Zatory hotendu są stosunkowo powszechne w przypadku drukarek 3D FDM i mogą wystąpić z różnych powodów opisanych poniżej:
- Zastosowany filament ma niską temperaturę zeszklenia (mięknie podczas drukowania w obudowie) - więcej informacji na temat przenikania ciepła dostępne w tym artykule Wiki,
- Filament ma niespójną średnicę, zwykle większą niż standardowe 1,75 mm, przez co utknął w hotendzie,
- Zanieczyszczenia znajdujące się na filamencie lub wewnątrz ekstrudera dotarły do hotendu i całkowicie lub częściowo zatkały dyszę,
- Cząstki stałe z filamentu zablokowały końcówkę dyszy hotendu (częste w przypadku drukowania przy użyciu filamentu zawierającego włókno węglowe, świecącego w ciemności lub mieniącego się),
- Gdy używano bardzo różnych typów filamentów, i poprzedni filament nie został całkowicie oczyszczony (PLA i PC, ASA i TPU itp.).
¶ Jak rozwiązać prosty zator?
¶ Zwykły zator / Częściowy zator
Zwykłe zatkanie lub zatkanie częściowe ma miejsce, gdy końcówka hotendu jest zatkana cząstkami stałymi wewnątrz filamentu (włókna węglowego, filamentu z brokatem itp.). Cząstki te mogą być większe niż otwór dyszy i blokować wytłaczanie.
W większości przypadków cząstki te mogą całkowicie zatkać hotend, wtedy nie ma już wytłaczanego filamentu, albo zatkać go częściowo, z powodu zanieczyszczeń na filamencie, które objawia się tym, że filament nie wypływa prosto z hotendu i zwija się podczas ręcznego wytłaczania z hotendu.
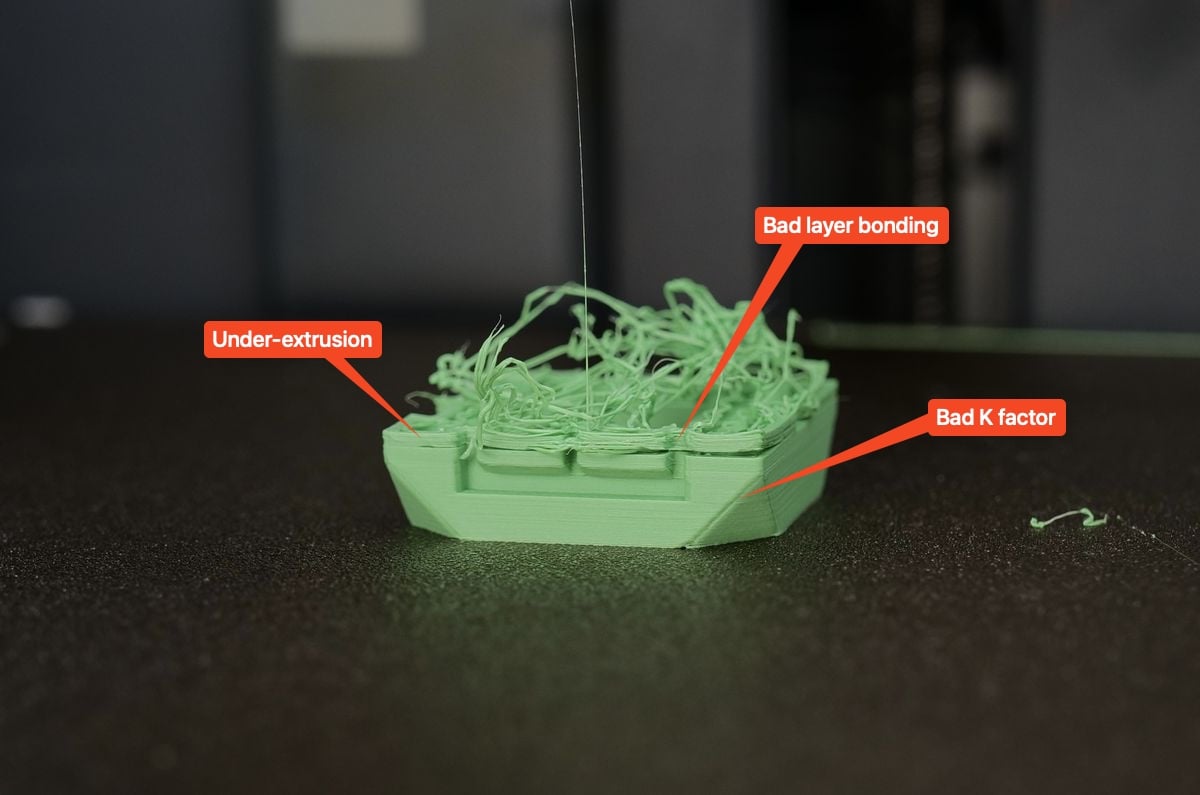
Gdy wystąpi taki zator, model nie będzie drukowany zgodnie z oczekiwaniami, z niespójnym wytłaczaniem prowadzącym do złej jakości druku.
Może to również objawiać się źle skalibrowaną wartością K dla dynamiki przepływu z powodu niespójnego ciśnienia i przepływu dyszy.
Najłatwiejszą procedurą w tym przypadku jest próba usunięcia cząstki blokującej hotend za pomocą dołączonej szpilki otrzymanej wraz z drukarką.
¶ Kroki do przetkania hotendu:
¶ 1.Ustawić temperaturę hotendu na 250 °C
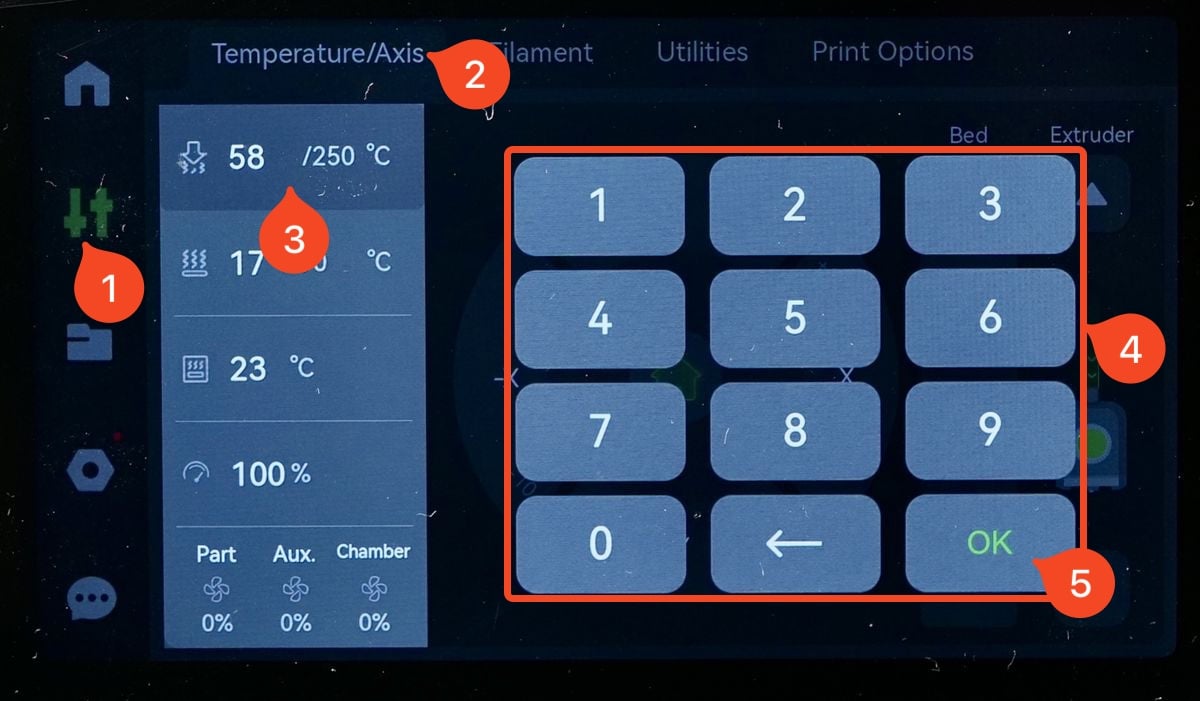
Korzystając z menu ekranowego, ustaw temperaturę hotendu na 250 °C.
Aby to zrobić, przejdź do Settings → Temperature/Axis → Wybierz hotend temperature i wprowadź wartość 250 °C, a następnie naciśnij przycisk potwierdzenia OK.
Jest to temperatura, która najlepiej sprawdza się w przypadku PLA/PETG/TPU/ABS. W przypadku filamentów, które wymagają wyższej temperatury do drukowania, można użyć wyższej temperatury.
