¶ Wprowadzenie
TPU 90A to termoplastyczny filament poliuretanowy (TPU) o twardości Shore'a wynoszącej 90A.
- Twardość: twardość filamentu TPU jest zwykle mierzona w skali Shore A, przy czym 90A oznacza poziom twardości tego filamentu.
- Elastyczność i giętkość: TPU 90A może rozciągać się i zginać w szerokim zakresie bez pękania, z silnym odzyskiwaniem. Ta cecha sprawia, że TPU 90A doskonale nadaje się do zastosowań wymagających elastyczności i giętkości.
- Odporność na zużycie: filament TPU zapewnia dobrą odporność na zużycie, utrzymując stabilną wydajność podczas długotrwałego użytkowania.
Pod względem zastosowań TPU 90A można stosować w produktach wymagających elastyczności i odporności na zużycie, takich jak podeszwy butów, części sprzętu sportowego, etui na telefony komórkowe i paski do smartwatchów. Ogólnie rzecz biorąc, TPU 90A to wysokowydajny termoplastyczny filament poliuretanowy o wszechstronnych zastosowaniach, a różne poziomy twardości pozwalają mu sprostać potrzebom różnych przypadków użycia.
¶ Przewodnik drukowania
¶ Ogólne przygotowanie filamentu
¶ Środowisko przechowywania filamentu
Aby mieć pewność, że filament TPU nie wchłonie wilgoci i nie wpłynie na jakość wydruku podczas procesu drukowania 3D lub podczas przechowywania, zaleca się przechowywanie filamentu w środowisku o wilgotności poniżej 20% RH. Zaleca się przechowywanie filamentu wraz z pochłaniaczem wilgoci (zaleca się stosowanie żelu krzemionkowego).

Przed przechowywaniem filamentu należy umieścić pochłaniacz wilgoci z żelu krzemionkowego w pudełku do przechowywania.
¶ Suszenie filamentu
Filament TPU ma wysoką zdolność absorpcji wilgoci i łatwo wchłania wilgoć z otoczenia. Jeśli wilgotne TPU jest używane w druku 3D, wilgoć szybko odparuje po podgrzaniu, powodując wady takie jak pęcherzyki i dziury w wydruku, co poważnie wpływa na jakość, a nawet może prowadzić do awarii. Dlatego zalecamy używanie następującego sprzętu i parametrów do suszenia.
Aby uzyskać więcej informacji, zapoznaj się z: Suszenie filamentu.
| Suszarka nadmuchowa (wymuszonego obiegu powietrza) | Podgrzewany stół |
|---|---|
| 70 ℃, 8 h | 90 ℃, 16 h |
Ponieważ drukarki A1/A1mini są drukarkami otwartymi, nie można suszyć filamentu na podgrzewanym stole. Jeśli masz drukarkę X1 lub P1 (zamkniętą), możesz użyć podgrzewanego stołu do suszenia. Jeśli używasz podgrzewanego stołu do suszenia, obracaj filament co 4 godziny i przykryj go pudełkiem PC lub pudełkiem na filament.
Suszenie na stole: Suszenie filamentu na stole drukarki serii X.
Należy pamiętać o następujących zagrożeniach podczas procesu suszenia:
⚠️ Ryzyko odkształcenia się szpuli
Przed suszeniem szerokość nieodkształconej krawędzi szpuli wynosi około 65,4 mm. Podczas suszenia filament TPU rozszerza się pod wpływem ciepła, powodując odkształcenie szpuli i zwiększenie jej rozmiaru. Po wysuszeniu zgodnie z podanymi parametrami szerokość krawędzi szpuli może się zwiększyć do około 69,4 mm. Uszczelnione pudełko o pojemności 4 l zapewnia płynny obrót szpuli z maksymalną szerokością około 67,5 mm. Uszczelnione pudełko o pojemności 5,8 l zapewnia płynny obrót szpuli z maksymalną szerokością około 108,5 mm, co jest wystarczające, aby umożliwić płynny obrót i ładowanie filamentu po rozszerzeniu.
Z tego powodu zdecydowanie zalecamy używanie uszczelnionego pudełka o pojemności 5,8 l do ładowania filamentu po suszeniu.
