¶ Wprowadzenie
Drukarka H2D obsługuje drukowanie z użyciem sztywnych filamentów (lewy hotend) i filamentów TPU (prawy hotend), umożliwiając drukowanie wielomateriałowe miękkimi i twardymi filamentami. Aby zoptymalizować drukowanie wielomateriałowe miękkimi i twardymi filamentami, w drukarce H2D wprowadzono dwie nowe funkcje, które pomagają użytkownikom lepiej łączyć TPU i sztywne filamenty w drukowanych częściach.
¶ Modele, akcesoria i filamenty, których można użyć
| Kompatybilne drukarki | Kompatybilne średnice dyszy | Kompatybilne filamenty sztywne | Kompatybilne filamenty elastyczne | Temperatura stołu | Temparatura komory | Kompatybilne płyty robocze | Konieczność nałożenia kleju | Uwagi |
| Bambu Lab H2D |
0,4 mm 0,6 mm 0,8 mm |
Bambu Lab PLA (Oprócz PLA Aero) |
Bambu Lab TPU For AMS Bambu Lab TPU 95A HF |
30 - 100 °C |
Strategia niskiej temperatury komory: ≤45°C Strategia wysokiej temperatury komory: ≤65°C |
Cool Plate High Temperature Plate Smooth PEI Plate Textured PEI Plate |
Tak (Glue Stick / Liquid Glue) |
|
| Bambu Lab PETG | ||||||||
| Bambu Lab ABS | ||||||||
| Bambu Lab ASA (Oprócz ASA Aero) | ||||||||
| Bambu Lab PPA-CF | ||||||||
| Bambu Lab PA6 | ||||||||
| Bambu Lab PAHT-CF | ||||||||
