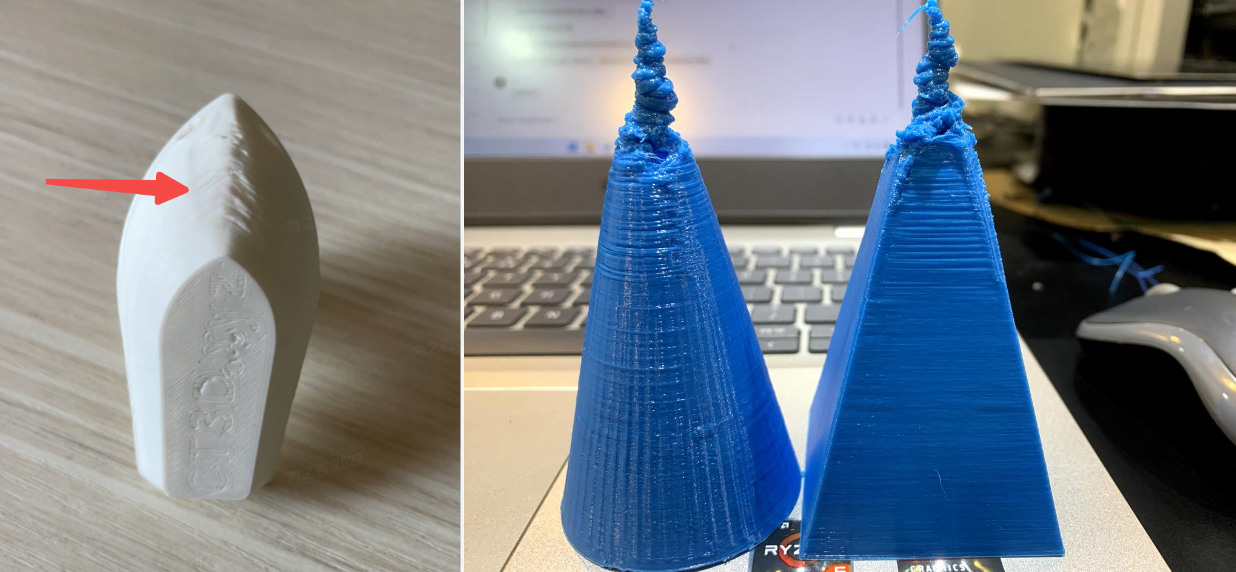
Chłodzenie jest ważne dla jakości druku drukarek FDM, zwłaszcza gdy model ma zwisy, mostki, lub ostre, drobne detale. Poniżej znajdują się zdjęcia niektórych modeli o złej jakości podczas drukowania bardzo szybko, ale chłodzenie jest niewystarczające.
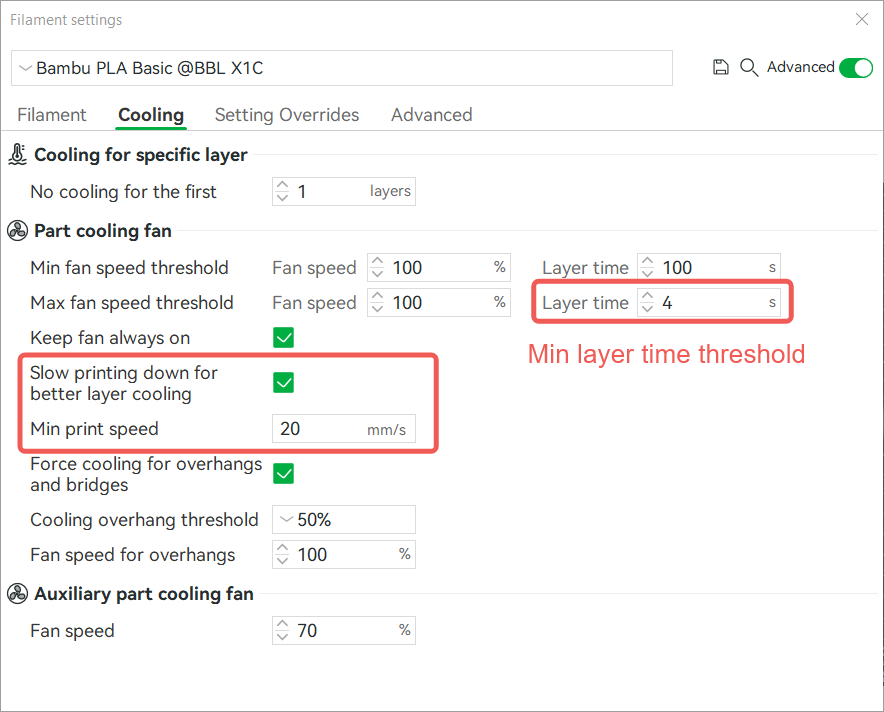
Ustawienia chłodzenia są dostępne na stronie filamentów. Pełna strona jest pokazana poniżej.