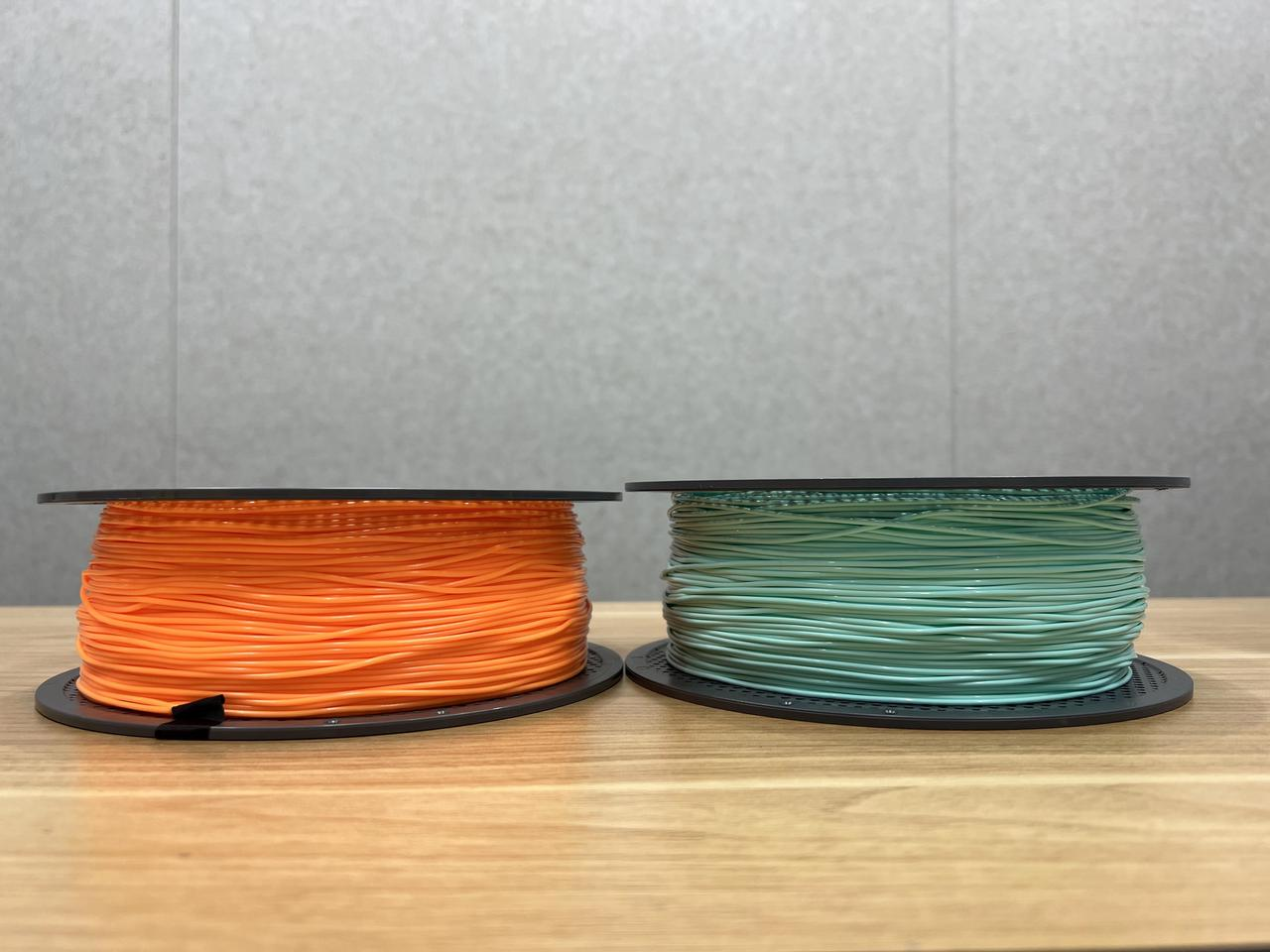 Prawa strona szpuli z filamentem to rozszerzona szpula po wysuszeniu |
 Pudełka zapieczętowane 4L i 5,8L |
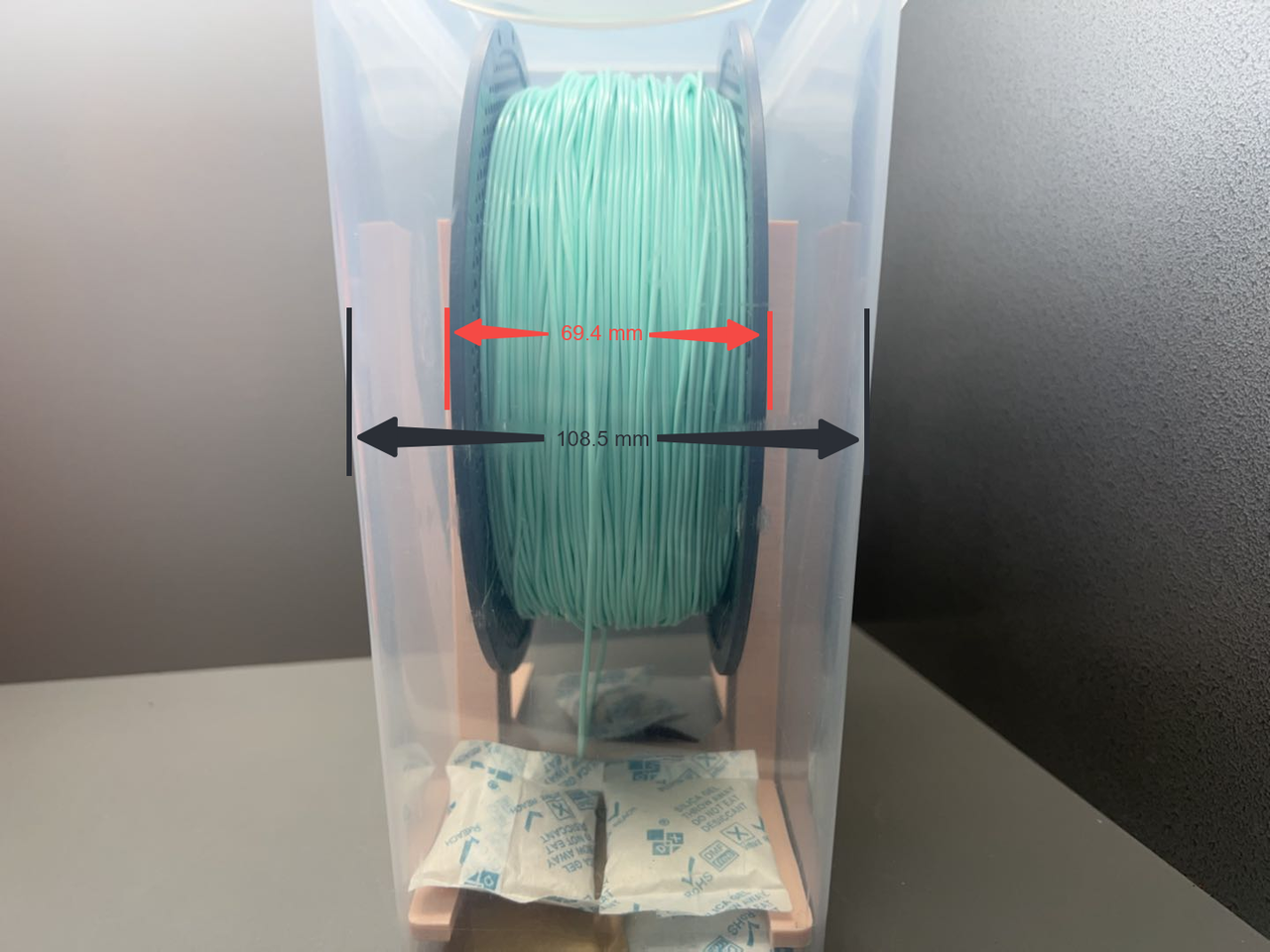 Maksymalna szerokość zamkniętego pudełka o pojemności 5,8 l wynosi około 108,5 mm |
 Maksymalna szerokość 4-litrowego pudełka z zamknięciem wynosi około 67,5 mm |
Uwaga:
Podczas suszenia użycie ciężkiego przedmiotu odpornego na ciepło do dociśnięcia szpuli TPU może pomóc zapobiec deformacji. Jeśli szpula się nie odkształci, filament można załadować za pomocą 4-litrowego szczelnego pudełka.
Jeśli używasz szczelnego pudełka do ładowania, pamiętaj o użyciu uchwytu szpuli, aby zapewnić płynny obrót filamentu. Ponadto, aby zmniejszyć opór ładowania, otwórz boczny otwór szczelnego pudełka.
 Boczne otwarcie zapieczętowanego pudełka |
 Zapewnij płynny obrót filamentu |
Uchwyt do pudełka 4L:https://makerworld.com.cn/zh/models/807064?from=search#profileId-784185
Uchwyt do pudełka 5.8L:https://makerworld.com.cn/zh/models/437644?from=search#profileId-353897
¶ Ogólne przygotowanie maszyny
¶ Hotend
Aby zapewnić najlepszą jakość druku i rezultaty z filamentem TPU, zdecydowanie zaleca się użycie nowego hotendu lub dedykowanego hotendu do drukowania TPU.
| Filament | Średnica 0.2 mm | Średnica 0.4 mm | Średnica 0.6 mm | Średnica 0.8 mm |
|---|---|---|---|---|
| TPU 90A | Niekompatybilna | Zalecana | Zalecana | Zalecana |
¶ Płyta robocza
Teksturowana płyta PEI może stać się zbyt lepka po nałożeniu kleju, dlatego nie zaleca się stosowania kleju podczas drukowania z teksturowaną płytą PEI.
