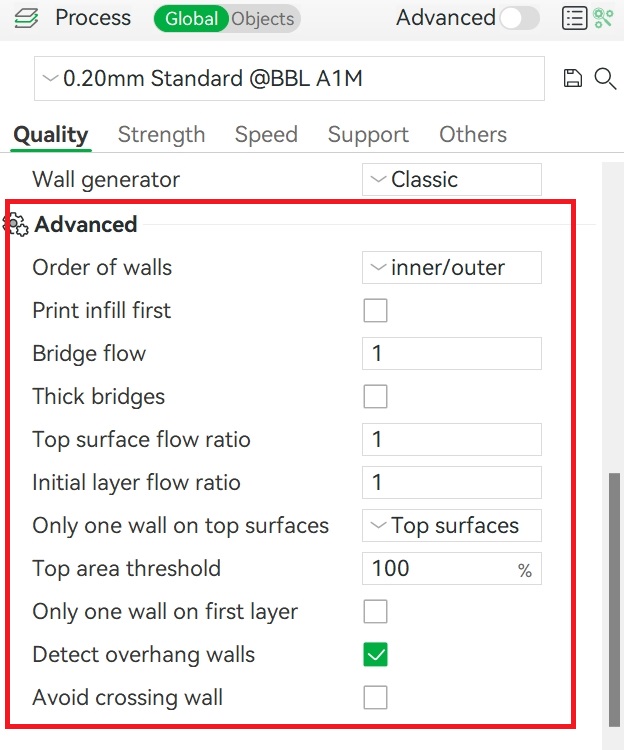
W Bambu Studio możesz ustawić niektóre zaawansowane parametry związane z jakością druku w menu Process > Quality > Advanced.
Należy pamiętać, że niektóre parametry będą wyświetlane tylko wtedy, gdy włączysz "Tryb dewelopera“ (Developer mode) w Preferencjach.
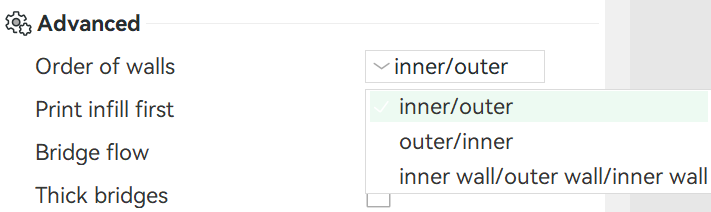
¶ Kolejność ścian
Ten parametr jest używany aby określić kolejność drukowania ścian. Obecnie dostępne są trzy opcje: wewnętrzne/zewnętrzne, zewnętrzne/wewnętrzne, oraz wewnętrzne/zewnętrzne/wewnętrzne.
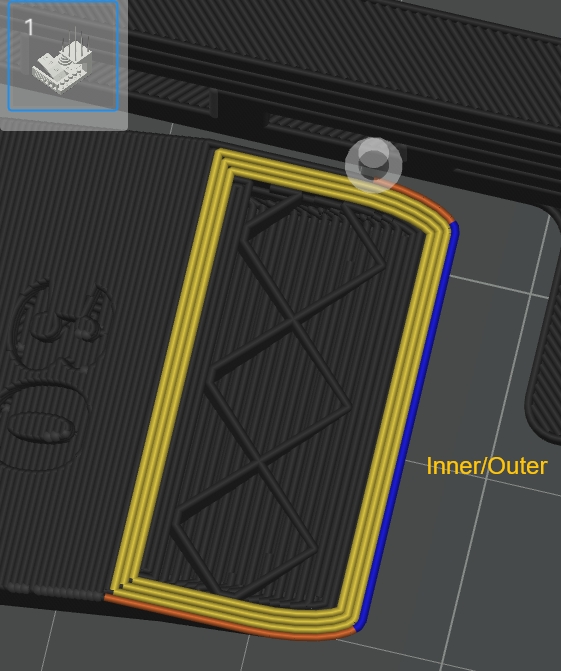
¶ Wewnętrzne/Zewnętrzne
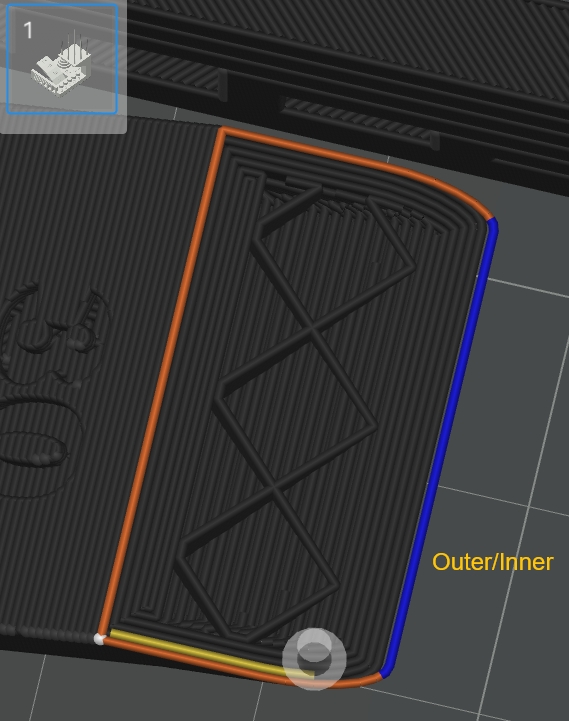
Drukarka drukuje od środka na zewnątrz, czyli najpierw ściany wewnętrzne, a na końcu ściany zewnętrzne. Jest to również kolejność domyślna, jak pokazano poniżej.
