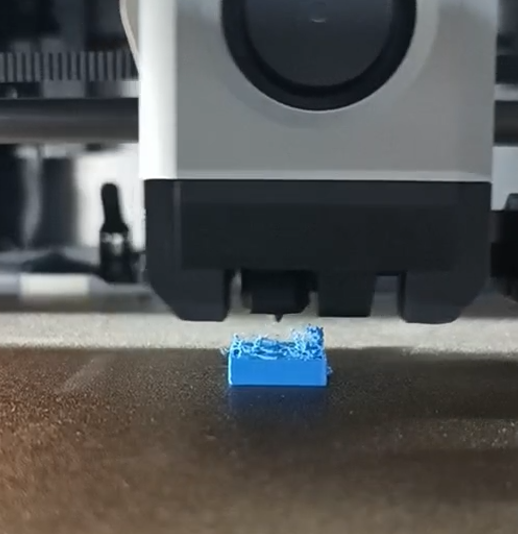
Aby przetestować wytłaczanie i upewnić się, że wszystko działa zgodnie z oczekiwaniami, ustaw temperaturę hotendu na 220C i załaduj filament PLA do ekstrudera.
Następnie wytłocz trochę filamentu za pomocą przycisków ekranowych lub Bambu Studio/Handy i obserwuj jego przepływ.
Jeśli filament jest wytłaczany płynnie z głowicy, w prostej linii pionowej, potwierdza to, że ekstruder działa zgodnie z oczekiwaniami i nie ma żadnych nieprawidłowości w głowicy ani w przekładniach ekstrudera.
3. Filament jest zbyt miękki / spłaszczony
W niektórych sytuacjach filament może być albo zbyt miękki, aby zapewnić niezawodne wytłaczanie (np. TPU 85A), albo może być wilgotny i zostanie spłaszczony przez przekładnie ekstrudera (np. wilgotny PVA).
Aby rozwiązać ten problem i uniknąć go w przyszłości:
- Unikaj używania bardzo miękkiego filamentu, który może zostać zbyt mocno dociśnięty do przekładni ekstrudera
- Unikaj używania wilgotnego PVA, ponieważ może utracić on swoje właściwości i prowadzić do zatykania
- Przed użyciem nowego filamentu sprawdź kompatybilność z drukarką
- Odpowiednio wysusz filament, nawet jeśli został dopiero wyjęty z pudełka
4. Średnica filamentu jest za duża lub za mała
Średnica filamentu jest kolejną typową przyczyną zatykania ekstrudera. Filament niskiej jakości może mieć dużą różnicę w tolerancji w stosunku do idelanej średnicy 1.75 mm, co może prowadzić do zatkania.
W innych przypadkach filament może zmienić swój kształt i stać się grubszym w wyniku zginania lub ściskania, lub też stać się cieńszym w wyniku zużycia kół zębatych ekstrudera.
Aby rozwiązać ten problem i uniknąć go w przyszłości:
- Używaj filamentu wysokiej jakości, który ma dobre tolerancje i został sprawdzony
- Zawsze odcinaj małe kawałki filamentu, jeśli doszło do jego zagięcia, aby zapewnić jego płynne wytłaczanie
¶ Zatkanie dyszy
¶ Dlaczego tak się dzieje?
Zatkanie dyszy zwykle występuje z powodu małych cząstek, które dostają się do wnętrza dyszy i blokują jej otwór, przez który powinien przepływać filament. Cząstkami tymi mogą być małe drobinki kurzu lub drobne zanieczyszczenia z ekstrudera, które mogą zanieczyścić filament.
W innych przypadkach do zatkania dyszy dochodzi z powodu dodatków zawartych w filamencie (np. włókna węglowego), które poprawiają jego właściwości, ale mogą prowadzić do dużego ryzyka zatkania.
Innym częstym problemem związanym z zatkaniem dyszy jest użycie temperatury zbyt niskiej dla filamentu używanego do drukowania. Jeśli temperatura będzie zbyt niska, filament nie będzie wytłaczany zgodnie z oczekiwaniami, co może doprowadzić do zatkania hotendu lub zatkania ekstrudera.
