¶ Wprowadzenie
TPU 85A i TPU 90A to dwa różne stopnie twardości poliuretanowych materiałów termoplastycznych (TPU).
- Twardość: Twardość TPU jest zazwyczaj mierzona za pomocą twardości Shore'a A. 85A i 90A reprezentują poziomy twardości tych dwóch materiałów, przy czym 90A jest twardszy niż 85A.
- Elastyczność i giętkość: Materiały te można rozciągać i zginać w szerokim zakresie bez pękania, wykazując dużą zdolność odzyskiwania kształtu. Ta cecha sprawia, że TPU 85A i TPU 90A doskonale sprawdzają się w zastosowaniach wymagających elastyczności i giętkości.
- Odporność na ścieranie: Materiały TPU mają dobrą odporność na ścieranie, utrzymując stabilną wydajność przez długi czas użytkowania.
Jeśli chodzi o zastosowania, TPU 85A i TPU 90A można stosować do produkcji produktów wymagających elastyczności i odporności na ścieranie, takich jak podeszwy butów i elementy sprzętu sportowego. Nadają się również do produkcji akcesoriów elektronicznych, takich jak etui na telefony i paski do smartwatchów. Ogólnie rzecz biorąc, te dwa termoplastyczne materiały poliuretanowe mają doskonałe właściwości i są szeroko stosowane. Ich różne poziomy twardości pozwalają im sprostać potrzebom różnych scenariuszy zastosowań.
¶ Przewodnik drukowania
¶ Ogólne przygotowanie filamentu
¶ Środowisko przechowywania filamentu
Aby mieć pewność, że filament TPU nie wchłonie wilgoci i nie wpłynie na jakość wydruku podczas procesu drukowania 3D lub podczas przechowywania, zaleca się przechowywanie filamentu w środowisku o wilgotności poniżej 20% RH. Zaleca się przechowywanie filamentu wraz z pochłaniaczem wilgoci (zaleca się stosowanie żelu krzemionkowego).