| Bambu Lab PET-CF | ||||||||
| Bambu Lab PPS-CF | ||||||||
| Bambu Lab TPU For AMS |
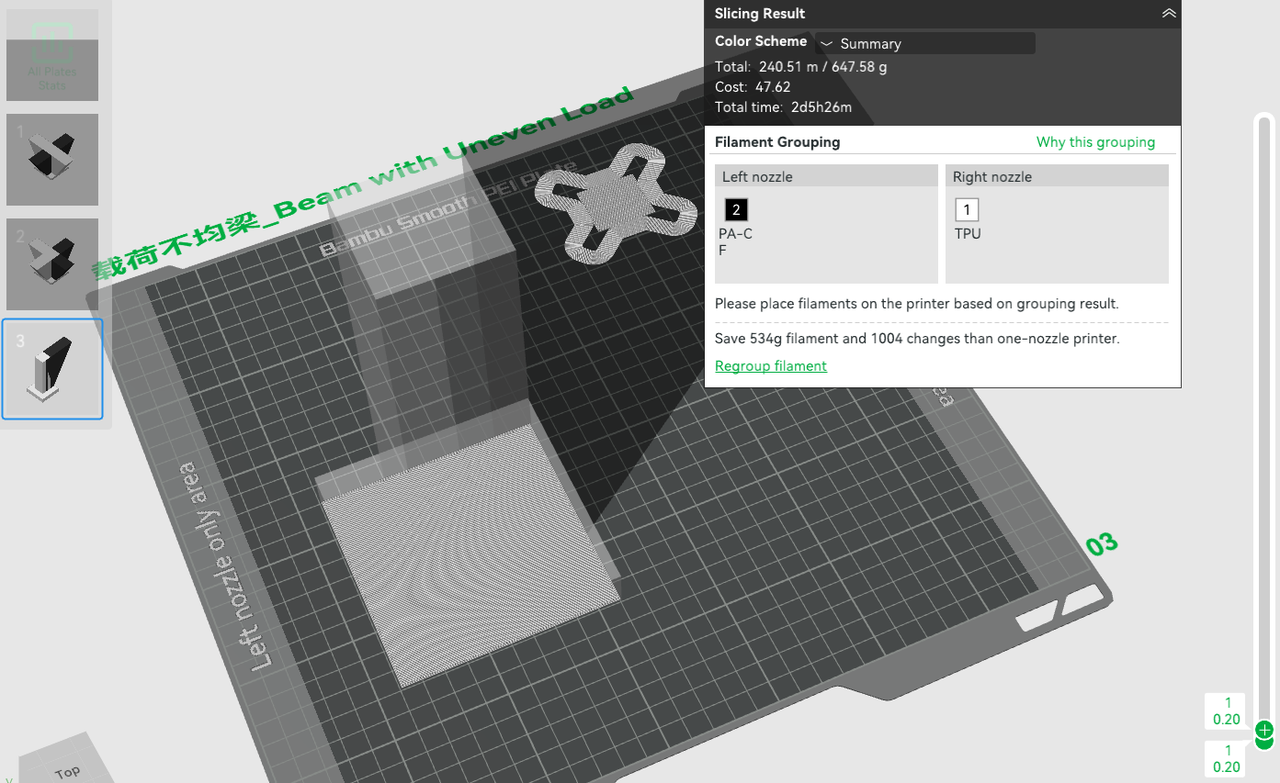
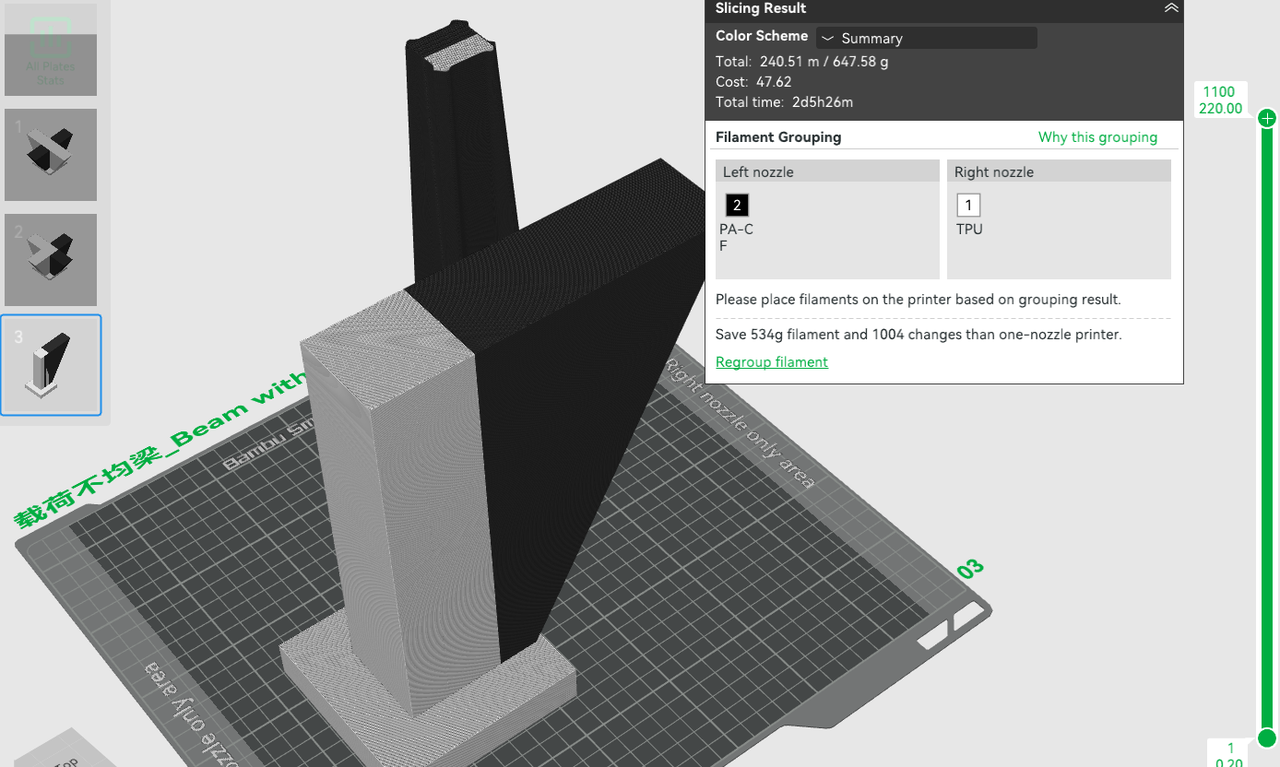
¶ Funkcja Beam Interlocking
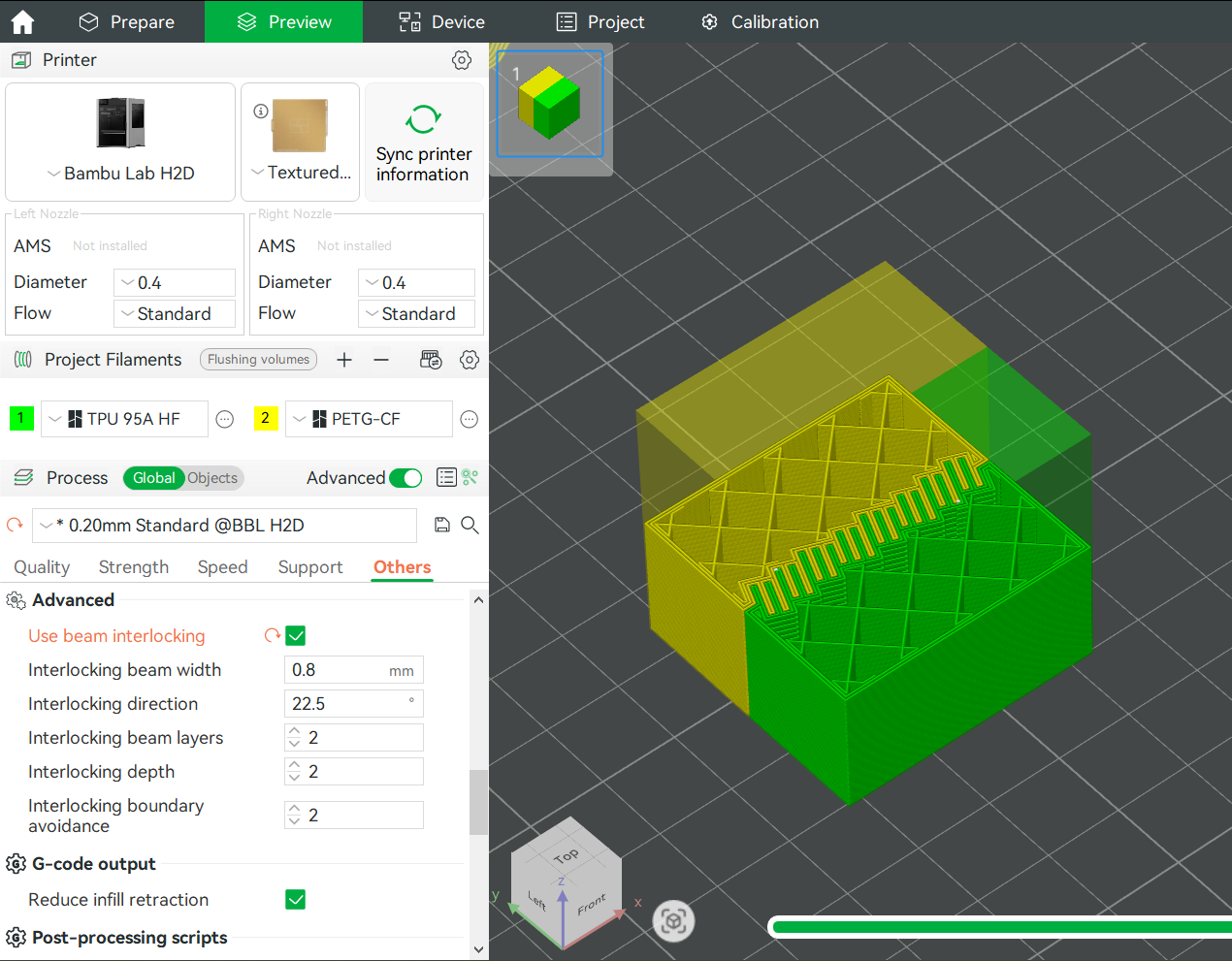
Aby poprawić siłę wiązania między sztywnymi i elastycznymi filamentami, Bambu Studio ma wstępnie ustawioną opcję „Use Beam Interlocking” (opcja cięcia i struktura blokowania są pokazane na poniższym obrazku). Ta funkcja wzmacnia połączenie na styku dwóch różnych filamentów, co zwiększy wartość aplikacji modeli hybrydowych z filamentami sztywnymi i elastycznymi.
