Ta strona stanowi wprowadzenie do głównych komponentów drukarki Bambu Lab H2D, dzięki czemu możesz mieć ogólne zrozumienie tej drukarki.
¶ Jak działa H2D?
Drukarka serii H2D to maszyna, która wykorzystuje filament z tworzywa sztucznego do tworzenia obiektów 3D.
W większości przypadków H2D może drukować modele 3D w formacie STL, a model pliku musi zostać wstępnie przetworzony za pomocą oprogramowania do krojenia przed drukowaniem.
Biorąc za przykład Bambu Studio, oprogramowanie do krojenia dzieli plik STL na wiele warstw. Informacje z każdej warstwy są automatycznie konwertowane na język, który drukarka może zrozumieć, i jest używany do kierowania ścieżkami ruchu i prędkościami każdej osi podczas procesu drukowania.
Ponadto oprogramowanie do krojenia może również integrować różne ustawienia parametrów w generowanym kodzie, takie jak temperatura drukowania filamentów, prędkość wytłaczania drukarki i generować wsparcie dla niektórych części drukowanego modelu.
¶ System ruchu Core XY
Bambu Lab H2D opiera się na architekturze Core-XY, która zawiera dwa silniki krokowe i wiele zestawów kół pasowych napinających na płaszczyźnie XY. Każdy silnik krokowy jest połączony z głowicą za pomocą niezależnego paska rozrządu, a ruch i położenie głowicy narzędzia są kontrolowane przez skoordynowaną przekładnię paska rozrządu silnika.
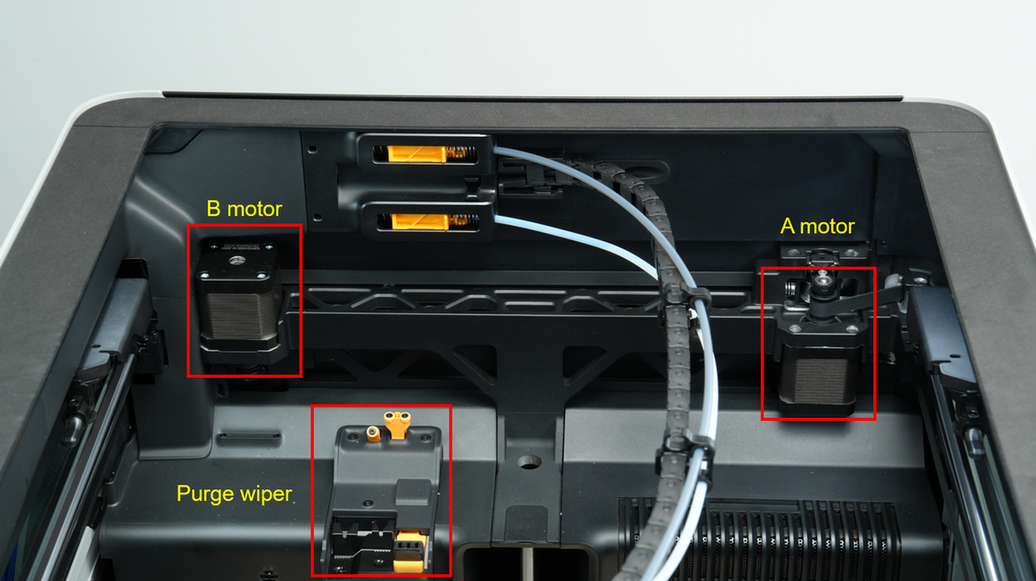
H2D drukuje szybciej z systemem ruchu CoreXY niż z tradycyjnymi drukarkami kartezjańskimi, ponieważ jest lżejszy, co jest ważne dla szybkiego drukowania.
Aby uzyskać więcej informacji na temat systemu ruchu CoreXY, odwiedź ten artykuł.
¶ Oś Z
Oś Z drukarki składa się z 3 śrub pociągowych, które są połączone z silnikiem krokowym osi Z za pomocą paska.
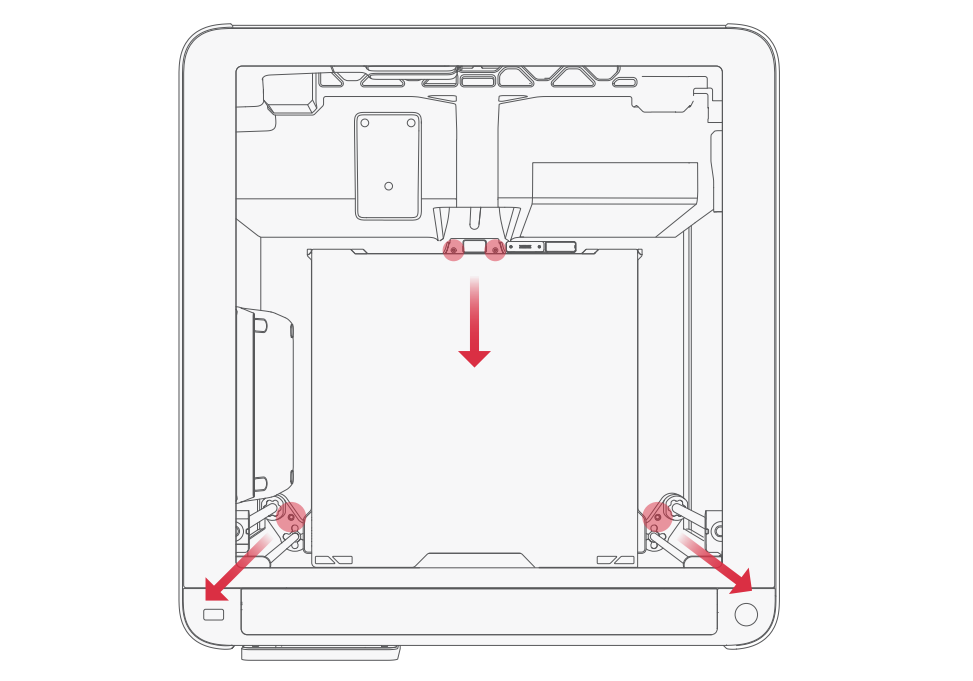
Stół drukarki H2D został wstępnie wypoziomowany w fabryce. Przed użyciem należy postępować zgodnie z instrukcjami, aby usunąć 4 śruby mocujące oś Z do podstawy. Należy zachować te 4 śruby. Jeśli śruba pociągowa osi Z zostanie zdemontowana i konserwowana lub maszyna zostanie później przetransportowana, te 4 śruby należy zablokować z powrotem.
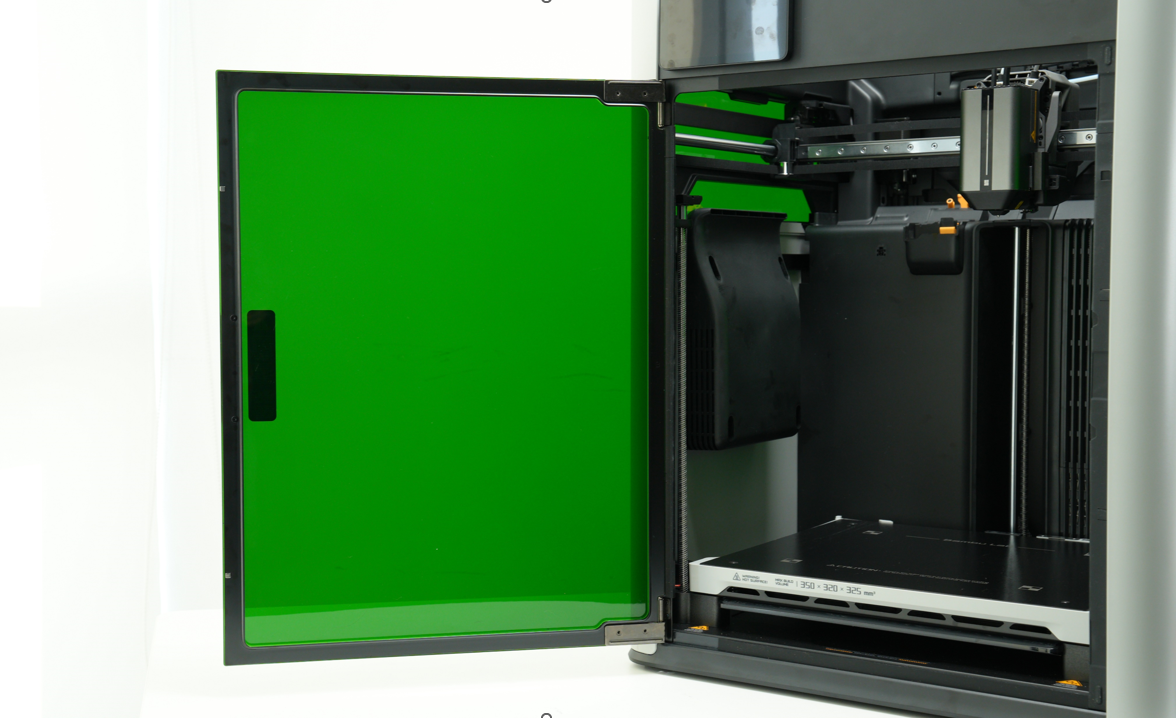

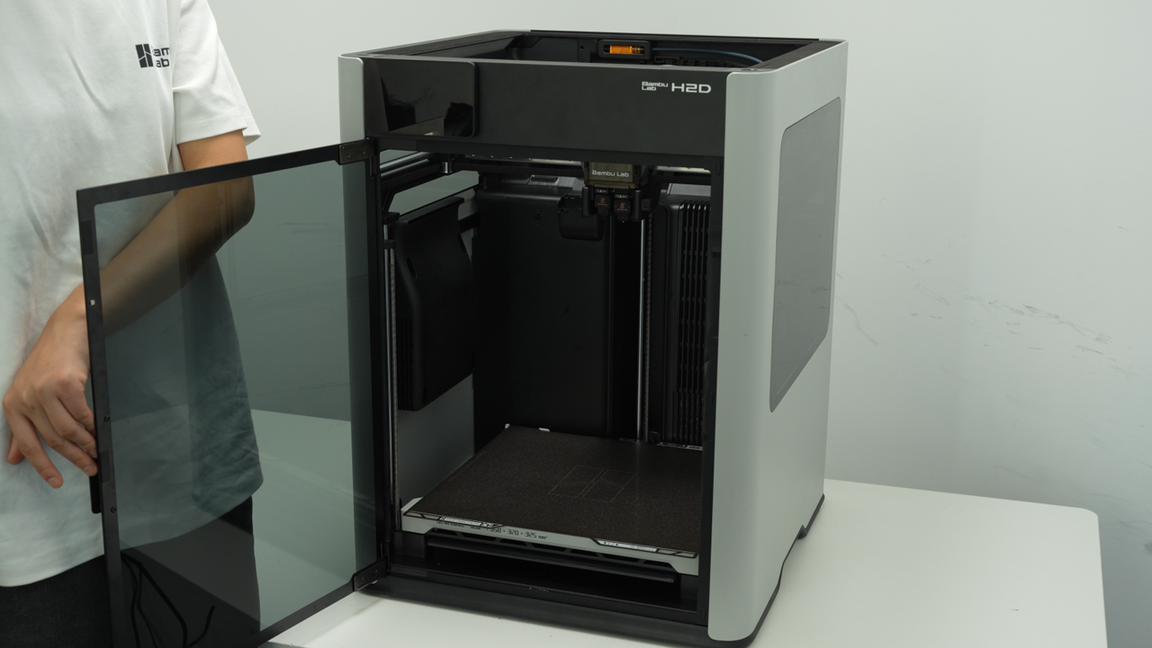
¶ Obudowa drukarki
Drukarki H2D oferują dwie opcje dla górnej pokrywy, przednich drzwi i okien bocznych: wersja ze szkła hartowanego i wersja z zabezpieczeniem laserowym.
