¶ Równe szczeliny w górnej warstwie (niedostateczne wytłaczanie)
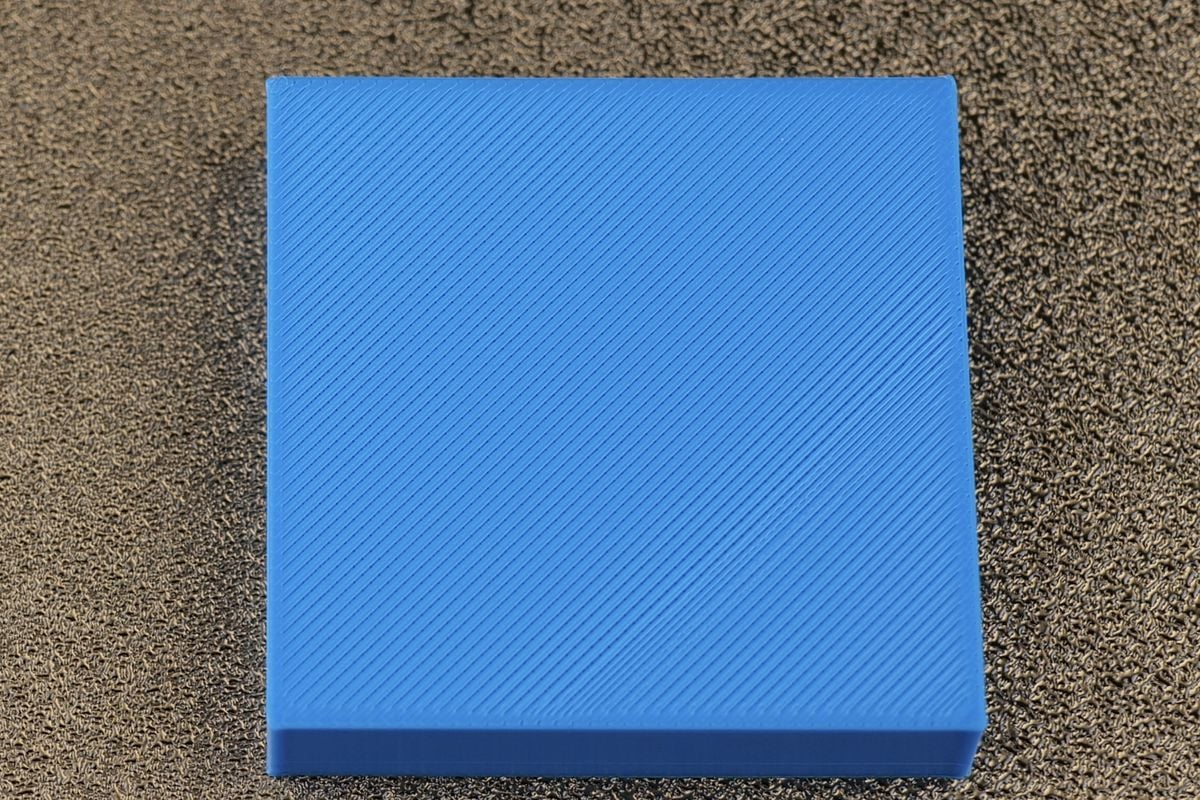
W poniższym przykładzie górna warstwa wydruku ma równe odstępy między wydrukowanymi liniami.
¶ Problemy z natężeniem przepływu
Najczęstszą przyczyną tego problemu jest nieco za niska wartość współczynnika przepływu (Flow Ratio) w sekcji Filament Settings.
W poniższym przykładzie wartość jest ustawiona na 0.98 , co jest uważane za normalne dla filamentu PLA z X1C. Aby rozwiązać ten problem, zwiększenie natężenia przepływu do 1.00 powinno rozwiązać problem i zapewnić lepsze wyniki.