W przypadku innych płyt roboczych należy nałożyć klej, aby zapobiec takim problemom, jak słaba jakość pierwszej warstwy, brak przyczepności, a nawet niepowodzenie wydruku.
Użycie płyty Cool Plate Supertack do drukowania TPU może skutkować zbyt silną przyczepnością, dlatego nie należy jej używać.
| Filament | Cool plate | Engineering plate | High Temperature/Smooth PEI Plate | Cool plate supertack | Wymagany klej |
|---|---|---|---|---|---|
| TPU 90A | Zalecana | Zalecana | Zalecana | Niekompatybilna | Tak (poza Textured PEI plate) |
¶ Drukarka
Sprawdź i konserwuj ekstruder (jeśli są jakieś ciała obce lub resztki filamentu, rozmontuj go i wytrzyj do czysta). Jeśli koło zębate ekstrudera jest zużyte, należy je wymienić (w przeciwnym razie mogą wystąpić problemy z poślizgiem filamentu).
Jeśli hotend nie jest nowy, sprawdź stan hotendu (czy są jakieś resztki; jeśli są, zwiększ temperaturę i wykonaj ciągnięcie na zimno 2-3 razy, używając filamentu PLA/PETG, ale nie używaj filamentów wzmacnianych włóknem).
Kroki operacji płukania (na przykładzie PLA Matte):
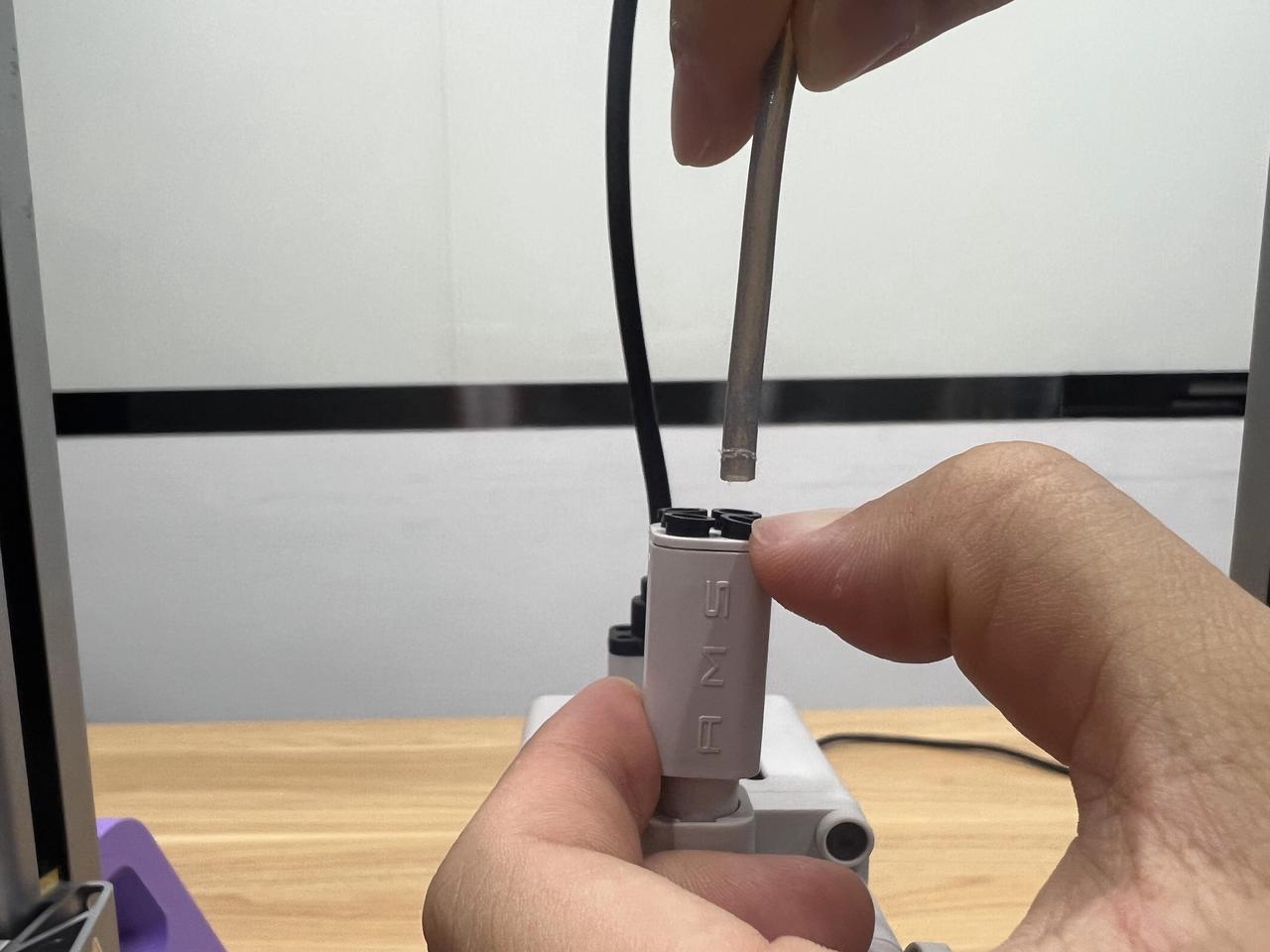
- Aby ułatwić obsługę, najpierw odłącz rurkę PTFE od głowicy.
