Drukarka X1 wymaga konserwacji podobnie jak inne drukarki 3D. Oto kilka zaleceń dotyczących elementów, które należy okresowo sprawdzać, aby zapewnić sprawne działanie drukarki.
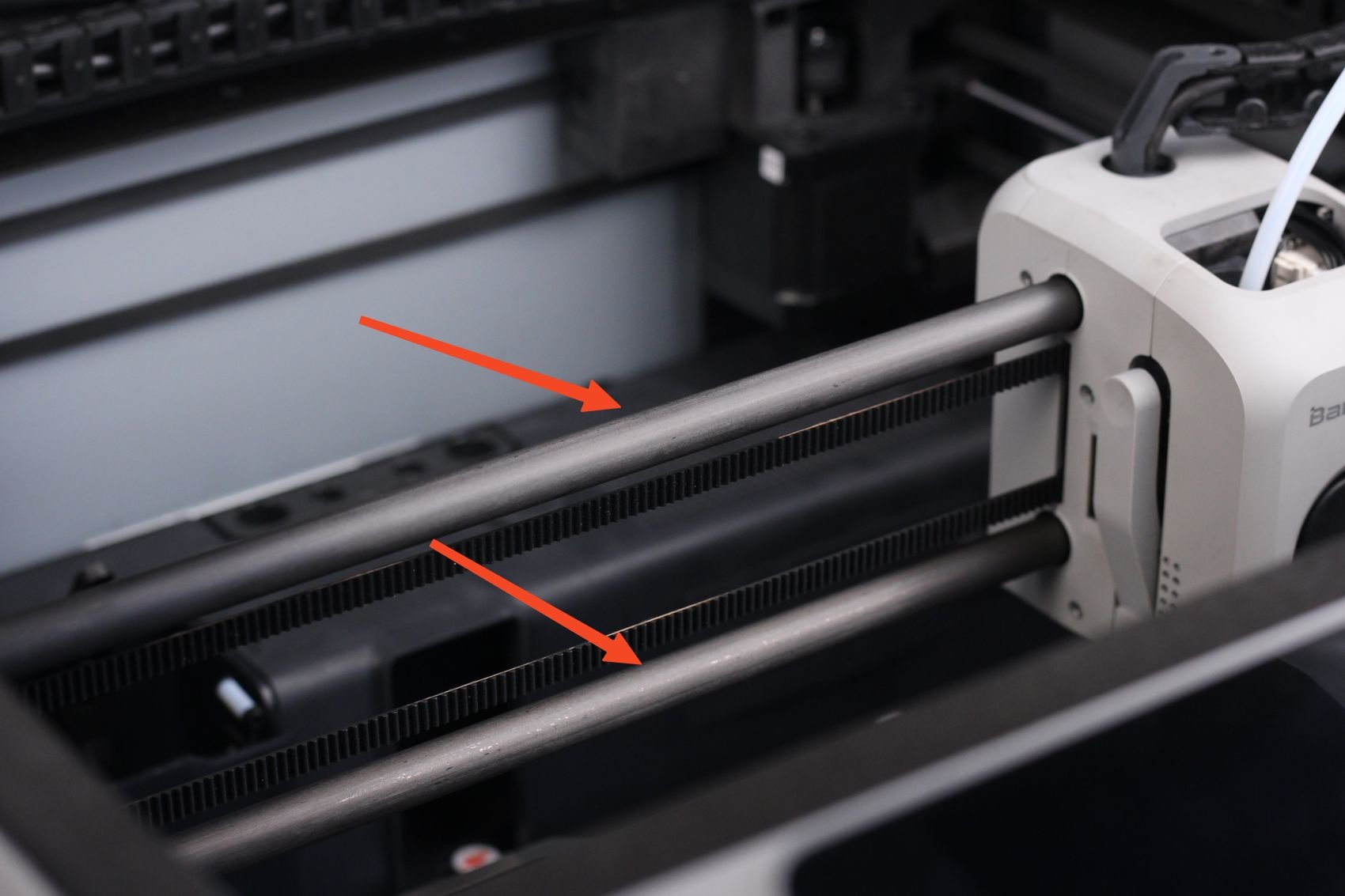
¶ Pręty węglowe w osi X
Chociaż pręty węglowe stosowane w osi X nie wymagają smarowania ani konserwacji, nadal zaleca się okresowe czyszczenie ich z kurzu i osadów.
Uwaga: Proszę nie używać smaru na pręcie węglowym, ponieważ spowoduje to nietypowy opór i trudności w czyszczeniu.
¶ Kiedy to zrobić?
Pręty węglowe osi X należy sprawdzać raz w miesiącu pod kątem nagromadzenia się kurzu i cząstek. W przypadku stosowania lotnych filamentów typu ABS lub ASA zaleca się czyszczenie prętów co 5 szpul.
¶ Jak to zrobić?
Pręty węglowe osi X można czyścić alkoholem izopropylowym i szmatką niezapylającą. Spryskaj tkaninę odrobiną alkoholu izopropylowego i delikatnie potrzyj pręty węglowe, aby usunąć wszelkie zanieczyszczenia.