¶ Suszenie filamentu
Filament TPU ma wysoką zdolność absorpcji wilgoci i łatwo wchłania wilgoć z otoczenia. Jeśli wilgotne TPU jest używane w druku 3D, wilgoć szybko odparuje po podgrzaniu, powodując wady takie jak pęcherzyki i dziury w wydruku, co poważnie wpływa na jakość, a nawet może prowadzić do awarii. Dlatego zalecamy używanie następującego sprzętu i parametrów do suszenia.
Aby uzyskać więcej informacji, zapoznaj się z: Suszenie filamentu.
| Suszarka nadmuchowa (wymuszonego obiegu powietrza) | Podgrzewany stół | AMS HT |
|---|---|---|
| 70 ℃, 8 h | 90 ℃, 16 h | 75 ℃,18 h |
Jeśli używasz podgrzewanego stołu do suszenia, obróć filament co 4 godziny. Umieść filament w pudełku do pakowania filamentu lub przykryj je pokrywką pudełka PC, aby chronić filament.
Suszenie na stole: Suszenie filamentu na stole drukarki.
Należy pamiętać o następujących zagrożeniach podczas procesu suszenia:
⚠️ Ryzyko odkształcenia się szpuli
Przed suszeniem szerokość nieodkształconej krawędzi szpuli wynosi około 65,4 mm. Podczas suszenia filament TPU rozszerza się pod wpływem ciepła, powodując odkształcenie szpuli i zwiększenie jej rozmiaru. Po wysuszeniu zgodnie z podanymi parametrami szerokość krawędzi szpuli może się zwiększyć do około 69,4 mm. Uszczelnione pudełko o pojemności 4 l zapewnia płynny obrót szpuli z maksymalną szerokością około 67,5 mm. Uszczelnione pudełko o pojemności 5,8 l zapewnia płynny obrót szpuli z maksymalną szerokością około 108,5 mm, co jest wystarczające, aby umożliwić płynny obrót i ładowanie filamentu po rozszerzeniu.
Z tego powodu zdecydowanie zalecamy używanie uszczelnionego pudełka o pojemności 5,8 l do ładowania filamentu po suszeniu.
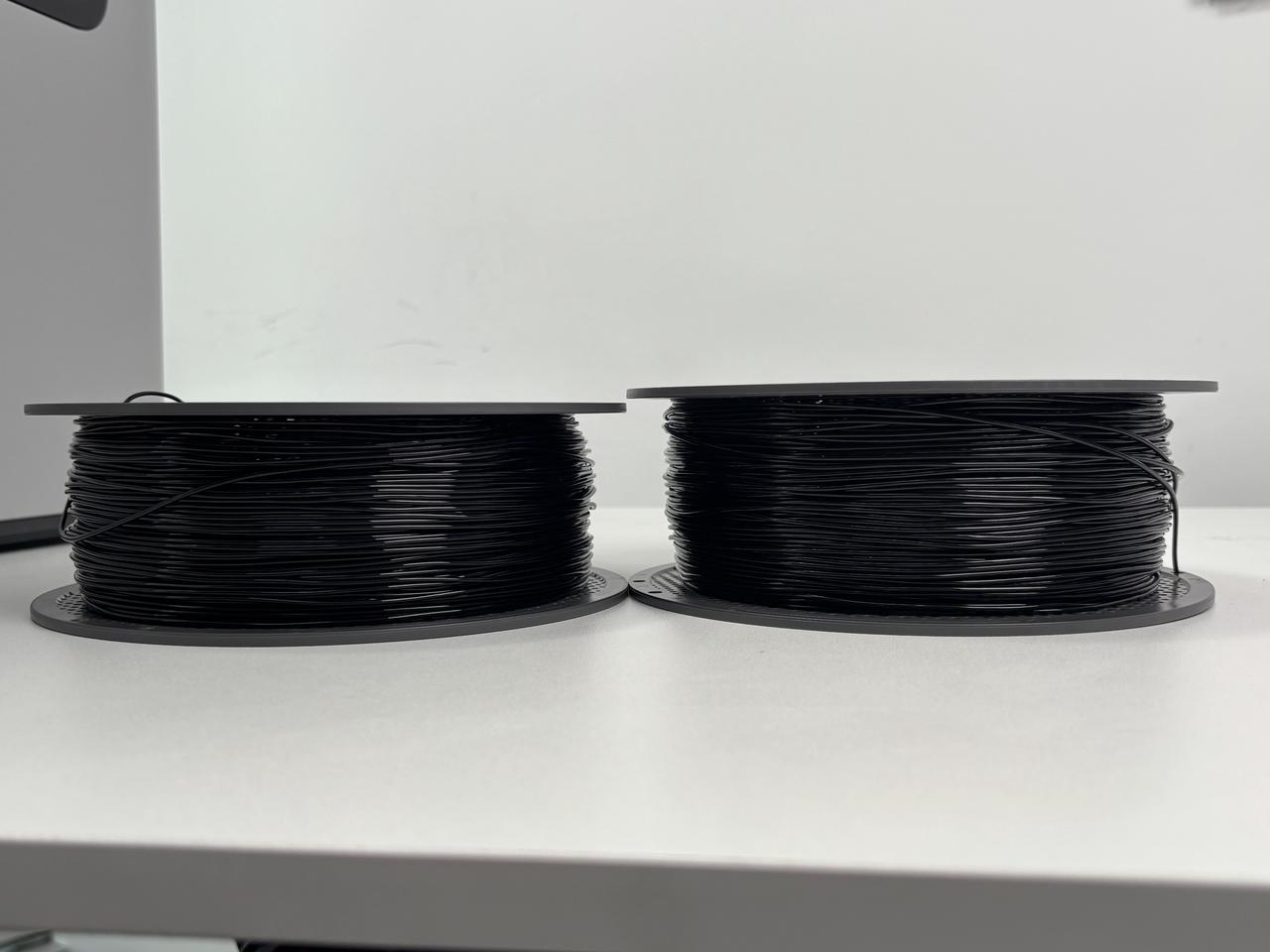 Prawa strona szpuli z filamentem to rozszerzona szpula po wysuszeniu |
 Pudełka zapieczętowane 4L i 5,8L |
 AMS HT |
 Maksymalna szerokość AMS HT wynosi około 68 mm |
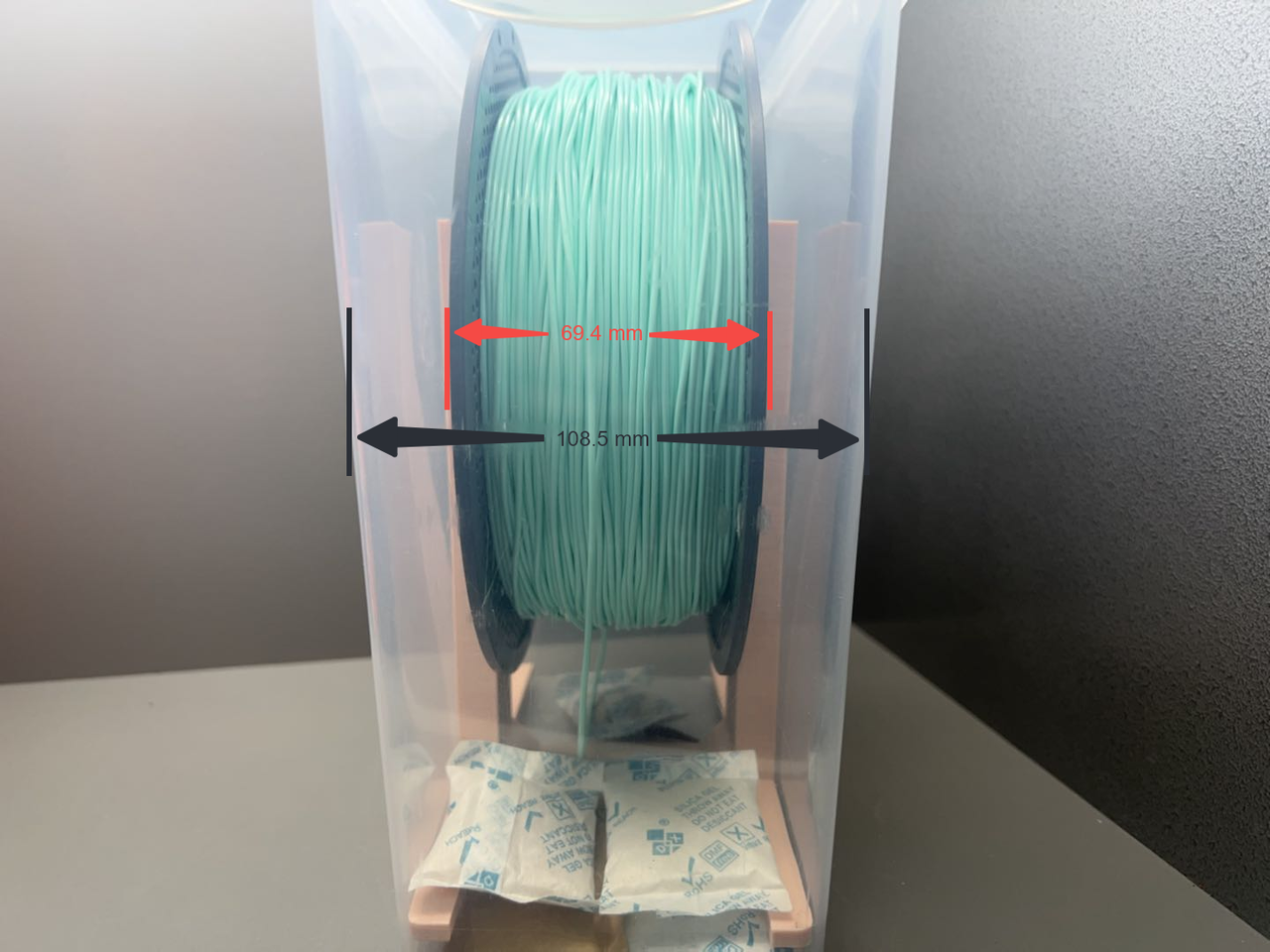 Maksymalna szerokość zamkniętego pudełka o pojemności 5,8 l wynosi około 108,5 mm |
 Maksymalna szerokość 4-litrowego pudełka z zamknięciem wynosi około 67,5 mm |
Uwaga:
Podczas suszenia użycie ciężkiego przedmiotu odpornego na ciepło do dociśnięcia szpuli TPU może pomóc zapobiec deformacji. Jeśli szpula się nie odkształci, filament można załadować za pomocą 4-litrowego szczelnego pudełka lub AMS HT.