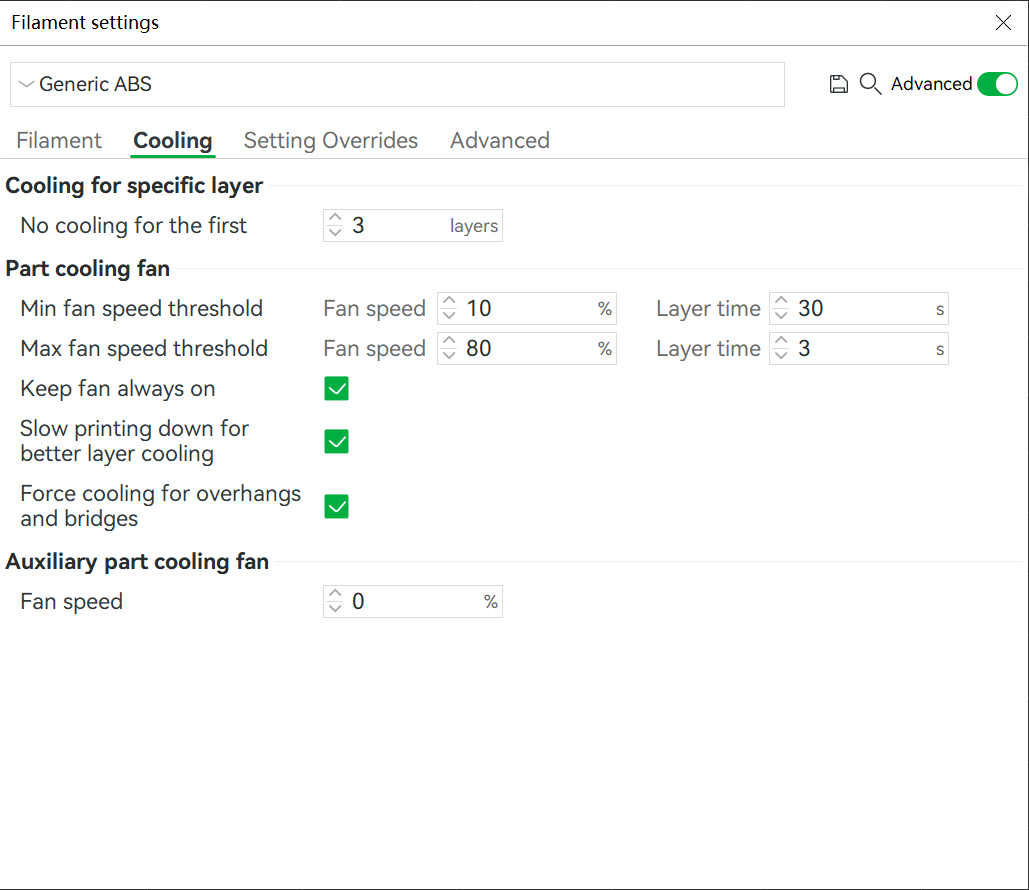
Te ustawienia kontrolują prędkość wentylatora chłodzącego i ograniczają prędkość drukowania każdej warstwy. Niektóre ustawienia mogą nie być łatwe do zrozumienia, dlatego w dalszej części omówimy je bardziej szczegółowo.
¶ Specyfikacja ustawień chłodzenia
¶ Chłodzenie określonej warstwy (Cooling for specific layer)
Pierwsze ustawienie to "No cooling for the first X layers". Służy do wyłączania wszystkich wentylatorów dla pierwszych X warstw. Na przykład drukarka X1 Carbon ma jeden wentylatora chłodzący wydruk na ekstruderze i jeden pomocniczy wentylator po lewej stronie maszyny.
Kiedy wartość tego ustawienia wynosi 3, oznacza to że powyższe dwa wentylatory są wyłączone podczas drukowania pierwszych 3 warstw. Może to poprawić przyczepność modelu do stołu.