¶ 2. Przesuń stół grzewczy na niższą pozycję
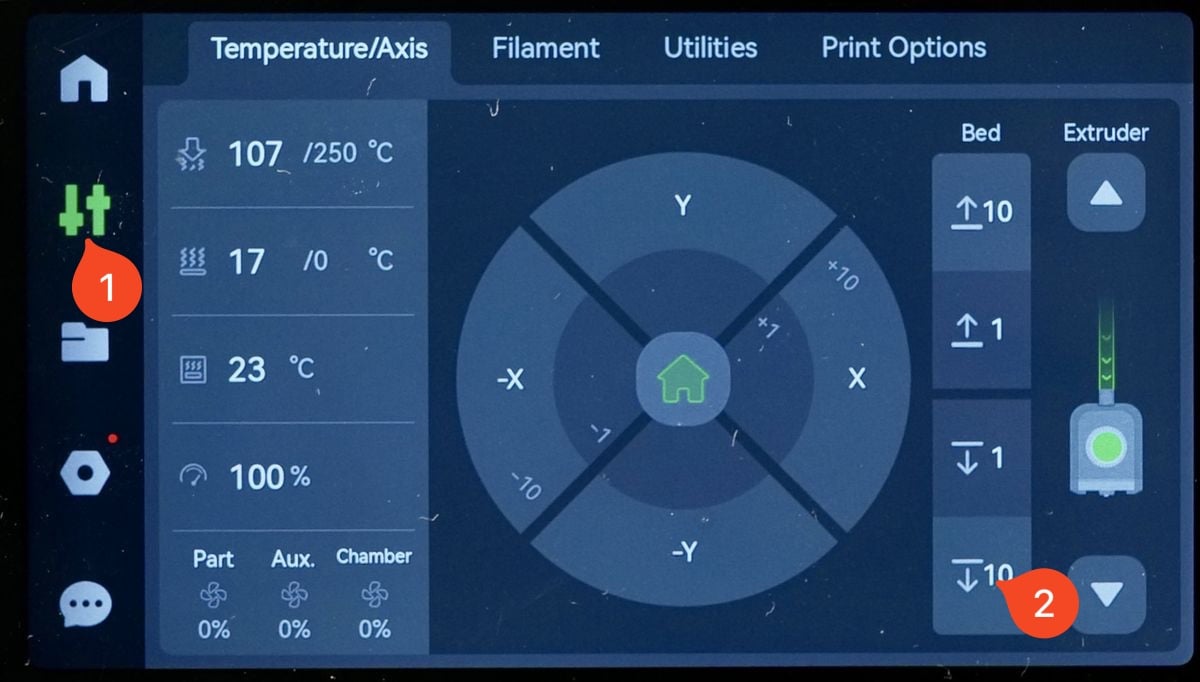
Podczas gdy hotend osiąga ustawioną temperaturę, użyj opcji menu ekranowego, aby obniżyć stół grzewczy do pozycji umożliwiającej łatwą pracę na głowicy.
Aby to zrobić, przejdź do Settings → Temperature/Axis → Dotknij przycisku -10 kilka razy, aż stół grzewczy dotrze do środkowej części drukarki.
¶ 3. Włóż igłę do końcówki dyszy
Gdy hotend osiągnie odpowiednią temperaturę, włóż igłę do końcówki dyszy i przesuń ją kilka razy przez dyszę, aby usunąć wszelkie zanieczyszczenia, które mogą znajdować się w hotendzie.
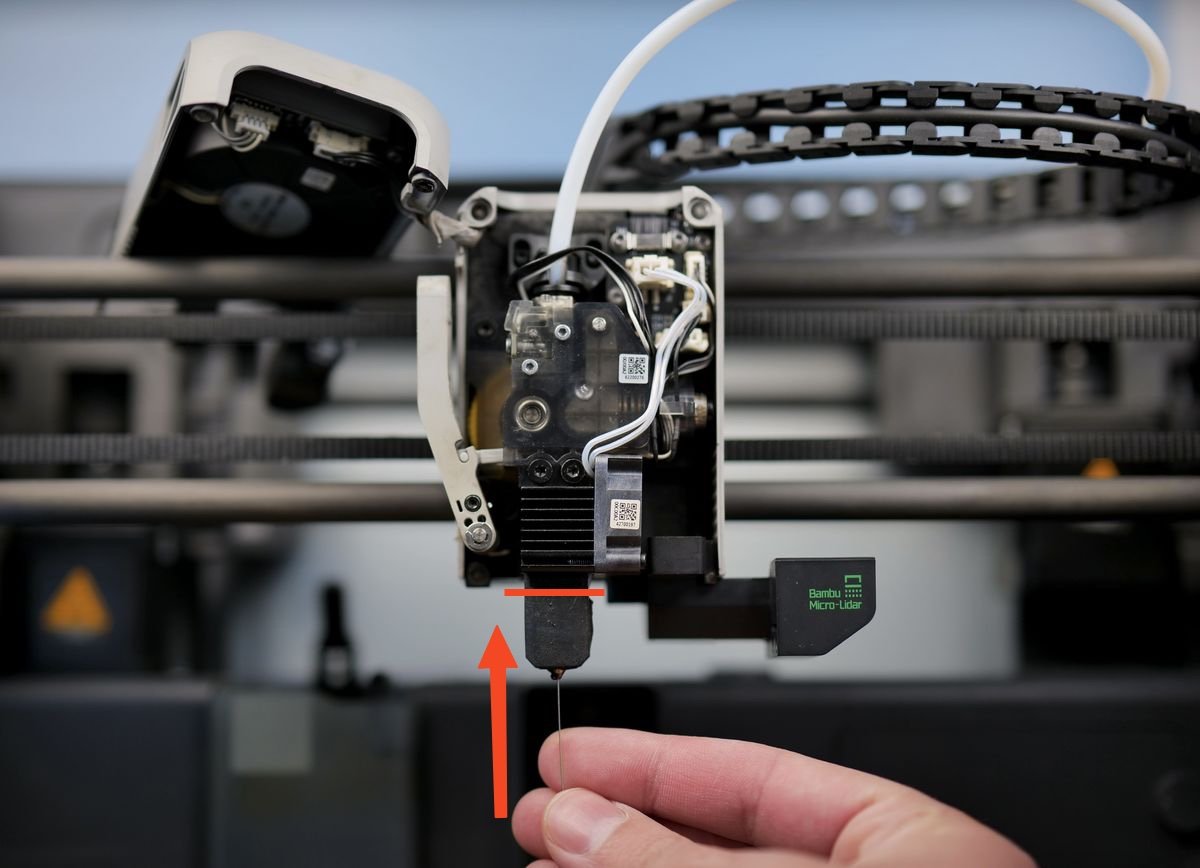
Upewnij się, że nie wsuwasz igły zbyt daleko w hotend, ponieważ możesz wepchnąć stopiony filament głębiej, prowadząc do trudniejszego do usunięcia zatoru.
Czerwona linia na poniższym obrazku pokazuje, jak daleko należy wsunąć igłę.
Uwaga! Zalecamy używanie rękawic chroniących przed wysoką temperaturą podczas tej operacji. Stopiony filament może kapać na palce, powodując oparzenia.
¶ 4. Sprawdź, czy filament przepływa prawidłowo
Po kilkukrotnym przesunięciu igły przez końcówkę dyszy wyjmij ją i wytłocz trochę filamentu za pomocą przycisków ekranowych. Filament powinien płynąć w linii prostej i nie powinien zwijać się podczas wytłaczania, tak jak pokazano na poniższym obrazku.
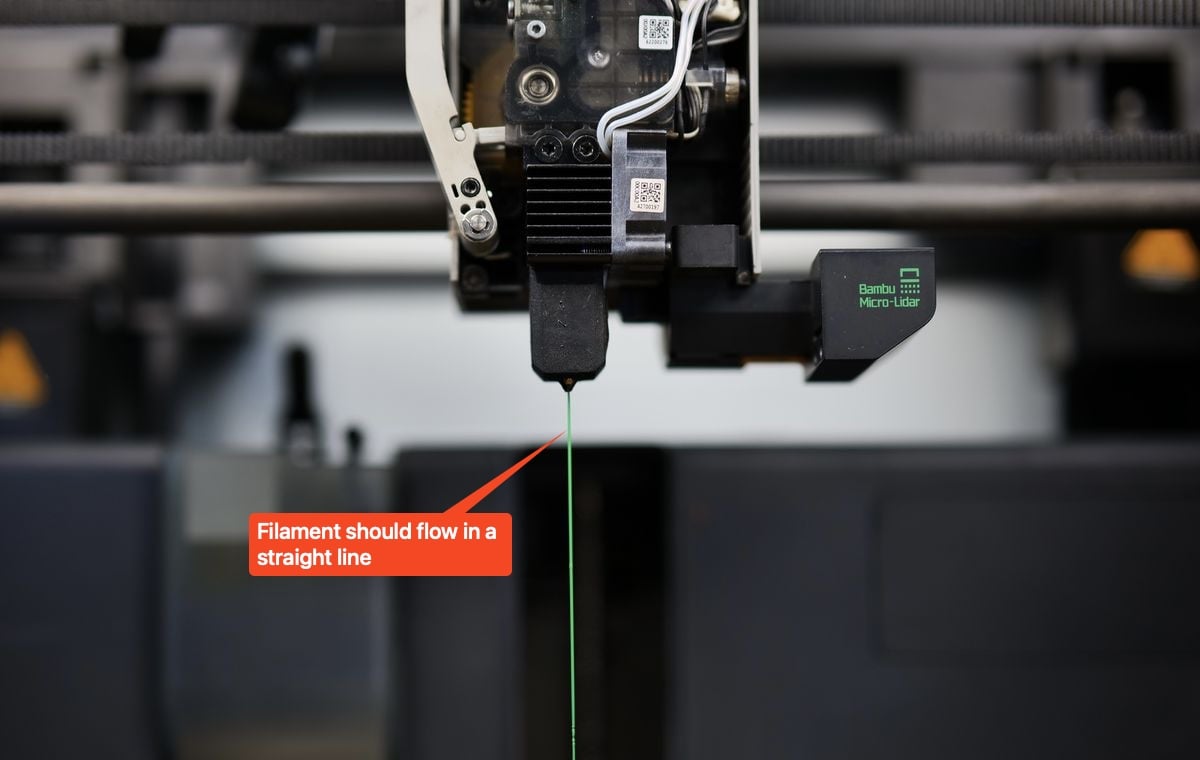
Jeśli filament przepływa w linii prostej, hotend powinien zostać pomyślnie odblokowany.