Proces opisano w tym przewodniku:
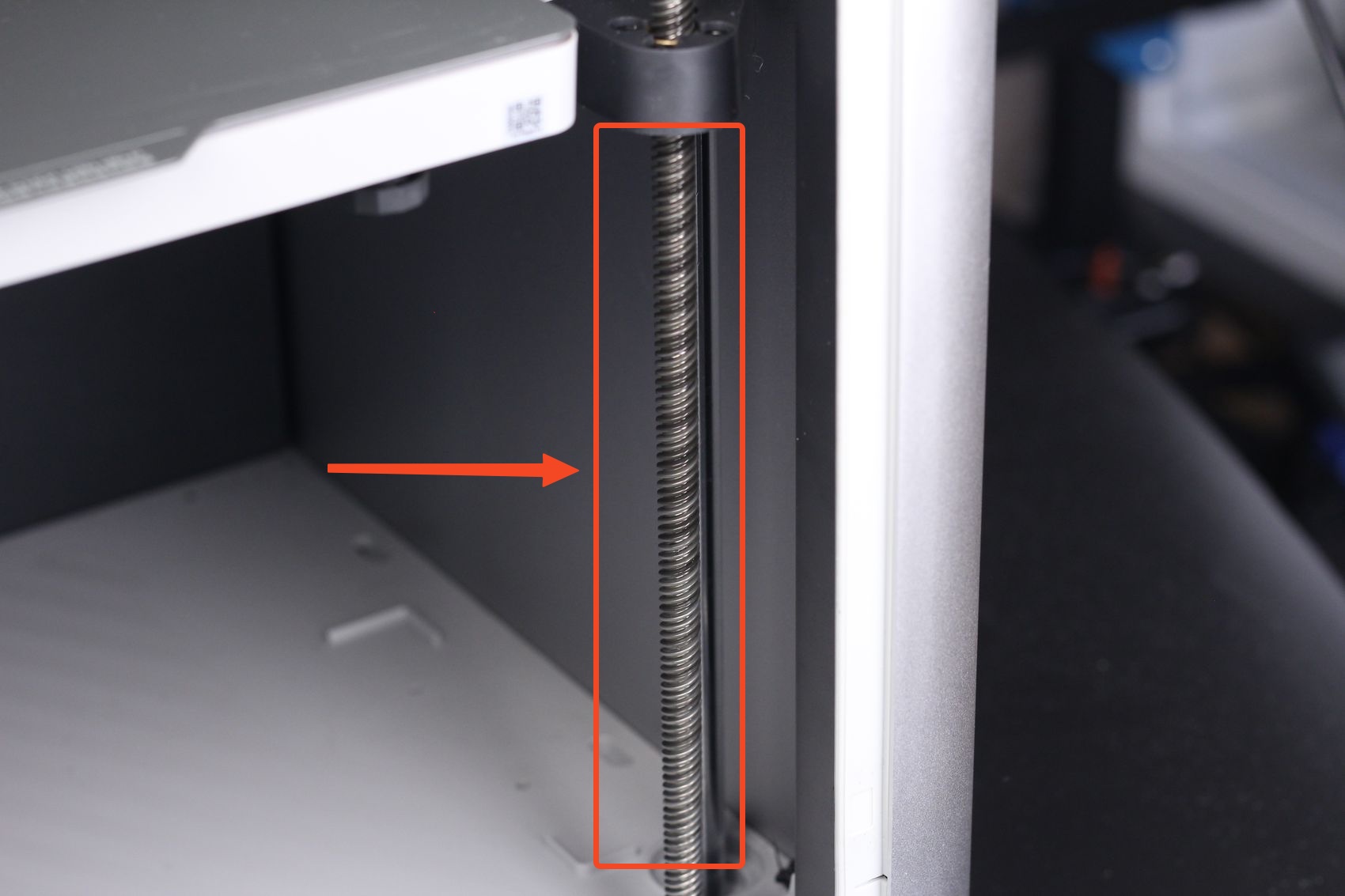
¶ Śruby pociągowe osi Z
Trzy śruby pociągowe osi Z wymagają regularnego smarowania. Służą do przesuwania podgrzewanego stołu w osi Z, a odpowiednie nasmarowanie zapewni płynną pracę.
¶ Kiedy to zrobić?
Śruby pociągowe osi Z należy sprawdzać i smarować co trzy miesiące.
¶ Jak to zrobić?
Przed nasmarowaniem śrub pociągowych osi Z, pierwszym krokiem będzie oczyszczenie ich z kurzu i cząstek plastiku.
Następnym krokiem jest użycie smaru i nałożenie cienkiej warstwy na śruby pociągowe. Gdy stół jest już w pozycji wyjściowej, nałóż cienką warstwę smaru, a następnie przesuń stół w niższe położenie.
Nałóż kolejną cienką warstwę smaru na śruby pociągowe osi Z i ponownie ustaw drukarkę w pozycji wyjściowej.
Możesz powtórzyć proces ruchu kilka razy, aby upewnić się, że smar jest równomiernie rozprowadzony na śrubach pociągowych osi Z. Po zakończeniu usuń nadmiar smaru, który zebrał się w pobliżu nakrętek.
Proszę zapoznać się także z Jak nasmarować śruby pociągowe.
W łączniku można zastosować smar serii BX-300/F, ale można zastosować inne alternatywne środki smarne. Popularnym smarem jest smar silikonowy Super Lube 92003 z PTFE, który powinien działać podobnie.
¶ Pręty i łożyska liniowe osi Y i Z
Aby zapewnić płynny ruch, X1 wykorzystuje łożyska LMU8 i pręty liniowe 8 mm, aby zapewnić płynny ruch. Łożyska są nasmarowane fabrycznie, aby zapobiec rdzewieniu i przedłużyć żywotność, w przypadku prętów liniowych zaleca się regularne czyszczenie i konserwację antykorozyjną.

¶ Kiedy to zrobić?
Pręty liniowe osi Y i Z należy sprawdzać raz w miesiącu pod kątem gromadzenia się kurzu i cząstek. W przypadku stosowania lotnych filamentów, takich jak ABS\ASA, zaleca się czyszczenie co 5 szpul (5 kg).
Pręty osi Y i Z powinny być antykorozyjne co sześć miesięcy.
¶ Jak to zrobić?
Pręty liniowe osi Y i Z można czyścić alkoholem izopropylowym i szmatką niezapylającą. Spryskaj szmatkę niewielką ilością alkoholu izopropylowego i delikatnie potrzyj pręty, aby usunąć wszelkie zanieczyszczenia.
Konserwację antykorozyjną prętów liniowych osi Y i Z można również przeprowadzić poprzez spryskanie niezakurzonej szmatki olejem antykorozyjnym, a następnie wytarcie prętów.
Jeśli łożysko wydaje nietypowy dźwięk z powodu niewystarczającego smarowania wewnętrznego, można również spróbować nałożyć trochę smaru na łożysko i przesunąć łożysko kilka razy, aby smar wsiąkł w łożysko i zredukować nietypowy hałas. Ta operacja może być trudna do wykonania, ale nietypowy dźwięk teoretycznie nie będzie miał wpływu na wydajność drukowania, więc można ją zignorować.
¶ Zespół ekstrudera
Po długim okresie użytkowania drukarki do wnętrza zespołu ekstrudera X1 może przedostać się kurz i zanieczyszczenia z filamentu. Niektóre z nich generują więcej kurzu niż inne, więc przebieg może się różnić.