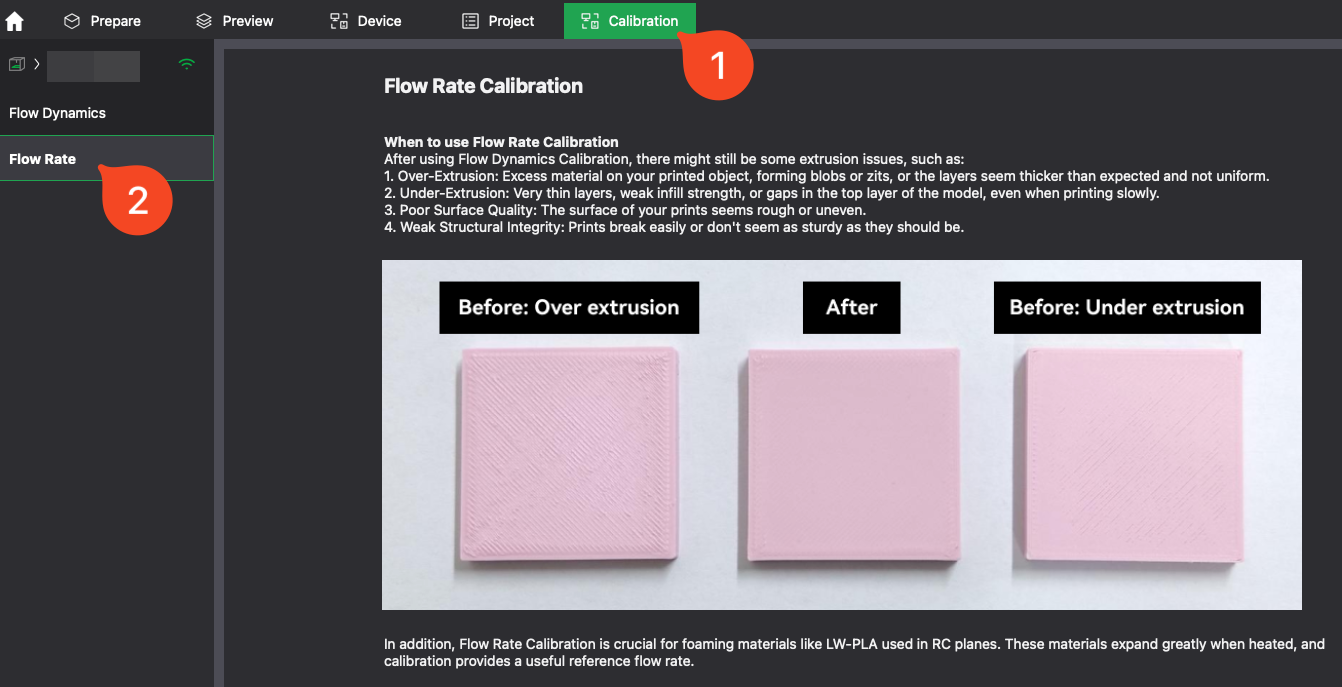
Najlepszym sposobem na rozwiązanie tego problemu jest skorzystanie z procesu kalibracji dostępnego w Bambu Studio, w zakładce Calibration.
WAŻNE: Na natężenie przepływu może mieć wpływ częściowo zatkana dysza, zanieczyszczenia wewnątrz ekstrudera i ścieżka filamentu powodująca dodatkowy opór na filamencie.
Zdecydowanie zalecamy wykonanie kalibracji natężenia przepływu dopiero po sprawdzeniu elementów wymienionych powyżej. W przeciwnym razie wyniki będą nieprawidłowe.
¶ Problemy z ekstruderem
Inna przyczyna niedostatecznego wytłaczania może być związana z ekstruderem. Jeśli konserwacja ekstrudera nie była przeprowadzana przez dłuższy czas, koła zębate ekstrudera nie będą się obracać tak płynnie.
Resztki filamentu mogą również osadzać się na przekładniach ekstrudera, co prowadzi do niedostatecznego wytłaczania z powodu mniejszej przyczepności.
Zdecydowanie zalecamy czyszczenie ekstrudera, jeśli na wydruku występuje niedostateczna ekstruzja, przed wykonaniem jakiejkolwiek kalibracji. (Procedura opisana w tym artykule)
¶ Częściowe zatkanie dyszy
Częściowe zatkanie dyszy może prowadzić do niedostatecznego lub nierównomiernego wytłaczania.
Różne typy filamentu lub stopiony filament mogą osadzać się wewnątrz hotendu, co zmienia wydajność dyszy.
Rozwiązaniem tego problemu jest wykonanie kilku zimnych pociągnięć, aby upewnić się, że dysza jest wolna od wszelkich zanieczyszczeń. (Procedura opisana w tym artykule)
Zdecydowanie zalecamy wyczyszczenie głowicy, jeśli na wydruku występuje niedostateczna ekstruzja, przed wykonaniem jakiejkolwiek kalibracji.
¶ Nierówne odstępy w górnej warstwie
W poniższym przykładzie górna warstwa wydruku ma niespójne odstępy między wydrukowanymi liniami.

¶ Nieprawidłowy rozmiar dyszy
Najczęstszą przyczyną takich niespójnych warstw wierzchnich jest użycie niewłaściwej dyszy podczas krojenia modelu w Bambu Studio.
W tym konkretnym przykładzie plik został pokrojony przy użyciu dyszy 0,6 mm, podczas gdy faktyczna dysza zainstalowana w drukarce miała 0,4 mm.