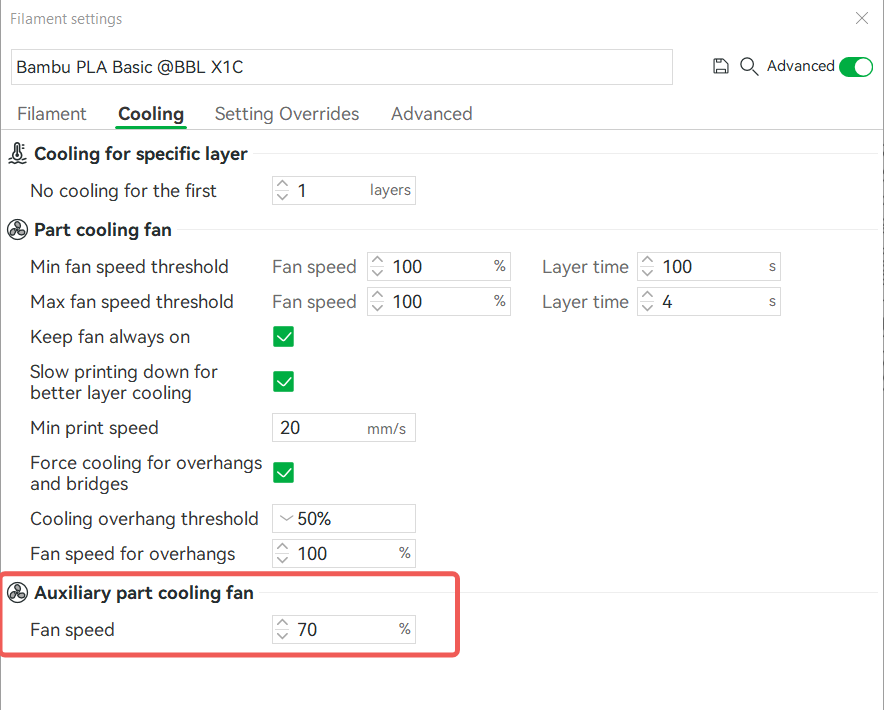
¶ Wentylator pomocniczy (Auxiliary part cooling fan)
Jest to prędkość pomocniczego wentylatora chłodzącego wydruk, który podczas drukowania pracuje ze stałą prędkością i nie można jej zmienić automatycznie. W przypadku drukarek, które nie są wyposażone w pomocniczy wentylator, to ustawienie jest ignorowane.
¶ Wentylator chłodzący wydruk (Part cooling fan)
¶ Prędkość wentylatora (Fan speed)
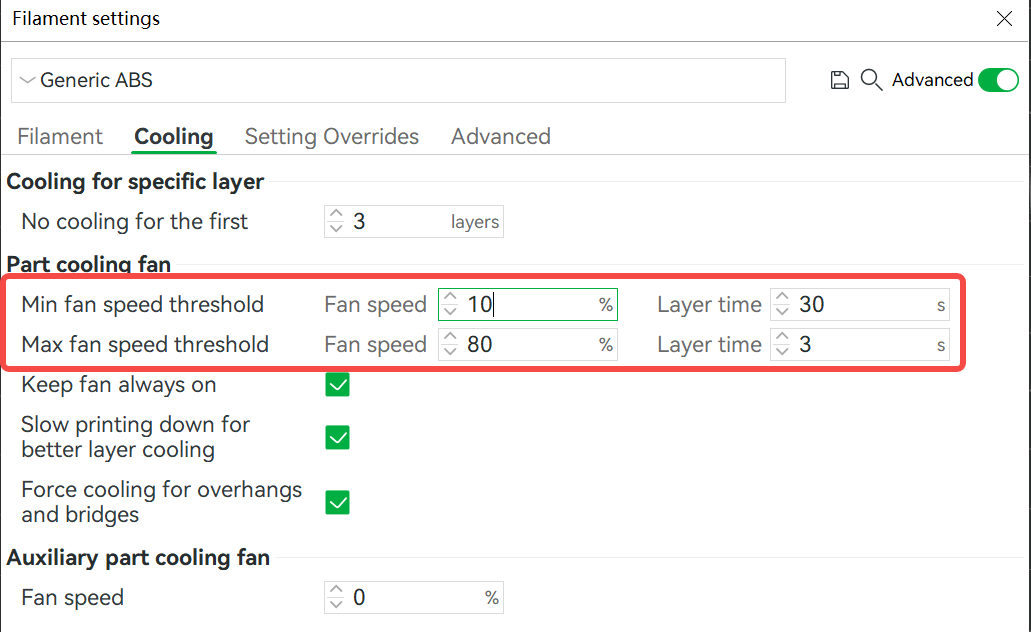
Prędkość wentylatora chłodzącego wydruk jest zmienna w zależności od czasu drukowania warstwy. Jest kontrolowana przez dwa progi prędkości i dwa progi czasu warstwy.