¶
Kiedy to zrobić?
Oczyszczenie wnętrza ekstrudera należy przeprowadzić w momencie, gdy na żółtej przekładni widoczne są niewielkie ilości kurzu.
¶ Jak to zrobić?
Najszybszym sposobem oczyszczenia ekstrudera i usunięcia z ekstrudera zanieczyszczeń lub pyłu z filamentów jest użycie puszki ze sprężonym powietrzem i przedmuchanie żółtej przekładni.
Można także wyjąć hotend i przedmuchać sprężonym powietrzem pod ekstruderem. Powinno to oczyścić większość pyłu z filamentu.
Zalecamy również zapoznanie się z artykułem Poradnik konserwacji ekstrudera: Czyszczenie i smarowanie, aby uzyskać szczegółowe informacje na temat czyszczenia ekstrudera.
¶ Czyszczenie hotendu
Bardzo ważne jest regularne czyszczenie hotendu i dbanie o czystość jego wnętrza. Poza tym ważne jest, aby upewnić się, że hotend jest prosty i nie posiada żadnych zagięć spowodowanych awarią druku.
¶
Kiedy to zrobić?
Hotend należy co jakiś czas czyścić, zwłaszcza przy przejściu z jednego rodzaju filamentu na drugi.
¶ Jak to zrobić?
Postępuj zgodnie z procedurą odblokowania dyszy/hotendu, aby przeprowadzić pełne czyszczenie dyszy, łącznie z kilkoma pociągnięciami na zimno, aby przywrócić pierwotną wydajność hotendu.
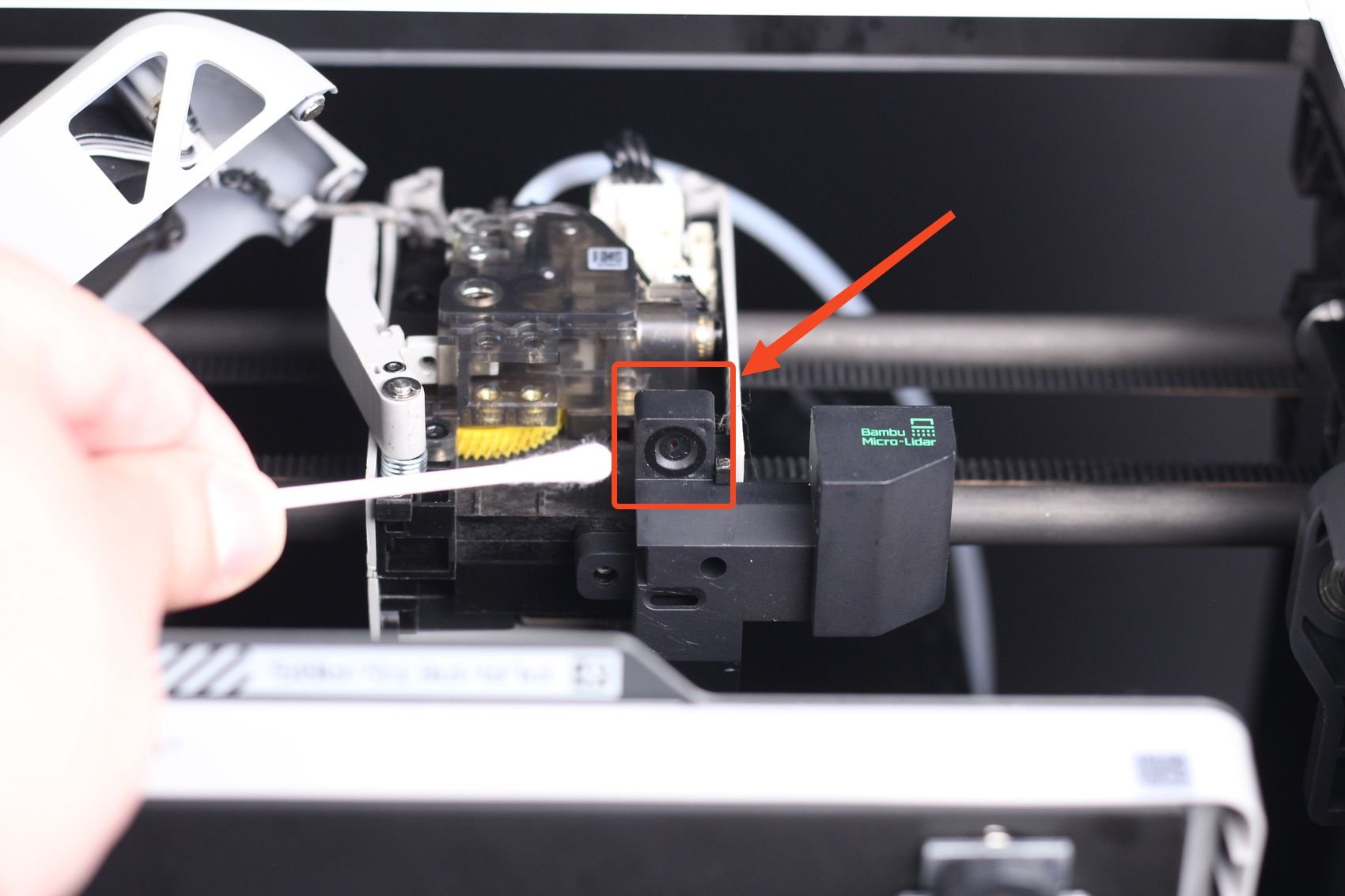
¶ Bambu Micro Lidar
Do kalibracji Micro Lidar wykorzystuje małą kamerę i laser. Aby zapewnić płynne działanie, aparat i laser należy utrzymywać w czystości.
¶ Kiedy to zrobić?
Micro Lidar należy wyczyścić gdy pojawi się komunikat o błędzie lub lampka zacznie działać nieprawidłowo. W przypadku regularnego drukowania przy użyciu ABS aparat należy czyścić co 3–5 dni, ponieważ cząsteczki ABS mogą gromadzić się na obiektywie aparatu.
¶ Jak to zrobić?
Za pomocą ściereczki z mikrofibry i odrobiny alkoholu izopropylowego delikatnie przetrzyj kamerę Micro Lidar. Można również zastosować końcówkę Q, która ułatwia użytkownikowi dotarcie do aparatu.