Jeśli model ma zwisy, taka kolejność zapewni lepszą jakość wydruku. Ponieważ z boku ściany zewnętrznej znajduje się zadrukowana ściana wewnętrzna, zanim drukarka zacznie drukować na zwisach, ściana wewnętrzna zapewnia przyleganie nawisu i redukuje niedoskonałości powierzchni spowodowane przez wypaczone lub zapadnięte zwisy. Konkretne różnice pokazano poniżej.
Jeśli zastosowano kolejność zewnętrzna/wewnętrzna lub wewnętrzna/zewnętrzna/wewnętrzna, ściana zewnętrzna (niebieskie linie) całkowicie wisi, bez przyczepności po obu stronach, co skutkuje słabą jakością zwisu.
¶ Zewnętrzna/Wewnętrzna
Drukarka drukuje od zewnątrz do wewnątrz, czyli najpierw ścianę zewnętrzną, a na końcu ścianę najbardziej wewnętrzną. Przy druku w tej kolejności szwy na powierzchni modelu mogą być bardziej widoczne. Jeśli jednak drukarka zadrukuje najpierw ściany zewnętrzne, mogą one najpierw ostygnąć i stwardnieć, co może zminimalizować niedoskonałości i wzory międzywarstwowe na powierzchni spowodowane ściskaniem lub kurczeniem się linii wewnątrz modelu.
¶ Wewnętrzna/Zewnętrzna/Wewnętrzna
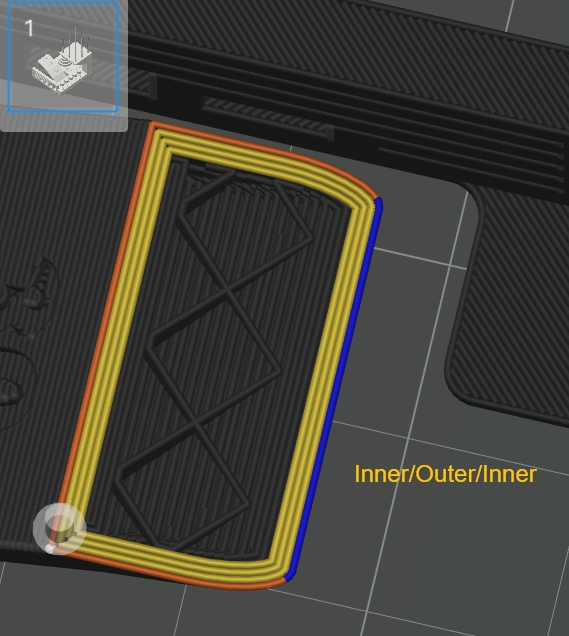
Drukarka drukuje najpierw od wewnętrznej ściany, od wewnątrz na zewnątrz. Po wydrukowaniu przedostatniej ściany wewnętrznej drukarka rozpoczyna drukowanie ścian zewnętrznych. Na koniec drukowana jest ściana wewnętrzna sąsiadująca ze ścianami zewnętrznymi, jak pokazano na poniższym rysunku.
Drukując w tej kolejności, pomiędzy ścianami zewnętrznymi a wydrukowanymi już ścianami wewnętrznymi powstanie pusta przestrzeń, co minimalizuje efekt skurczu ścian wewnętrznych. Co więcej, inne drukowane ściany już od jakiegoś czasu ostygły i stwardniały, dzięki czemu mogą zminimalizować ściskanie lub kurczenie się od wewnątrz, które oddziałuje na ściany zewnętrzne, a tym samym wpływa na wygląd modelu.