W skrócie, gdy rzeczywisty czas warstwy mieści się pomiędzy tymi dwoma progami, prędkość wentylatora jest obliczana na podstawie interpolowanej wartości dwóch progów prędkości.
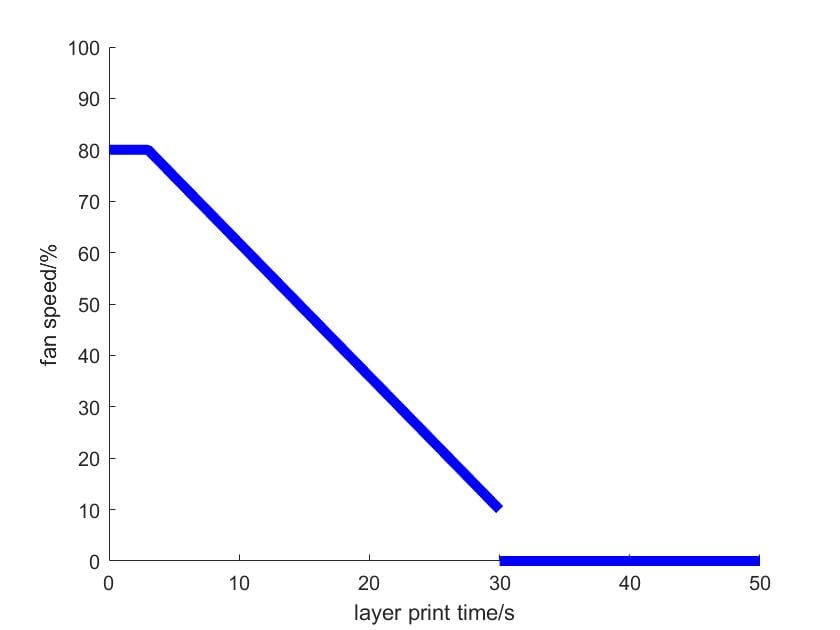
Dla przykładu - dwa progi prędkości wentylatora wynoszą 10% i 80%, a odpowiednie progi czasu warstwy wynoszą 30 sekund i 3 sekundy. Gdy czas drukowania jednowarstwowego nie przekracza 3 sekund, prędkość wentylatora osiągnie 80%, a gdy czas drukowania jednowarstwowego osiągnie 30 sekund, prędkość wentylatora spadnie do 10%. Gdy rzeczywisty czas drukowania jednowarstwowego wynosi od 3 do 30 s, prędkość wentylatora jest obliczana na podstawie wartości interpolacji dwóch progów prędkości, co oznacza, że prędkość wentylatora będzie wynosić od 10% do 80%.
W takiej sytuacji, o końcowej prędkości wentylatora podczas drukowania jednej warstwy decyduje czas drukowania tej warstwy według poniższej krzywej.