Bambu Studio wdrożyło pewne procedury kontrolne, aby uniknąć tego problemu, ale jeśli napotkasz takie wyniki, sprawdź dyszę zainstalowaną w drukarce i wartość używaną w Bambu Studio.
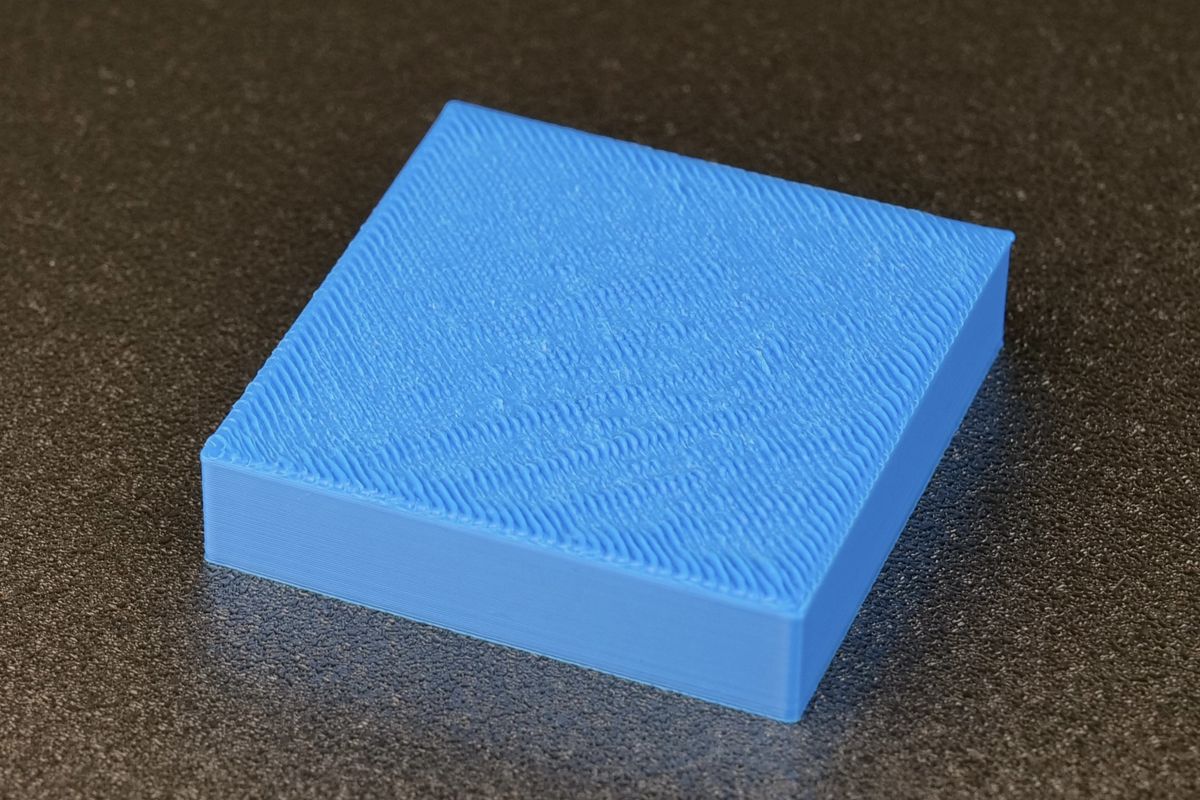
¶ Górne warstwy zachodzą na siebie
W poniższym przykładzie górna warstwa ma nakładające się linie, a podczas drukowania słychać szlifowanie dyszy nad warstwami.
¶ Zbyt wysokie natężenie przepływu
Najczęstszym problemem związanym z tym problemem jest nadmierne wytłaczanie. Dzieje się tak, jeśli wartość natężenia przepływu jest ustawiona zbyt wysoko w slicerze.
Zwykle ten problem pojawia się, gdy domyślne wartości natężenia przepływu zostaną zmienione po kalibracji wykonanej przy zabrudzonym ekstruderze lub częściowo zatkanej głowicy.
WAŻNE: Bardzo rzadko zdarza się, że włókno wymaga wartości natężenia przepływu większej niż 1,00 w profilu filamentu.
Jeśli przeprowadziłeś kalibrację i natężenie przepływu przekracza tę wartość, zalecamy wyczyszczenie ekstrudera oraz hotendu przed przeprowadzeniem kalibracji natężenia przepływu.
¶ Nieprawidłowy wybór dyszy w slicerze
Inną przyczyną nakładania się linii górnej warstwy jest wybór niewłaściwej dyszy w slicerze.
Przykładowo, jeśli model 3D zostanie pocięty pod dyszę 0,6 mm i wydrukowany z zainstalowaną na drukarce dyszą 0,4 mm, efekt może być podobny do pokazanego na rysunku.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.