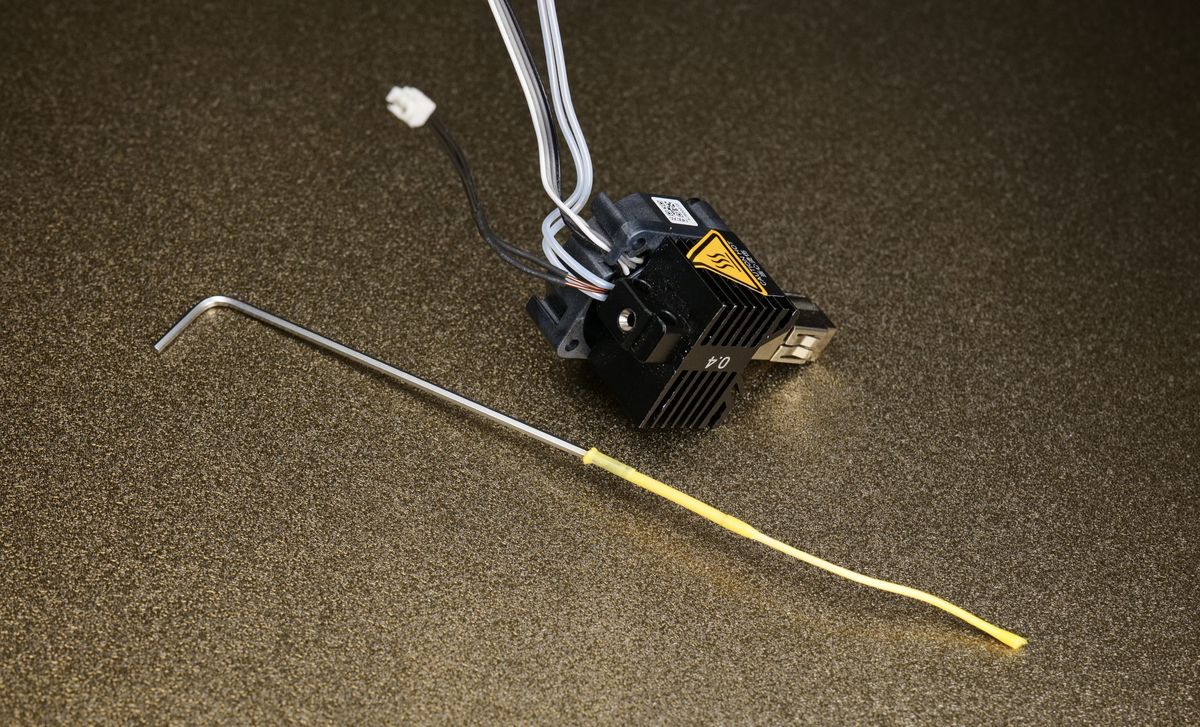
¶ Obcinarka filamentu
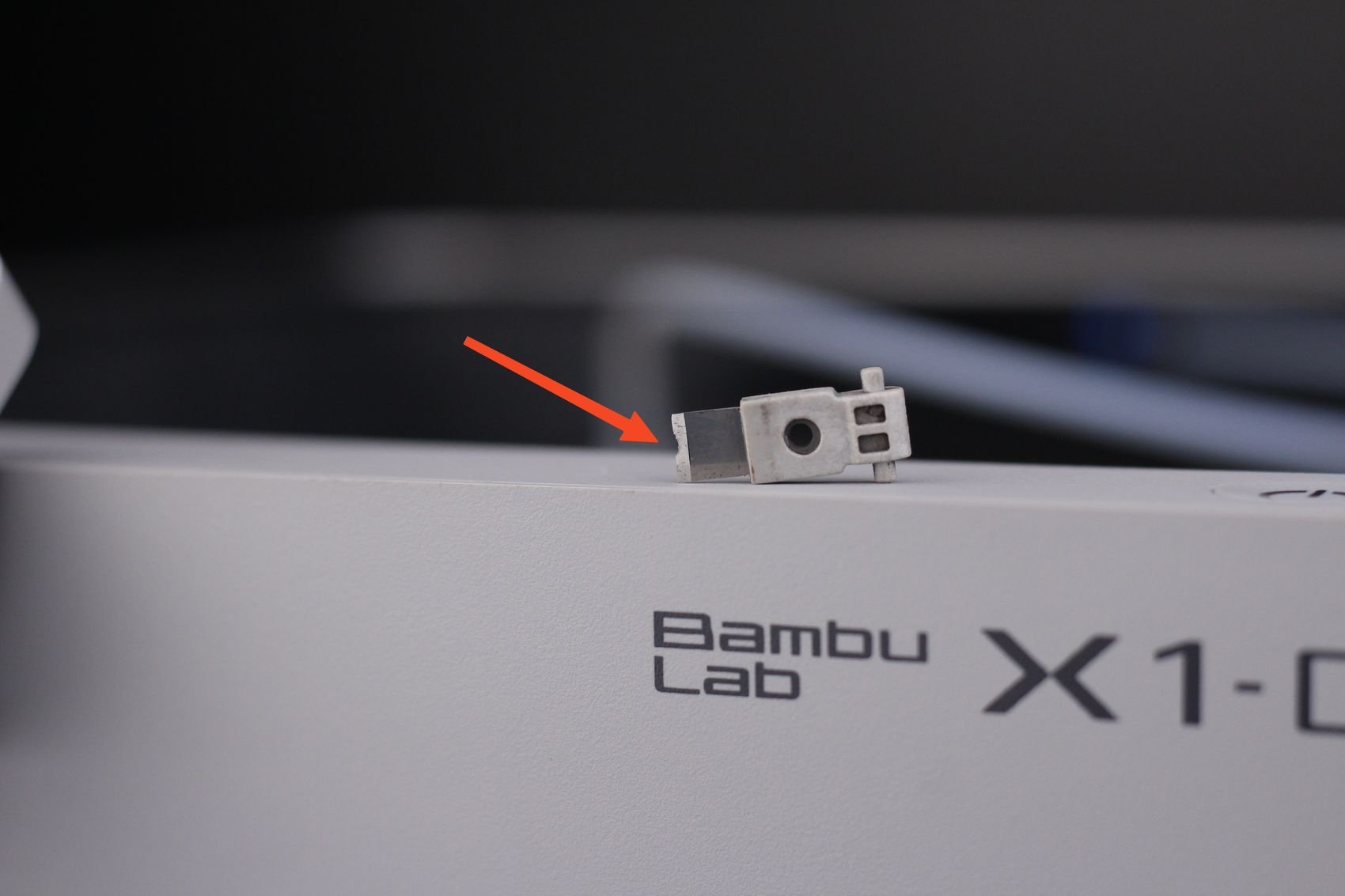
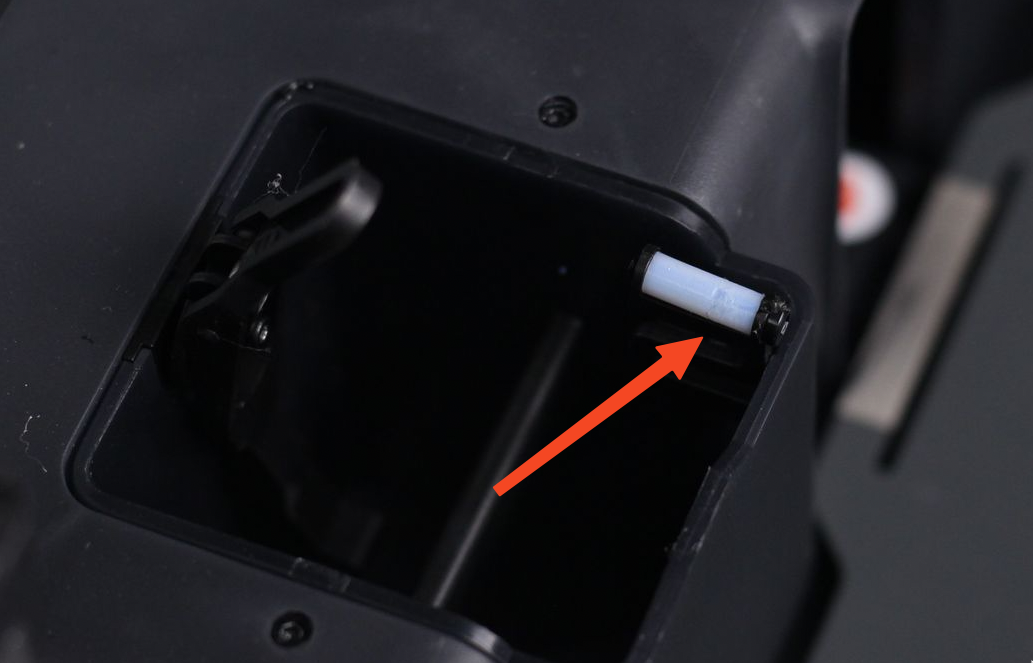
Obcinarka filamentu zastosowana w ekstruderze X1 odcina go regularnie podczas jego wymiany. Jej ostrze może stępić się po wydrukowaniu kilku szpul filamentu, dlatego należy regularnie sprawdzać, czy ostrze jest nadal ostre.
¶ Kiedy to zrobić?
W przypadku zwykłych filamentów, takich jak PLA/PETG/ABS/PC, ostrze należy sprawdzać co 3-5 szpul. Jeśli ostrze jest tępe, wymień je.
W przypadku filamentów ściernych typu PA+CF/PA+GF ostrze może stępić się szybciej, dlatego zalecamy sprawdzenie go po wydrukowaniu 1-2 szpul materiałów ściernych. Jeśli ostrze jest tępe, wymień je.