Jeśli używasz szczelnego pudełka do ładowania, pamiętaj o użyciu uchwytu szpuli, aby zapewnić płynny obrót filamentu. Ponadto, aby zmniejszyć opór ładowania, otwórz boczny otwór szczelnego pudełka.
 Boczne otwarcie zapieczętowanego pudełka |
 Zapewnij płynny obrót filamentu |
Uchwyt do pudełka 4L:https://makerworld.com.cn/zh/models/807064?from=search#profileId-784185
Uchwyt do pudełka 5.8L:https://makerworld.com.cn/zh/models/437644?from=search#profileId-353897
¶ Ogólne przygotowanie maszyny
¶ Hotend
Aby zapewnić najlepszą jakość druku i rezultaty z filamentem TPU, zdecydowanie zaleca się użycie nowego hotendu lub dedykowanego hotendu do drukowania TPU.
| Filament | Średnica 0.2 mm | Średnica 0.4 mm | Średnica 0.6 mm | Średnica 0.8 mm | Hotend high flow, dowolna średnica |
|---|---|---|---|---|---|
| TPU 85A | Niekompatybilna | Niekompatybilna | Zalecana | Zalecana | Niekompatybilna |
| TPU 90A | Niekompatybilna | Zalecana | Zalecana | Zalecana | Niekompatybilna |
Pamiętaj, aby do drukowania TPU nie używać hotendu, który był już używany do drukowania z filamentów wzmacnianych włóknem (takich jak włókno węglowe lub szklane).
¶ Płyta robocza
Teksturowana płyta PEI może stać się zbyt lepka po nałożeniu kleju, dlatego nie zaleca się stosowania kleju podczas drukowania z teksturowaną płytą PEI.
W przypadku innych płyt roboczych należy nałożyć klej, aby zapobiec takim problemom, jak słaba jakość pierwszej warstwy, brak przyczepności, a nawet niepowodzenie wydruku.
Użycie płyty Cool Plate Supertack do drukowania TPU może skutkować zbyt silną przyczepnością, dlatego nie należy jej używać.
| Filament | Cool plate | Engineering plate | High Temperature/Smooth PEI Plate | Wymagany klej |
|---|---|---|---|---|
| TPU 85A | Zalecana | Zalecana | Zalecana | Tak (poza Textured PEI plate) |
| TPU 90A | Zalecana | Zalecana | Zalecana | Tak (poza Textured PEI plate) |
¶ Drukarka
Sprawdź i konserwuj ekstruder (jeśli są jakieś ciała obce lub resztki filamentu, rozmontuj go i wytrzyj do czysta). Jeśli koło zębate ekstrudera jest zużyte, należy je wymienić (w przeciwnym razie mogą wystąpić problemy z poślizgiem filamentu).