¶ Proces działania
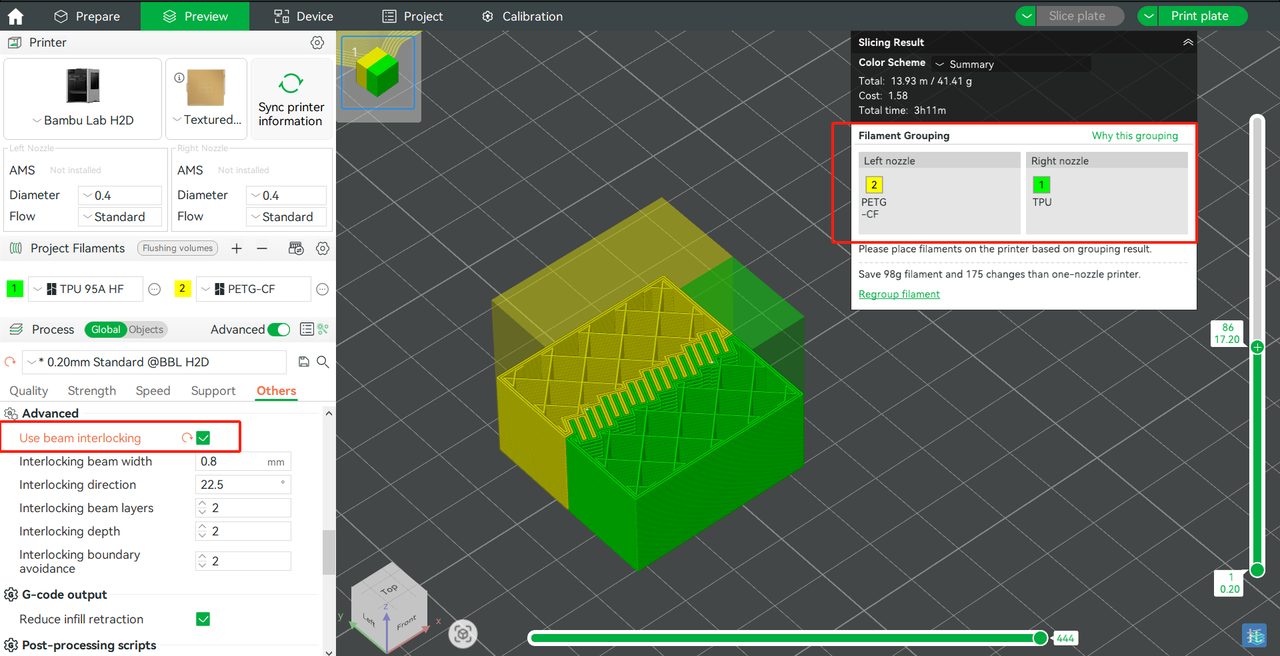
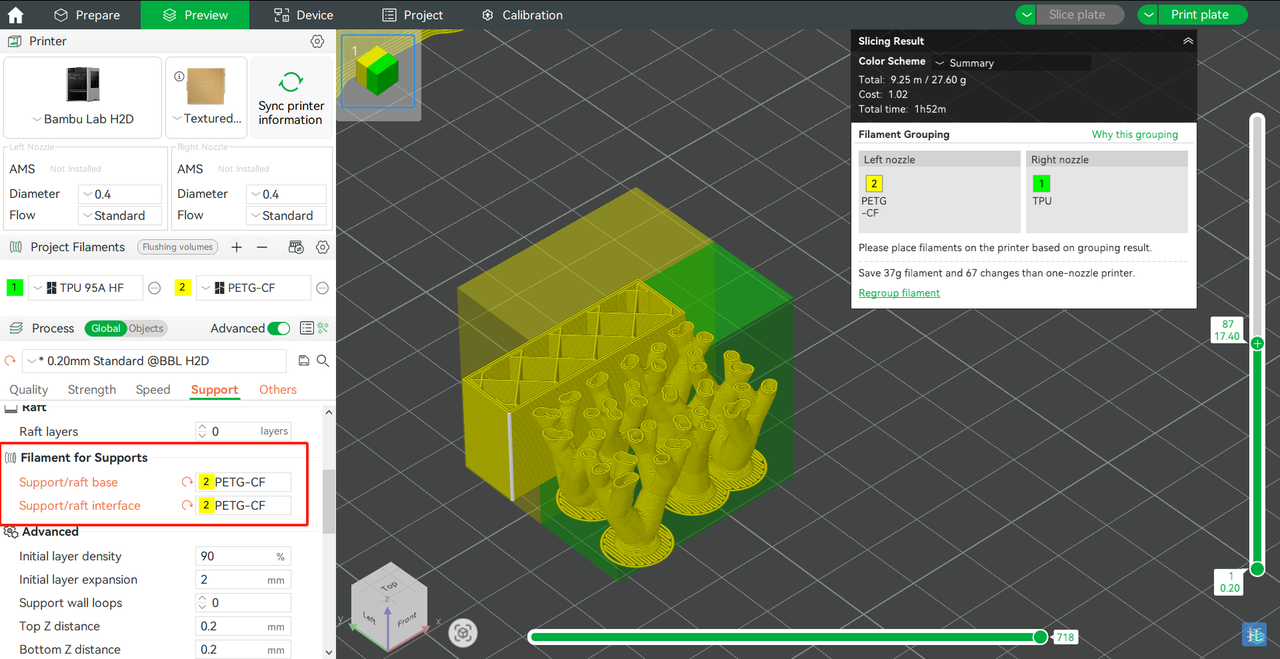
Na przykładzie PETG-CF i TPU 95A HF proces drukowania z strukturami blokowania wygląda następująco:
Ładowanie: PETG-CF jest ładowany z lewego hotendu, a TPU 95A HF jest ładowany z prawego hotendu.
Uwaga: Gdy temperatura stołu grzewczego przekracza 80°C, należy zdjąć szklaną pokrywę.