Aktualizacja: Odkryliśmy, że po około 5 000–7 000 cięć filamentu ostrze obcinarki może się stępić, ale może nie ulec deformacji, jak pokazano na powyższym obrazku.
Jeśli napotkasz problemy z cofaniem się filamentu AMS, zalecamy wymianę ostrza, aby uzyskać najlepsze rezultaty. Jeśli ostrze będzie ostre, filament zostanie odcięty czysto i nie powinien powodować problemów podczas pracy.
¶ Jak to zrobić?
Proces wymiany obcinarki filamentu opisano w tym artykule Wiki.
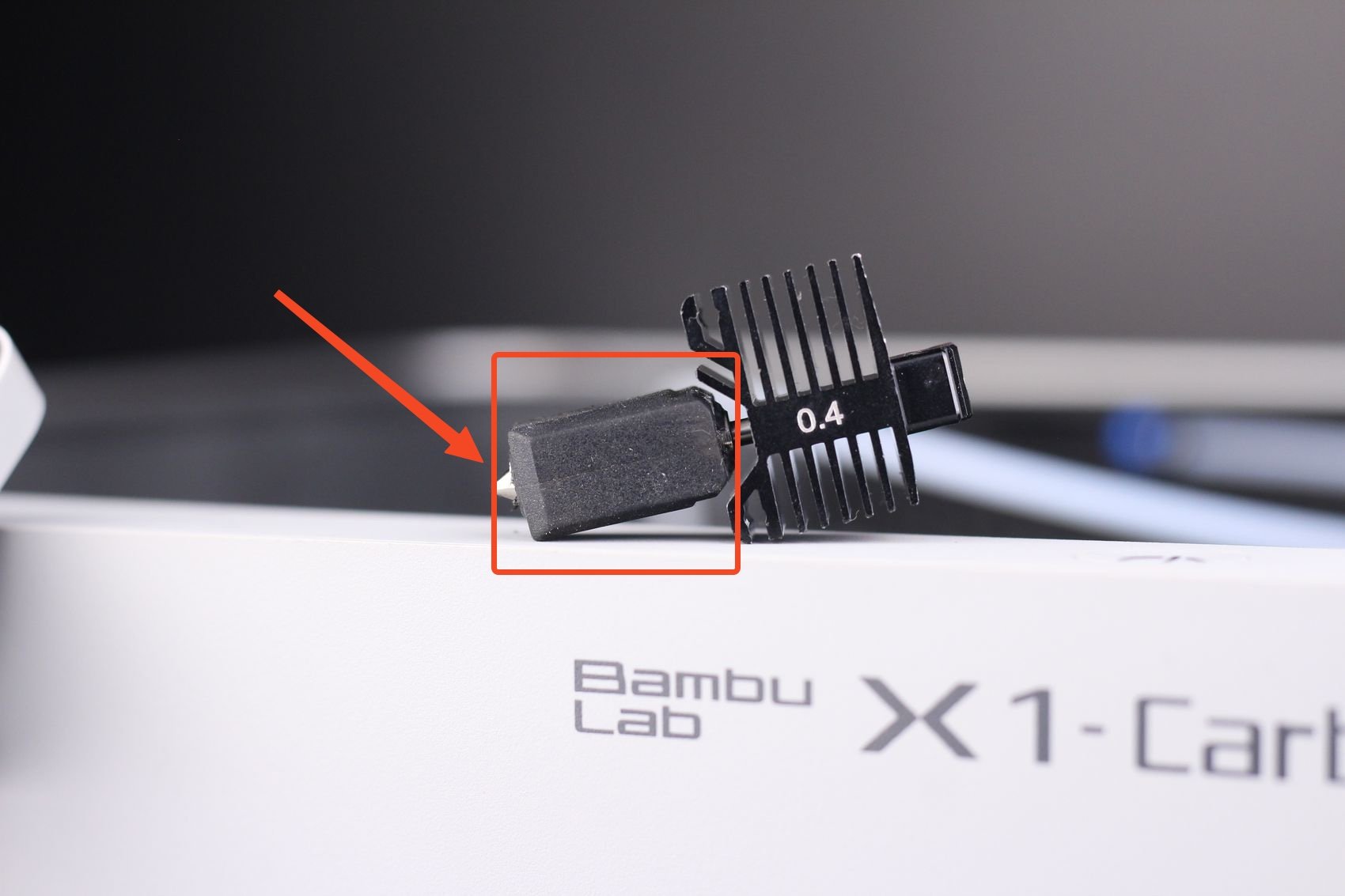
¶ Hotendowa silikonowa osłona