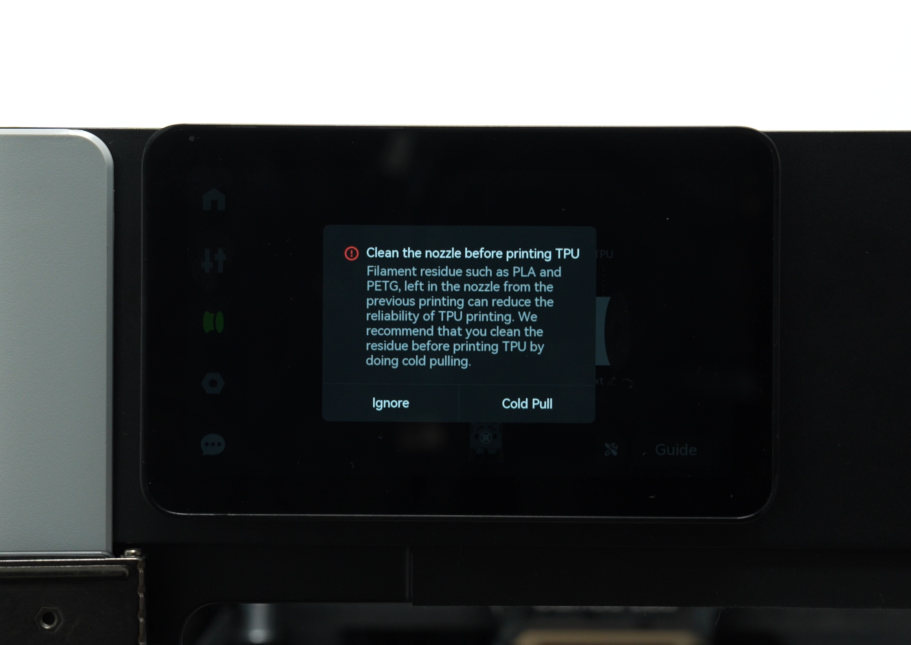
Jeśli hotend nie jest nowy, sprawdź stan hotendu (czy są jakieś resztki; jeśli są, zwiększ temperaturę i wykonaj przetykanie na zimno 2-3 razy, używając filamentu PLA/PETG, ale nie używaj filamentów wzmacnianych włóknem).
Procedura przetykania na zimno:
Po skonfigurowaniu TPU na ekranie możesz wykonać przetykanie zgodnie z instrukcjami wyświetlanymi na ekranie.
 |
 |
Szczegółowe instrukcje dotyczące przetykania na zimno można znaleźć w Wiki: Konserwacja i czyszczenie metodą Cold Pull dyszy drukarki H2D
¶ Przygotowanie do ładowania filamentu
¶ Środki ostrożności dotyczące ładowania filamentu TPU
Przed załadowaniem upewnij się, że filament jest suchy.
H2D obsługuje ładowanie TPU 85A i 90A tylko na prawym hotendzie. Nie ładuj filamentu na lewym hotendzie.
Zarówno TPU 85A, jak i TPU 90A wymagają ręcznego ładowania i nie można ich ładować automatycznie za pomocą AMS.
Podczas ładowania filamentów TPU 85A i TPU 90A należy ręcznie ustawić temperaturę hotendu na 250 ℃ i powoli kontrolować obroty ekstrudera (unikać ciągłego klikania). Nie należy używać funkcji „ładowania” zewnętrznych szpul. Unikaj szybkiego klikania „strzałki w dół” ekstrudera, aby zapobiec zakleszczeniu TPU w kołach zębatych. Przed rozpoczęciem drukowania upewnij się, że filament wytłacza się płynnie (z ciągłą ekstruzją widoczną na hotendzie).
TPU 85A nie można ładować przez rurkę PTFE i należy go ładować bezpośrednio do ekstrudera. TPU 90A może używać rurki PTFE, ale powinna być podłączona do dedykowanego portu ładowania z tyłu drukarki. Podczas ładowania filamentu TPU 90A najpierw odłącz rurkę PTFE nad głowicą narzędzia. Po pomyślnym włączeniu ekstrudera podłącz ponownie rurkę.
Po załadowaniu filamentu zaleca się zabezpieczenie AMS HT lub uszczelnionego pudełka, aby zapobiec przesunięciu się położenia wylotu filamentu, co mogłoby zwiększyć opór ładowania i spowodować niepowodzenie wydruku.
¶ Procedura ładowania TPU 90A i demonstracja
Przygotowanie przed załadowaniem TPU 90A:
Najpierw upewnij się, że rurka PTFE podłączona do prawej głowicy jest odłączona od bufora. Włóż koniec rurki PTFE do portu ładowania specyficznego dla TPU, znajdującego się z tyłu H2D.