¶ Metoda odblokowywania gorącą szpilką
Powszechnym zatkaniem, które występuje w serii X1/P1, jest utknięcie filamentu wewnątrz hotendu z powodu problemów z przenikaniem ciepła. Zjawisko to zostało szczegółowo omówione na początku artykułu i zalecamy przeczytanie go, aby zrozumieć, jak uniknąć tego typu zatorów.
Kiedy tak się dzieje, filament pęcznieje wewnątrz hotendu i nie można go łatwo usunąć. Na poniższych zdjęciach można zobaczyć przykład filamentu, który utknął wewnątrz głowicy.
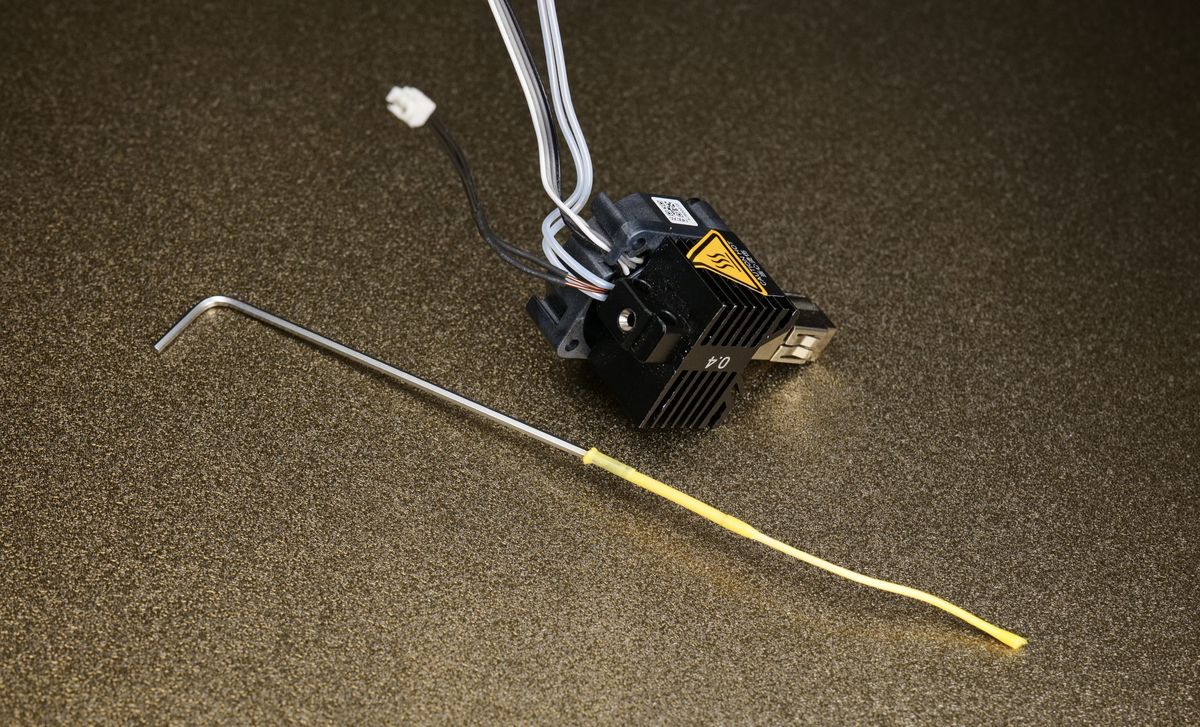
Na szczęście istnieje stosunkowo łatwa metoda czyszczenia filamentu wewnątrz hotendu za pomocą klucza imbusowego i zapalniczki.
Wymagane:
- Klucz imbusowy 1.5mm
