¶ Definicja wysokości warstwy
Wysokość warstwy odnosi się do wysokości każdej warstwy w modelu druku 3D, podczas druku 3D FDM model budowany jest warstwa po warstwie. Wysokość warstwy traktujemy również jako rozdzielczość pionową modelu, czyli im niższa jest wysokość warstwy, tym większa dokładność modelu.
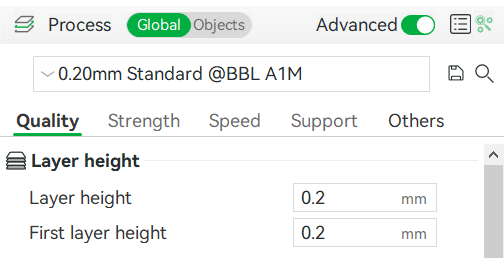
W Bambu Studio, możesz ustawić parametry wysokości warstwy w Process - Quality - Layer height.
Możesz także wybrać różne ustawienia wysokości warstwy bezpośrednio w zakładce Process. Bambu Studio posiada kilka ustawień wysokości warstwy dla dysz o różnych średnicach drukarek serii Bambu:

Wysokość pierwszej warstwy (First layer height) oznacza wysokość wydrukowanej pierwszej warstwy, czyli wysokość pomiędzy dyszą a płytą roboczą. Odpowiednia wysokość pierwszej warstwy może zapewnić dobrą przyczepność, co skutkuje lepszą jakością pierwszej warstwy, a tym samym poprawia skuteczność drukowania. W ustawieniach wstępnych systemu Bambu Studio, stałe wysokości pierwszej warstwy są wstępnie ustawione dla różnych profili wysokości warstw dla dysz o różnych średnicach, to znaczy wysokość pierwszej warstwy = średnica dyszy * 50%. Na przykład w przypadku drukarki z dyszą 0,4 mm domyślna wysokość pierwszej warstwy wynosi 0,2 mm.