¶ Potencjalne przyczyny i rozwiązania
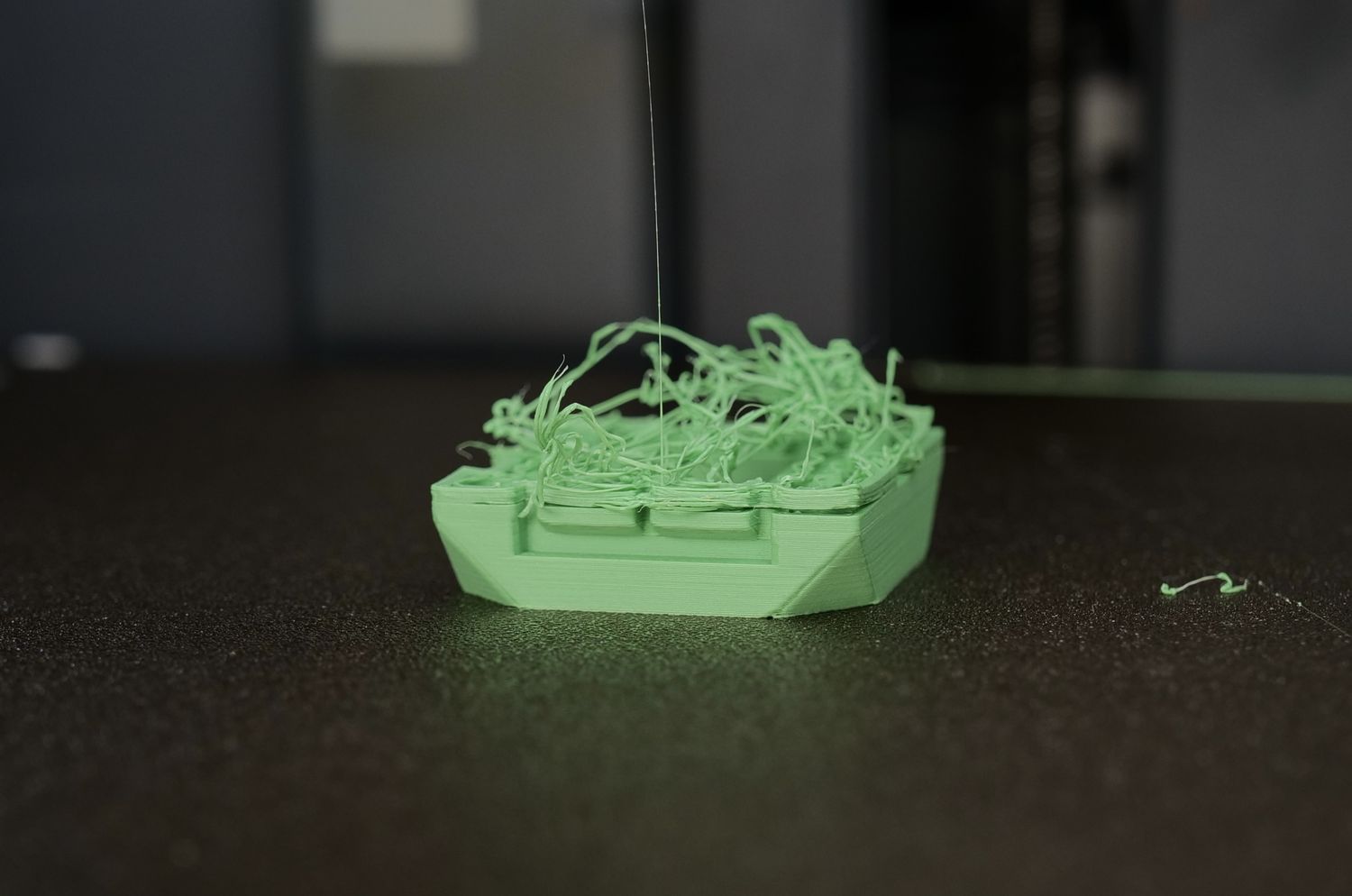
1. Prędkość topienia jest zbyt mała, co prowadzi do zatykania
Jeżeli temperatura dyszy będzie zbyt niska, to filament nie będzie wytłaczany gładko lub w ogóle nie będzie wytłaczany.