- Zapalniczka
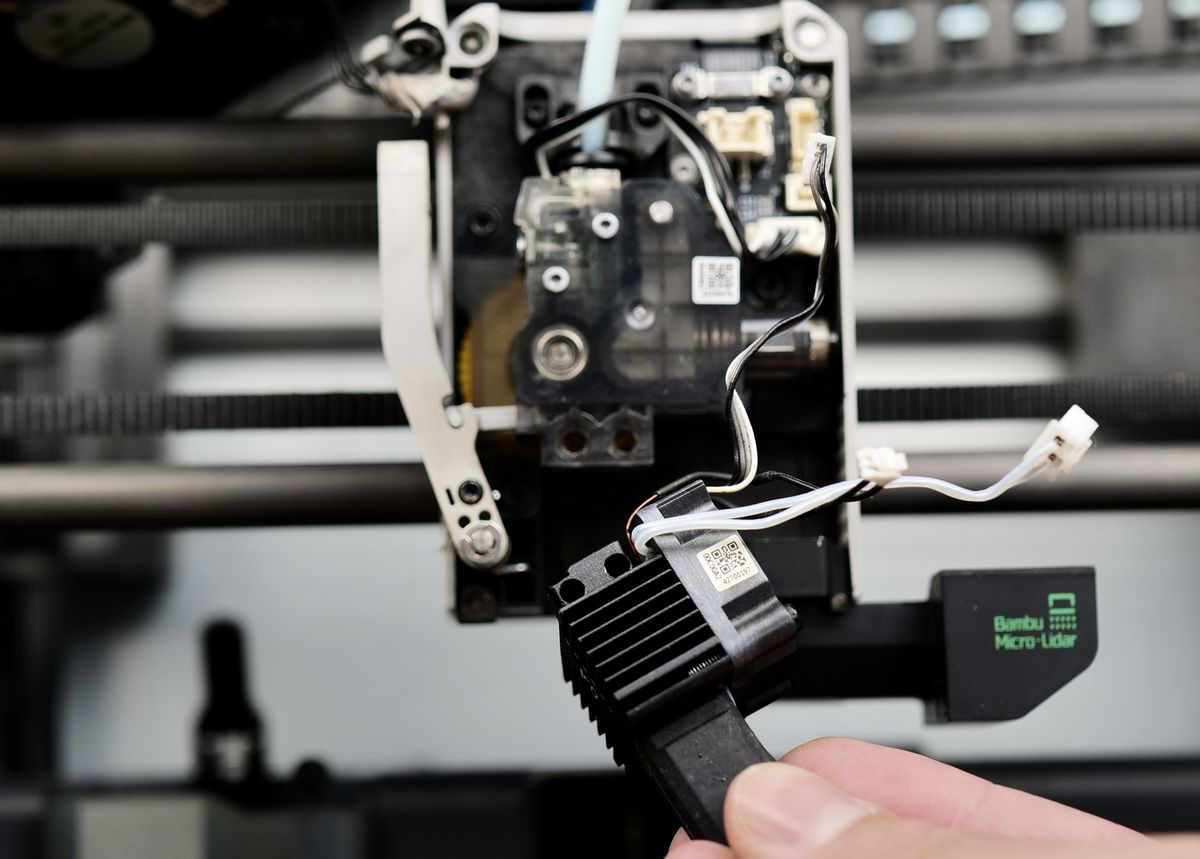
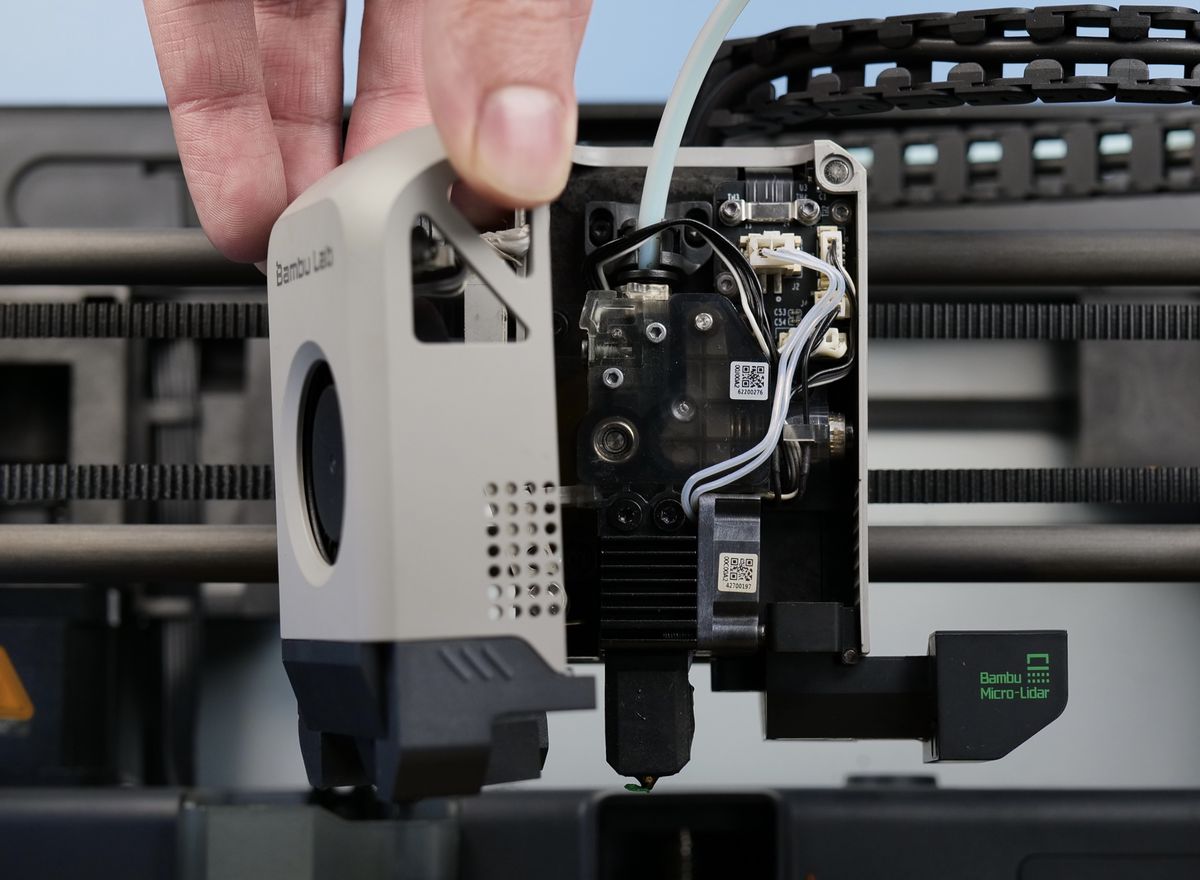
¶ 1. Odłącz hotend od głowicy
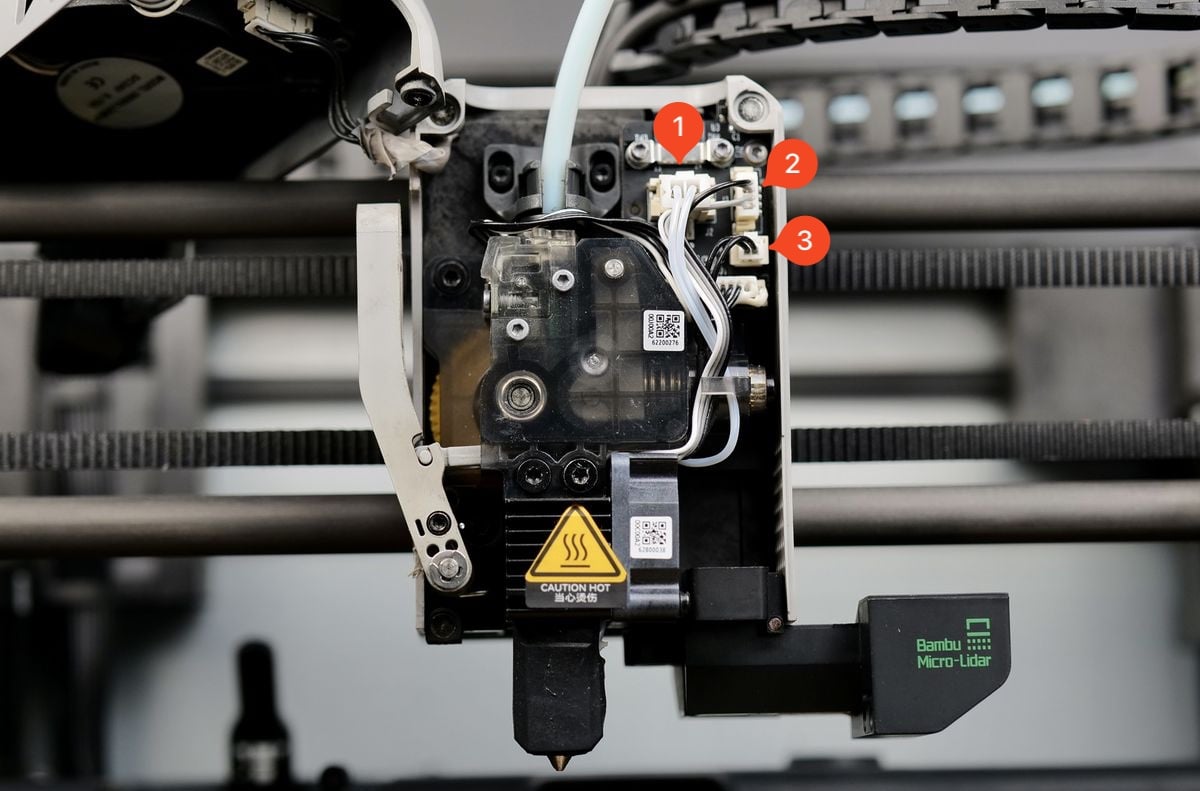
Pierwszym krokiem do odblokowania hotendu jest odłączenie go od głowicy. Ostrożnie wyjmij trzy przewody z płytki przyłączeniowej ekstrudera, pociągając za plastikowe złącza.
Unikaj ciągnięcia za przewody, ponieważ istnieje duże prawdopodobieństwo uszkodzenia przewodów i/lub płytki przyłączeniowej.
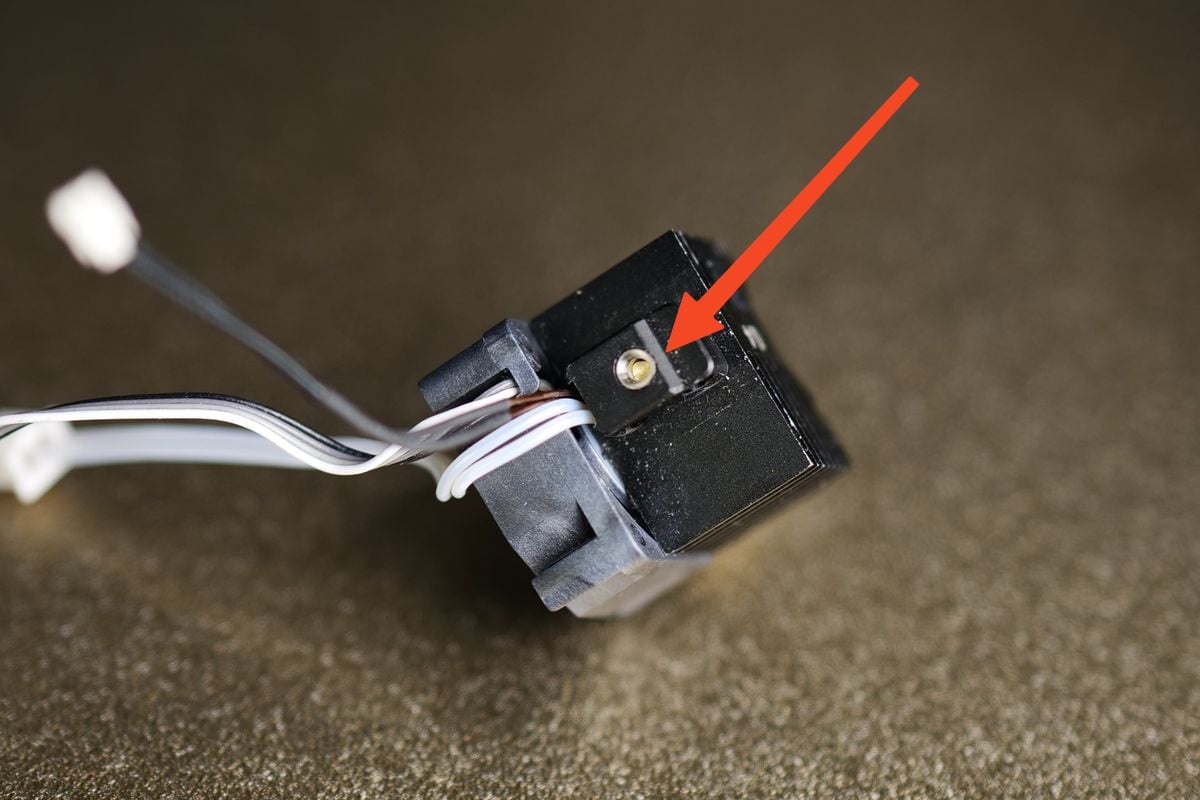
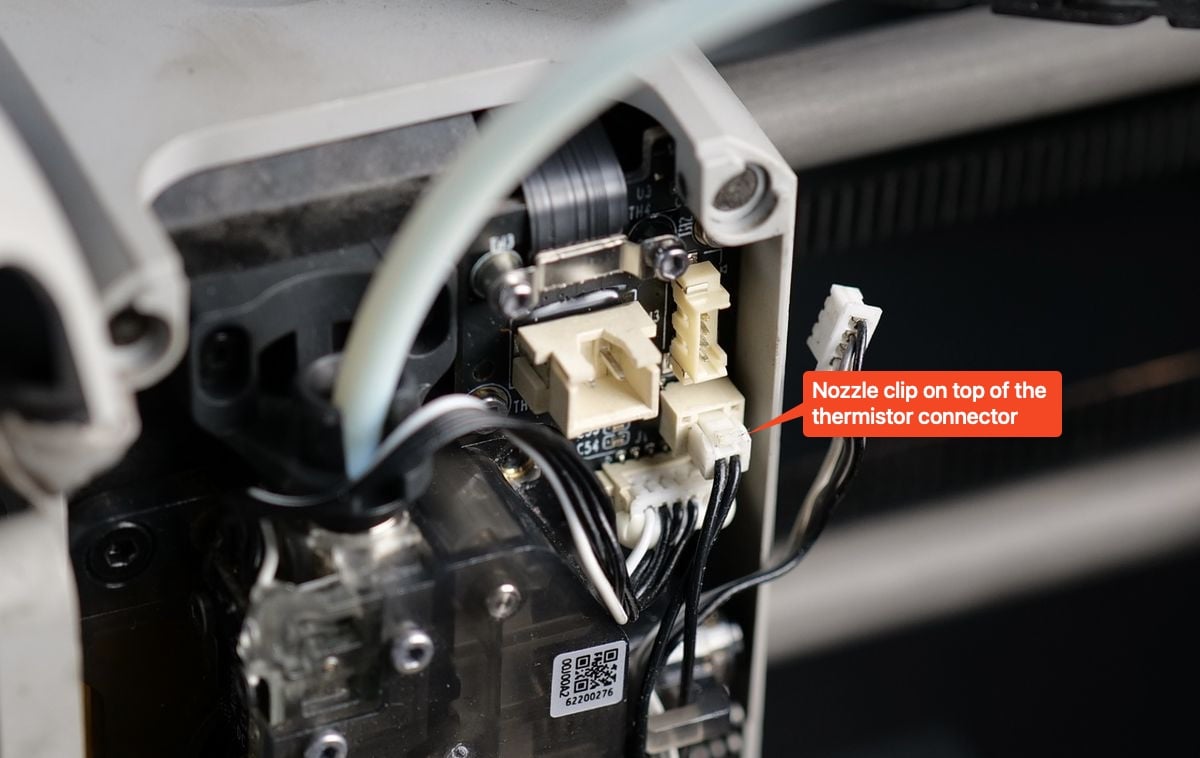
Zwróć szczególną uwagę na złącze termistora (nr 3), ponieważ ma ono plastikowy zacisk zwalniający w górnej części.