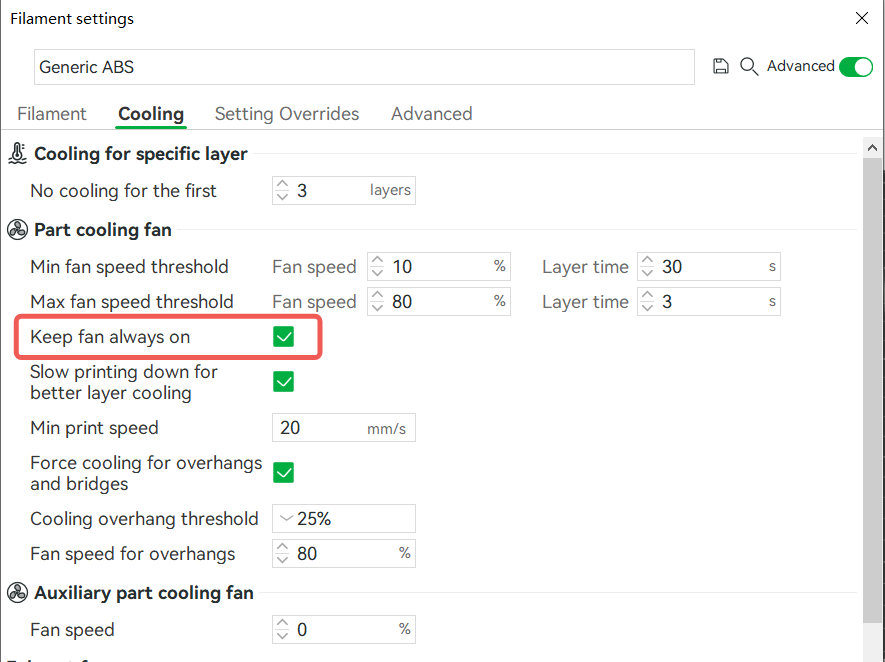
Ale to jeszcze nie koniec. Innym ustawieniem, które również wpływa na prędkość wentylatora chłodzącego część, jest "Keep fan always on (Włącz wentylator na stałe)". Jeśli włączysz to ustawienie, wentylator chłodzący wydruk nigdy nie zostanie zatrzymany i będzie pracował co najmniej z minimalną prędkością, aby zmniejszyć częstotliwość uruchamiania i zatrzymywania. Minimalną prędkość definiuje się w "Min fan speed threshold".
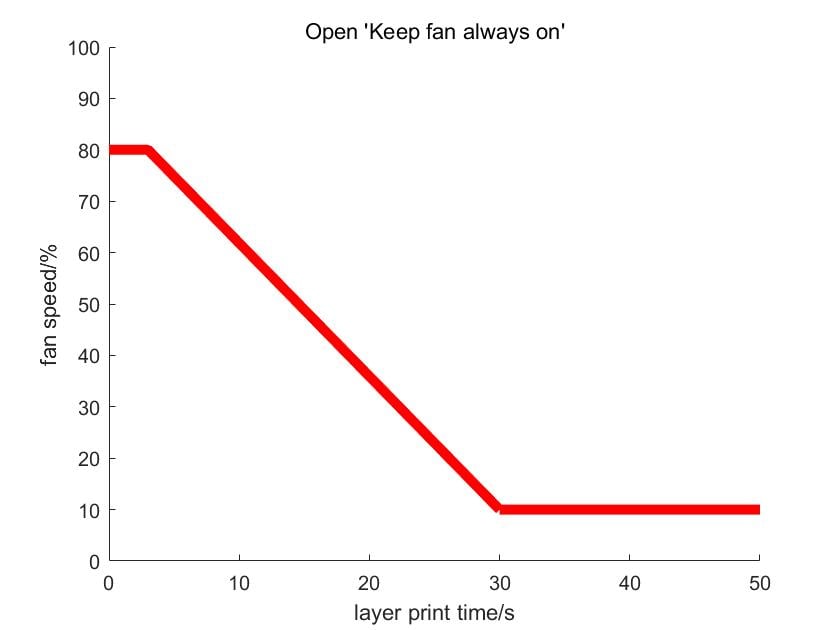
Zatem na krzywą prędkości wentylatora można wpływać poprzez ustawienie "Keep fan always on", jak poniżej.