W niektórych sytuacjach, podczas korzystania z trybu Sport lub Ludicrous Mode, filament nie zostanie skutecznie stopiony, a wytłaczanie będzie nierówne lub wystąpi zatykanie.
Aby rozwiązać ten problem i uniknąć go w przyszłości:
- Dokładnie sprawdź, czy temperatura filamentu ustawiona w slicerze i na drukarce jest dostosowana do potrzeb użytego filamentu.
- Upewnij się, że temperatura hotendu jest stabilna, a silikonowa osłona jest prawidłowo założona na hotend
- Podczas korzystania z trybu Sport lub Ludicrous Mode zaleca się stosowanie warstwy o wysokości 0,16 mm lub mniejszej i zwiększanie temperatury hotendu o +10C przy każdej zmianie prędkości z normalnej.
- Jeśli dysza jest zużyta lub nie można jej odblokować, należy ją wymienić na nową.
2. Kanał wewnątrz dyszy jest zwężony, co uniemożliwia płynne wytłaczanie
Po drukowaniu z filamentu zawierającego włókna i inne cząstki (takie jak PAHT-CF, PA-GF itp.), wnętrze dyszy może być częściowo zatkane z powodu pozostałości i gromadzenia się cząstek, dlatego dyszę należy często odblokowywać i czyścić. Aby uzyskać najlepsze rezultaty i uzyskać więcej informacji na ten temat, zalecamy wykonanie procedury przetykania dyszy/hotendu.
Aby rozwiązać ten problem i uniknąć go w przyszłości:
- W przypadku drukowania z filamentów zawierających włókno węglowe zaleca się stosowanie dysz 0,6 mm lub 0,8 mm, aby zmniejszyć ryzyko zatkania dysz; nie używaj dysz 0,2 mm, ponieważ ryzyko zatkania dysz jest bardzo wysokie. Aby uzyskać lepsze drukowanie z tych filamentów, zapoznaj się z: Porady drukowania z materiałów inżynieryjnych takich jak PAHT-CF.
- Po dłuższym użytkowaniu dyszy, w środku pozostanie więcej pozostałości, co może również prowadzić do słabego wytłaczania. Konieczne jest oczyszczenie wnętrza dyszy wielokrotnymi pociągnięciami na zimno, aż ekstruder będzie gładki.
- Po wydrukowaniu przy użyciu PAHT-CF, PET-CF, PPA-CF, PPA-GF, PPS, PPS-CF i innych materiałów wysokotemperaturowych o wysokiej temperaturze topnienia, gdy chcesz drukować z PLA, TPU, PETG, czy innych materiałów niskotemperaturowych o niższej temperaturze druku i mniejszej twardości, zaleca się najpierw ustawić temperaturę dyszy na 250 - 300°C. Następnie ręcznie wyjmij materiał wysokotemperaturowy, włóż materiał niskotemperaturowy, a następnie ręcznie go załaduj, aby upewnić się, że resztki materiału wysokotemperaturowego i nowy materiał niskotemperaturowy zostały wytłoczone. Następnie ustaw temperaturę dyszy na 220 - 240 °C i kontynuuj wytłaczanie, gdy temperatura spadnie. Gdy będzie stabilny, kontynuuj wytłaczanie i upewnij się, że nowy materiał można skutecznie wytłoczyć z dyszy. Na koniec przygotuj się do kolejnego wydruku. Jeżeli przy usuwaniu ostatniego materiału tym nowym okaże się, że nie jest wytłaczany, należy podnieść temperaturę dyszy i oczyścić dyszę igłą.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.