Silikonowa osłona wokół hotendu pomaga utrzymać stałą temperaturę, jednocześnie chroniąc go przed osadzaniem się plastiku podczas drukowania.
¶ Kiedy to zrobić?
Silikonową osłonę należy wymienić, jeśli widoczne są na niej ślady zużycia lub jeśli nie jest dobrze przymocowana do hotendu.
¶ Jak to zrobić?
Po prostu zdejmij starą silikonową osłonę z hotendu i załóż nową.
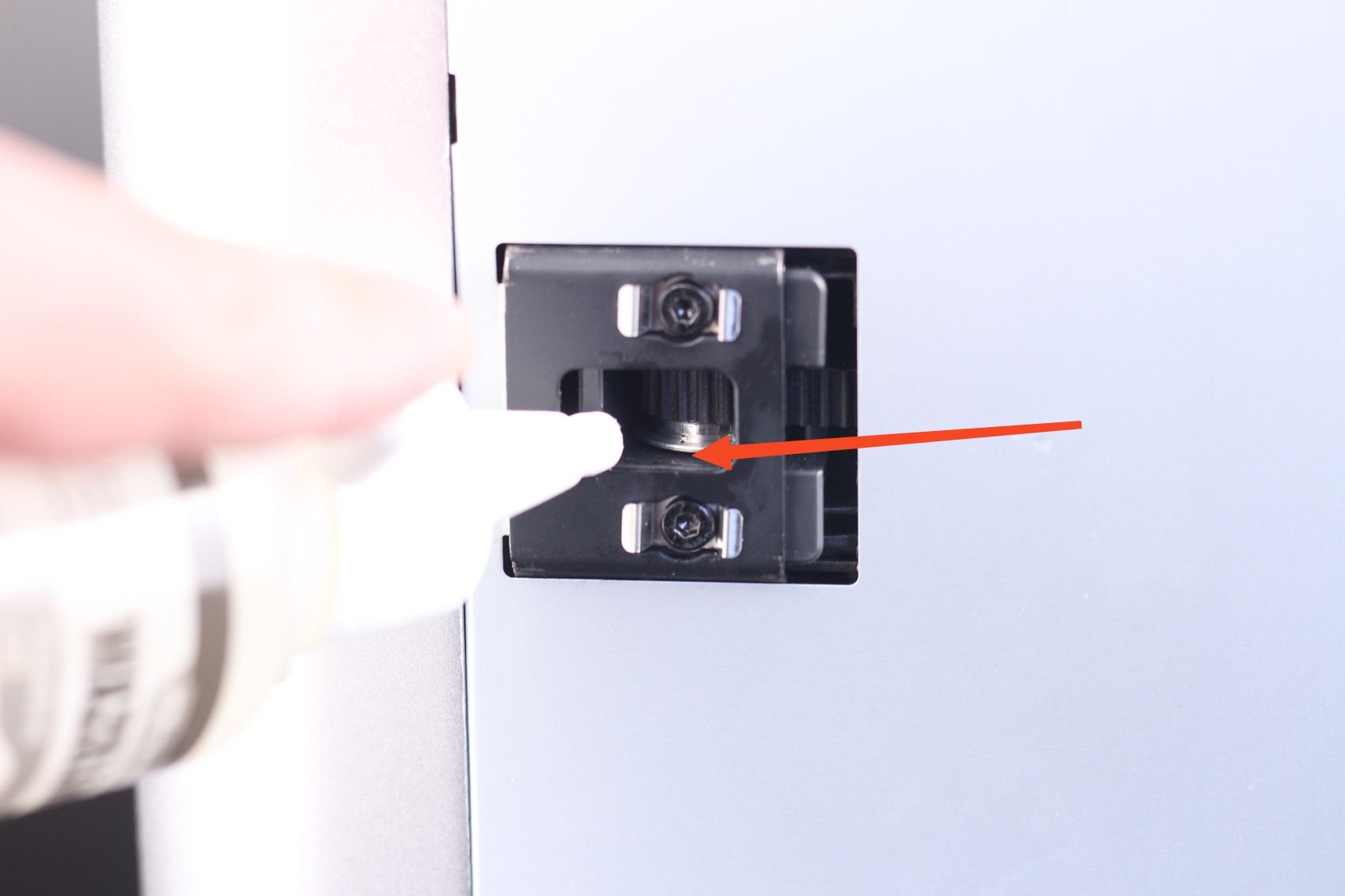
¶ Koła pasowe
W drukarce zainstalowano wiele kół pasowych napinających. Te koła napinające mają wewnątrz uszczelnione łożyska, które nie wymagają smarowania, ale nadal zalecamy dodanie odrobiny oleju smarowego pomiędzy kołnierzem koła napinającego a plastikowym uchwytem, aby uniknąć skrzypienia.