¶ Wpływ wysokości warstwy
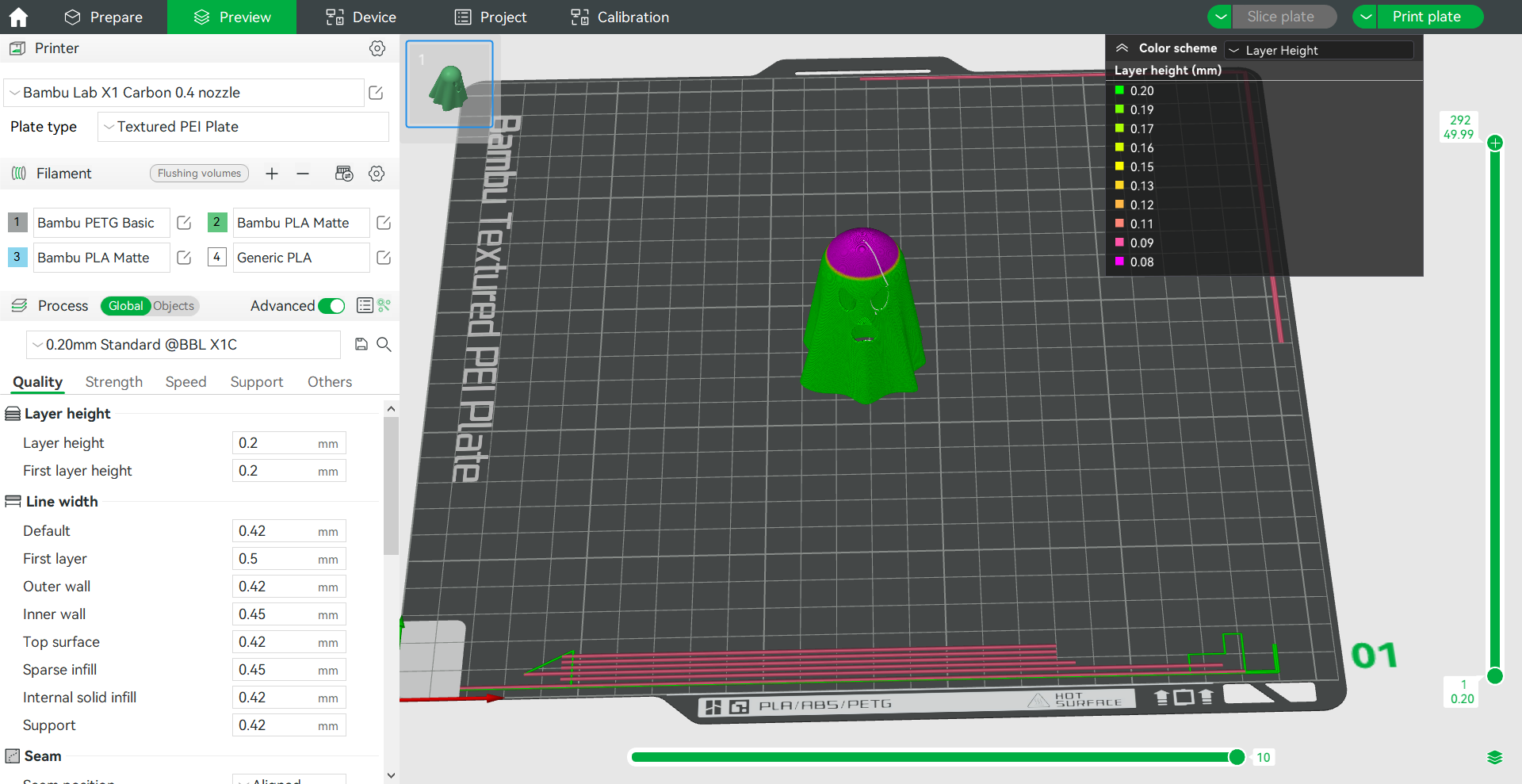
Wysokość warstwy wpływa na dokładność powierzchni modelu i czas druku. Im niższa wysokość warstwy, tym mniej widoczne wzory międzywarstw na powierzchni modelu, ale czas wydruku będzie stosunkowo dłuższy. Ponieważ wysokość modelu jest stała, im niższa wysokość pojedynczej warstwy, tym więcej warstw potrzeba i tym dłuższy jest czas drukowania. Poniżej znajduje się przykład wydruku modelu Glowing Ghosts (od James ThePrinter):
| Wysokość 0.08mm - czas drukowania 1h 19m | Wysokość 0.2mm - czas drukowania 36m 14s | Wysokość 0.28mm - czas drukowania 28m 27s |
 |
 |
 |
¶ Regulowany zakres wysokości warstwy
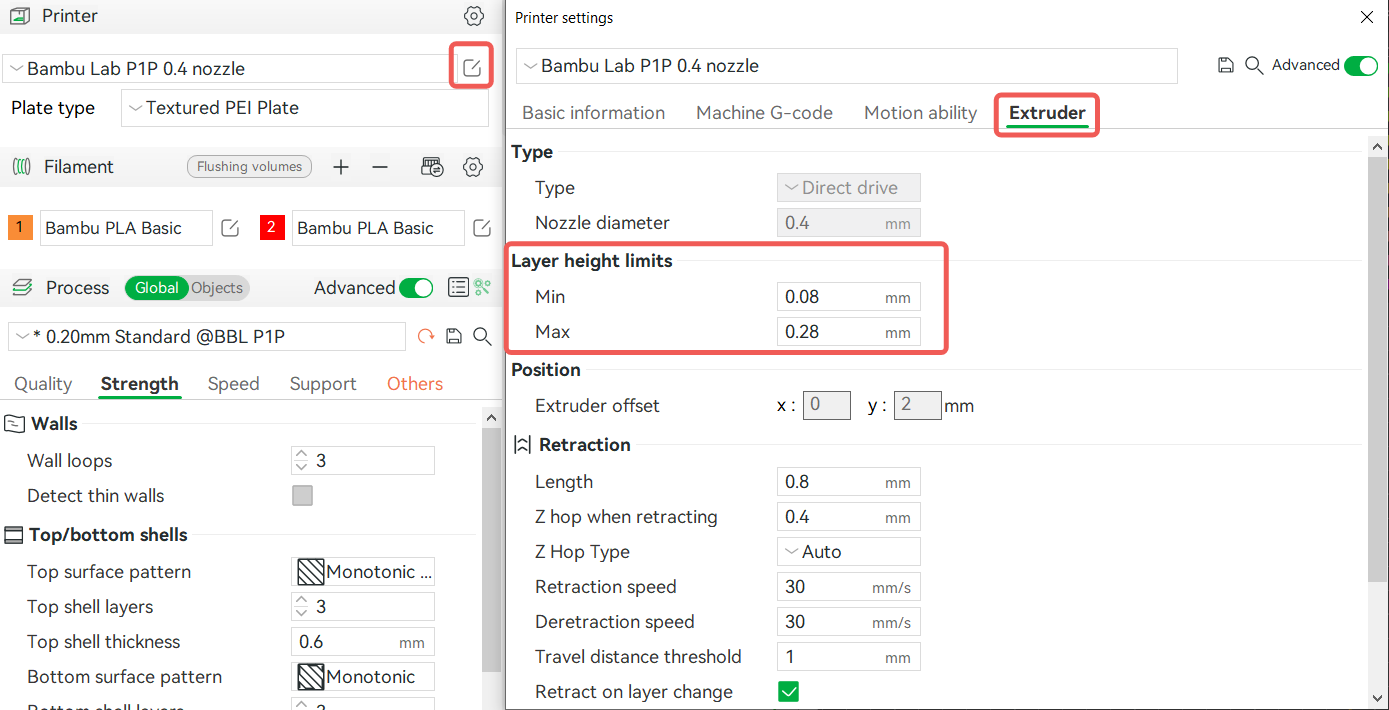
W druku 3D jedynie ustawienie wartości wysokości warstwy w rozsądnym zakresie pozwala uzyskać lepszą jakość druku. Jeśli wysokość warstwy jest zbyt wysoka lub zbyt niska, może to prowadzić do problemów z jakością druku. Ogólnie rzecz biorąc, rozsądny zakres wysokości warstwy powinien wynosić 20% ~ 70% średnicy dyszy. Na przykład dla dyszy o średnicy 0,4 mm odpowiednia wysokość warstwy drukującej wynosi od 0,08 mm do 0,28 mm. W ustawieniach Printer - extruder widoczny jest także limit wysokości warstwy dla aktualnie używanej dyszy:
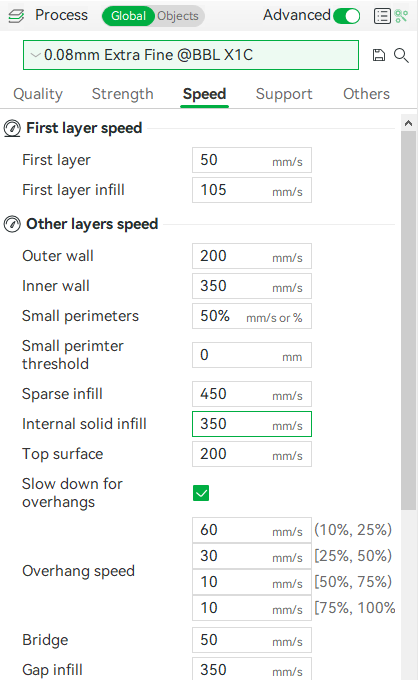
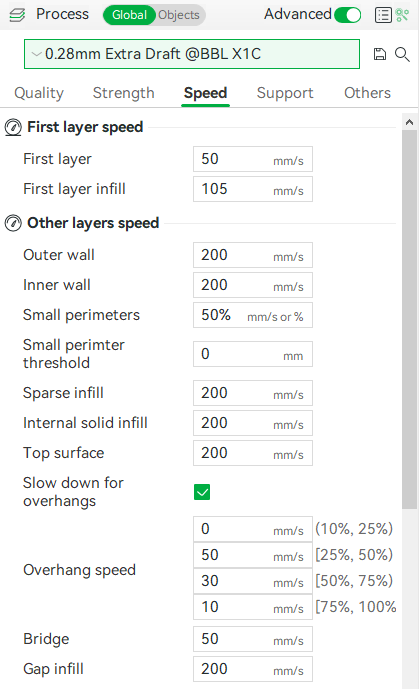
Gdy wysokość warstwy jest ustawiona stosunkowo wysoko, natężenie przepływu przy wytłaczaniu jest stosunkowo duże i wymagana jest mniejsza prędkość drukowania, aby hotend całkowicie stopił wytłaczany filament. Różne domyślne prędkości drukowania są również skonfigurowane w różnych ustawieniach wysokości Bambu Studio, jak pokazano poniżej:
|
Ustawienia wstępne 0.08mm |
Ustawienia wstępne 0.20mm |
Ustawienia wstępne 0.28mm |
|

|
|
¶ Logika zaokrąglania warstw
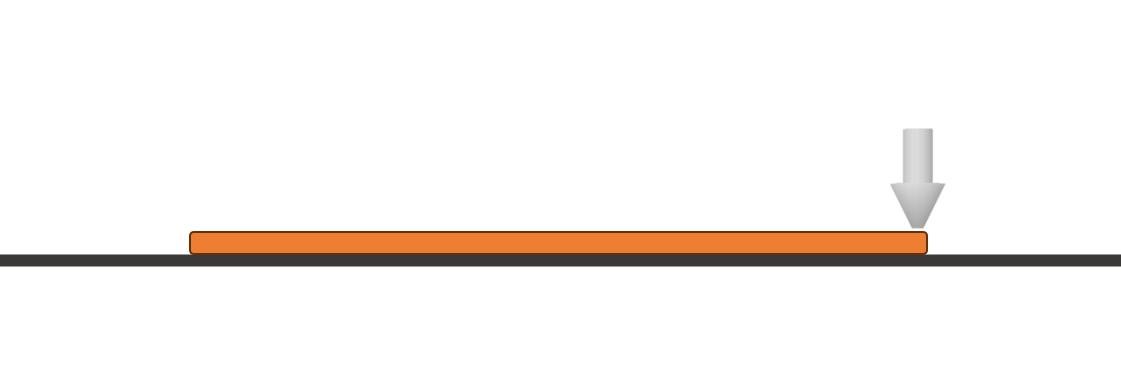
Jeżeli wysokości modelu nie można równomiernie podzielić przez wysokość warstwy, podczas krojenia zostanie zastosowany algorytm zaokrąglania, aby potwierdzić liczbę warstw wymaganą do wydrukowania modelu. Bambu Studio kroi model 3D warstwa po warstwie. Podczas cięcia do górnej warstwy Studio określa, czy zaokrąglić w górę, czy w dół, w oparciu o środkową wysokość Z najwyższej linii w porównaniu z rzeczywistą wysokością modelu. Gdy wysokość modelu > środkowa wysokość Z najwyższej linii, wówczas istnieje górna warstwa. Jeśli wysokość modelu ≤ wysokość środkowa najwyższej linii modelu, to warstwa ta nie istnieje, a poprzednia warstwa jest traktowana jako najwyższa warstwa modelu.