Jeśli musisz użyć modułu laserowego, musisz wybrać szkło z zabezpieczeniem laserowym. Wersja laserowa drukarki jest wstępnie zainstalowana w wersji z zabezpieczeniem laserowym, podczas gdy wersja bez lasera wymaga oddzielnego zestawu modernizacyjnego (dostępnego po dacie premiery jednostki głównej), który zawiera zielone przednie drzwi PC oraz lewe i prawe okna, a także czarną górną osłonę ochronną. W przeciwnym razie funkcja lasera zostanie automatycznie zatrzymana.
H2D zawiera w górnej pokrywie, przednich drzwiach, panelach bocznych i oknach paneli bocznych w funkcję wykrywania otwartych drzwi. Gdy zostanie wykryte, że „drzwi” są otwarte, jeśli zainstalowany jest moduł laserowy, urządzenie wyświetli czerwony monit o błędzie i natychmiast zawiesi zadanie. Jeśli używana jest funkcja inna niż laser, urządzenie wyświetli monit „Otwarte drzwi” w HMS i wyświetli pomarańczowy monit ostrzegawczy, ale nie zawiesi zadania.
 |
 |
 |
 |
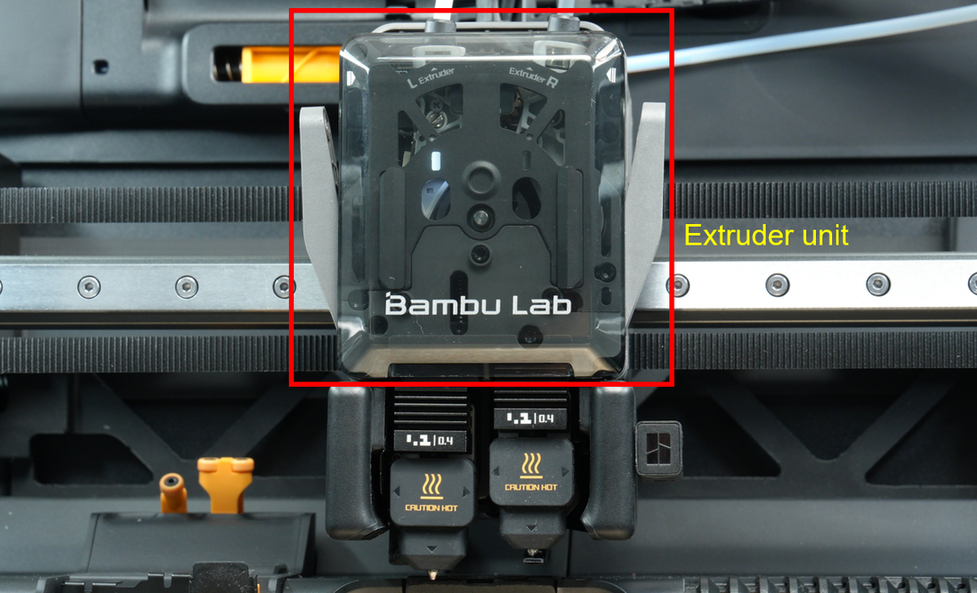
¶ Ekstruder
Ekstruder odpowiada za wyciąganie filamentu ze szpuli i podawanie go do hotendu. Po podgrzaniu i stopieniu jest on wytłaczany przez dyszę w celu stworzenia drukowanego modelu.
Ekstruder musi dokładnie kontrolować długość wytłaczania i cofania filamentu, aby zapewnić dokładność wymiarową i jakość wyglądu drukowanego modelu. Jest to jeden z głównych komponentów drukarki 3D.
 |
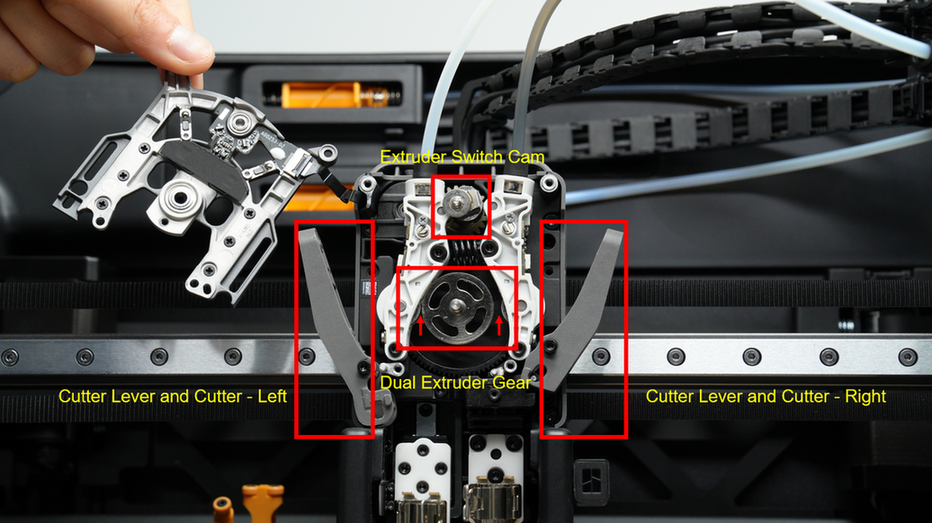 |
Ekstruder H2D składa się głównie z systemu przełączania, systemu wytłaczania i systemu tnącego:
 |
 |
System przełączania wykorzystuje silnik przełączający i układ napędowy do napędzania krzywki, co umożliwia ruch oscylacyjny lewego i prawego łącznika koła napędzanego (prętów napędzanych). W połączeniu ze sprężyną naciągową łączącą pręty napędzane, koło napędzane jednej strony naciska na koło napędowe wytłaczania w systemie wytłaczania, aby ścisnąć filament, umożliwiając kołom obrót i wytłaczanie filamentu. Tymczasem koło napędzane po drugiej stronie nie naciska na filament, więc obrót aktywnego koła nie powoduje żadnego ruchu filamentu.
Silnik ekstrudera napędza koło napędowe, aby obracało się zgodnie z ruchem wskazówek zegara lub przeciwnie do ruchu wskazówek zegara, co może napędzać koła napędzane po obu stronach, aby odpowiednio wytłaczać filament, aby uzyskać efekt wytłaczania w lewo lub w prawo za pomocą jednego koła napędowego ekstrudera.
System tnący przecina filament między ekstruderem a hotendem, aby można było go wycofać. W połączeniu z ogranicznikiem obcinarki filamentu i AMS-em, drukarka może automatycznie ciąć i przełączać filamenty, aby uzyskać druk wielokolorowy lub wielomateriałowy.
