¶ Wprowadzenie
Zapewnienie czystej i drożnej dyszy jest kluczowe podczas procesu drukowania 3D, ponieważ ma bezpośredni wpływ na jakość i wydajność druku. Dzięki inteligentnemu silnikowi ekstrudera H2 opracowaliśmy praktyczną funkcję, która umożliwia użytkownikom efektywne czyszczenie dyszy. Zdecydowanie zalecamy włączenie tej funkcji do rutynowej konserwacji, aby skutecznie wydłużyć żywotność dyszy.
Oto kilka sytuacji, w których konserwacja podczas drukowania na zimno jest konieczna:
- Częste błędy przeciążenia silnika ekstrudera: Jeśli silnik ekstrudera często zgłasza błędy przeciążenia przy normalnych warunkach drukowania, oznacza to nadmierny opór dyszy i wymaga natychmiastowego czyszczenia.
- Przed przejściem na filament TPU: TPU jest bardzo wrażliwy na opór dyszy. Jeśli wcześniej używane były inne materiały, zalecamy wykonanie drukowania na zimno przed drukowaniem z TPU, aby zapewnić płynne wytłaczanie.
Uwaga: Jeśli dysza jest całkowicie zatkana i nie można jej wyczyścić za pomocą standardowej procedury płukania, należy najpierw zapoznać się z procedurą udrażniania głowicy. Po usunięciu zatoru należy kontynuować drukowanie na zimno.
Kryteria testu całkowitego zatkania dyszy:
Po zamontowaniu dyszy na ekstruderze i stałym podgrzaniu jej do 250°C, należy wykonać test podawania filamentu PLA lub PETG. Jeśli z końcówki dyszy nie wydobywa się stopiony materiał lub wytłaczanie jest znacznie niższe niż normalnie, dyszę uznaje się za całkowicie zatkaną.
¶ Dobór parametrów procesu Cold Pull
W serii testów ustaliliśmy, że PLA i PETG doskonale sprawdzają się w procesie Cold Pull. Inne filamenty wykazały się słabą wydajnością podczas procesu Cold Pull, ponieważ są podatne na rozrywanie, pozostawiając resztki wewnątrz dyszy. W przypadku czyszczenia filamentów innych producentów, przed użyciem należy uważnie przeczytać instrukcję i upewnić się, że są one używane w odpowiednich warunkach. Poniżej znajduje się przewodnik po doborze parametrów procesu Cold Pull:
¶ Wybór ekstrudera
Zarówno lewy, jak i prawy ekstruder obsługują funkcję automatycznego Cold Pull. Jeśli wykonujesz Cold Pull na dyszy HF, zalecamy użycie odpowiedniego ekstrudera, aby znacznie zwiększyć skuteczność Cold Pull.
¶ Wybór dyszy
W tym miejscu należy wprowadzić parametry dyszy, którą chcesz poddać procesowi cold pull. Ze względu na różnice w parametrach geometrycznych różnych dysz, dla każdego typu dyszy zdefiniowaliśmy odpowiednie parametry.
¶ Wybór filamentu
Filamenty cold pull muszą spełniać trzy podstawowe funkcje:
Przeprowadzić płukanie w oparciu o temperaturę płukania, aby usunąć wszelkie pozostałości filamentu wewnątrz dyszy.
Wypełnić dyszę w oparciu o temperaturę drukowania filamentu.
Schłodzić się do temperatury cold pull i stosować cold pull, aby usunąć wewnętrzne zanieczyszczenia. Różne modele dysz mogą wymagać różnych filamentów cold pull:
Dysza Standard Flow: PLA lub PETG jest zalecany jako filament cold pull.
Dysza High Flow: PETG jest preferowany do cold pull ze względu na lepszą rozciągliwość.
¶ Wybór temperatury płukania
Możesz wybrać odpowiednią temperaturę płukania na podstawie najwyższej temperatury filamentu, z jaką dysza była wcześniej używana:
250°C: Odpowiednia dla filamentów niskotemperaturowych, takich jak PLA, PETG, TPU, PVA itp.
290°C: Odpowiednia dla filamentów wysokotemperaturowych, takich jak ABS, ASA, PA, PC, PET itp.
320°C: Odpowiednia dla filamentów ultrawysokotemperaturowych, takich jak PPS, PPA itp.
Jeśli nie masz pewności, jaką temperaturę wybrać, możesz oprzeć temperaturę płukania na najwyższej temperaturze użytkowania posiadanych filamentów.
¶ Wybór temperatury Cold Pull
Cold Pull polega na precyzyjnej kontroli temperatury dyszy (zaleca się ustawienie jej na 20-30°C powyżej temperatury zeszklenia filamentu) i wykorzystaniu lepkosprężystości materiału do fizycznego usuwania zanieczyszczeń ze ścianek dyszy. H2 posiada wstępnie skonfigurowane tabele parametrów, które możesz elastycznie dostosowywać w zależności od skuteczności Cold Pull i wskaźnika powodzenia. Sugerowany krok regulacji wynosi 5°C. Szczegółowe instrukcje dotyczące regulacji są następujące:
Jeśli wystąpi znaczny opór, a filament łatwo pęka podczas przeciągania na zimno, zaleca się zwiększenie temperatury przeciągania na zimno.
Jeśli filament pęka z minimalnym oporem podczas przeciągania na zimno, zaleca się obniżenie temperatury przeciągania na zimno.
¶ Proces przeciągania na zimno
¶ Operacja wyboru parametrów:
Dla przykładu, przeprowadzimy operację Cold Pull z użyciem dyszy o standardowym przepływie (SF) 0,4 i filamentu PLA:
¶ Demontaż rurki PTFE:

¶ Automatyczne płukanie i cold pull:
Po ustawieniu głowicy i stołu roboczego w wyznaczonych pozycjach, należy odciąć co najmniej 30 cm filamentu i załadować go do odpowiedniej głowicy.
 |
 |
|---|
Podczas tego procesu maszyna automatycznie przeprowadzi płukanie i uzupełnianie filamentu. Gdy temperatura spadnie do ustawienia dla przeciągania na zimno, ekstruder automatycznie i powoli rozpocznie przeciąganie na zimno.
Uwaga:
Po przejściu urządzenia w tryb automatyczny dysza się nagrzeje. Nie dotykaj dyszy, aby uniknąć oparzeń.
Podczas automatycznego płukania i procesu przeciągania na zimno w urządzeniu może wydobywać się dym z powodu wysokiej temperatury przeciągania. Zamknij przednią i górną pokrywę urządzenia i poczekaj na zakończenie płukania przed ich otwarciem.
¶ Przeciąganie na zimno wykonywane przez użytkownika:
Podczas przeciągania na zimno temperatura dyszy pozostanie na poziomie ustawionej temperatury. Unikaj bezpośredniego kontaktu z dyszą, aby uniknąć oparzeń.
Po wyświetleniu przez urządzenie komunikatu o konieczności ręcznego przeciągania na zimno, chwyć filament nad ekstruderem i powoli przeciągnij go do góry. Podczas przeciągania na zimno przeciągaj filament powoli; nadmierna prędkość lub niewłaściwy kąt mogą spowodować pęknięcie filamentu.

¶ Ocena efektu Cold Pull:
Po zakończeniu wyciągania filamentu (poniższy rysunek przedstawia dyszę HF), zwróć uwagę na następujące wskaźniki jakości:
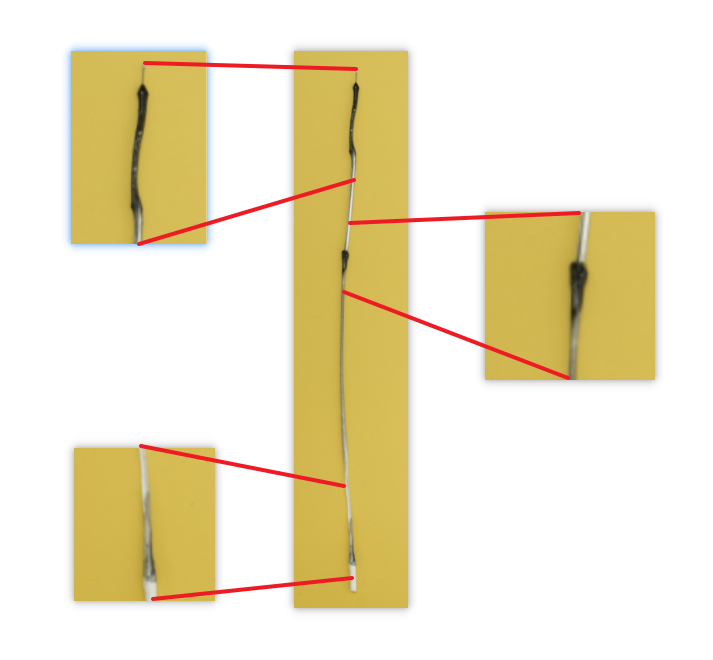
Spójność koloru: Wyciągnięty filament nie powinien zawierać żadnych obcych zanieczyszczeń ani zwęglonych osadów.
Czystość powierzchni: Powierzchnia wyciąganego filamentu powinna mieć jednorodny stan stopienia, bez ziarnistego spieku.
Zdecydowanie zalecamy wielokrotne powtarzanie procesu Cold Pull, aż wytłoczony filament będzie miał czystą powierzchnię bez nieprawidłowych pozostałości (poniższy rysunek przedstawia dyszę HF).

¶ Ponowna instalacja rurki PTFE:

Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.