¶ Kiedy to zrobić?
Gdy podczas drukowania lub ruchu w osi XY występują odgłosy skrzypienia.
¶ Jak to zrobić?
W razie potrzeby nałóż niewielką ilość oleju smarowego na górę i na dół koła napinającego, w miejscu pomiędzy kołnierzem koła napinającego a plastikowym uchwytem. Aby uniknąć gromadzenia się kurzu, należy unikać dodawania oleju smarowego do kół napinających, jeśli nie słychać odgłosów skrzypienia.
¶ Kamera komorowa
Aby zapewnić dobrą widoczność, obiektyw kamery komorowej należy regularnie czyścić.

¶ Kiedy to zrobić?
Zalecamy czyszczenie obiektywu aparatu, gdy obraz jest nieostry lub widocznie zabrudzony. W przypadku drukowania z ABS zalecamy czyszczenie go co tydzień.
¶ Jak to zrobić?
Za pomocą ściereczki z mikrofibry i odrobiny alkoholu izopropylowego delikatnie przetrzyj komorę kamery. Można również zastosować końcówkę Q, która ułatwia użytkownikowi dotarcie do aparatu.
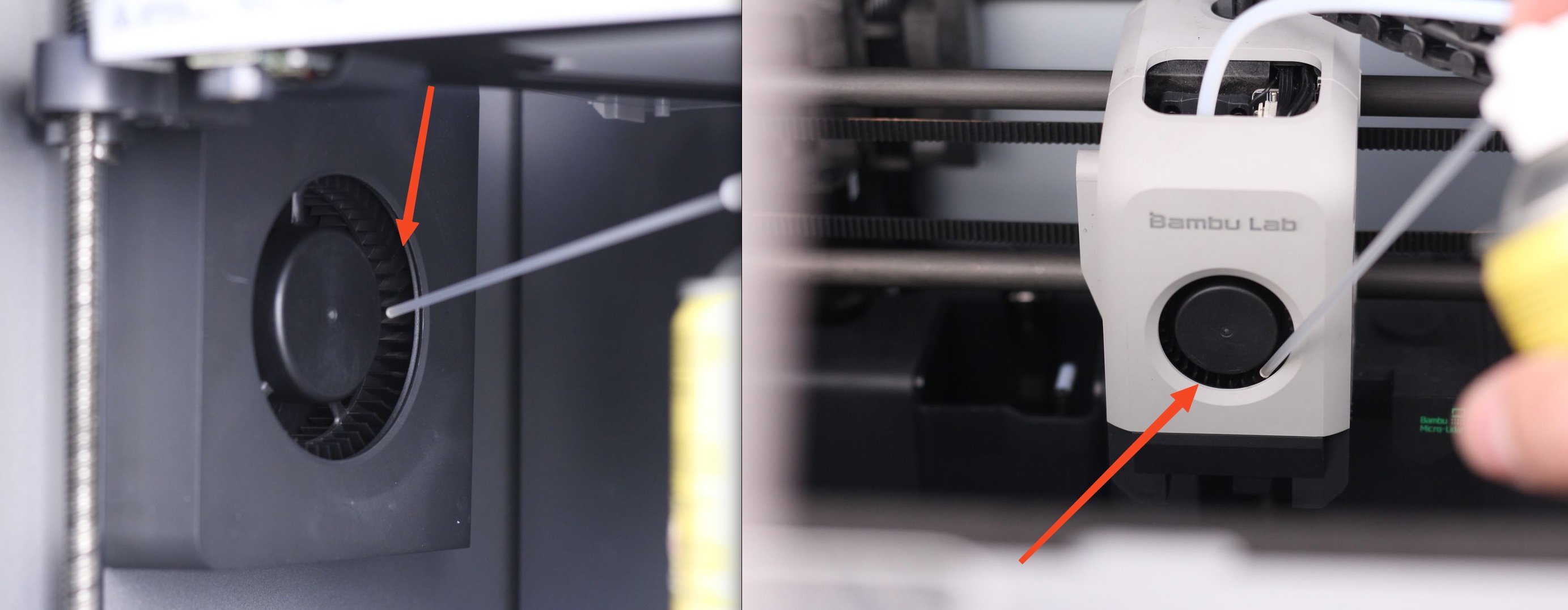
¶ Wentylatory chłodzące
Istnieją trzy wentylatory, które należy regularnie sprawdzać pod kątem gromadzenia się kurzu i zanieczyszczeń. Wentylator hotendu, wentylator przedniej pokrywy, i wentylator pomocniczy. Aby zapewnić płynną pracę i długą żywotność, należy je regularnie sprawdzać pod kątem gromadzenia się zanieczyszczeń i kurzu.
¶ Kiedy to zrobić?
Zalecamy sprawdzanie wentylatorów co tydzień w celu oczyszczenia z zanieczyszczeń i kurzu, które mogły zgromadzić się wokół łopatek.
¶ Jak to zrobić?
Gdy drukarka jest wyłączona, zalecamy użycie puszki ze sprężonym powietrzem. Trzymając łopatki wentylatora w miejscu, użyj sprężonego powietrza, aby przedmuchać łopatki i oczyścić je z kurzu lub zanieczyszczeń.
¶ Wycieraczka dyszy
Wycieraczka dyszy jest ważną częścią X1, którą należy od czasu do czasu sprawdzać, aby upewnić się, że nie jest uszkodzona, a proces czyszczenia przebiega prawidłowo.
¶ Kiedy to zrobić?
Wycieraczkę dyszy należy sprawdzić przed rozpoczęciem druku, aby upewnić się, że jest wolna od resztek filamentu i że strona PTFE nie jest uszkodzona. Aby wycieraczka działała prawidłowo, powinna także pozostać w pozycji poziomej.
¶ Jak to zrobić?
Jeśli wycieraczka dyszy jest uszkodzona, zalecamy jej wymianę zgodnie z tym przewodnikiem.