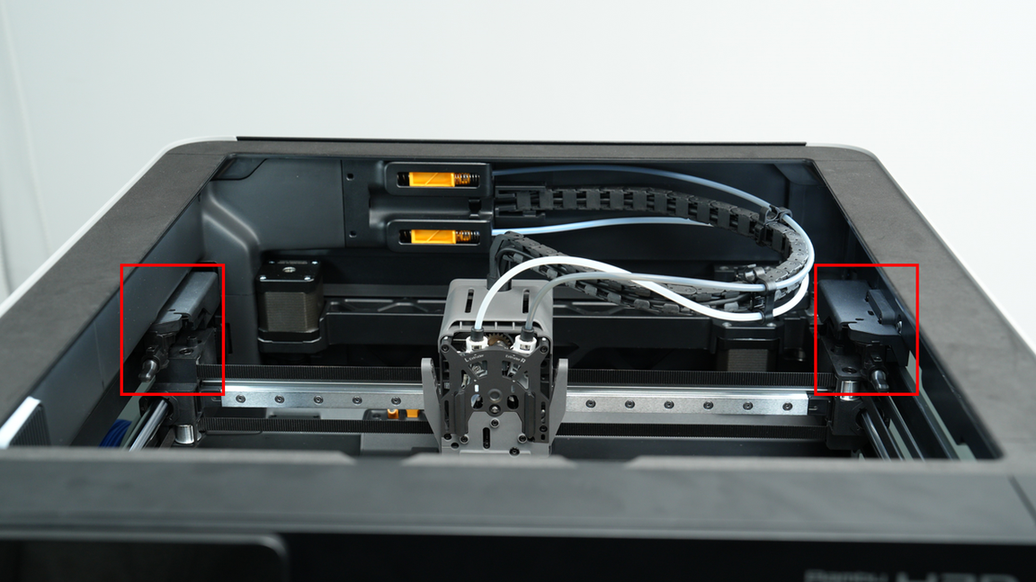
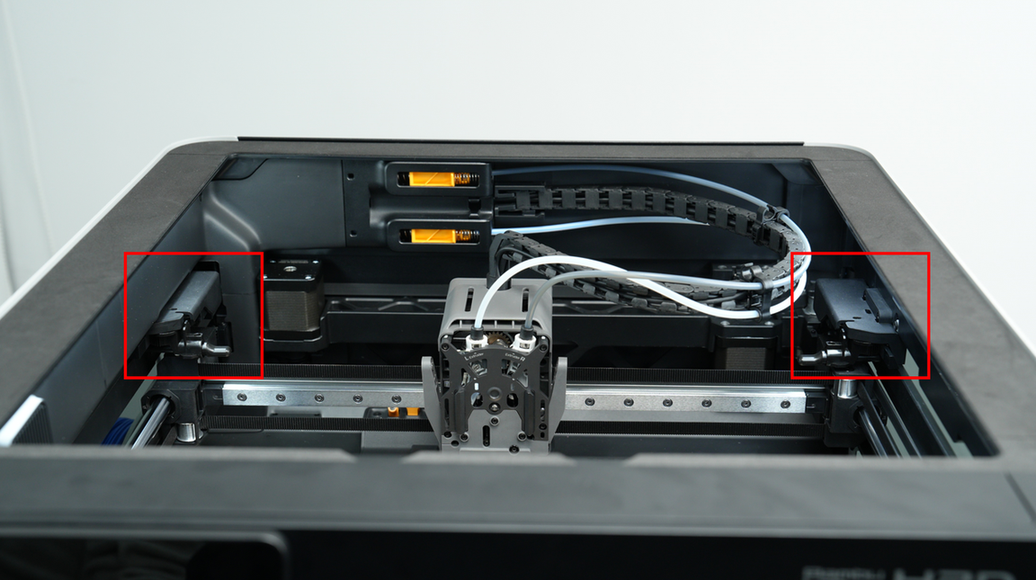
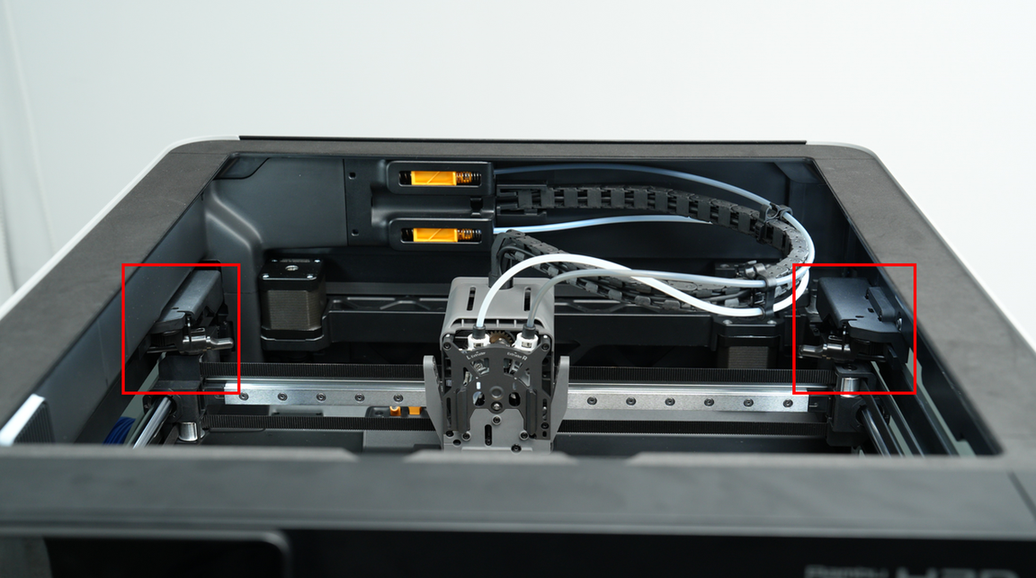
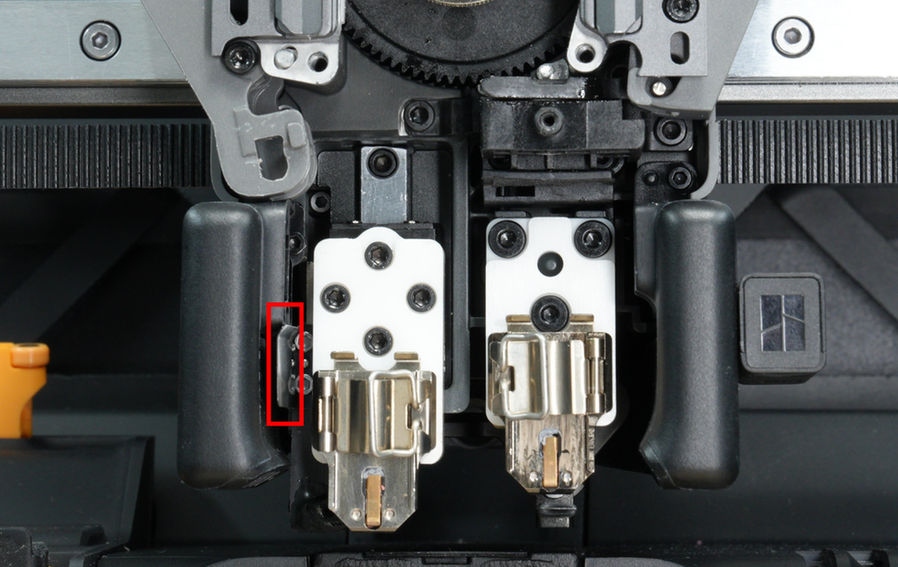
¶ Ogranicznik obcinarki filamentu
Aby zapewnić normalną pracę lewego i prawego noża, po obu stronach H2D znajduje się składany ogranicznik obcinarki.
Podczas pracy drukarki pręt ogranicznika noża ma 3 możliwe stany: pozycja zerowa, pozycja robocza i pozycja unikania powrotu głowicy.
Pozycja zerowa: W większości przypadków pręt ogranicznika noża znajduje się w pozycji zerowej, co nie wpływa na obszar drukowania.
Pozycja robocza: Gdy nóż musi przeciąć filament, pręt ogranicznika przesunie się do pozycji roboczej.
Pozycja unikania powrotu głowicy: Aby uniknąć wpływu na dokładność powrotu silnika osi Y, pręt ogranicznika noża znajduje się w pozycji unikania, gdy głowica powraca do pozycji początkowej.
Należy zauważyć, że w przeciwieństwie do drukarek serii X1 i P1 pręt ogranicznika noża H2D nie ogranicza zakresu ruchu głowicy, a ekstremalne zakresy drukowania osi X i osi Y można osiągnąć bez żadnych specjalnych operacji.
|
|
|
¶ Hotend
Zespół hotendu jest głównym elementem modułu głowicy, składającym się z zespołu grzewczego, hotendu (z dyszą, blokiem ciepła i radiatorem) oraz silikonowej osłony hotendu. Maksymalna obsługiwana temperatura ogrzewania wynosi 350°C. Zespół hotend podgrzewa filament do określonej temperatury, a stopiony filament jest osadzany w postaci cienkiej warstwy w celu wygenerowania modelu.