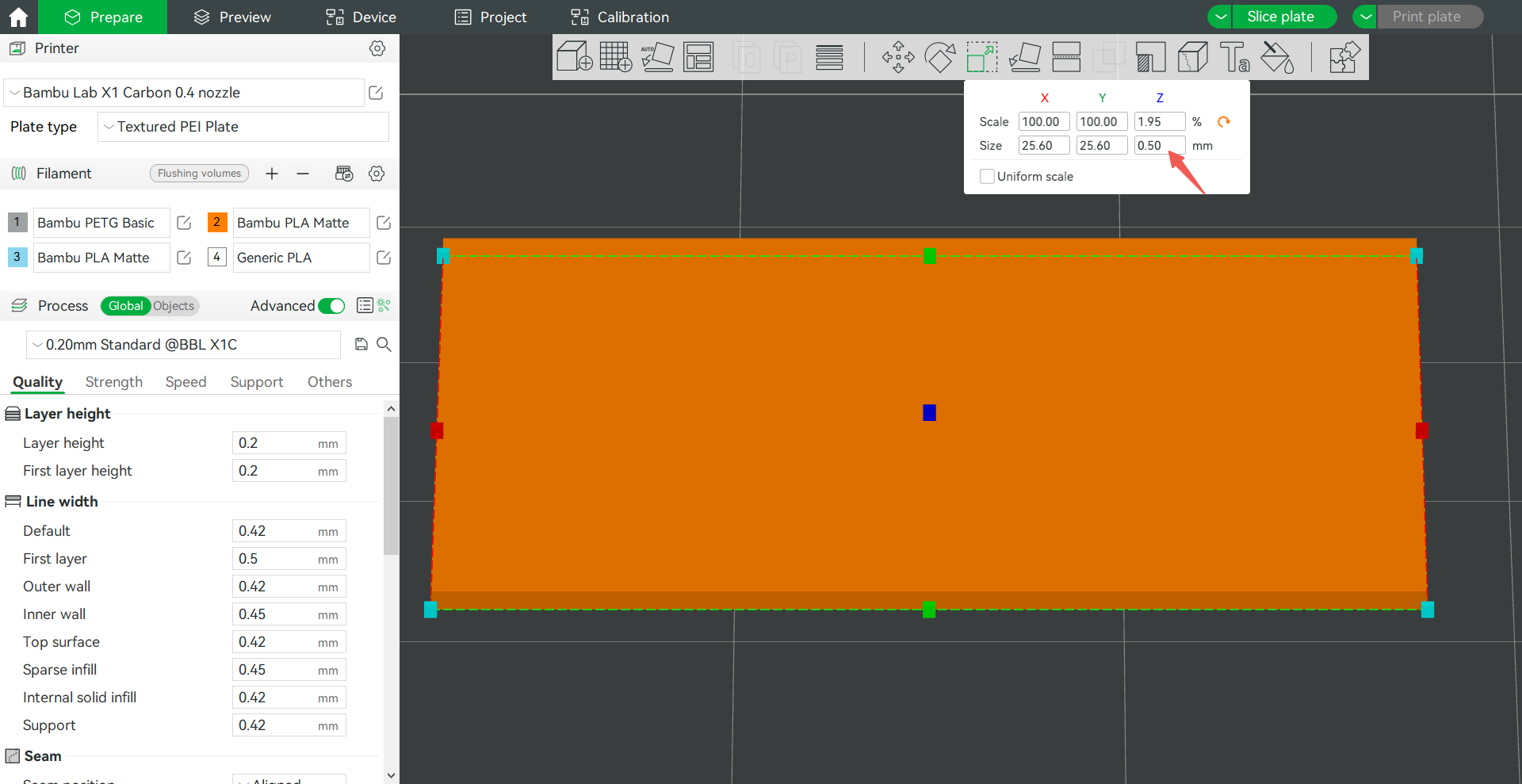
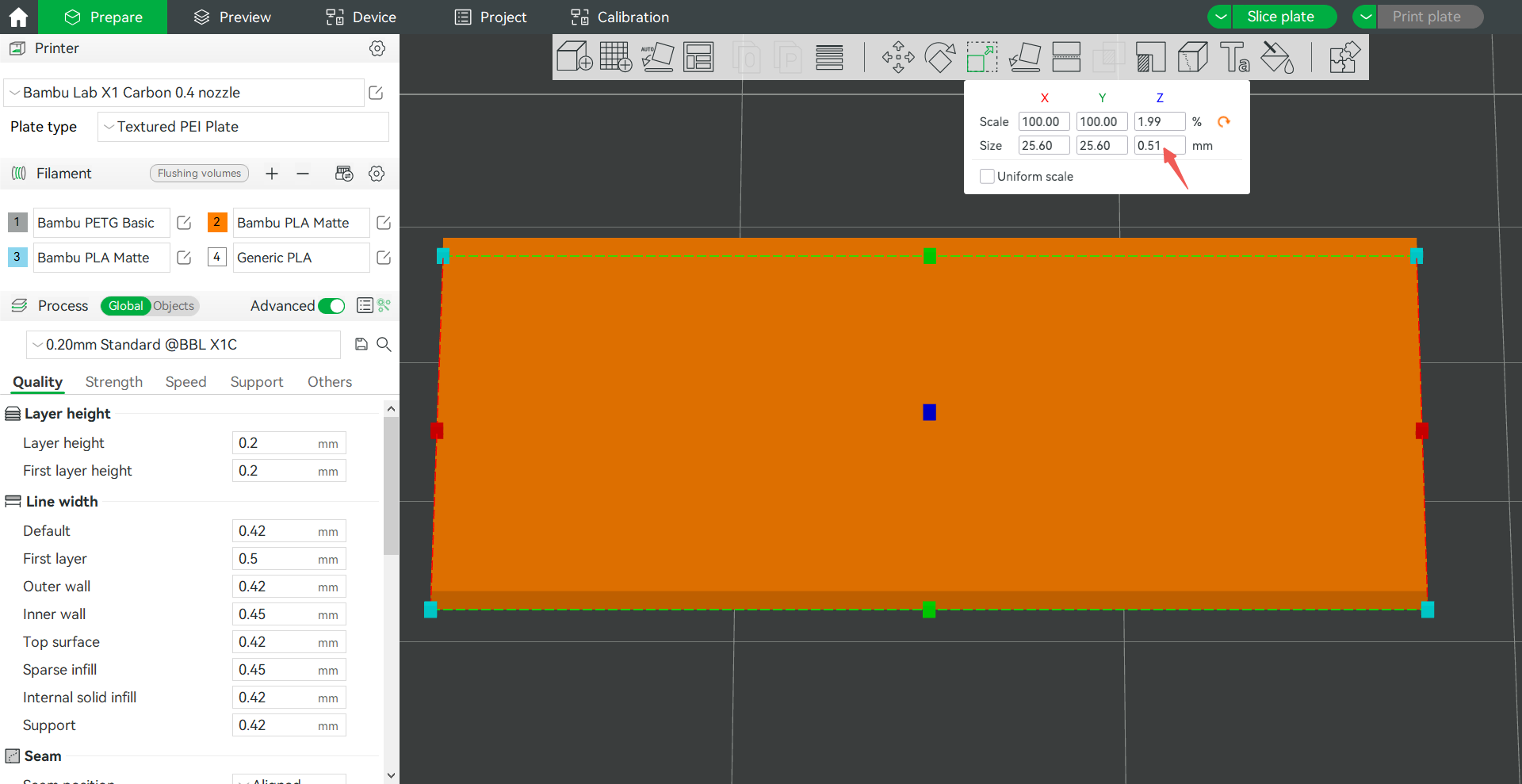