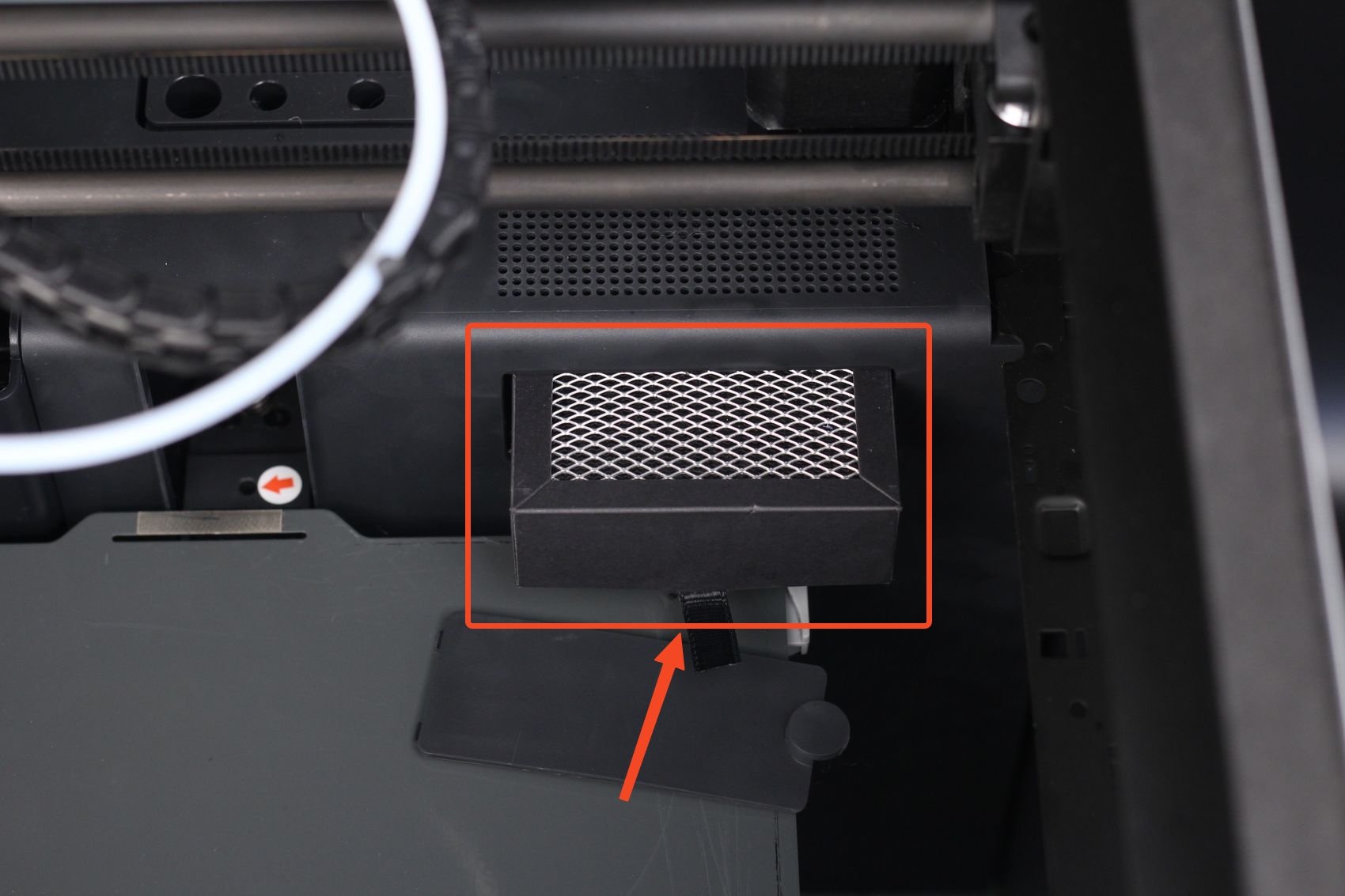
¶ Filtr powietrza z węglem aktywnym
Filtr powietrza z węglem aktywnym służy do filtrowania niektórych cząstek powstających podczas procesu drukowania i należy go regularnie wymieniać.
¶ Kiedy to zrobić?
Jeśli drukarka jest używana przez około 8 godzin dziennie, zalecamy wymianę filtra powietrza z węglem aktywnym co trzy miesiące. Jeśli drukarka jest używana jako maszyna produkcyjna, zalecamy wymianę filtra co miesiąc.
¶ Jak to zrobić?
Wymiana filtra powietrza z węglem aktywnym jest łatwa. Po prostu wyjmij stary filtr i zainstaluj nowy, jak opisano w tym artykule.
¶ Zespół tulei prowadzącej AMS
¶ Kiedy to zrobić?
¶ Jak to zrobić?
¶ Rurka teflonowa
X1 wykorzystuje różne rurki PTFE do prowadzenia filamentu z AMS do ekstrudera. Rurka PTFE jest dość odporna, ale w niektórych przypadkach należy ją wymienić.
¶ Kiedy to zrobić?
Rurkę PTFE należy wymienić, gdy widoczne są na niej wyraźne oznaki zużycia. W większości przypadków wnętrze rurki PTFE może szybko się zużyć podczas drukowania z filamentów ściernych, dlatego zalecamy sprawdzenie po wydrukowaniu około 5 szpul materiałów ściernych.
W przypadku drukowania ze zwykłych filamentów zalecamy sprawdzenie rurek po około 10 szpulach materiału.
¶ Jak to zrobić?
Wymiana rurki PTFE może być zadaniem szybkim lub dłuższym, w zależności od tego, który odcinek rurki PTFE wymaga wymiany. Sprawdź naszą Wiki, aby uzyskać informacje na ten temat.
¶ Środek osuszający
AMS ma dwa gniazda, w których można zainstalować pakiety środka osuszającego, aby utrzymać niski poziom wilgoci wewnątrz. Aby uzyskać najlepszą wydajność, te opakowania środka osuszającego należy od czasu do czasu wymieniać.

¶ Kiedy to zrobić?
Opakowania ze środkiem osuszającym należy wymienić, gdy ich zawartość zmieni się w żółtawy żel.
Ważne: pamiętaj o ich wymianie zanim się zużyją, ponieważ zawartość może zamienić się w płynny żel i przedostać do wnętrza AMS, powodując uszkodzenie.
¶ Jak to zrobić?
Proces wymiany pakietów środka osuszającego AMS opisano w tym artykule.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl. za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.