Różne filamenty wymagają różnych temperatur grzania. Na przykład materiały PLA są drukowane w niższych temperaturach (około 210-220°C), podczas gdy materiały PPA muszą być drukowane w wyższych temperaturach (około 300~320°C). Podobnie jak seria A1, drukarka Bambu Lab H2D mocuje grzałkę hotendu i czujnik temperatury NTC do podstawy grzewczej bez odłączania i podłączania małych zacisków lub używania śrubokręta. Hotend jest mocowany za pomocą klamry szybkozamykającej, aby zapewnić przewodzenie ciepła i topienie filamentów. Jednocześnie, w oparciu o hotend A1, konstrukcja H2D poprawia przepływ poprzez zwiększenie mocy grzewczej i strefy topienia. Jeśli chodzi o materiał, hotend zawiera izolacyjną podstawę z ceramiki cyrkonowej i miedzianą podstawę przewodzącą ciepło, aby poprawić wydajność izolacji.
¶ Zasada i funkcja podnoszenia i opadania lewego hotendu
Gdy silnik podnoszący obraca się, mechanizm przekładniowy napędza lewy hotend do podnoszenia i opadania, a jednocześnie napędza blokadę przepływu do wychylania się w lewo i prawo. Istnieje związek łączący lewy hotend i blokadę przepływu. Gdy lewy hotend opada, blokada przepływu przesuwa się do prawego hotendu, aby zablokować prawą dyszę; gdy lewy hotend się podnosi, blokada przepływu przesuwa się do lewego hotendu, aby zablokować lewą dyszę, zapobiegając w ten sposób wyciekaniu hotendu, gdy nie drukuje.
Uwaga:
Funkcją blokady przepływu jest blokowanie niedziałającej dyszy, aby zapobiec wyciekom. Jeśli występuje niewielkie przechylenie w lewo-prawo, można go używać normalnie, o ile nie wpływa to na funkcję blokady. Jeśli okaże się, że blokada przepływu nie naciska dyszy, można przesunąć pręt łączący blokadę przepływu do pozycji między dwiema dyszami, spróbować ręcznie wygiąć blokadę przepływu do góry, a następnie ręcznie zamienić lewą i prawą dyszę na ekranie, aby potwierdzić, że blokada przepływu może normalnie zablokować dyszę i może się normalnie poruszać.
Blokada przepływu znajduje się pod dyszą i jest stosunkowo delikatna. Podczas nieprawidłowego drukowania blokada przepływu może zostać odkształcona przez nieprawidłowe wypustki. W takim przypadku zaleca się wymianę blokady przepływu. Blokada wiatru to cienka blacha stalowa. Podczas demontażu silikonowej osłony hotendu lub hotendu blokada wiatru może zostać odkształcona. Jeśli odkształcenie nie jest poważne, można je wyprostować ręcznie. Jeśli jest poważnie odkształcone, zaleca się wymianę blokady wiatru.
Jednocześnie obok lewej głowicy zamontowano blokadę przepływu powietrza, która unosi się i opada wraz z lewą głowicą grzejną, dzięki czemu powietrze wydmuchiwane z kanału powietrznego koncentruje się w jak największym stopniu na radiatorze głowicy grzejnej, co poprawia efektywność odprowadzania ciepła i zmniejsza ryzyko zablokowania.
¶ Zalecenia dotyczące materiałów używanych do lewego i prawego hotendu
Jeśli drukujesz tylko materiały monochromatyczne, zaleca się użycie prawego hotendu do drukowania.
Jeśli musisz pracować z AMS do drukowania wielokolorowego, zaleca się podłączenie AMS do prawego hotendu.
Jeśli chcesz użyć drugiego hotendu do drukowania materiałów pomocniczych, zaleca się użycie hotendu podnoszącego do drukowania.
TPU nadaje się tylko do prawego hotendu.
¶ Zespół wycieraczki
Zespół wycieraczki drukarki H2D obejmuje część wycieraczki oczyszczającej i część wycieraczki dyszy (szorstkie wycieranie), przy czym część wycieraczki oczyszczającej składa się z płyty popychającej i płyty odbiorczej, a część wycieraczki dyszy składa się z pręta popychającego i łącznika dyszy czyszczącej.
Część wycieraczki oczyszczającej: Służy do wydajnego usuwania zużytego filamentu wyrzucanego z dyszy. Jej funkcje obejmują zbieranie i transportowanie resztek filamentu, aby zapewnić ich prawidłową utylizację w celu zapewnienia płynnego i ciągłego procesu drukowania. Urządzenie odgrywa ważną rolę w wielu procesach drukowania, w tym w przygotowaniu drukarki, wstrzymywaniu i wznawianiu drukowania, ładowaniu i rozładowywaniu filamentów oraz wymianie filamentu i procesie płukania podczas drukowania wielokolorowego.
Część wycieraczki dyszy: Służy do czyszczenia dyszy przed rozpoczęciem zadania drukowania. Za każdym razem, gdy rozpoczynane jest zadanie drukowania, czynność czyszczenia jest wykonywana automatycznie bez ręcznej interwencji. Należy pamiętać, że wymiana silikonowej wycieraczki dyszy jest częścią regularnej procedury konserwacyjnej. Jeśli silikonowa wycieraczka dyszy jest uszkodzona, można kupić część zamienną w oficjalnym sklepie.
Czyszczenie dyszy przed drukowaniem obejmuje szorstkie i delikatne przecieranie. Szorstkie przecieranie jest używane głównie do usuwania resztek odpadów z dyszy, podczas gdy delikatne przecieranie zapewnia gładkość powierzchni dyszy. Wspomniana tutaj część wycieraczki dyszy jest używana do szorstkiego przecierania, a delikatne przecieranie oznacza, że dysza jest pocierana o 1~2 mm na stalowej blasze wycieraczki dyszy gorącego stołu, aby uzyskać lepszy efekt czyszczenia.
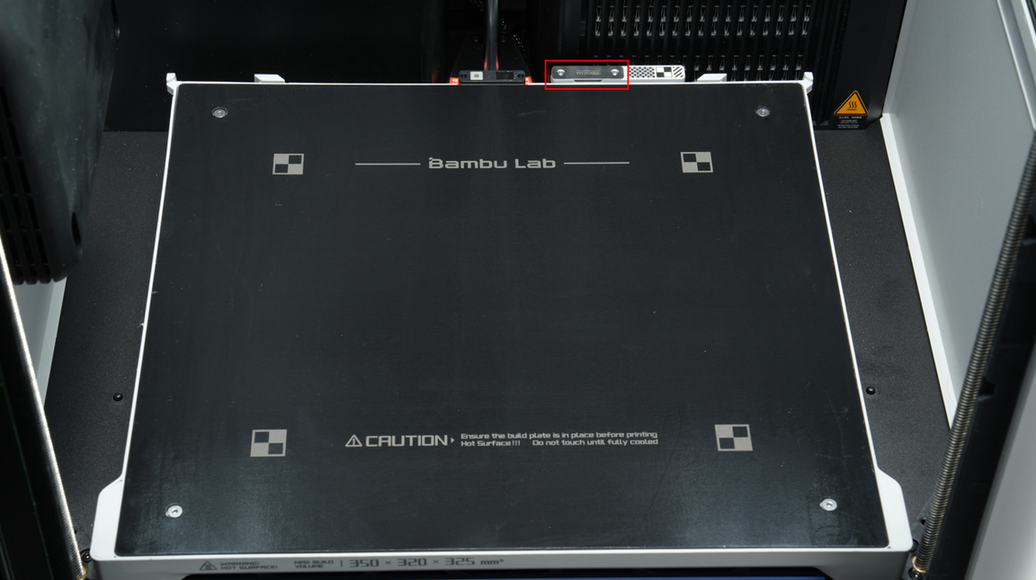
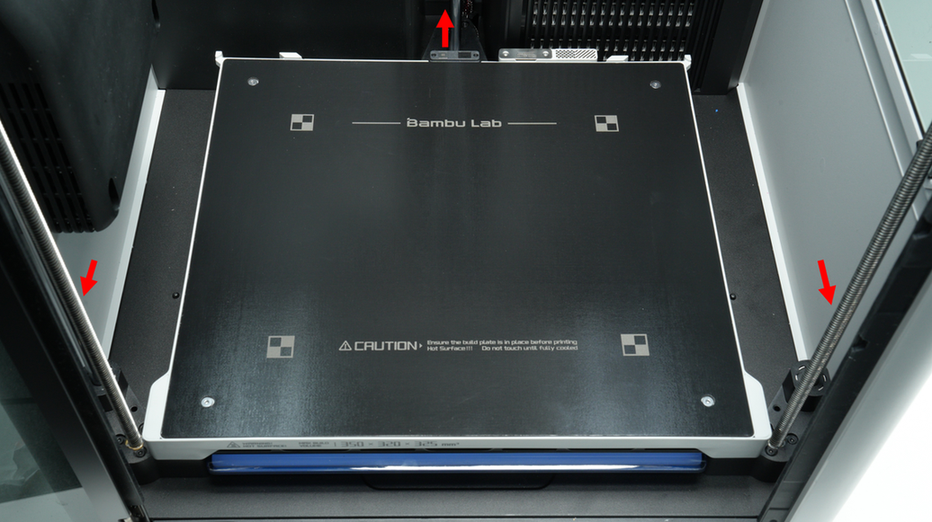
¶ Stół grzewczy
Podgrzewana platforma służy do podgrzewania powierzchni drukowania, aby pomóc drukowanym warstwom lepiej przylegać do płyty roboczej. Jeśli powierzchnia drukowania nie jest podgrzewana, osadzony filament szybko się ochłodzi, a napięcie między warstwami spowoduje jego odkształcenie. Podczas procesu drukowania drukarka H2D dostosuje temperaturę grzania podgrzewanej platformy do rodzaju użytego materiału, do 120°C. Na przykład, podczas korzystania z materiału PLA, ustawienie temperatury podgrzewanej platformy na 35-45°C podczas drukowania na płycie Bambu Cool Plate może skutecznie zapobiec odkształceniom. W przypadku materiałów takich jak ABS i PC, aby zapobiec odkształceniom, temperatura podgrzewanej platformy musi być ustawiona w zakresie 100-110°C do drukowania.