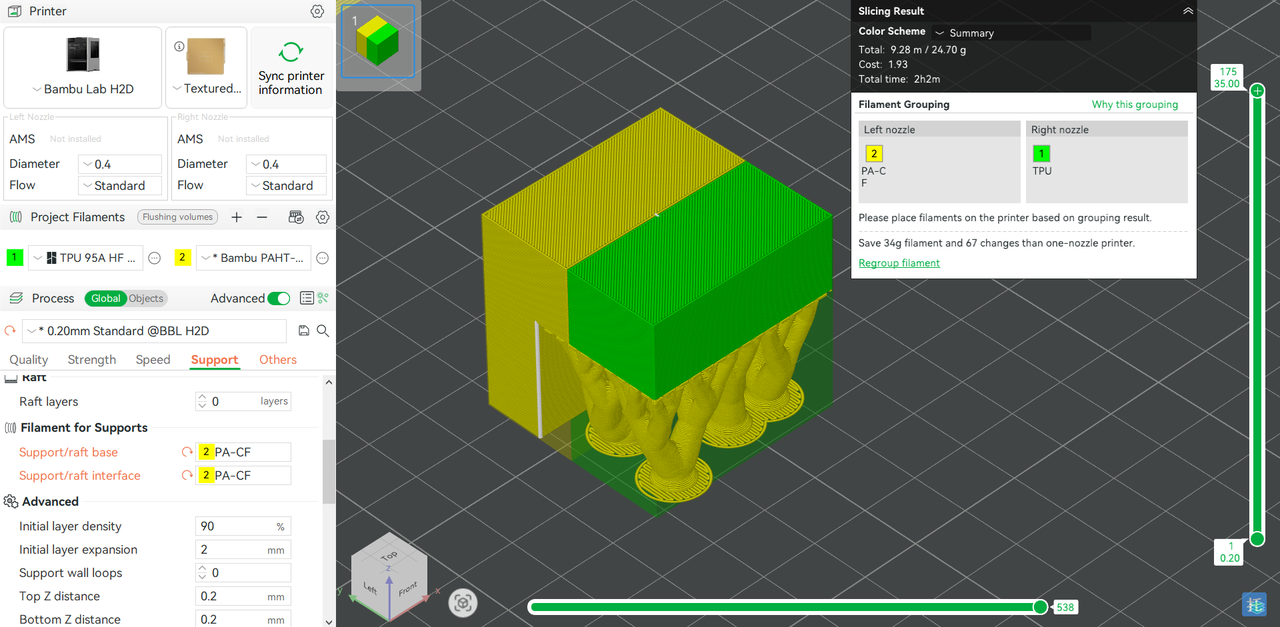
Ustawienia cięcia: Włącz opcję „Use beam interlocking”, dostosuj odpowiednie parametry zgodnie z rzeczywistym modelem i upewnij się, że temperatura komory jest wyłączona.
Po ustawieniu filamentu bazowego na sztywny filament, możesz rozpocząć drukowanie (jeśli model wymaga wsparcia)
¶ Drukowanie wielomateriałowe filamentem w wysokiej i niskiej temperaturze (funkcja eksperymentalna)
Wstęp:
W toczącej się podróży ku przesunięciu granic wydajności H2D opracowaliśmy tę funkcję, aby zapewnić twórcom bardziej zaawansowane narzędzia, w pełni uwalniając nieograniczone możliwości ukryte za każdym wydrukiem. Dzięki tej funkcji użytkownicy mogą sprytnie łączyć elastyczny TPU z niezawodnymi filamentami inżynieryjnymi na tej samej drukowanej części, osiągając niespotykaną doskonałość produktu. Połączenie TPU i materiałów inżynieryjnych w druku ma ogromny potencjał zastosowań w różnych dziedzinach. Na przykład w projektowaniu przemysłowym umożliwia bezpośrednie drukowanie miękkich i twardych modeli połączonych komponentów, zapewniając bardziej realistyczne odniesienia do rozwoju produktu.
Należy jednak pamiętać, że aby drukarka mogła pomyślnie przekształcić Twoją kreatywność w produkt, należy ściśle przestrzegać wskazówek samouczka, które udostępniamy podczas korzystania z tej funkcji. Nieprawidłowa obsługa może uszkodzić drukarkę i wpłynąć na normalne użytkowanie i przyszłe doświadczenia.
Oto proces obsługi:
¶ Przygotowanie filamentu
Zdecydowanie zalecamy korzystanie z oficjalnych filamentów Bambu Lab, aby zapewnić jakość wydruku i bezpieczeństwo sprzętu. Ze względu na wysokie temperatury występujące podczas procesu drukowania, które mogą powodować zmiękczenie filamentu, ta funkcja obecnie obsługuje tylko filament TPU 95A HF. Ponadto drukowanie elastycznymi filamentami jest dozwolone tylko na prawym hotendzie.
Jeśli planujesz używać filamentów innych firm, koniecznie przeczytaj uważnie ich instrukcję i skonsultuj się z producentem, aby potwierdzić zgodność z tą funkcją przed użyciem.