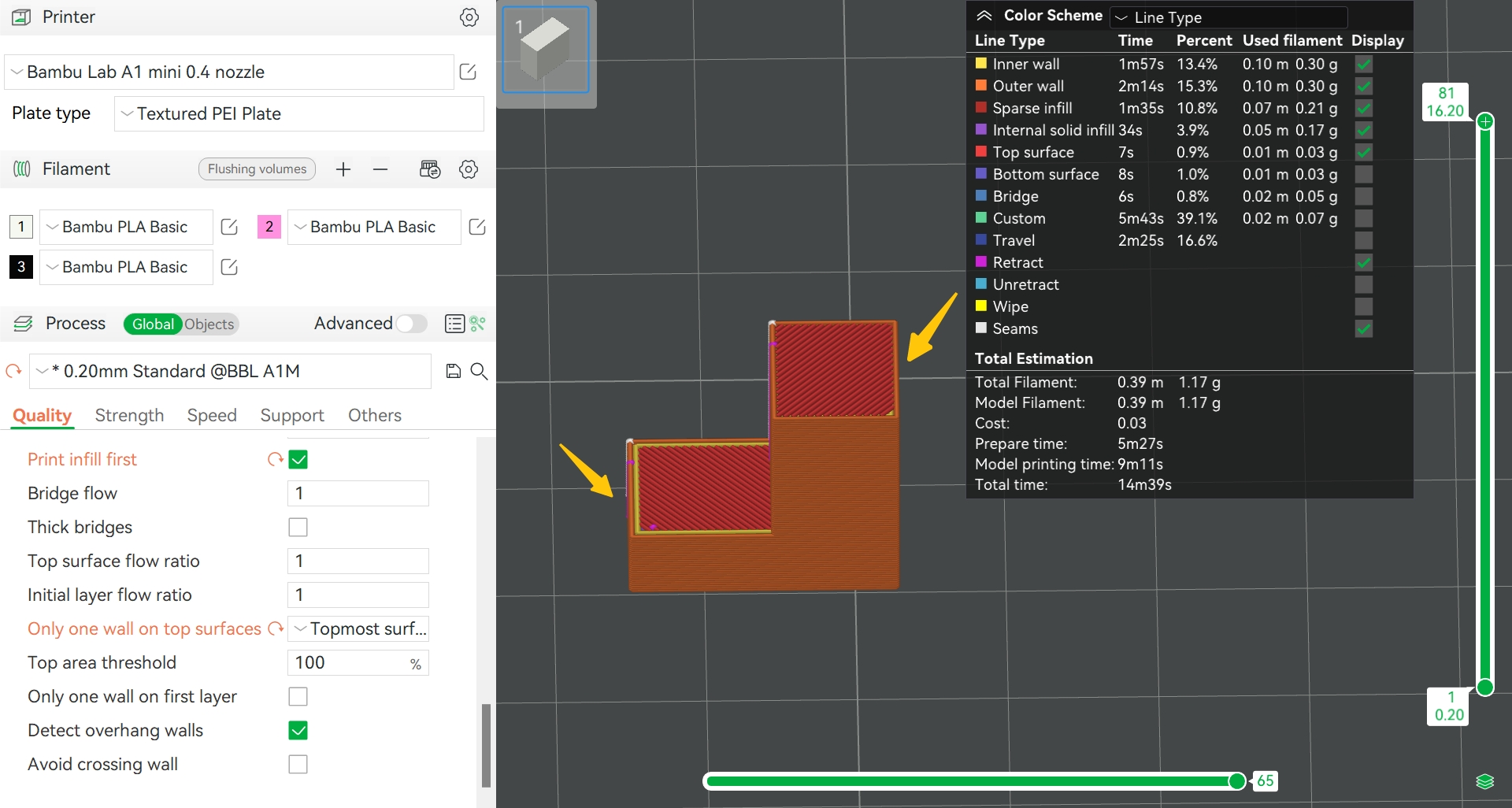
¶ Zacznij drukowanie od wypełnienia
W pierwszej kolejności wydrukowane zostanie wypełnienie, a następnie ściana wewnętrzna i zewnętrzna. „Wypełnienie” odnosi się tutaj do wszystkich linii poziomych, w tym rzadkiego wypełnienia, wewnętrznego pełnego wypełnienia, górnej powierzchni, dolnej powierzchni i mostu.