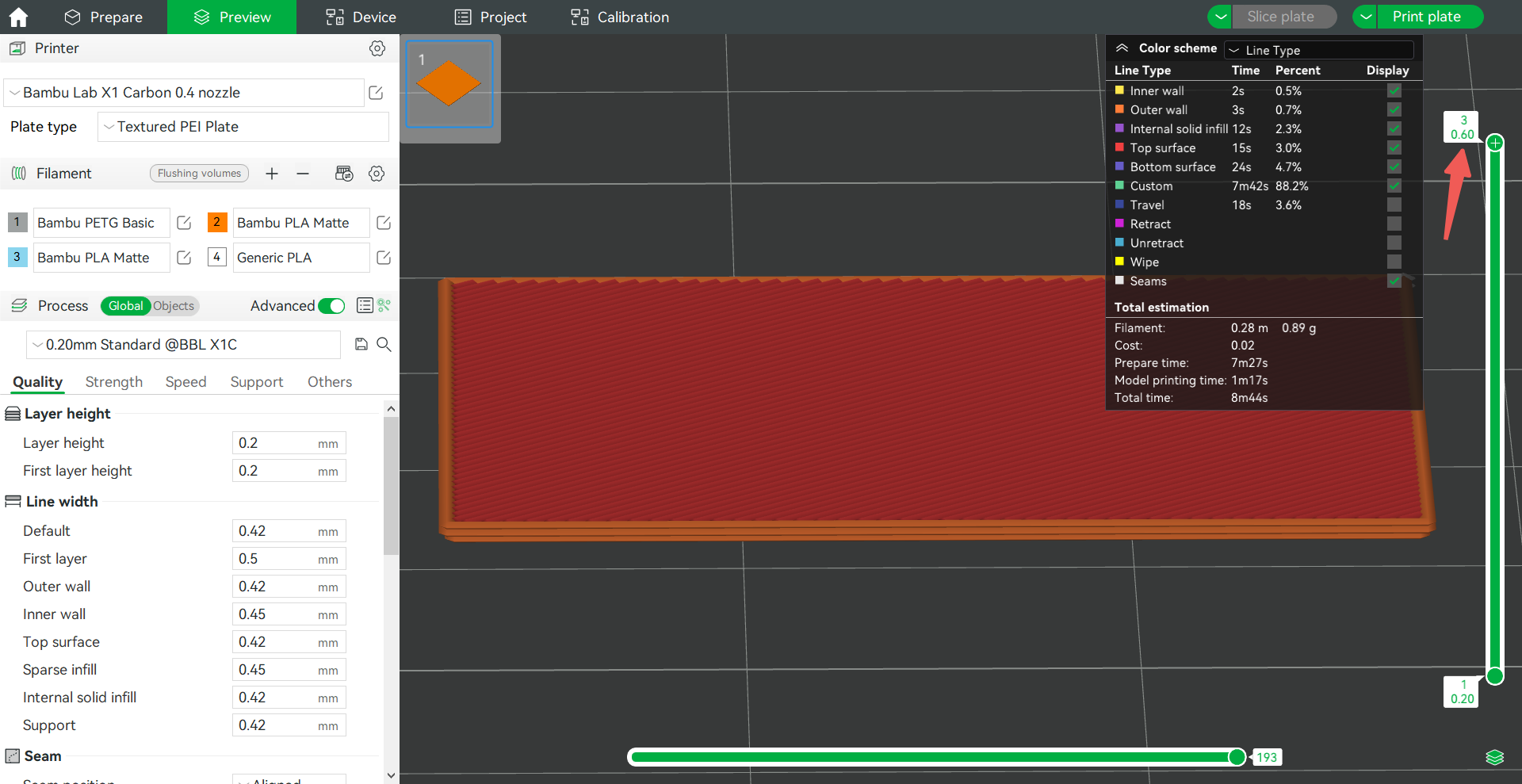
Oto przykład. Wyniki krojenia o wysokości warstwy 0,2 mm i wysokości modelu odpowiednio 0,5 mm i 0,51 mm.