Upewnij się, że rurka PTFE nie jest wsunięta zbyt głęboko do wyznaczonego portu ładowania. Najpierw możesz przesunąć głowicę do tyłu ekranu, ustawiając ją w najdalszym punkcie. Jeśli rurka PTFE jest wsunięta zbyt daleko, lekko ją odciągnij, aby odpowiednio wyregulować długość, a następnie odepchnij głowicę. Na koniec odłącz rurkę PTFE od górnej części prawego hotendu.



Umiejscowienie pojemnika na filament TPU 90A i metoda łączenia rurki PTFE:
Podczas drukowania za pomocą AMS HT możesz najpierw odciąć 5-centymetrową rurkę PTFE i lekko ją zgiąć, aby zachować jej krzywiznę dla łatwiejszego podawania. Następnie otwórz silikonową zatyczkę z tyłu AMS HT, ustaw podniesioną stronę rurki PTFE skierowaną do góry i włóż ją do małego otworu silikonowej zatyczki. Upewnij się, że głębokość wsunięcia do AMS HT wynosi 5 mm.

Nie wsuwaj rurki PTFE zbyt głęboko!
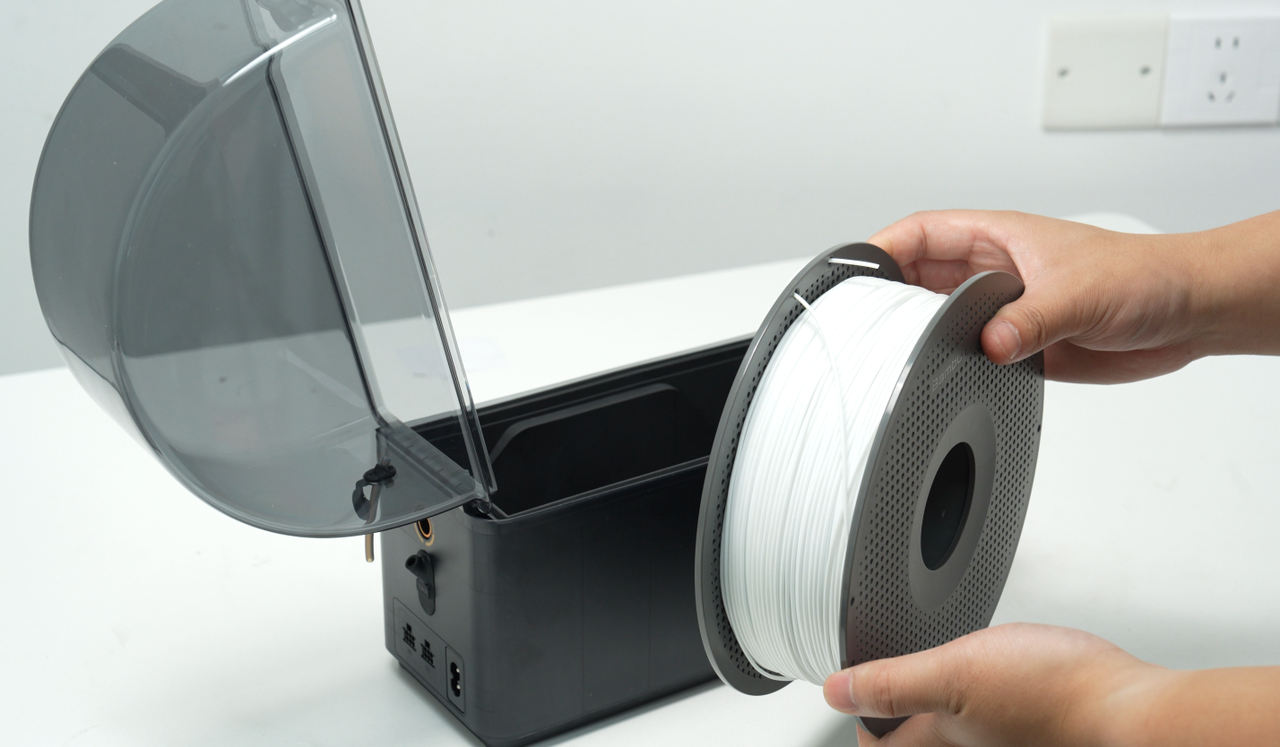
Następnie sprawdź orientację filamentu, umieść go w AMS HT, przeprowadź przez rurkę PTFE i bezpiecznie zamknij pokrywę AMS HT.

Podnieś AMS HT, aby upewnić się, że wylot TPU AMS HT jest na tym samym poziomie co port ładowania TPU z tyłu H2D, aby zminimalizować opór ładowania tak bardzo, jak to możliwe.
Możesz użyć wydrukowanych modeli, aby pomóc w regulacji wysokości.

Szczelne pudełko: Pudełko może być używane jako zamiennik AMS HT, z tą samą pozycją umieszczenia i trybem ładowania, co AMS HT.

¶ Procedura ładowania TPU 90A i demonstracja
Uwagi specjalne
Klikając przycisk wytłaczania („strzałka w dół”), nie klikaj ciągle, aby uniknąć zacięcia TPU w kołach zębatych ekstrudera.
Gdy koła zębate ekstrudera zazębią się z filamentem TPU, powoli kliknij przycisk wytłaczania. Przed rozpoczęciem drukowania sprawdź, czy filament jest wytłaczany nieprzerwanie i równomiernie z hotendu.
W tym wyjaśnieniu i demonstracji wykorzystano AMS HT jako przykład. Operacja jest taka sama, gdy używa się zapieczętowanego pudełka.
Kroki operacji:
Najpierw odłącz rurkę PTFE podłączoną do prawego złącza pneumatycznego ekstrudera (ten krok został już odłączony podczas przygotowań).
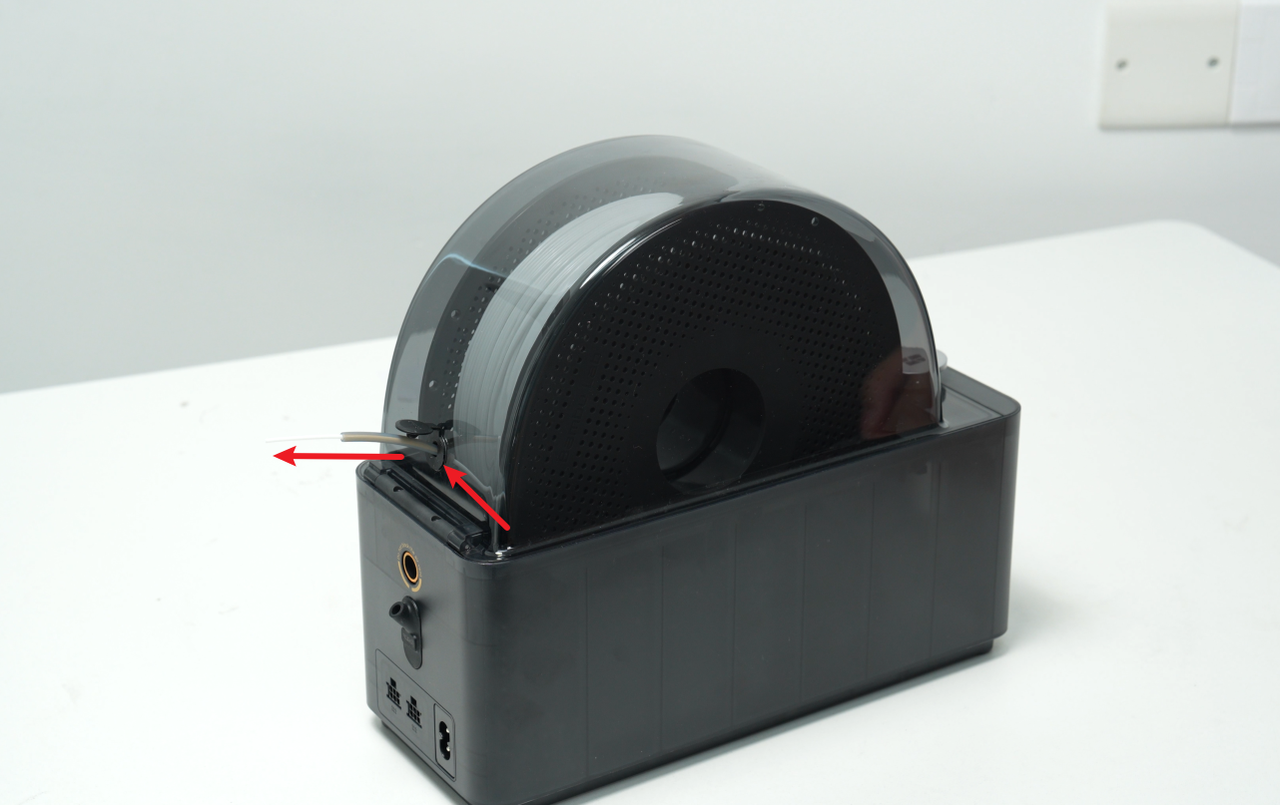
Wyciągnij filament z wylotu TPU AMS HT i wepchnij filament do rurki PTFE drukarki. Gdy przedni koniec filamentu dotrze do wyjścia rurki PTFE, delikatnie ściśnij przedni koniec filamentu i wyciągnij go na określoną długość.