¶ Przepływ mostu
Po włączeniu tego ustawienia rzeczywisty przepływ przez mostek zostanie obliczony poprzez pomnożenie pierwotnego przepływu przez mostek przez ten współczynnik. Aby uzyskać szczegółowe informacje, zobacz: Ustawienia mostu
¶ Grube mosty
Włącz grube mosty. Aby uzyskać więcej informacji zajrzyj do: Ustawienia mostu
¶ Współczynnik przepływu górnej powierzchni
Dla górnej powierzchni rzeczywisty współczynnik przepływu oblicza się, mnożąc pierwotny współczynnik przepływu przez ten współczynnik. Czynnik ten wpływa na ilość filamentu użytego do górnego wypełnienia stałego.
¶ Początkowy współczynnik przepływu warstwy
Rzeczywisty współczynnik przepływu oblicza się, mnożąc pierwotny współczynnik przepływu przez ten współczynnik.
¶ Tylko jedna ściana na górnej powierzchni
Po włączeniu tej opcji górne powierzchnie będą miały tylko jedną ścianę, co zapewni lepszy wygląd górnych powierzchni, szczególnie w przypadku modeli z płaskim blatem. Ta opcja jest domyślnie włączona. Jeśli wyłączysz tę opcję, liczba ścian na górnych powierzchniach będzie taka sama, jak liczba pętli ścian ustawiona w Strength > Walls.
Ta opcja może działać zarówno na górnej powierzchni, jak i na najwyższej powierzchni. Górna powierzchnia odnosi się do wszystkich górnych powierzchni modelu, a najwyższa powierzchnia odnosi się do najwyższej spośród wszystkich obiektów, jak pokazano poniżej.
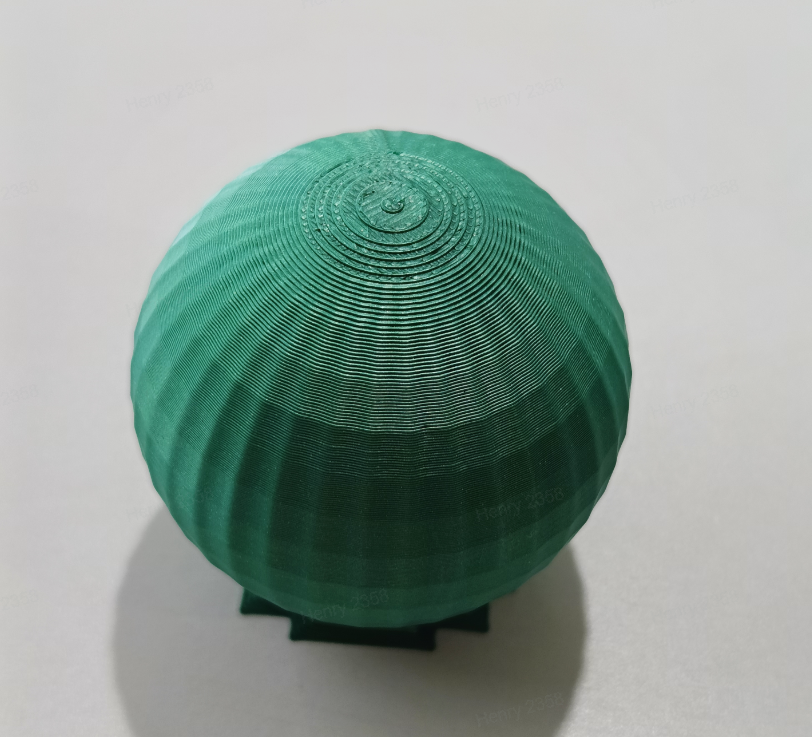
¶ Górny próg powierzchni
Parametr ten można skonfigurować po włączeniu tylko jednej ściany na górnych powierzchniach. Parametr ten wpływa na wielkość progu powierzchni ściany tworzącej pojedynczą warstwę powierzchni górnej. Jeżeli część górnej powierzchni pokryta jest wyższą warstwą, np. wierzchołkiem kuli, wówczas ta górna powierzchnia nie będzie uważana za górną powierzchnię, jeśli jej szerokość będzie mniejsza niż ten próg.
Można tego użyć, aby uniknąć wyzwalania „tylko jednej ściany na górnej powierzchni” na wąskich górnych powierzchniach (zwykle nie na najwyższej powierzchni). Ten próg reprezentuje procent szerokości linii. Zwiększając tę wartość, mniejsze powierzchnie górne są odfiltrowywane i nadal generowane z liczbą ścian ustawionych w pętli ściennej. Jednakże próg ten nie ma wpływu na najwyższą powierzchnię.