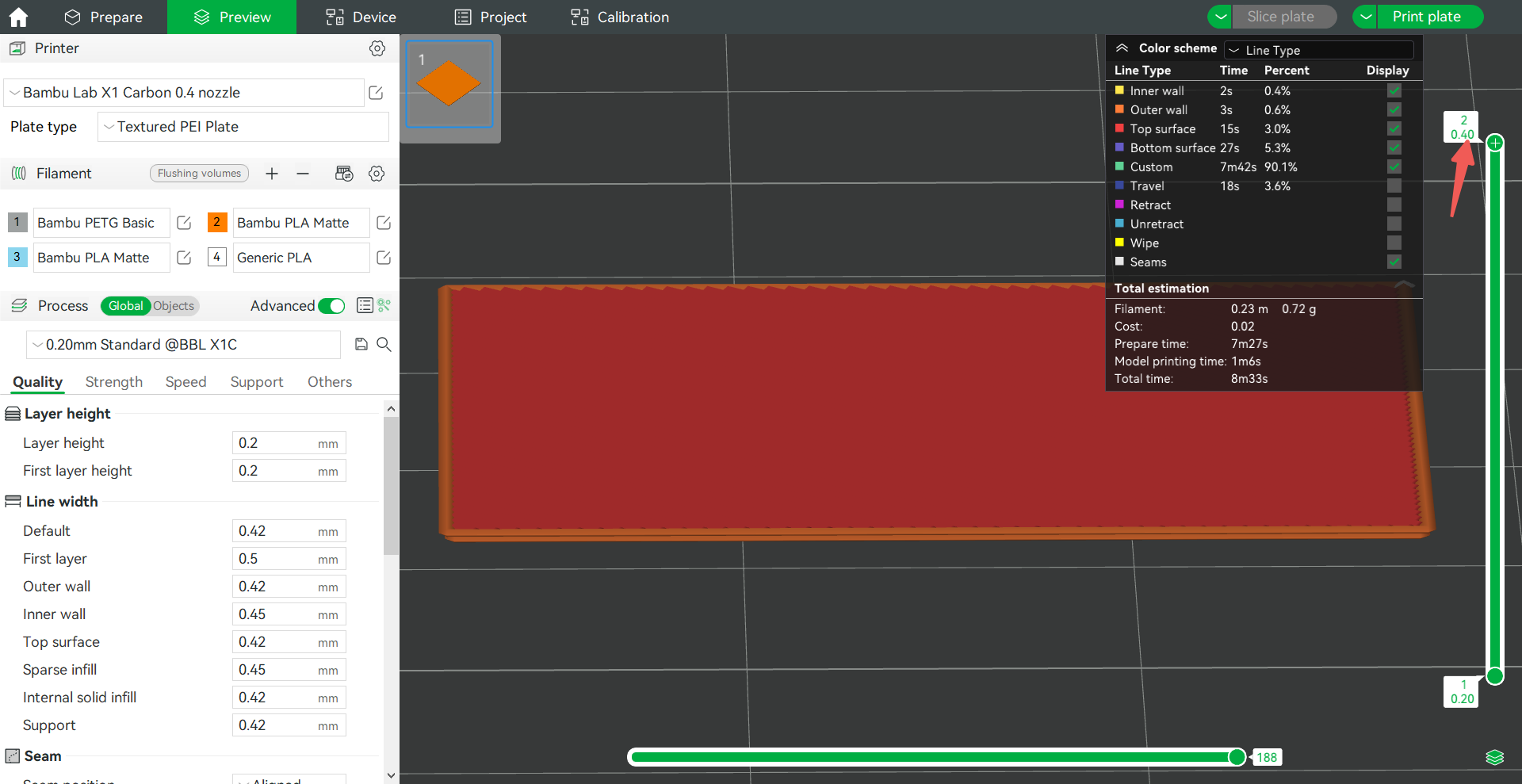
Gdy wysokość modelu wynosi 0,5 mm, wysokość pierwszych dwóch warstw wynosi 0,4 mm, a wysokość środka Z trzeciej warstwy wynosi 0,5 mm (0,2+0,2+0,1) = wysokość modelu 0,5 mm, więc trzecia warstwa nie istnieje, a po pokrojeniu są tylko 2 warstwy.
Gdy wysokość modelu wynosi 0,51 mm, środkowa wysokość Z trzeciej warstwy wynosi 0,5 mm < wysokość modelu 0,51 mm, więc trzecia warstwa istnieje i po pocięciu będą trzy warstwy.
¶ Dokładna wysokość Z
W procesie zaokrąglania warstw, ze względu na stałą wysokość warstwy, gdy wysokość warstwy nie może być równomiernie podzielona przez wysokość obiektu, pocięty obiekt może różnić się wysokością od wysokości pierwotnej. W Bambu Studio w wersji 1.9 wprowadzono funkcję precyzyjnej wysokości Z, która pozwala uzyskać dokładne wysokości obiektów po pocięciu. Logika tej funkcji polega na precyzyjnym dostosowaniu wysokości ostatnich 5 warstw, aby mieć pewność, że ostateczna wysokość warstwy odpowiada wartości rzeczywistej.
Oto przykład. W kostce o wysokości 2 mm ustaw wstępnie ustawioną wysokość warstwy na 0,24 mm i wysokość pierwszej warstwy na 0,2 mm. Jeżeli dokładna wysokość Z nie jest włączona, zgodnie z powyższym algorytmem zaokrąglania warstw, wysokość warstwy po pocięciu wynosi 0,2+0,24*7=1,88 mm, łącznie 8 warstw.