Należy go nacisnąć, aby umożliwić wyciągnięcie złącza.
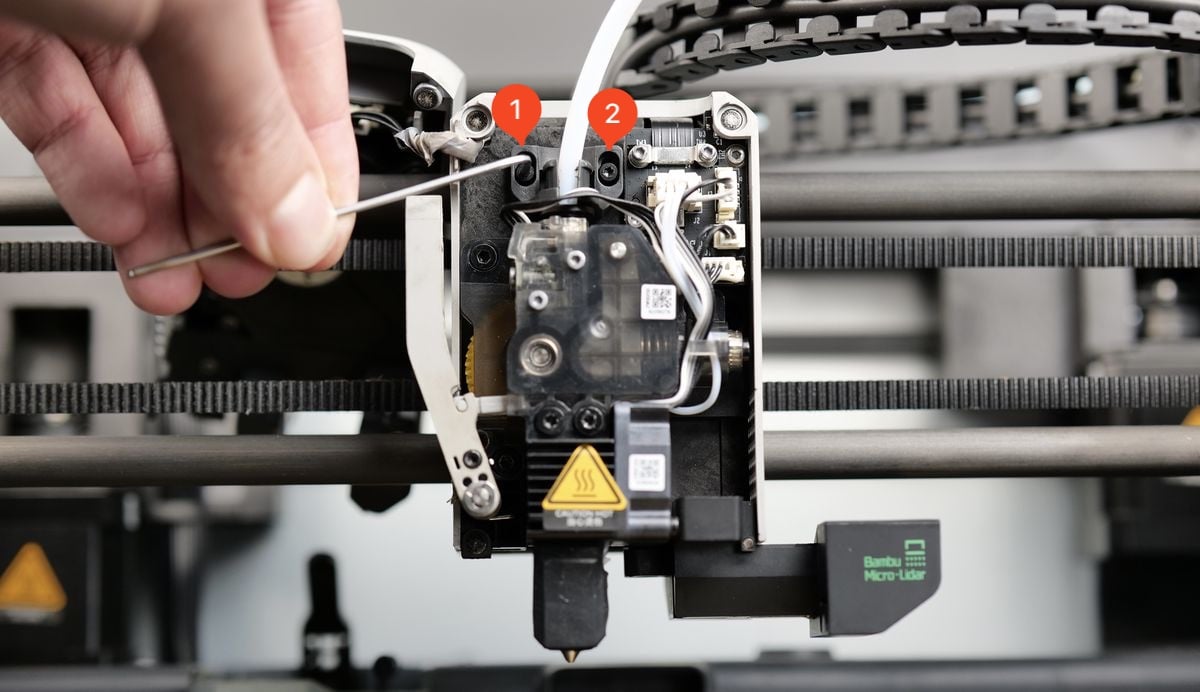
Po odłączeniu przewodów możesz wykręcić dwie śruby trzymające hotend, aby całkowicie zdjąć go z głowicy.
¶ 2. Rozgrzej klucz imbusowy i włóż go do hotendu
Uwaga! Zalecamy używanie rękawic chroniących przed wysoką temperaturą podczas tej operacji. Stopiony filament może kapać na palce, powodując oparzenia.
Teraz, gdy hotend jest całkowicie wyjęty z drukarki, możemy przystąpić do jego odblokowania.
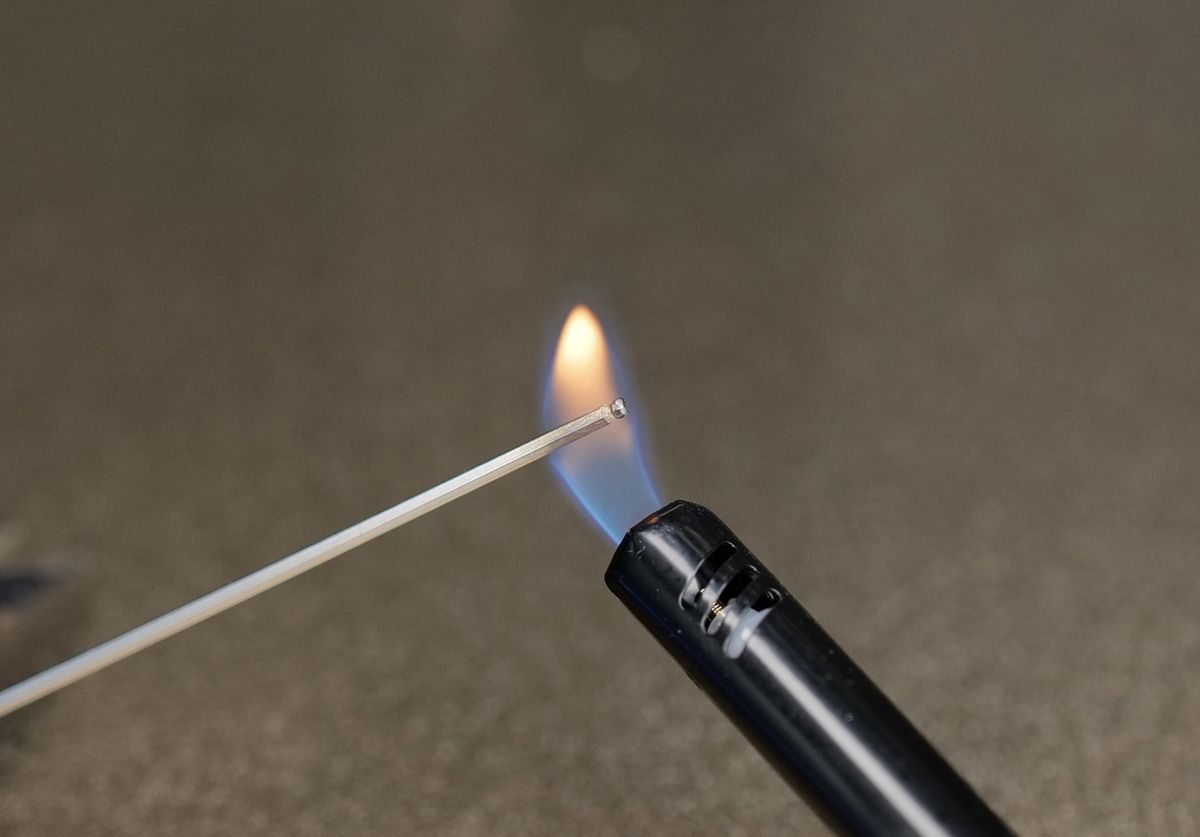
Weź klucz imbusowy 1,5 mm i użyj zapalniczki, aby go podgrzać przez 10-15 sekund. Gdy końcówka klucza zacznie zmieniać kolor, oznacza to, że jest on gotowy.