Dodatkowo, użyty filament TPU musi zostać wysuszony przed drukowaniem. Jeśli nie zostanie wysuszony, istnieje duże ryzyko zatkania podczas procesu drukowania, co może uniemożliwić pomyślne drukowanie. Zalecamy użycie AMS HT, ustawienie temperatury na 75°C i suszenie przez 18 godzin. Jeśli filament pochłonął znaczną ilość wilgoci, możesz dostosować parametry suszenia w razie potrzeby, aby zoptymalizować proces suszenia i zapewnić, że filament jest w najlepszych warunkach drukowania.
Możesz zapoznać się z następującą Wiki, aby uzyskać wskazówki dotyczące suszenia filamentu i drukowania TPU:
Podczas ładowania filamentu zaleca się używanie AMS HT lub szczelnego pudełka jako pojemnika do przechowywania filamentu. Jeśli metoda przechowywania powoduje, że ekstruder stosuje nadmierną siłę oporu podczas procesu ładowania, może to spowodować, że TPU nie zostanie wytłoczone, co doprowadzi do „suchego biegu” i ostatecznie do niepowodzenia drukowania. Dlatego upewnij się, że minimalizujesz opór ładowania w łańcuchu ładowania, na przykład unikając stosowania zbyt długich rurek PTFE i zapewniając, że szpula obraca się płynnie bez żadnych zacięć.
¶ Wybór trybu drukowania na podstawie modelu
¶ ⛔ Ograniczenia drukowania modelu:
¶ Ograniczenie 1:
Jeśli pierwsza warstwa modelu jest w całości wykonana z TPU lub jeśli TPU pełni funkcję głównej konstrukcji nośnej modelu, wybierz warstwę drukowania o niskiej temperaturze komory. W ustawieniach temperatury stołu grzewczego zwróć uwagę na następujące kwestie:
- Nie zmieniaj temperatury stołu grzewczego TPU;
- Ustaw temperaturę stołu grzewczego dla filamentu inżynieryjnego poniżej 70°C, aby zapobiec odkształceniu struktury podstawy modelu pod wpływem jego własnego ciężaru.
¶ Wybór trybu drukowania
Podczas wybierania trybu drukowania dla swojego modelu, jeśli większość Twojego modelu jest drukowana z TPU i chcesz uzyskać wyższy wskaźnik powodzenia drukowania, zalecamy drukowanie w niskiej temperaturze komory. Środowisko o niskiej temperaturze komory lepiej dostosowuje się do charakterystyki filamentu TPU, zmniejszając potencjalne problemy podczas procesu drukowania. Ponadto, jeśli części Twojego modelu, które łączą się z podgrzewanym podłożem, są w całości wykonane z TPU, ustaw temperaturę podgrzewanego podłoża dla filamentu inżynieryjnego poniżej 70°C.
Z drugiej strony, jeśli chcesz zmaksymalizować charakterystykę wytrzymałości filamentu inżynieryjnego i uzyskać części drukowane o wysokiej wytrzymałości, możesz zdecydować się na drukowanie w wysokiej temperaturze komory. Jednak drukowanie w wysokiej temperaturze komory nakłada surowsze wymagania zarówno na filament, jak i drukarkę. Twój filament musi być całkowicie wysuszony, a ten tryb jest obsługiwany tylko podczas ładowania TPU 95A HF z zewnętrznej szpuli. Ponadto, aby zapewnić jakość wydruku i bezpieczeństwo urządzenia, musisz użyć nowego hotendu lub dedykowanego hotendu specjalnie do drukowania TPU.
¶ Przygotowanie drukarki i slicera do drukowania w niskiej temperaturze komory
¶ Przygotowanie drukarki
Przed rozpoczęciem drukowania w niskiej temperaturze komory drukarka musi być odpowiednio przygotowana.