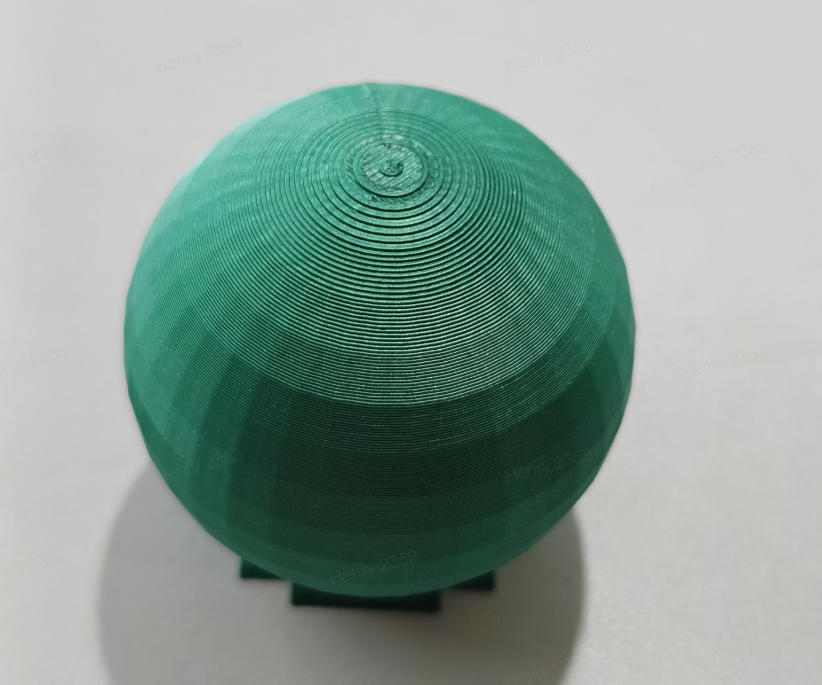
Dostosowanie tego progu zapewni płynniejsze przejście na powierzchni podczas drukowania niektórych modeli z zakrzywionymi lub pochyłymi powierzchniami. Konkretny efekt pokazano poniżej.
| Domyślny próg | Zwiększony próg |
|---|---|
 |
 |
¶ Wykrywanie zwisów
Ta opcja wykrywa kąt nawisu ścian i stosuje różne prędkości drukowania. W przypadku ścian o kącie nawisu 100% zostanie zastosowana prędkość mostu. Szczegółowe informacje można znaleźć w artykule: Zwolnij przy nawisach.
Jeśli ta opcja jest wyłączona, ściany wewnętrzne i zewnętrzne będą drukowane przy użyciu prędkości ściany wewnętrznej i zewnętrznej określonych w ustawieniach prędkości. Różnice opisano poniżej:
¶ Unikaj przechodzenia nad ścianami
Włączenie tej funkcji pozwala, aby dysza podczas podróży nie przechodziła nad zewnętrzną ścianą. Może to zminimalizować wyciekanie, które prowadzi do powstawania nitek podczas przechodzenia nad ściana zewnętrzną podczas drukowania wydruku warstwowego jednego obiektu.

Avoid crossing wall - Max detour length: Jeśli długość objazdu jest większa niż ta wartość, przejazd ten nie spowoduje objazdu.
Długość objazdu można ustawić jako wartość bezwzględną lub jako procent w stosunku do długości przejazdu na wprost (50 oznacza 50 mm; 50% oznacza procent). Wartość ta reprezentuje zwiększoną długość objazdu w porównaniu do normalnej podróży. Jeżeli długość przekracza tę wartość, objazd nie zostanie wykonany i zostanie wykonana pierwotna jazda na wprost.
Maksymalna długość objazdu domyślnie wynosi 0, co oznacza brak ograniczenia długości objazdu i wszystkie objazdy zostaną wykonane. Ścieżka podróży będzie przebiegać wzdłuż konturu warstwy, ale objazd zostanie zastosowany tylko wtedy, gdy punkt początkowy i końcowy będą znajdować się wewnątrz lub na zewnątrz ściany. Jeśli jedno znajduje się poza murem, a drugi w murze, nie można skorzystać z objazdu.
Konkretny efekt pokazano na poniższym rysunku. Widać, że włączenie tej opcji znacznie ogranicza przemieszczanie się pomiędzy ścianami.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.