- Zaleca się podniesienie temperatury hotendu do 250°C, a następnie włożenie filamentu PLA Matte do głowicy.
- Naciśnij przycisk „Extrude Down” na interfejsie i sprawdź, czy filament jest wytłaczany w sposób ciągły i równomierny. (Ten krok należy powtórzyć 3-5 razy.)
Uwaga: Jeśli chcesz dodatkowo wyczyścić hotend, aby uzyskać lepszą jakość wydruku, zalecana jest metoda zimnego ciągnięcia. Zapoznaj się z tą wiki: Poradnik przetykania dyszy drukarki A1 mini.
¶ Środki ostrożności podczas obsługi i ustawienia parametrów
¶ Wymagania wstępne dotyczące ładowania i rozładowywania filamentu
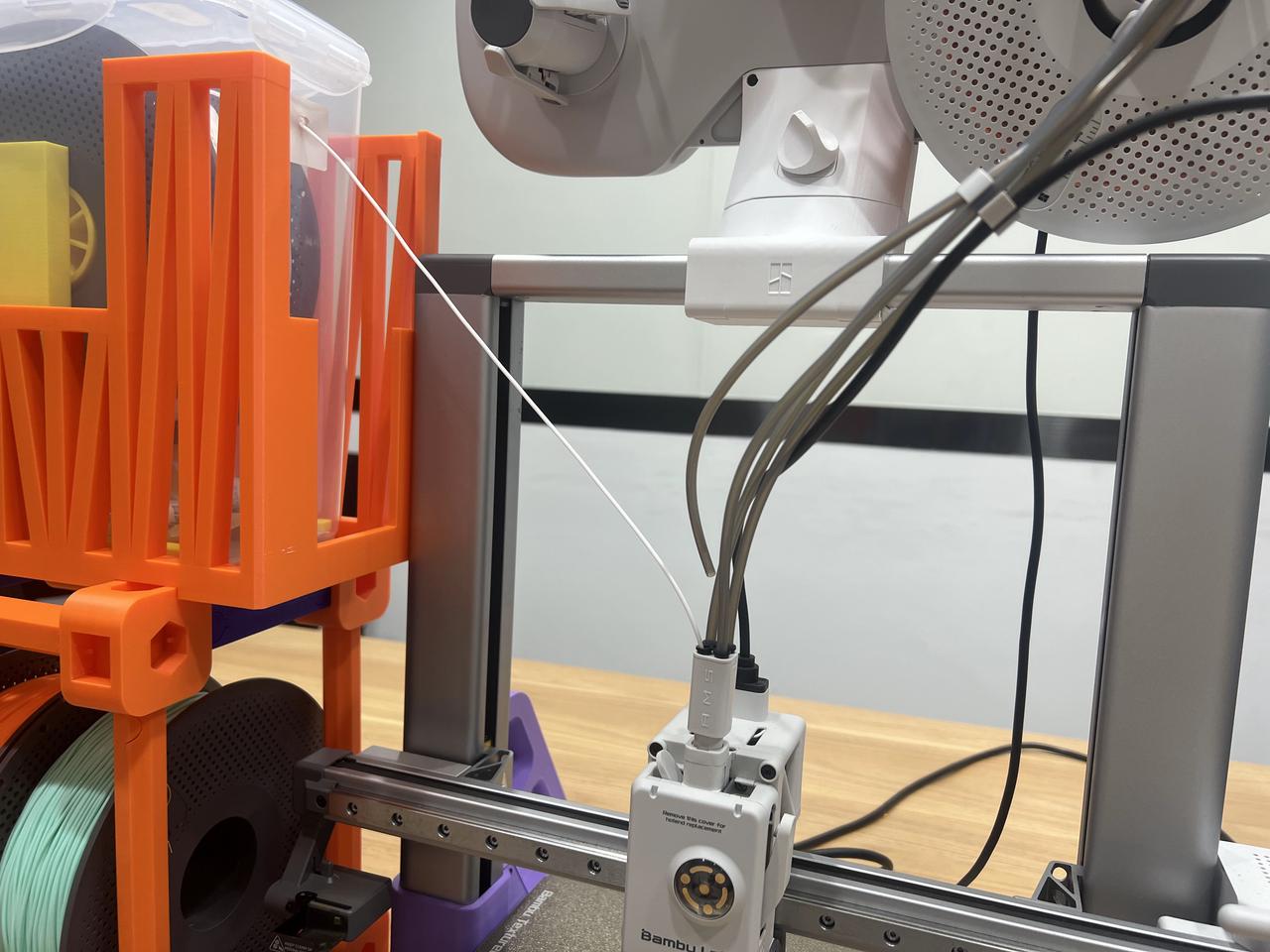
Wszystkie filamenty muszą mieć podniesioną szpulę (otwór wylotowy szpuli powinien znajdować się wyżej niż otwór załadunkowy głowicy narzędzia), aby zapewnić płynne ładowanie.
Łącza uchwytu szpuli znajdziesz tutaj: TPU filament spool rack.

¶ Ładowanie TPU 90A
Przypomnienia:
- Upewnij się, że filament jest całkowicie suchy przed załadowaniem.
- W przypadku używania szpuli filamentu do ładowania, załaduj filament przez boczny otwór.
Przygotowanie:
- Usuń jedną z rurek PTFE podłączonych do głowicy i upewnij się, że w ekstruderze nie ma innego filamentu.
- Umieść uchwyt szpuli obok drukarki, upewniając się, że port wylotowy filamentu jest umieszczony wyżej niż wlot ekstrudera.
 |
 |
Ładowanie:
- Zaleca się wstępne podgrzanie hotendu do 250℃.