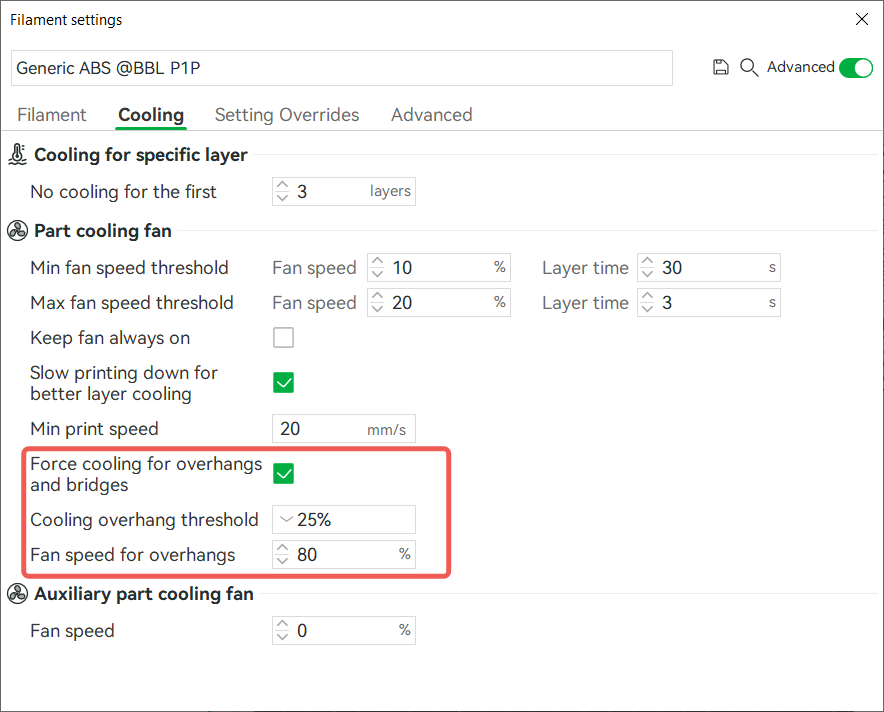
W przypadku nawisów i części mostów prędkość wentylatora nie jest kontrolowana przez czas druku warstwy zgodnie z krzywą wspomnianą powyżej. Zamiast tego można ustawić większą prędkość wentylatora dla części zwisu powyżej pewnego progu. Bambu Studio przetestowało najlepszą grupę prędkości wentylatora przy drukowaniu o różnych stopniach zwisu i mostkach. Informacje te zostały utworzone w programie Studio i można je włączyć, ustawiając opcję "Force fan speed for overhangs and bridges (Wymuś prędkość wentylatora przy zwisach i mostach)". Dlatego pozostaw tę opcję domyślnie włączoną, jeśli nie ma innego specjalnego powodu, aby ją wyłączyć.
Cooling overhang threshold: Wymuś określoną prędkość wentylatora, gdy stopień wysunięcia drukowanej części przekracza tę wartość. Wyrażony jako procent określający szerokość linii bez podpory z dolnej warstwy (aby dowiedzieć się, jak obliczyć stopień zwisu, zajrzyj do: Zwolnij przy nawisach). Wartość 0% oznacza wymuszone chłodzenie wszystkich ścian zewnętrznych, niezależnie od stopnia nawisu.
Fan speed for overhang: Wymuś tę prędkość wentylatora podczas drukowania mostów lub wystających ścian o dużym stopniu zwisu. Wymuszone chłodzenie nawisów i mostów może zapewnić lepszą jakość tych części.