- Ustaw temperaturę hotendu na 250℃.

- Po osiągnięciu przez hotend temperatury 250 ℃, ręcznie wsuń przedni koniec filamentu do ekstrudera i kliknij „strzałkę w dół” na ekranie, aby ręcznie sterować obrotem kół zębatych ekstrudera. Nie trzymaj przycisku ani nie klikaj za szybko, aby uniknąć zakleszczenia TPU w kołach zębatych ekstrudera, co może spowodować zatkanie.

- Po potwierdzeniu, że filament TPU 90A został pomyślnie włączony i płynnie wytłaczany z ekstrudera (z filamentem stale widocznym na hotendzie), ponownie podłącz rurkę PTFE do głowicy.

¶ Procedura ładowania TPU 85A i demonstracja
Uwagi specjalne
Filamentu TPU 85A nie należy podawać przez rurkę PTFE, ponieważ może to powodować nadmierny opór ładowania i uniemożliwiać płynne wytłaczanie.
Klikając przycisk wytłaczania („strzałka w dół”), nie klikaj ciągle, aby uniknąć zakleszczenia TPU w kołach zębatych ekstrudera.
Gdy koła zębate ekstrudera zazębią się z filamentem TPU, powoli kliknij przycisk wytłaczania. Przed rozpoczęciem drukowania sprawdź, czy filament jest wytłaczany nieprzerwanie i równomiernie z hotendu.
Operacja ładowania:
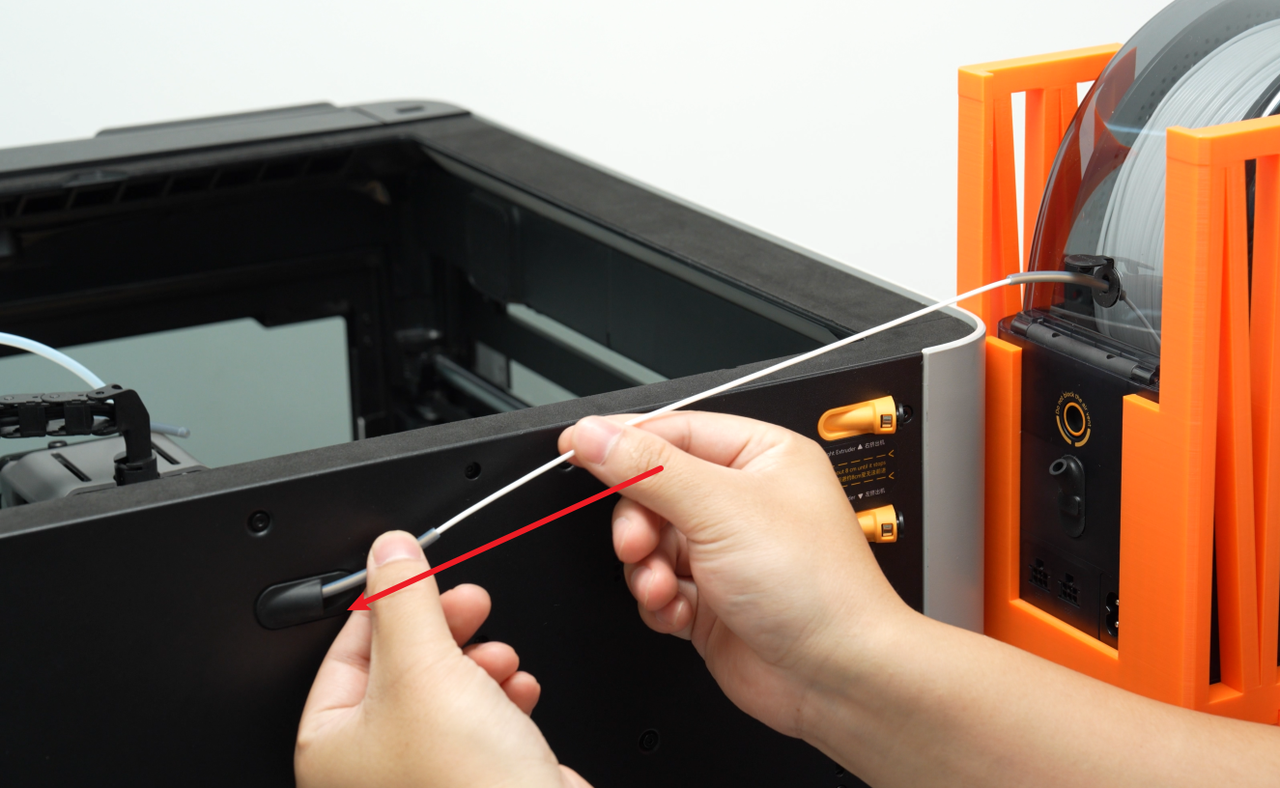
- Naciśnij złącze pneumatyczne, aby odblokować rurkę PTFE nad prawym portem zasilającym ekstruder (prawy hotend) i górną częścią bufora. Następnie wyciągnij rurkę PTFE z zacisku łańcucha kablowego maszyny.
Odłącz rurkę PTFE od bufora