- Wyciągnij filament ze szpuli i włóż go bezpośrednio do wlotu ekstrudera.
- Powoli i okresowo klikaj przycisk „Strzałka w dół”, aby załadować filament, aż będzie on płynnie i nieprzerwanie wytłaczany z hotendu.
Środki ostrożności dotyczące ładowania TPU 90A:
- Podczas ładowania filamentu przez głowicę, jeśli zauważysz znaczny opór, sprawdź, czy szpula filamentu obraca się płynnie wewnątrz pojemnika na filament.
- Po uchwyceniu filamentu TPU przez koło zębate ekstrudera, powoli kliknij przycisk ekstrudera, aby upewnić się, że filament jest płynnie wytłaczany z hotendu, unikając awarii ładowania.
¶ Rozładowywanie TPU 90A
W przypadku drukarek serii A, ręczne rozładowywanie jest wymagane po nagrzaniu hotendu. Automatyczne rozładowywanie za pomocą noża nie jest obsługiwane.
Kroki rozładowywania:
- Rozgrzej hotend do 250℃.
- Powoli kliknij przycisk „Strzałka w górę”, aby odwrócić koło zębate ekstrudera, jednocześnie delikatnie wyciągając filament z głowicy.
¶ Ustawienia parametrów
Oprócz wstępnie ustawionych parametrów, należy dostosować określone ustawienia parametrów zgodnie z charakterystyką modelu.
- Zalecana temperatura drukowania dla TPU 90A wynosi 225℃, a temperatura podgrzewanego stołu 30–35℃.
- Proszę zachować domyślne maksymalne ograniczenie prędkości objętościowej podczas drukowania i unikać zwiększania prędkości drukowania.