Maksymalny obszar drukowania powierzchni podgrzewanej platformy wynosi 350 x 320 mm². (Rzeczywisty obszar drukowania zależy od użytej dyszy; więcej szczegółów znajdziesz we Wprowadzeniu do pola roboczego dwóch dysz drukarki H2D
 |
 |
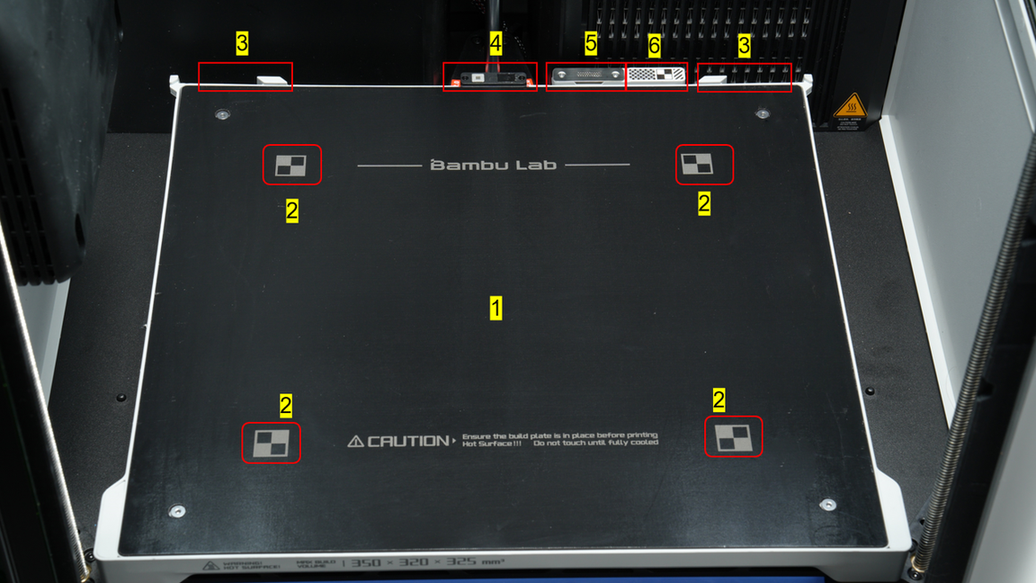
Podgrzewana platforma drukarki H2D składa się z następujących części:
| Nazwa modułu | 1 - Strefa grzania | 2 - Znacznik na powierzchni magnetycznej | 3 - Blok do pozycjonowania płyty roboczej | 4 - Cewka kalibracyjna przesunięcia dyszy |
|---|---|---|---|---|
| Funkcja | Powierzchnia grzejąca płytę roboczą | Kalibracja kamery BirdsEye oraz kamery podglądu na żywo | Pomoc dla poprawnego umieszczenia płyty roboczej | Służy do kalibracji przesunięć lewego i prawego hotendu, aby upewnić się, że pozycjonowanie obu jest dokładnie takie samo |
| Uwagi | Unikaj zarysowania miękkiej naklejki magnetycznej ostrymi przedmiotami | Unikaj zarysowania miękkiej naklejki magnetycznej ostrymi przedmiotami | Podczas umieszczania płyty roboczej możesz ją lekko przechylić i wsunąć do środka, a następnie położyć, gdy osiągnie pozycję graniczną. | Jeżeli w trakcie drukowania po wymianie dyszy zauważysz wyraźne przesunięcie warstw w modelu, zaleca się przeprowadzenie kalibracji przesunięcia dyszy. |
| Nazwa modułu | 5 - Stalowa blacha wycieraczki dyszy | 6 - Naklejka kalibracyjna | 7 - Wskaźnik stanu |
|---|---|---|---|
| Funkcja | Wyczyść dyszę i upewnij się, że powierzchnia dyszy pozostaje gładka | Do kalibracji kamery głowicy | Służy do wskazywania stanu drukarki i stanu zadania drukowania |
| Uwagi | Można ją usunąć i wymienić po poważnym zużyciu | Unikaj zarysowania naklejki ostrymi przedmiotami |
¶ Płyta robocza
Drukarka serii H2D jest wyposażona w teksturowaną płytę PEI.
Więcej informacji o naszych płytach roboczych można znaleźć w sekcji Wprowadzenie do płyt roboczych.
¶ System chłodzenia i ogrzewania
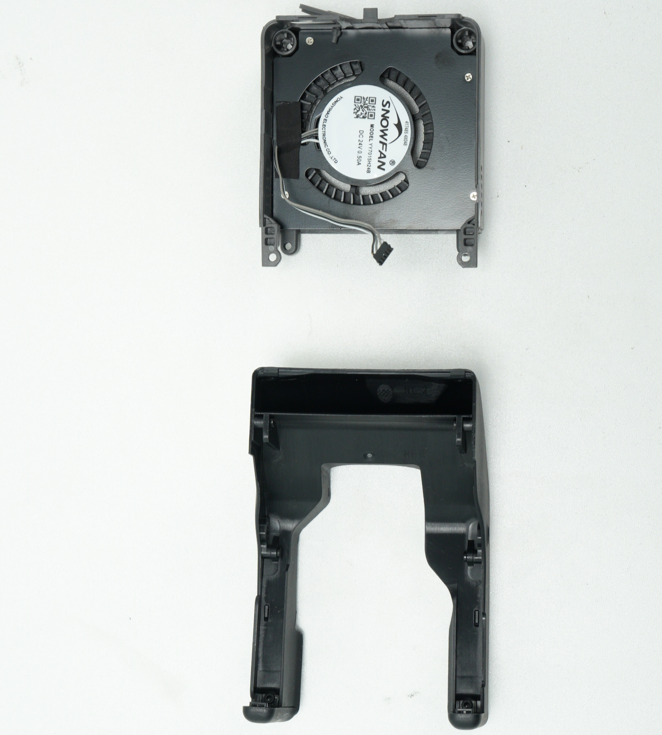
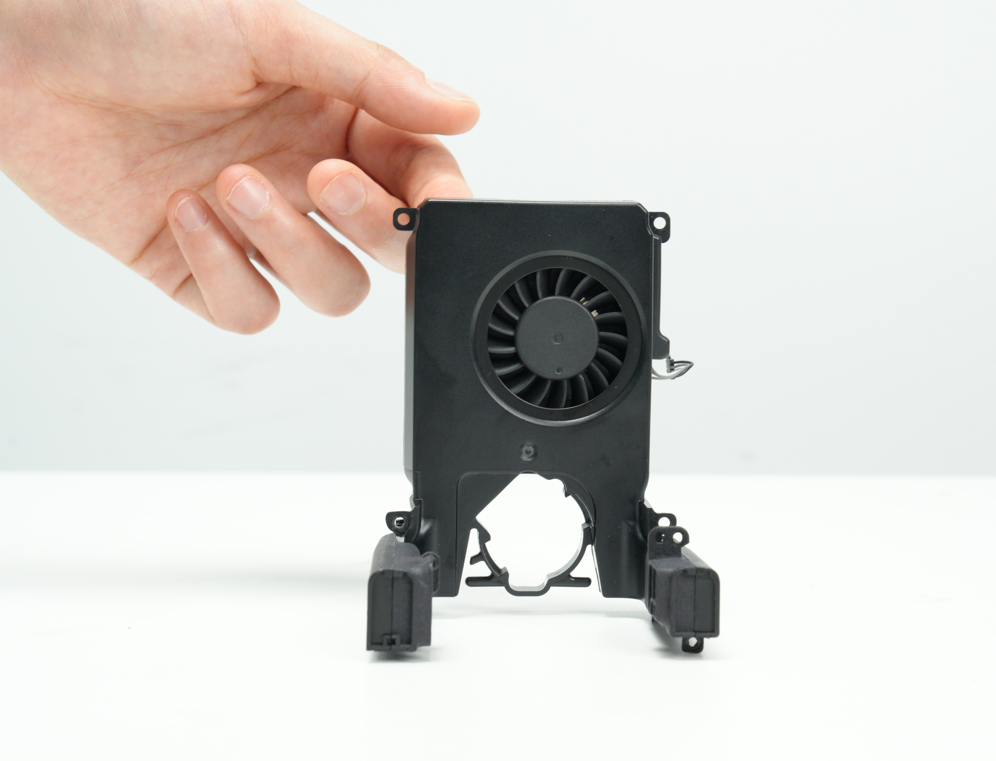
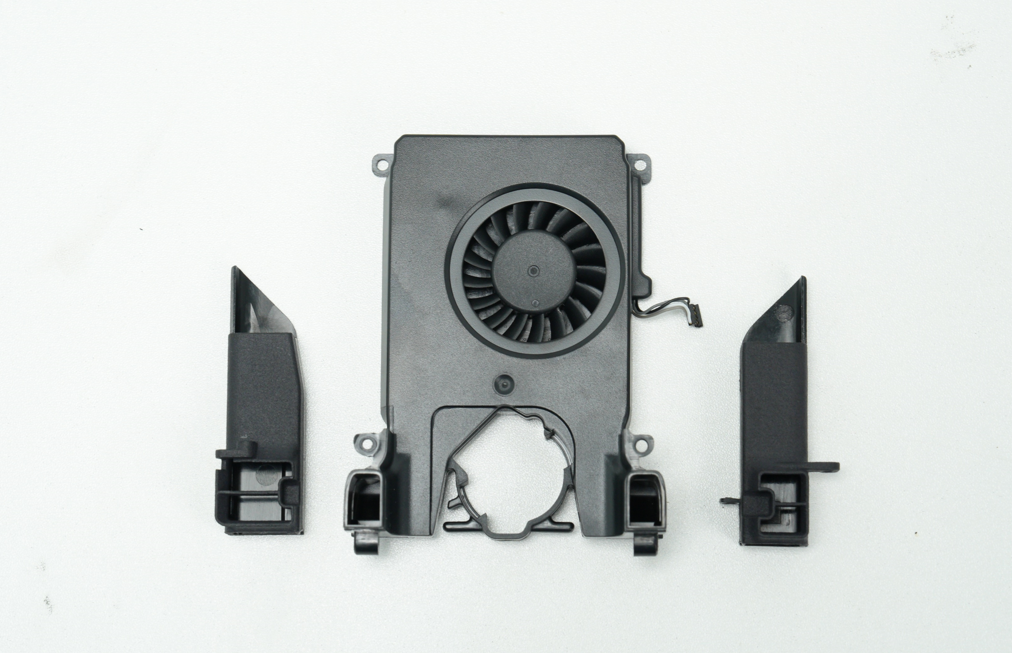
¶ Wentylator chłodzący wydruk i kanał powietrzny
Szybkie drukowanie wymaga dobrego chłodzenia drukowanych części. H2D jest wyposażony w dostosowany wentylator odśrodkowy 5015 i kanał powietrzny. Powietrze chłodzące wydmuchiwane przez wentylator będzie wdmuchiwane w okolice lewego i prawego hotendu przez kanał powietrzny, zapewniając w ten sposób szybkie chłodzenie drukowanych części na lewym i prawym hotendzie.