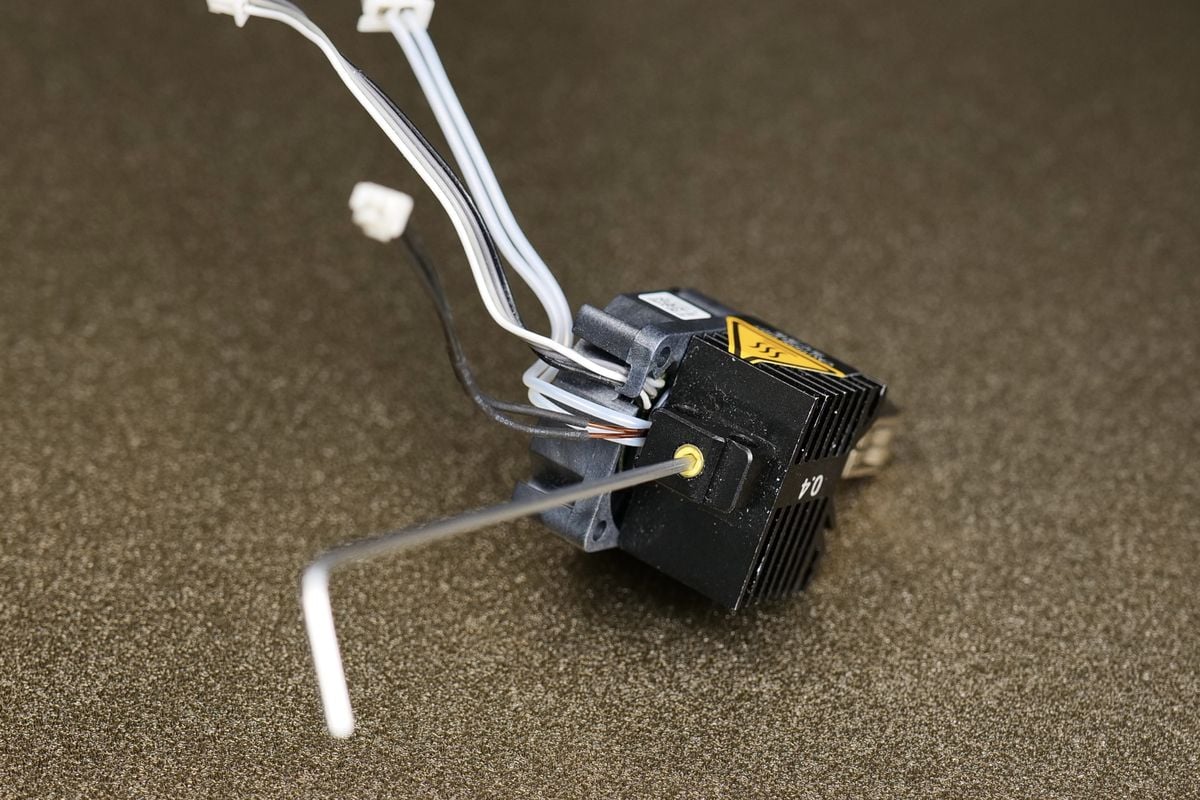
Gdy końcówka klucza jest gorąca, szybko wepchnij ją do hotendu przez górny koniec radiatora.
Gorący klucz wejdzie do filamentu, jak pokazano na poniższym obrazku. Następnie odczekaj około 30 sekund, aż klucz ostygnie.
¶ 3. Podgrzej końcówkę hotendu i wyciągnij zator filamentu
Klucz imbusowy jest teraz zablokowany wewnątrz głowicy, a wokół niego znajduje się filament. Aby usunąć klucz z filamentem zatykającym hotend, należy podgrzać końcówkę hotendu.
Najpierw usuń silikonową osłonkę z hotendu, a następnie podgrzej końcówkę dyszy zapalniczką przez około 20 sekund.
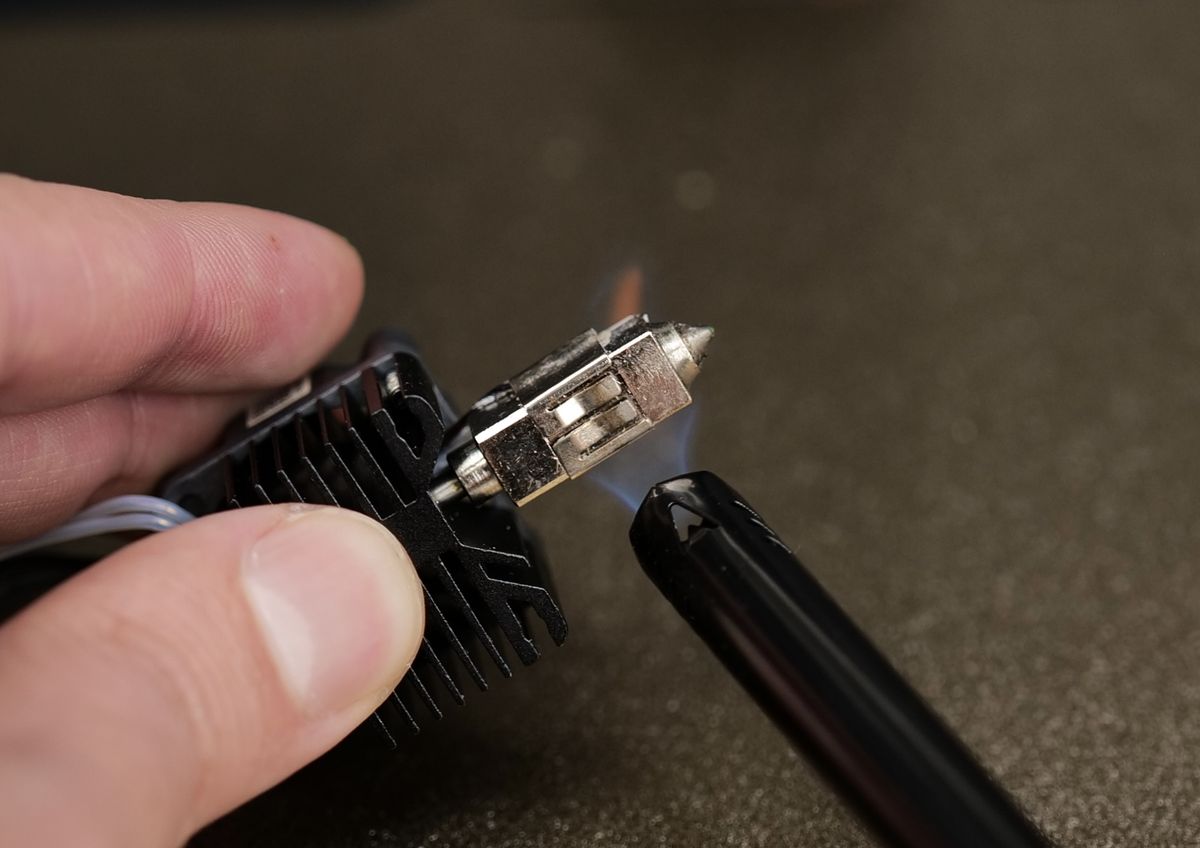
Po podgrzaniu końcówki dyszy przez 20 sekund można powoli pociągnąć za klucz. Zauważysz, że filament wychodzi z hotendu w jednym kawałku, usuwając zator.
Możesz teraz wykonać krok 1 w odwrotnej kolejności, aby ponownie zainstalować hotend w głowicy.
Nie zapomnij ostrożnie ułożyć przewodów hotendu wokół ekstrudera. Jeśli nie zostaną one prawidłowo ułożone, mogą naciskać na przednią pokrywę, powodując awarie podczas drukowania.
¶ Alternatywna metoda czyszczenia (wideo)
Dostępny jest również film pokazujący jak wykonać podobną procedurę, która nie wymaga demontażu hotendu.
Jeśli postępujesz zgodnie z tym przewodnikiem wideo, upewnij się, że hotend jest stabilny podczas tej operacji.
Istnieje większe prawdopodobieństwo uszkodzenia przewodów hotendu lub płyty przyłączeniowej, jeśli hotend nie będzie trzymywany stabilnie.
¶ Metoda pobierania na zimno
Po każdej procedurze czyszczenia przedstawionej w tym artykule zdecydowanie zalecamy wykonanie procedury pobierania na zimno.
Pobieranie na zimno zapewni, że wnętrze hotendu jest czyste i zminimalizuje ryzyko wystąpienia jakichkolwiek problemów z drukowaniem spowodowanych przez hotend.