Odłącz rurkę PTFE od ekstrudera (prawy hotend)

Wyjmij rurkę PTFE

Przed drukowaniem przygotuj wcześniej rurkę PTFE o długości 5 cm i włóż ją do silikonowego otworu z tyłu AMS HT. Szczegółowe instrukcje można znaleźć w instrukcji TPU 90A.
Wyreguluj wysokość AMS HT tak, aby wylot TPU znajdował się nad korpusem drukarki. Wyciągnij filament bezpośrednio z wylotu TPU w AMS HT. Możesz użyć wydrukowanego modelu aby pomóc w regulacji wysokości.

- Umieszczenie w zamkniętym pudełku: pudełko można wykorzystać jako zamiennik AMS HT, z tą samą pozycją umieszczenia i trybem ładowania filamentu.

¶ Procedura ładowania i demonstracja TPU 85A
¶ Kroki działania:
Ustaw temperaturę hotendu na 250°C. TPU 85A wymaga hotendu 0,6 mm do drukowania. Przed drukowaniem wymień hotend na 0,6 mm i ustaw rozmiar hotendu na 0,6 mm na ekranie.
Po osiągnięciu przez hotend temperatury 250 ℃ włóż filament do głowicy.

Kliknij „strzałkę w dół” ekstrudera na ekranie, aby ręcznie kontrolować podawanie i upewnić się, że filament wytłacza się płynnie (ciągłe wytłaczanie widoczne na hotendzie). Unikaj szybkiego i ciągłego klikania, aby zapobiec wtoczeniu się TPU do kół zębatych i spowodowaniu zacięcia.

¶ Rozładowywanie filamentu TPU
Możesz rozładować filament TPU za pomocą opcji rozładowania interfejsu.