 |
 |
 |
 |
¶ Wentylator chłodzący hotend i kanał powietrzny
H2D jest wyposażony w wentylator chłodzący hotend i kanał powietrzny. Powietrze chłodzące wydmuchiwane przez wentylator jest kierowane do radiatorów lewego i prawego hotendu przez kanał powietrzny, aby utrzymać stabilną temperaturę hotendu i zapobiec przegrzaniu, co poprawia jakość wydruku i zmniejsza problemy z zatykaniem. Ponadto lewy hotend jest również wyposażony w blokadę wiatru. Aby uzyskać szczegółowe informacje na temat blokady wiatru, zapoznaj się z zasadą i funkcją podnoszenia i opadania lewego hotendu.
 |
 |
¶ Pomocniczy wentylator
H2D jest wyposażony w dodatkowy wentylator chłodzący po lewej stronie komory. W przypadku niektórych filamentów (takich jak PLA) dobre odprowadzanie ciepła pomaga poprawić wyniki drukowania. Włączenie wentylatora utworzy „warstwę przepływu powietrza” na wydruku, co pomoże w jak najszybszym utwardzeniu warstwy wydruku.
¶ Układ chłodzenia komory
Gdy drukarka uruchamia zewnętrzny wentylator wyciągowy, automatyczny górny otwór wentylacyjny i aktywny wylot komory z tyłu drukarki automatycznie się otworzą, aby dokładnie kontrolować temperaturę komory lub przepływ powietrza w komorze. Automatyczny górny otwór wentylacyjny działa jako wlot powietrza i współpracuje z aktywnym wylotem komory przy wylocie powietrza, aby zapewnić wystarczający dopływ powietrza dla systemu, jednocześnie zapewniając, że przepływ powietrza w komorze jest zgodny z oczekiwaniami i kontrolowany.
Gdy drukarka jest bezczynna lub podczas drukowania, jeśli ogrzewanie temperatury komory nie jest aktywowane, drukarka jest w trybie chłodzenia.
W trybie chłodzenia:
Klapka przełącznika filtra pozostaje otwarta;
Aktywny wylot komory i automatyczny górny otwór wentylacyjny otworzą się wraz z wentylatorem wyciągowym komory, aby zapewnić cyrkulację powietrza między komorą drukarki a światem zewnętrznym i obniżyć temperaturę wewnątrz wnęki.
Aby zrównoważyć hałas i efekt chłodzenia, prędkość wentylatora wyciągowego komory wzrośnie wraz ze wzrostem temperatury komory podczas drukowania. Gdy temperatura komory drukarki jest niska, a zapotrzebowanie na chłodzenie nie jest duże, wentylator wyciągowy komory zmniejszy swoją prędkość do 30%.
 |
 |
 |
 |
Podsumowując, automatyczny górny otwór wentylacyjny i aktywny wyciąg komory mają następujące dwie główne funkcje:
Podczas drukowania system automatycznie kontroluje otwieranie i zamykanie oraz wentylację zgodnie z rodzajem drukowanego filamentu i wykrywaniem temperatury komory, aby uzyskać precyzyjną kontrolę temperatury komory;
Gdy moduł laserowy pracuje, należy zapewnić wystarczający dopływ powietrza, aby pomóc gazom wydechowym i cząsteczkom generowanym przez działanie lasera w pełnym filtrowaniu przez element filtrujący przed wypuszczeniem ich na zewnątrz maszyny w celu zmniejszenia zanieczyszczenia. Jednocześnie kąt otwarcia otworu wentylacyjnego został starannie zaprojektowany, aby zapewnić wystarczający dopływ powietrza i uniknąć bezpośredniej ekspozycji lasera na zewnątrz urządzenia, zmniejszając w ten sposób potencjalne szkody dla ludzkiego ciała.
¶ System ogrzewania komory
Gdy komora jest podgrzewana, system cyrkulacji drukarki przełącza się na tryb ogrzewania, a aktywny wylot powietrza z komory i automatyczny górny otwór wentylacyjny są zamknięte. Aby zwiększyć przepływ powietrza i przyspieszyć wzrost temperatury podczas etapu wzrostu temperatury komory, klapa przełącznika filtra jest otwarta; podczas gdy na etapie utrzymywania temperatury komory klapa przełącznika filtra jest zamknięta, aby zapewnić efekt filtrowania.
 |
 |
Gdy na ekranie zostanie ustawiona temperatura komory, wybrany zostanie tryb grzania lub w pliku podziału zostanie skonfigurowana funkcja grzania w komorze, drukarka przejdzie w tryb grzania (jednak grzałka komory niekoniecznie musi znajdować się w trybie grzania).
Temperaturę komory ustawia się na ekranie drukarki, w Bambu Studio lub Bambu Handy, drukarka automatycznie przełączy się w tryb grzania, a grzałka komory zacznie działać.
Grzałka komory składa się z płyty grzewczej PTC i wentylatora cyrkulacji ciepła komory. Po ustawieniu temperatury komory, PTC będzie grzać z pełną mocą, a wentylator grzania komory będzie pracował z maksymalną prędkością. Gdy temperatura komory osiągnie ustawioną wartość, prędkość wentylatora grzania komory pozostanie niezmieniona, a moc PTC zmniejszy się, aby utrzymać temperaturę komory na stałej wartości.