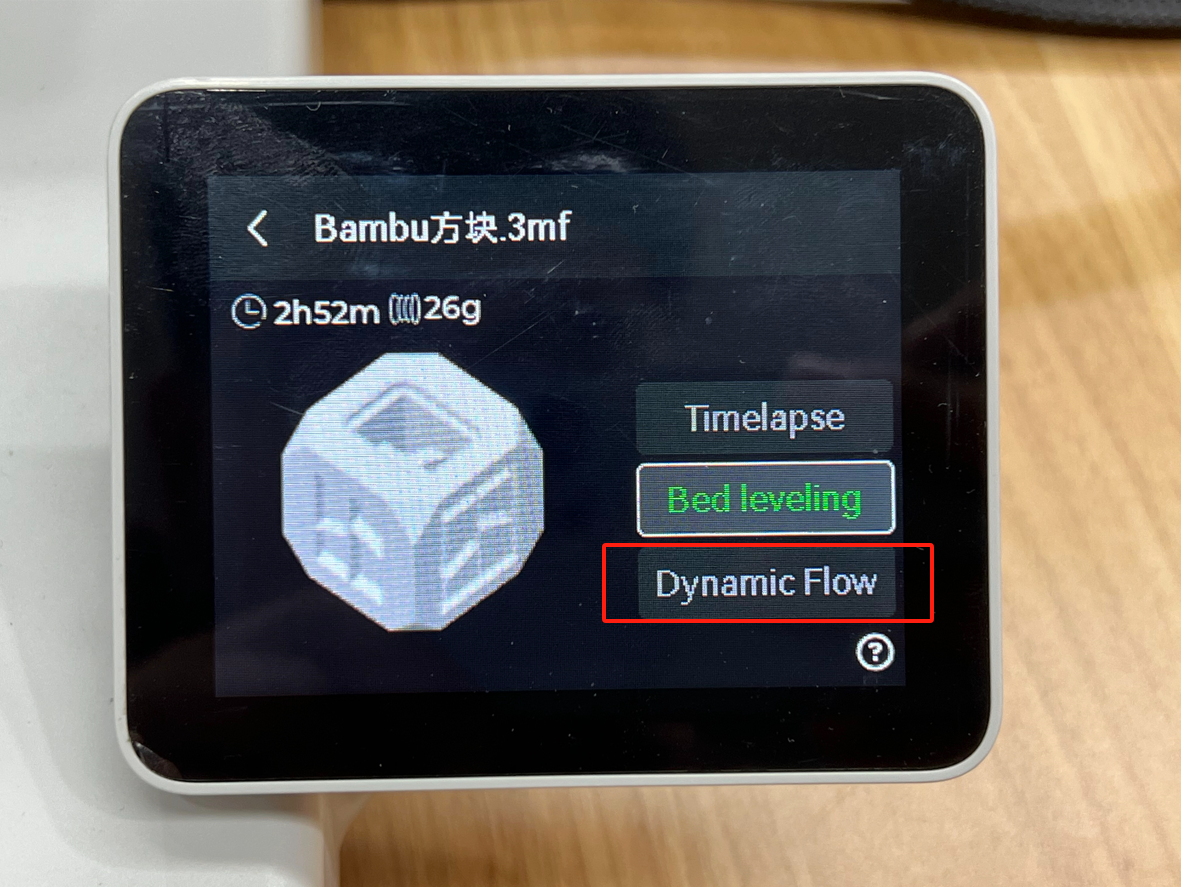
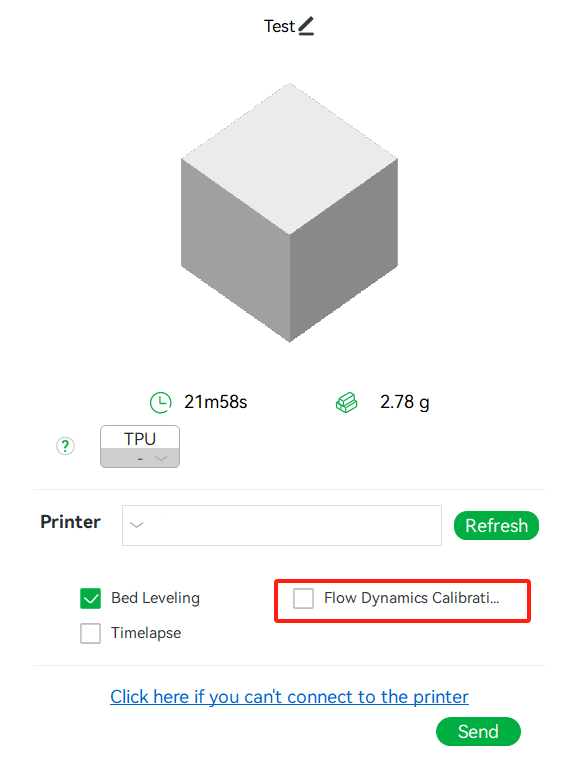
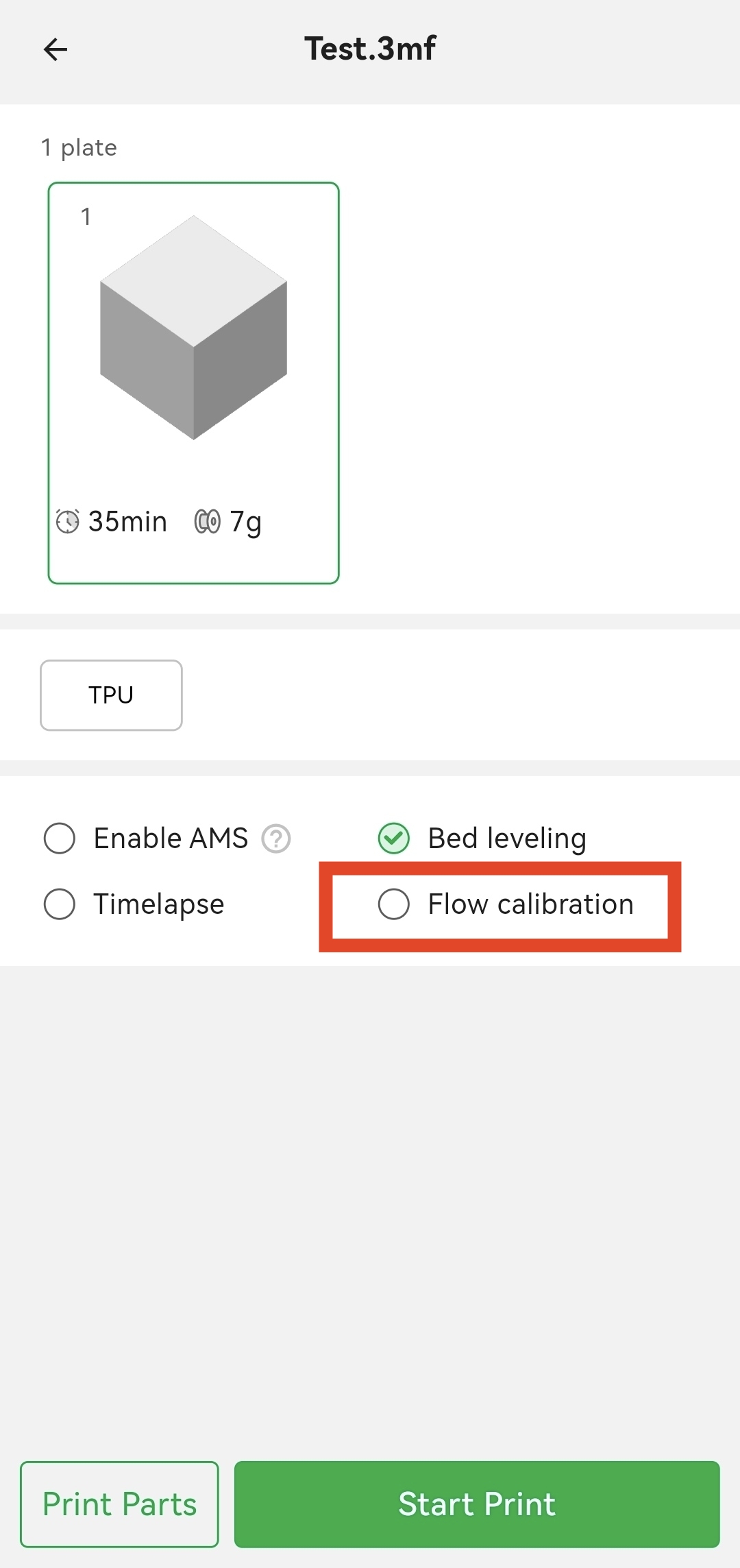
- Podczas drukowania TPU 90A należy wyłączyć kalibrację dynamiki przepływu.
 |
 |
 |
- Nie zaleca się drukowania wysokich i cienkich modeli, ponieważ filament TPU jest stosunkowo miękki. Gdy drukowany model osiągnie określoną wysokość, może się chwiać, co doprowadzi do niepowodzenia drukowania.
¶ Typowe problemy z drukowaniem
Filament TPU jest podatny na następujące problemy:
- Niedostateczne wytłaczanie (zatkanie dyszy, opór ładowania, ślizganie się filamentu)
- Zatkanie ekstrudera (wyginanie filamentu powodujące zatkanie przekładni ekstrudera; rozmontuj ekstruder i usuń zatkany filament)
- Nurkowanie i wyciekanie (możesz użyć hotendu o większej średnicy, dostroić ustawienia cofania, dodatkowo wysuszyć filament i zastosować post-processing do modelu)
Aby uzyskać szczegółowe informacje na temat rozwiązywania problemów i rozwiązań, zapoznaj się z tym artykułem: Typowe problemy z jakością druku i ich rozwiązania.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.