Ważne jest, aby pamiętać, że cięcie TPU przyspieszy zużycie ostrzy tnących. Zaleca się regularne sprawdzanie stanu zużycia ostrzy i ich wymianę w razie konieczności.
¶ Parametry drukowania i uwagi
¶ Ustawienia parametrów
Oprócz wstępnie ustawionych parametrów, należy dostosować określone ustawienia parametrów zgodnie z charakterystyką modelu.
Zalecana temperatura drukowania dla TPU 85A i 90A wynosi 225°C, a temperatura podgrzewanego stołu powinna wynosić od 30 do 35°C. Nie jest wymagane ogrzewanie komory.
Podczas drukowania należy zachować domyślne ograniczenie prędkości objętościowej i nie zwiększać prędkości drukowania.
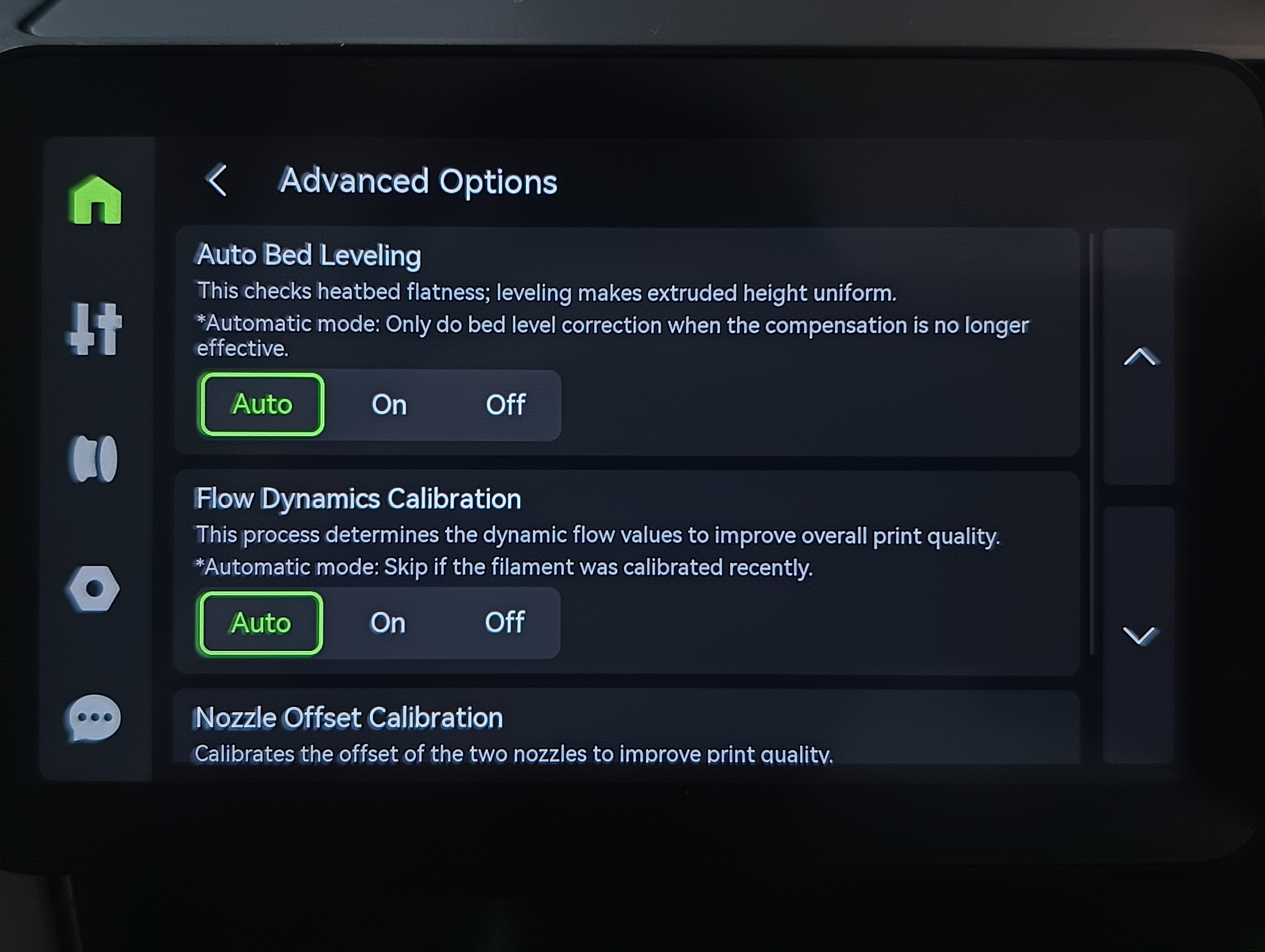
W przypadku kalibracji dynamiki przepływu, wybierz opcję "Automatic" lub "Off".
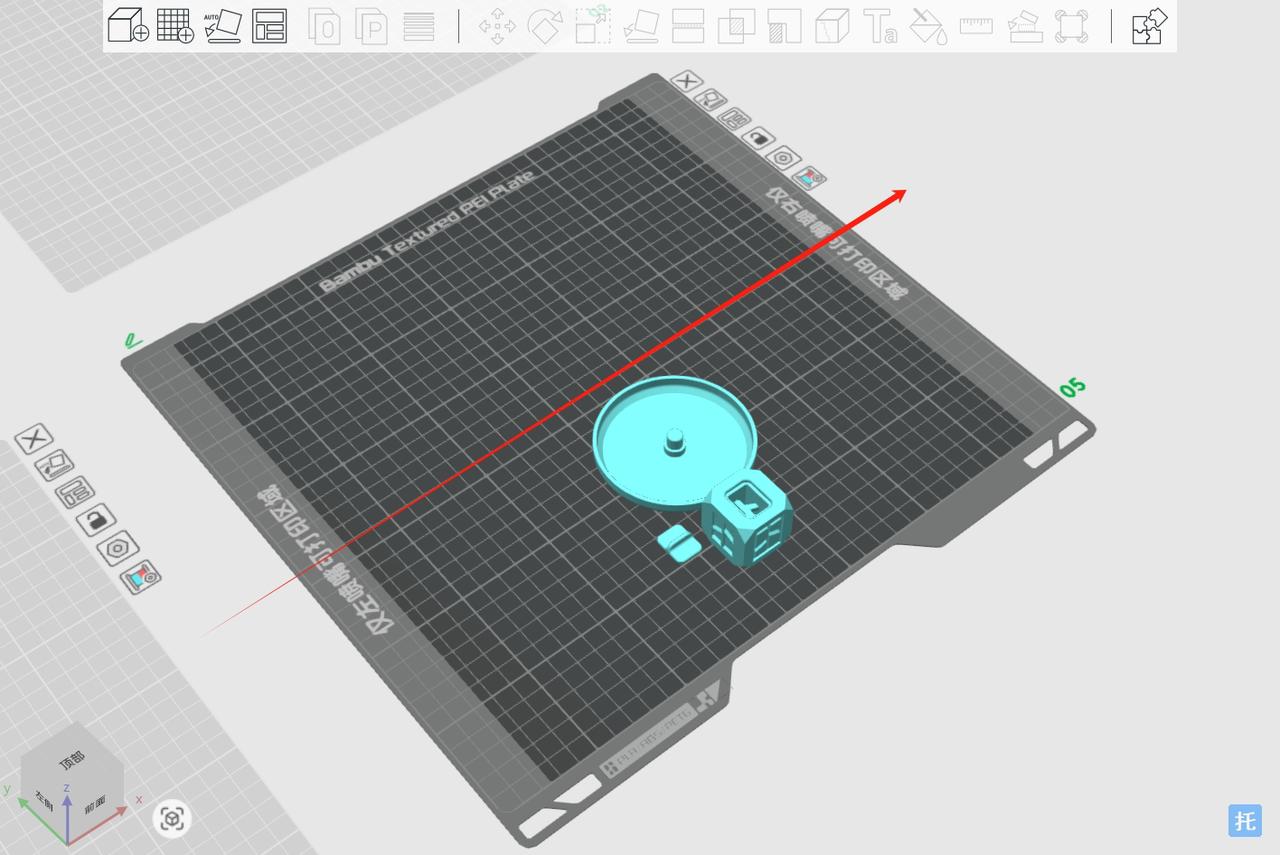
Podczas drukowania modelu zaleca się umieszczenie go na środku i z przodu płyty roboczej, aby zmniejszyć tarcie między filamentem a rurką PTFE.
¶ Typowe problemy z drukowaniem
Filamenty TPU mogą napotkać następujące problemy:
Niedostateczna ekstruzja (zatkanie dyszy, opór ładowania, poślizg filamentu): Do dodania później
Zatkanie ekstrudera (zginanie filamentu powodujące utknięcie w przekładni ekstrudera; rozmontuj ekstruder i usuń zatkany filament): Demontaż i montaż modułu ekstrudera drukarki H2D
Nitkowanie i wyciekanie: Możesz użyć hotendu o dużej średnicy (np. hotendu 0,6 mm), dostroić cofanie, dodatkowo wysuszyć filament lub wykonać postprocessing modelu.
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.