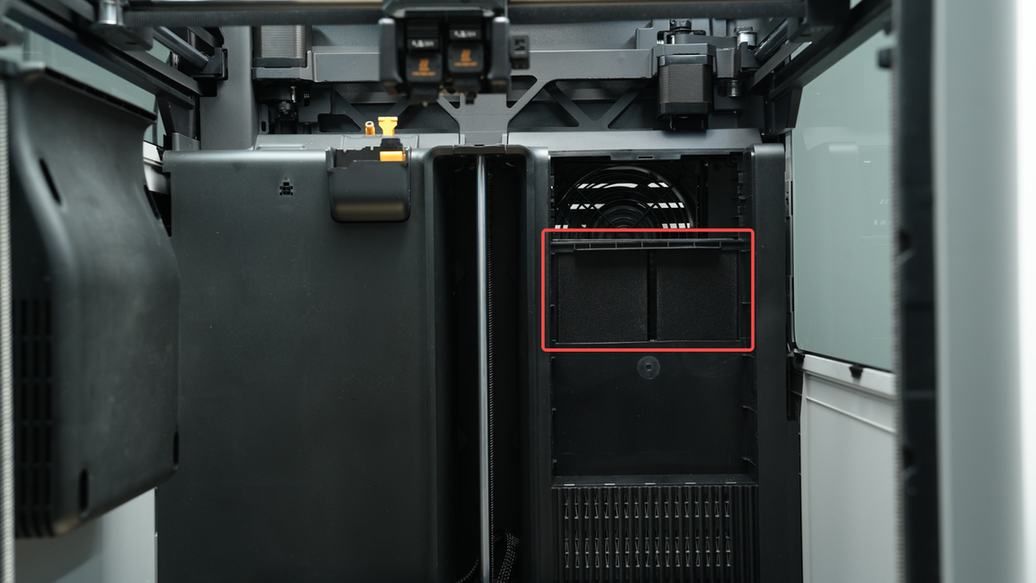
¶ Bufor filamentu
 |
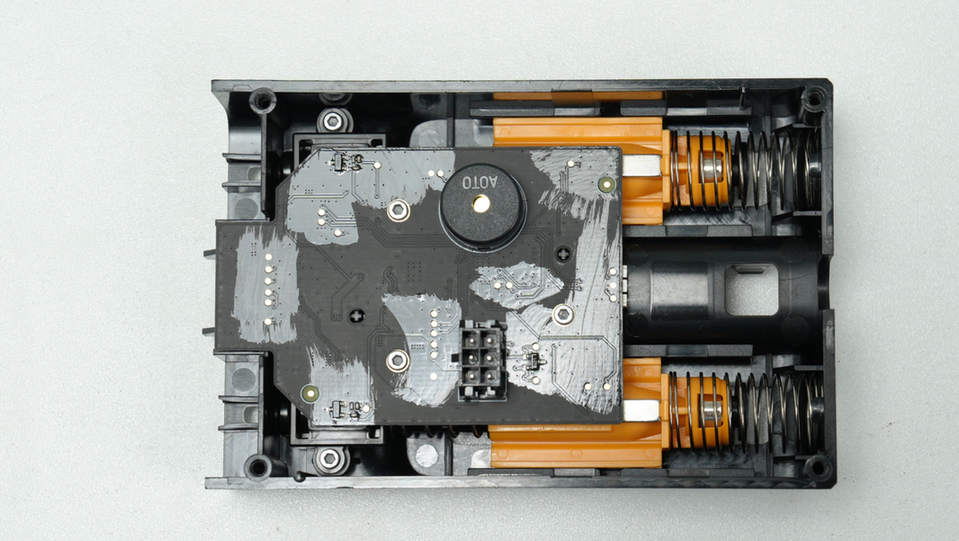 |
Bufor filamentu posiada dwa kanały filamentu, odpowiadające odpowiednio dwóm hotendom. Górny kanał buforu jest podłączony do prawego hotendu, a dolny jest podłączony do lewego hotendu. W połączeniu ze standardową długością rurki, która jest standardowo dostarczana przez producenta, opór podczas procesu podawania można zmniejszyć tak bardzo, jak to możliwe.
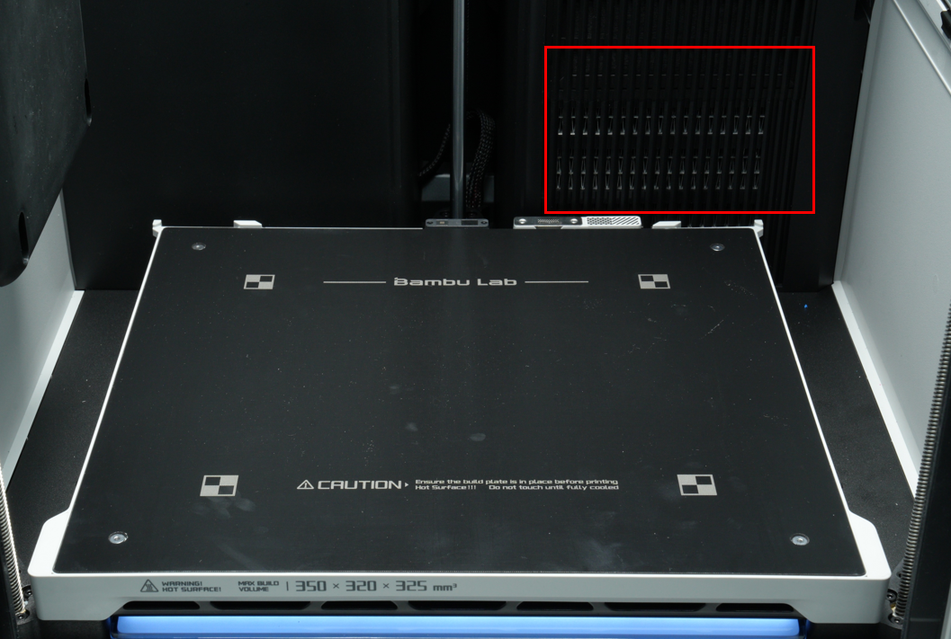
Podczas korzystania z bufora należy najpierw włożyć rurkę PTFE z uchwytu rurki z tyłu drukarki. Należy pamiętać, że musi być włożona do samego dołu i nie może być włożona głębiej. Można zobaczyć, że rurka PTFE jest na miejscu z otworu z przodu bufora. Podczas procesu na pokrywie płyty AP zaprojektowano ścieżkę prowadzącą, aby zapewnić płynne włożenie rurki na miejsce. Należy zauważyć, że ścieżka na pokrywie płyty AP może przejść tylko przez rurkę PTFE, aby poprowadzić filamenty do bufora. Jeśli rurka PTFE nie zostanie włożona, a filamenty zostaną włożone bezpośrednio, prawie niemożliwe jest pomyślne wysłanie filamentów do bufora.
 |
 |
Każdy kanał jest podzielony na część buforową i część wykrywania filamentu. Część buforowa obejmuje głównie suwak, magnes, dwie sprężyny i czujnik Halla; część wykrywająca włókna obejmuje głównie magnes, sprężynę i czujnik Halla.
¶ Część buforowa
Podstawowa zasada działania części buforowej polega na tym, że gdy AMS wpycha filament do ekstrudera głowicy, ciśnienie filamentu wypycha suwak w prawo i przechowuje niewielką część filamentu w buforze. Gdy ekstruder zużywa filament w buforze, suwak wraca na lewo. Położenie suwaka jest wykrywane przez czujnik i przekazywane z powrotem do AMS i drukarki w celu dostosowania prędkości podawania.
Ponadto, podczas drukowania z zewnętrznej szpuli, część buforowa ma również funkcję wykrywania splątania materiału, która może wykryć, czy zewnętrzna szpula jest splątana. W przeciwieństwie do bufora serii X1/P1, H2D ma sprężynę zapobiegającą splątaniu filamentu po drugiej stronie sprężyny buforowej. Gdy filament wchodzi do drukarki, opór wzrasta (na przykład, gdy filament jest splątany), a głowica nadal wytłacza, suwak przesuwa się w lewo. Po przebyciu pewnej odległości wartość zwrotna czujnika Halla przekracza próg i zostanie ocenione, że filament jest splątany. Drukarka wyświetli monit HMS, aby poinformować użytkownika o konieczności zajęcia się nim, realizując funkcję wykrywania splątania filamentu.
¶ Część wykrywania filamentu
H2D posiada funkcję wykrywania filamentu w buforze. W przypadku użycia z oficjalnym portem rozszerzenia umożliwia pojedynczemu hotendowi pracę z maksymalnie czterema jednostkami AMS, eliminując hub AMS wymagany dla X1/P1.
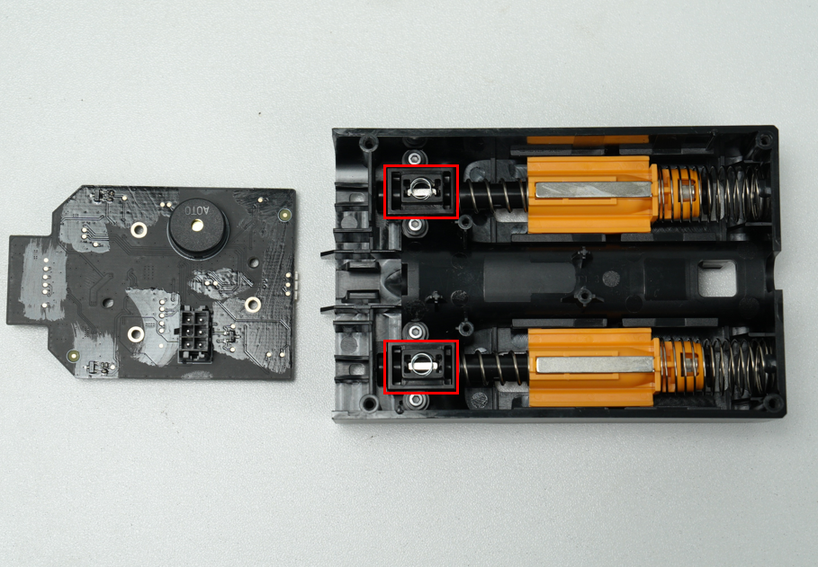
W części wykrywającej filament znajduje się magnes. Gdy nie ma filamentu, magnes jest dociskany przez sprężynę do pozycji z dala od czujnika Halla. Gdy filament jest, magnes jest przez niego podnoszony i zbliżany do czujnika Halla, realizując funkcję wykrywania filamentu.
 |
 |
¶ Napinacz paska
H2D ma regulowany napinacz paska z tyłu. Monitor naprężenia paska (BTM) będzie monitorował naprężenie paska i przekazywał informacje zwrotne, aby dostosować naprężenie paska w celu uzyskania optymalnej wydajności.

¶ Elementy elektryczne
Wewnątrz H2D znajduje się wiele elementów elektronicznych. Oto wprowadzenie do niektórych z najważniejszych:
¶ Główna płyta sterująca
H2D ma dwa typy głównych płyt sterujących, jedna odpowiada za interaktywne przetwarzanie logiczne, a druga za przetwarzanie sterowania całej jednostki ruchu maszyny.