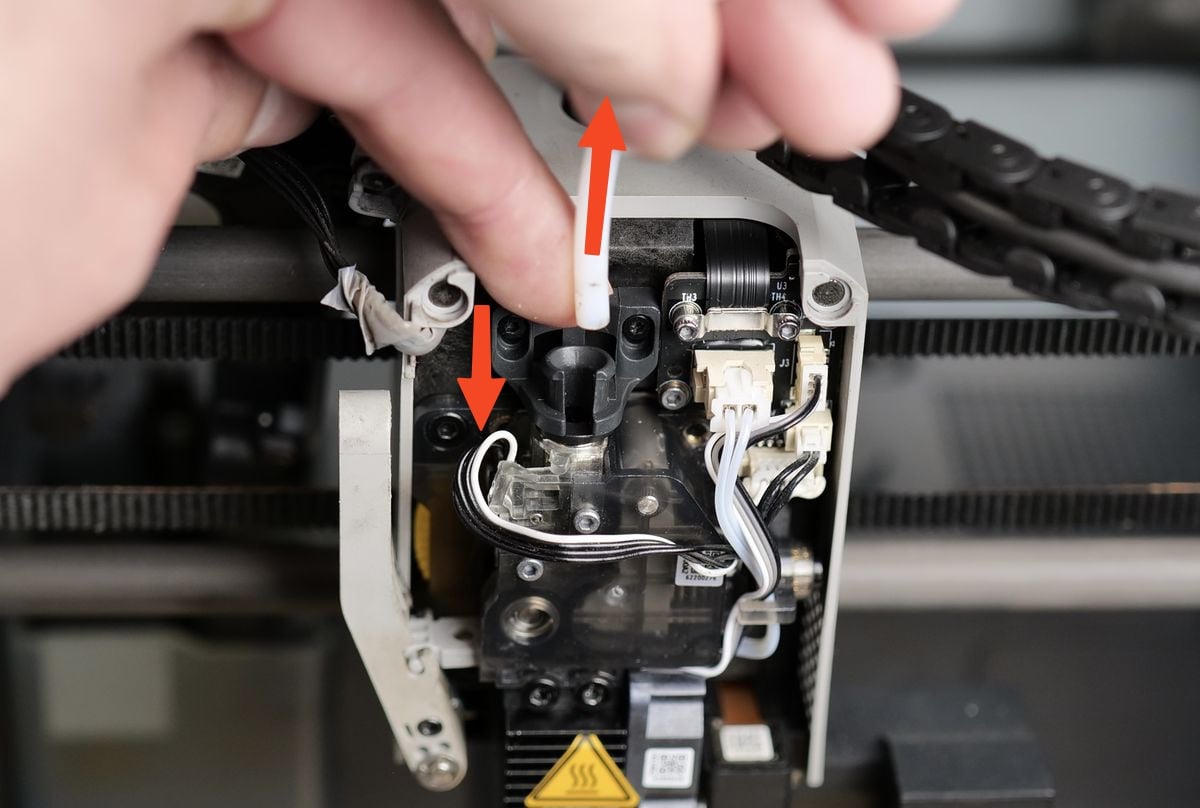
¶ 1. Zdejmij pokrywę głowicy i rurkę PTFE
Pierwszym krokiem w przypadku pobierania na zimno jest zdjęcie przedniej pokrywy głowicy i rurki PTFE.
Po odłożeniu przedniej pokrywy na bok poluzuj śruby obok wspornika PTFE. (nie wyjmuj)
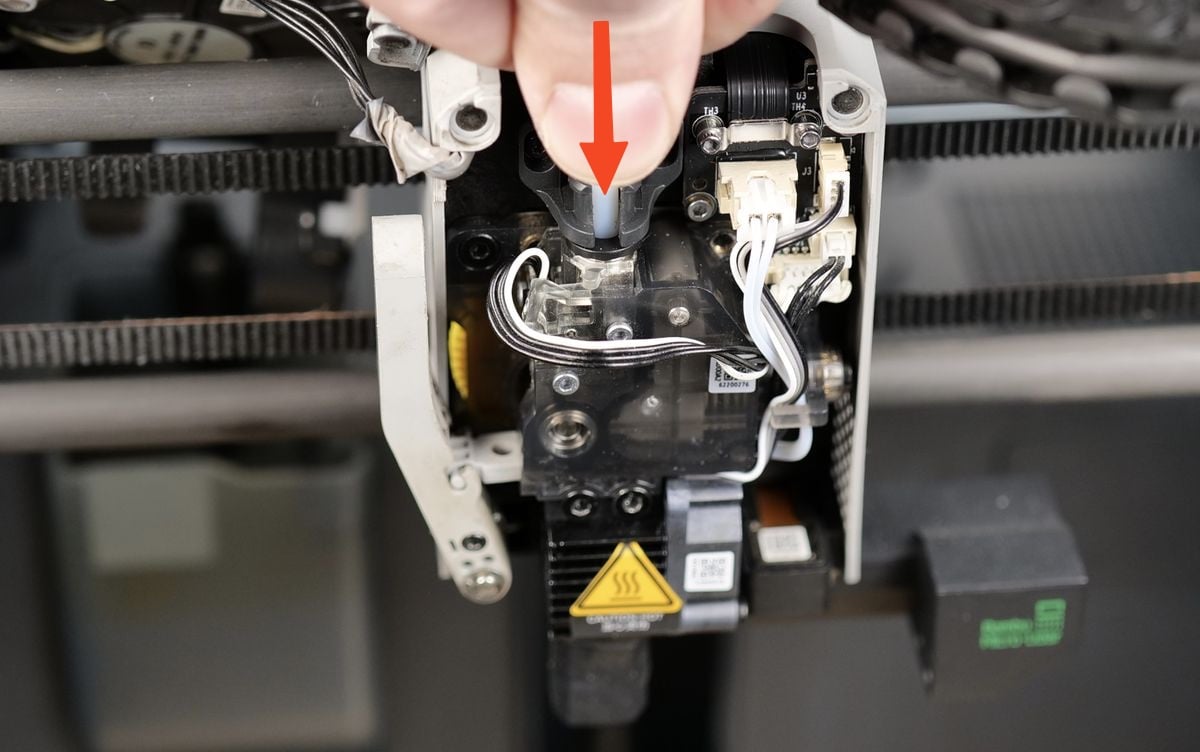
Wreszcie, aby usunąć rurkę PTFE, należy nacisnąć wspornik PTFE, a następnie pociągnąć rurkę do góry, jak pokazano na poniższym obrazku:
Możesz teraz rozpocząć procedurę pobierania na zimno.
¶ 2. Ustaw temperaturę hotendu, a następnie załaduj filament
Ten krok zależy od filamentu użytego do wykonania procedury pobierania na zimno. Najpopularniejszym filamentem używanym do pobierania na zimno jest PLA, który wymaga ustawienia hotendu na 220C i to jego użyjemy jako przykładu.
Korzystając z ekranu, przejdź do Settings → Temperature/Axis → Wybierz hotend temperature i wprowadź wartość 220 °C, a następnie naciśnij przycisk potwierdzenia OK.
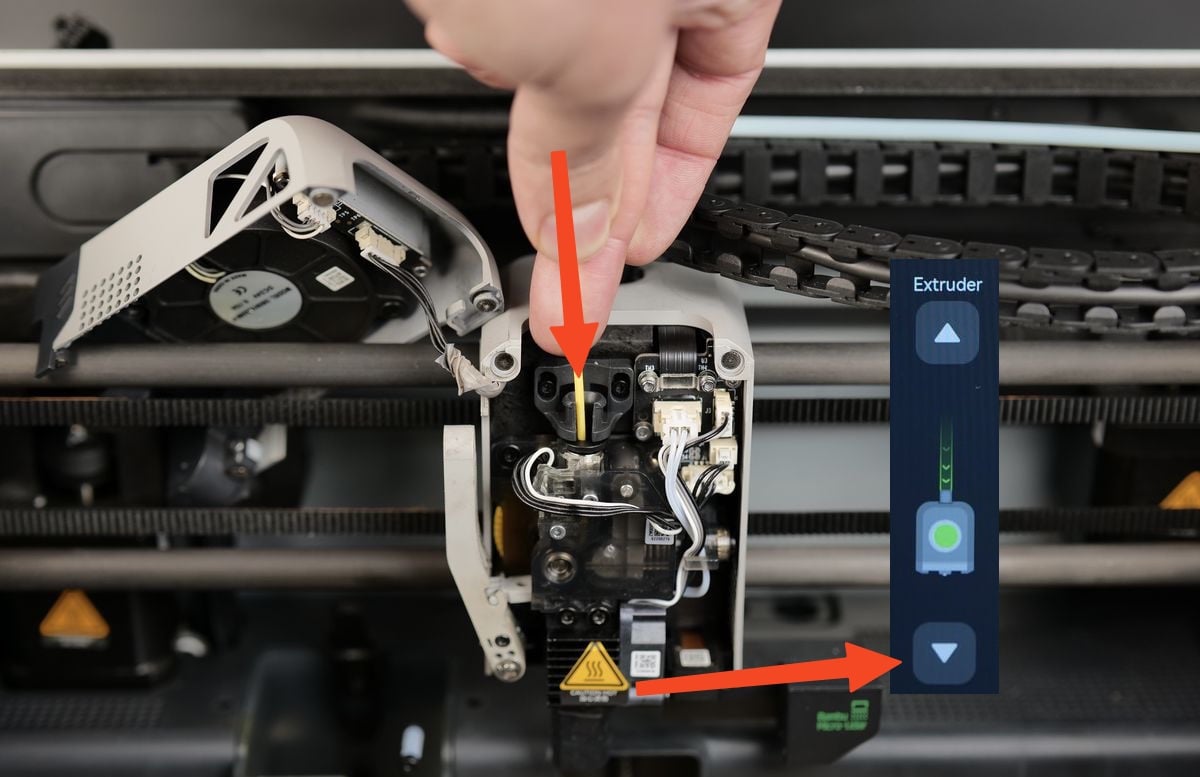
Gdy temperatura osiągnie 220 °C, wepchnij filament w górną część ekstrudera, jak pokazano na poniższym obrazku, a następnie użyj przycisku wytłaczania na ekranie, aby go podawać aż zobaczysz filament wytłaczany z końcówki dyszy.