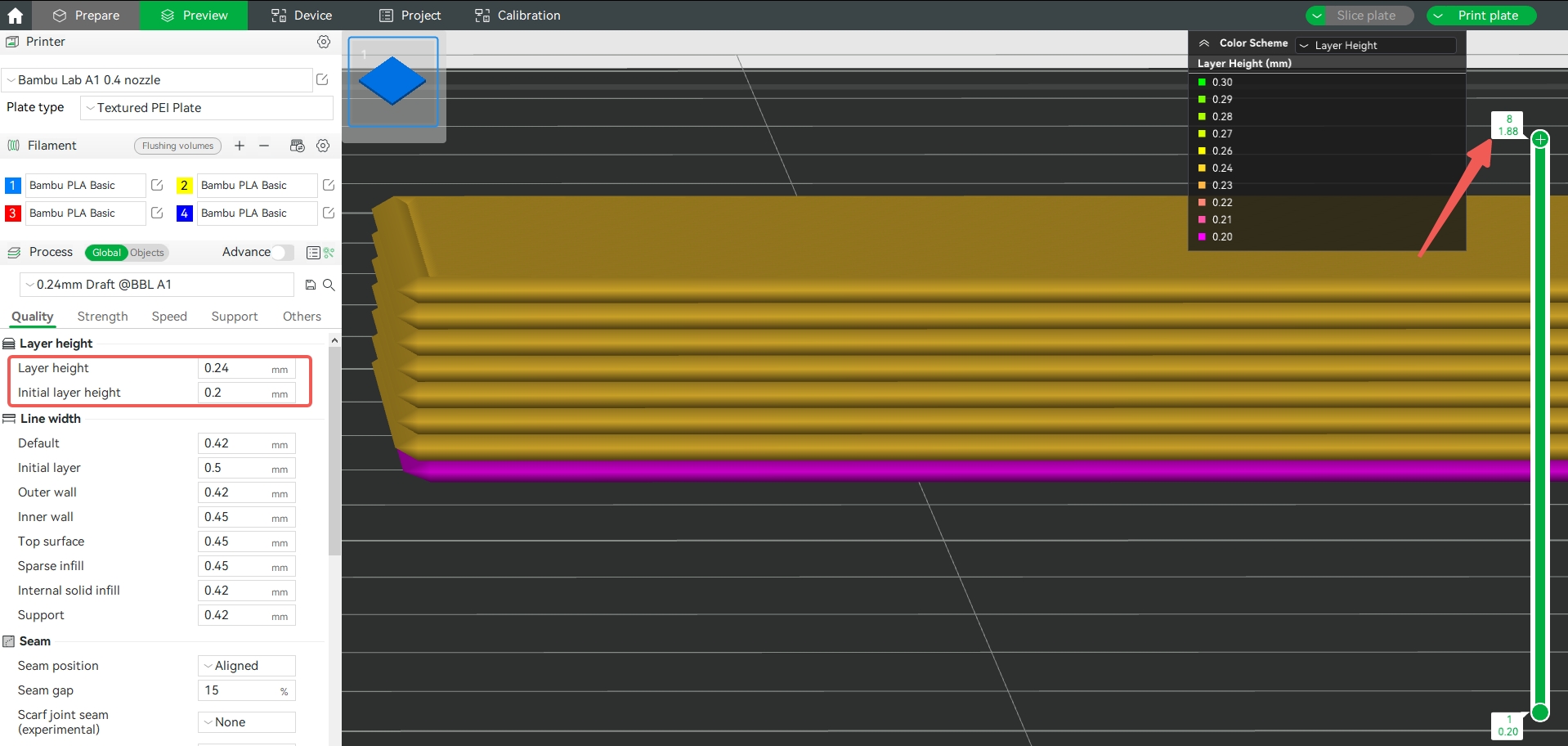
Po włączeniu dokładnej wysokości Z zwiększana jest średnia wysokość pięciu ostatnich warstw, tak aby wysokość końcowego pokrojonego obiektu była zgodna z oczekiwaną wysokością, która wynosi 2 mm.

Uwaga: Ta funkcja nie będzie działać, jeśli liczba warstw obiektu modelu będzie mniejsza niż 6. Jeśli podczas dostrajania ostatnich 5 warstw konieczne będzie przekroczenie limitu wysokości warstwy, aby osiągnąć oczekiwaną wysokość obiektu, wówczas ta funkcja nie będzie działać.
¶ Zmienna wysokość warstwy
Jak wspomniano powyżej, powierzchnia zadrukowanego modelu o niższej wysokości jest delikatniejsza, ale czas drukowania jest dłuższy. W przypadku niektórych modeli chcemy ustawić tylko niższą wysokość dla niektórych obszarów. W tym momencie możesz użyć funkcji zmiennej wysokości warstwy, aby ustawić różne wysokości dla różnych części modelu. Może to nie tylko zapewnić jakość druku, ale także maksymalnie zaoszczędzić czas drukowania. Więcej informacji można znaleźć na: Zmienna wysokość warstw.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.