¶ Prędkość drukowania (Print speed)
Kiedy prędkość wentylatora osiągnie próg maksymalny, a czas warstwy nadal jest krótszy niż minimalny próg czasu warstwy, oznacza to, że chłodzenie nie jest wystarczające. Zatem ostatnią ulepszoną metodą chłodzenia jest spowolnienie prędkości drukowania, aby wydłużyć czas druku jednowarstwowego.
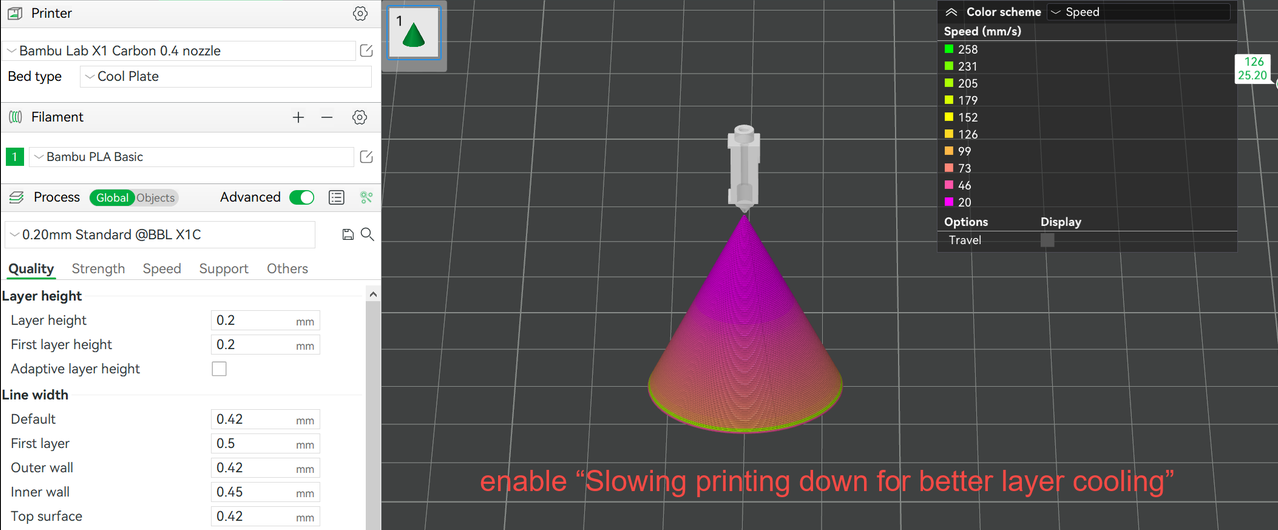
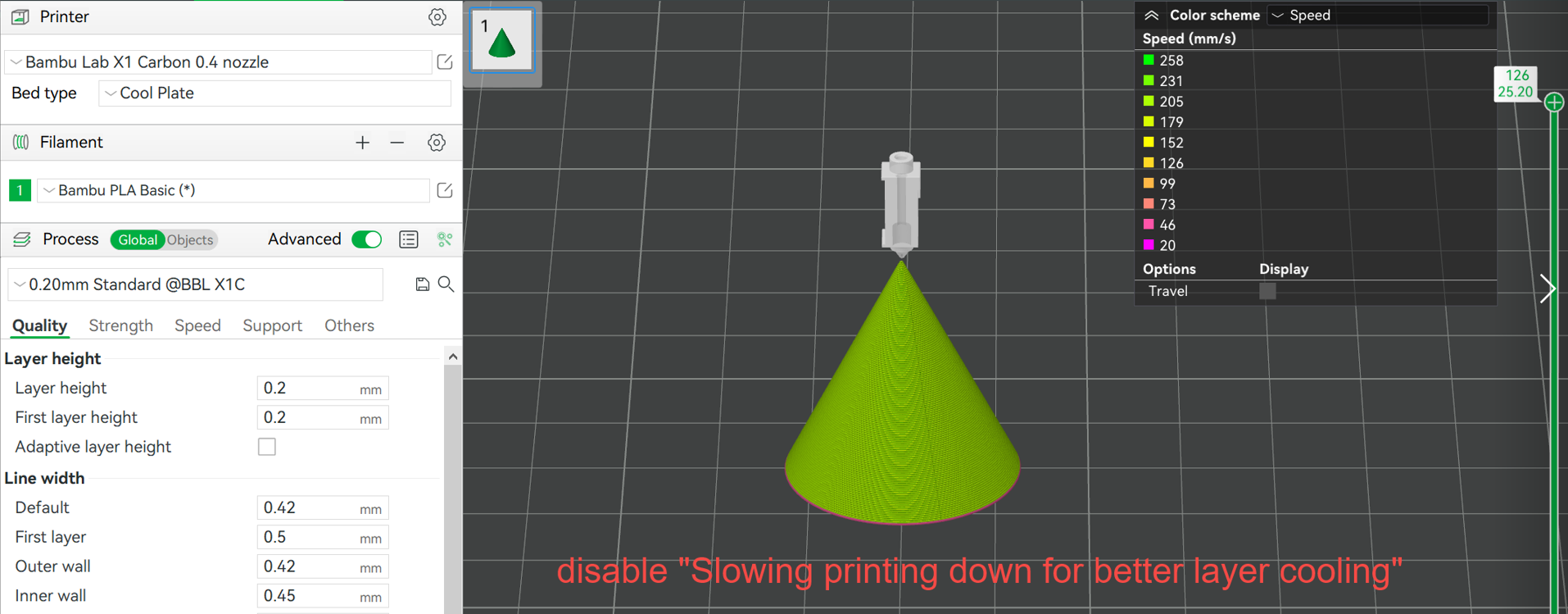
Możesz włączyć opcję "Slow printing down for better layer cooling (Zwolnij druk dla lepszego chłodzenia)", co automatycznie obniży prędkość drukowania podczas ponownego przetwarzania kodu G, aby czas warstwy nie był krótszy niż minimalny próg czasu warstwy. Jeżeli jednak po zmniejszeniu prędkości drukowania do "min print speed (minimalny czas druku)", a jeśli nadal będzie przekraczać wartość “minimum layer time threshold (próg minimalnego czasu warstwy)”, nie będzie ona już dalej zwalniać. Innymi słowy, możesz zmniejszyć prędkość drukowania maksymalnie do "min print speed (minimalna prędkość druku)".
Porównanie prędkości pokazano poniżej:
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.