¶ 3. Ustaw temperaturę hotendu na 100 °C i poczekaj
Po włożeniu filamentu do hotendu ustaw temperaturę na 100 °C i poczekaj, aż hotend osiągnie żądaną temperaturę.
Temperatura 100 °C została wybrana, aby zapewnić wystarczającą miękkość filamentu dla łątwego wyciągania z hotendu, ale nadal nie jest wystarczająco miękki, aby ulec uszkodzeniu podczas pracy.

¶ 4. Wyładuj filament
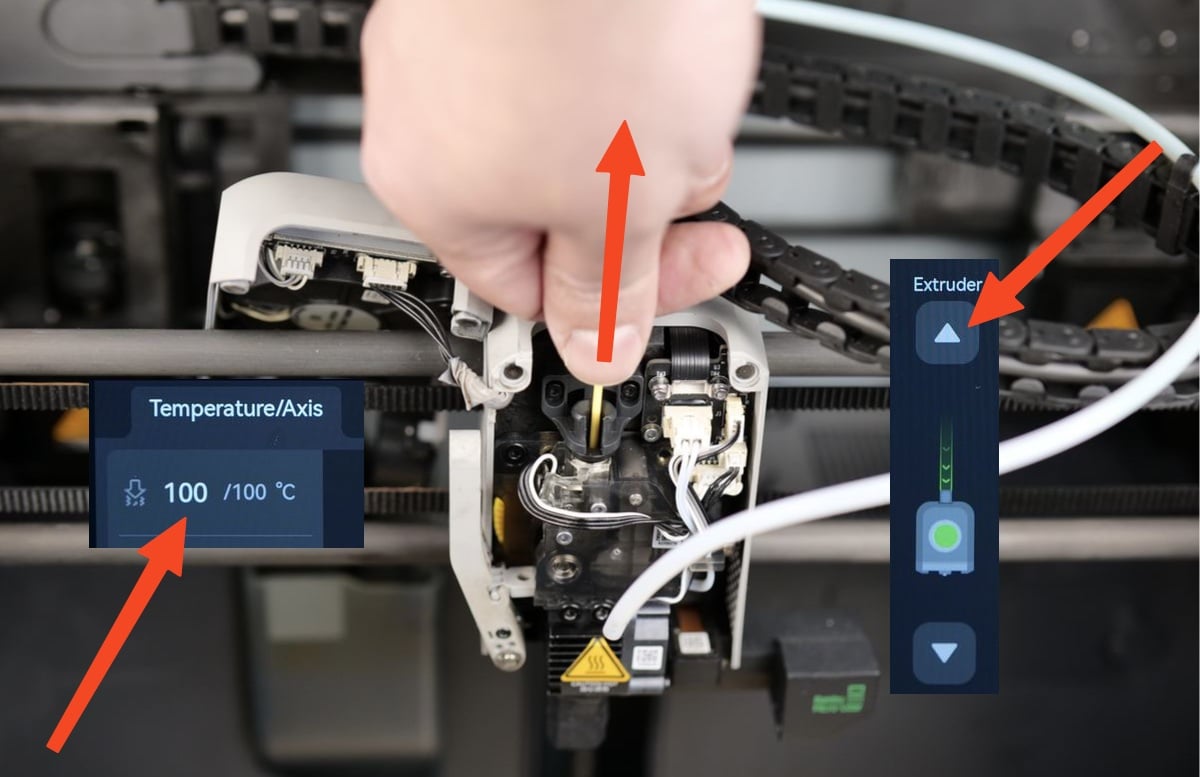
Gdy tylko temperatura hotendu osiągnie 100 °C, użyj przycisku cofania na ekranie, aby rozpocząć wyładowanie filamentu.
Zalecamy również pociągnięcie za koniec filamentu, aby pomóc ekstruderowi.
NIE ciągnij mocno, ponieważ chcesz tylko pomóc ekstruderowi, a nie ciągnąć za koła zębate i silnik.
Zwykle zaleca się wykonanie tej operacji kilka razy, aż filament wyciągany z hotendu będzie czysty i wolny od wszelkich zanieczyszczeń.
¶ 5. Ponownie zainstaluj rurkę PTFE i wspornik
Aby ponownie zainstalować rurkę PTFE, wystarczy wepchnąć ją z powrotem do czujnika filamentu ekstrudera.
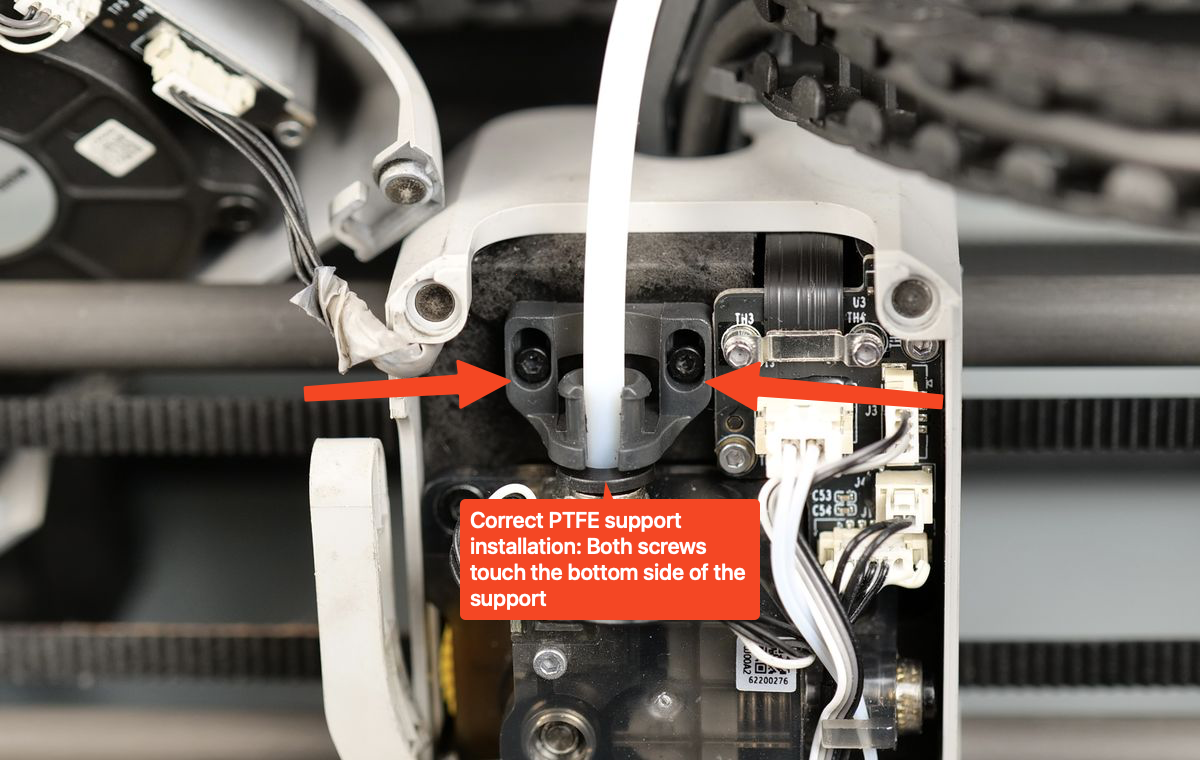
Następnie upewnij się, że podniosłeś wspornik rurki PTFE tak wysoko, jak to możliwe, przed dokręceniem go na miejscu.
Ten krok jest ważny, ponieważ zapewnia ścieżkę filamentu i mniejszy opór filamentu w kierunku ekstrudera.
¶ Przewodnik wideo wyciągania na zimno
Mamy również film, który pokazuje całą procedurę wykonywania zimnego pobierania w celu wyczyszczenia hotendu.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl. za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.