¶ Płyta główna AP
Płyta główna AP zawiera czterordzeniowy procesor i połączenia wymagane dla różnych urządzeń elektronicznych podłączonych do drukarki.
Procesor obsługuje inteligentne funkcje H2D (w tym wykrywanie AI, kalibrację przepływu i kompensację drgań) oraz połączenie między oprogramowaniem do krojenia/aplikacją mobilną a drukarką.
¶ Płyta sterowania ruchem MC
Płyta sterowania ruchem zawiera podwójny M4-rdzeniowy MCU, pojedynczy M7-rdzeniowy MCU, sterowniki krokowe i połączenia z różnymi układami elektronicznymi ruchu drukarki, zapewniając: sterowanie ruchem xyz, sterowanie temperaturą komory, sterowanie temperaturą podgrzewanego stołu, wykrywanie stanu komory (drzwi, pokrywa górna, przełącznik panelu bocznego i wykrywanie typu szkła) oraz sterowanie systemem cyrkulacji (sterowanie cyrkulacją powietrza i kanałem przepływu)
Płyta MC steruje rzeczywistym ruchem i ogólnym stanem drukarki po uzyskaniu strumienia kodu G z procesora.
¶ Interfejs pamięci USB
H2D ma interfejs USB-A, obsługujący protokół USB2.0, który może być używany do inicjowania drukowania offline i przechowywania plików wideo poklatkowych na dysku USB.
¶ Ekran
H2D jest wyposażony w 5-calowy ekran dotykowy 1280*720, w połączeniu z płynniejszym interfejsem użytkownika, aby zapewnić bezproblemową obsługę.
¶ Kamera dyszy
H2D jest wyposażony w kamerę dyszy, która obsługuje 1080p 10fps (do 30fps), co pozwala wykrywać zlepianie się hotendu, drukowanie w powietrzu, wykrywanie spaghetti i kalibrację położenia kosza na śmieci.
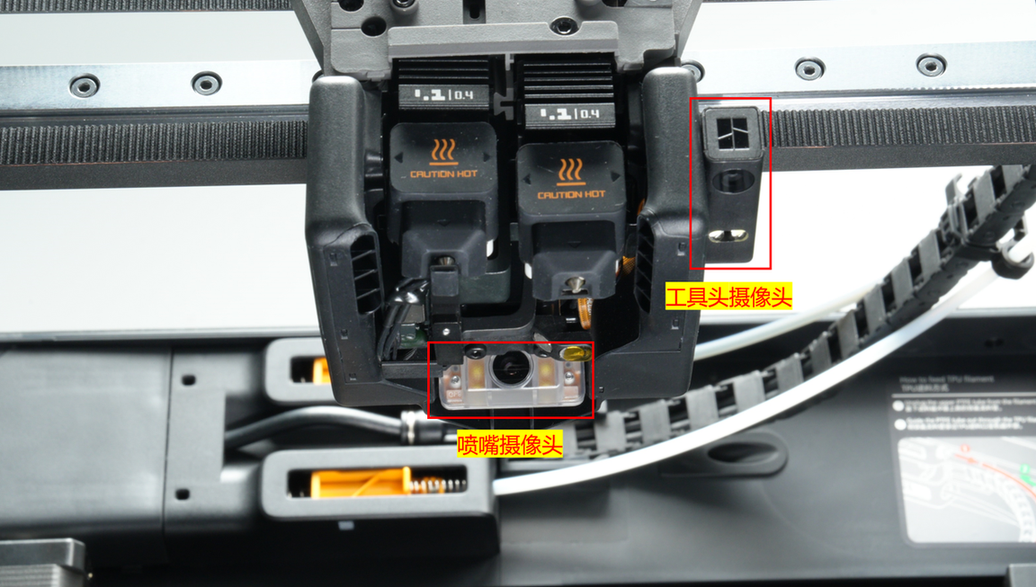
¶ Kamera głowicy
H2D jest wyposażony w kamerę głowicy, która obsługuje 1080p 30fps i może być używana do kalibracji dokładności ruchu, precyzyjnej kalibracji przesunięcia dyszy, rozpoznawania kodu identyfikacyjnego płyty roboczej i platformy laserowej.
¶ Kamera podglądu na żywo
H2D jest wyposażony w kamerę podglądu na żywo, która obsługuje 1080p 30fps, co umożliwia podgląd na żywo wewnątrz komory drukarki, timelapse i niezbędne funkcje wykrywania AI.

¶ Kamera BirdsEye (opcjonalna w module drukującym i niezbędna w module lasera)
Drukarka H2D może być opcjonalnie wyposażona w kamerę BirdsEye 4K, maksymalnie 15 kl./s, aby spełnić inteligentne funkcje wykrywania i rozpoznawania w rozszerzonych scenariuszach laserowych i tnących.

¶ Światło LED
Lewy i prawy słupek H2D są wyposażone w listwę świetlną LED, aby zapewnić odpowiednie oświetlenie w komorze.
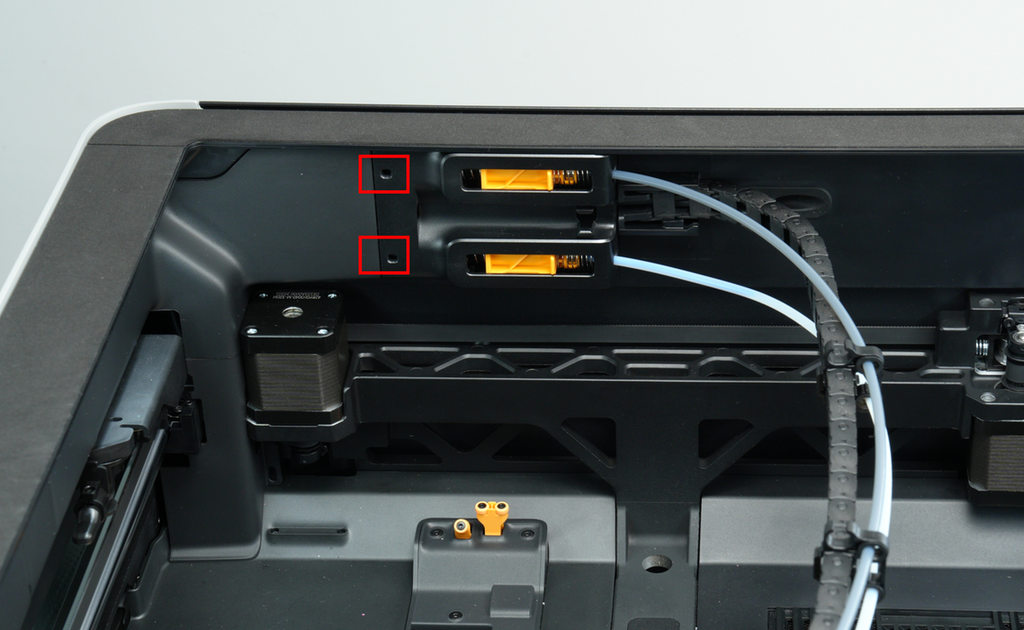
¶ Przycisk Start/Pauza
Zadania laserowe wymagają nadzoru osobistego. Dlatego po wysłaniu zadania laserowego lub zadania wykrawania w oprogramowaniu do wstępnego przetwarzania operator musi nacisnąć przycisk start znajdujący się w prawym górnym rogu drukarki, aby rozpocząć zadanie.
Przyszłe aktualizacje oprogramowania układowego będą również obsługiwać wstrzymywanie zadań laserowych i wykrawania, ale wstrzymywanie zadań drukowania będzie wymagało dotknięcia przycisku pauzy na ekranie dotykowym.

¶ Klucz bezpieczeństwa
Aby zapewnić zgodność z odpowiednimi przepisami bezpieczeństwa, drukarka H2D jest wyposażona w gniazdo klucza bezpieczeństwa, które musi być włożone za pomocą klucza bezpieczeństwa (moduł drukowania i cięcia) lub przycisku zatrzymania awaryjnego z kluczem bezpieczeństwa (moduł lasera), aby włączyć zasilanie. Jeśli drukarka nie włącza się prawidłowo po podłączeniu zasilania drukarki i włączeniu przełącznika zasilania, koniecznie to sprawdź.

¶ Przycisk zatrzymania awaryjnego (opcjonalny w module drukowania i cięcia, a niezbędny w module laserowym)
Jeśli chcesz użyć funkcji lasera, musisz zainstalować przycisk zatrzymania awaryjnego z kluczem bezpieczeństwa i włożyć wtyczkę przycisku zatrzymania awaryjnego do gniazda klucza bezpieczeństwa z tyłu drukarki.
Ktoś musi nadzorować zadanie lasera przez cały proces i nacisnąć przycisk zatrzymania awaryjnego na czas, aby odciąć zasilanie w nagłych wypadkach, aby przygotować się na potencjalne sytuacje awaryjne w dowolnym momencie.
Wskazówki: Z tyłu drukarki znajduje się wstępnie zainstalowany klucz bezpieczeństwa i przycisk zatrzymania awaryjnego. Należy go prawidłowo przechowywać po wyjęciu klucza bezpieczeństwa z tyłu drukarki.


Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.