Najpierw zdejmij szklaną płytę osłonową, aby zapobiec wzrostowi temperatury komory przez podgrzewany stół. Szczegółowe instrukcje dotyczące usuwania znajdują się na poniższym obrazku:
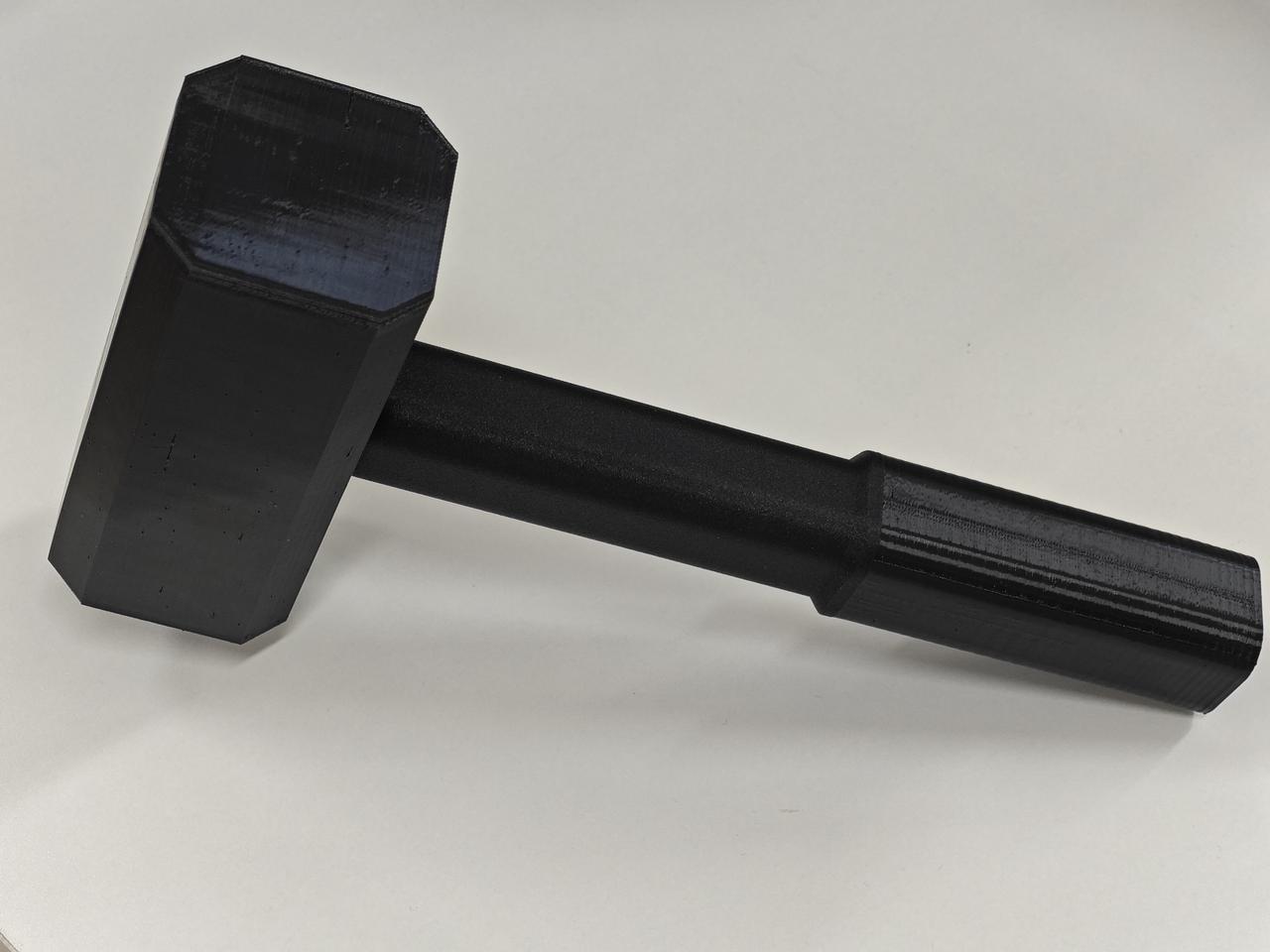
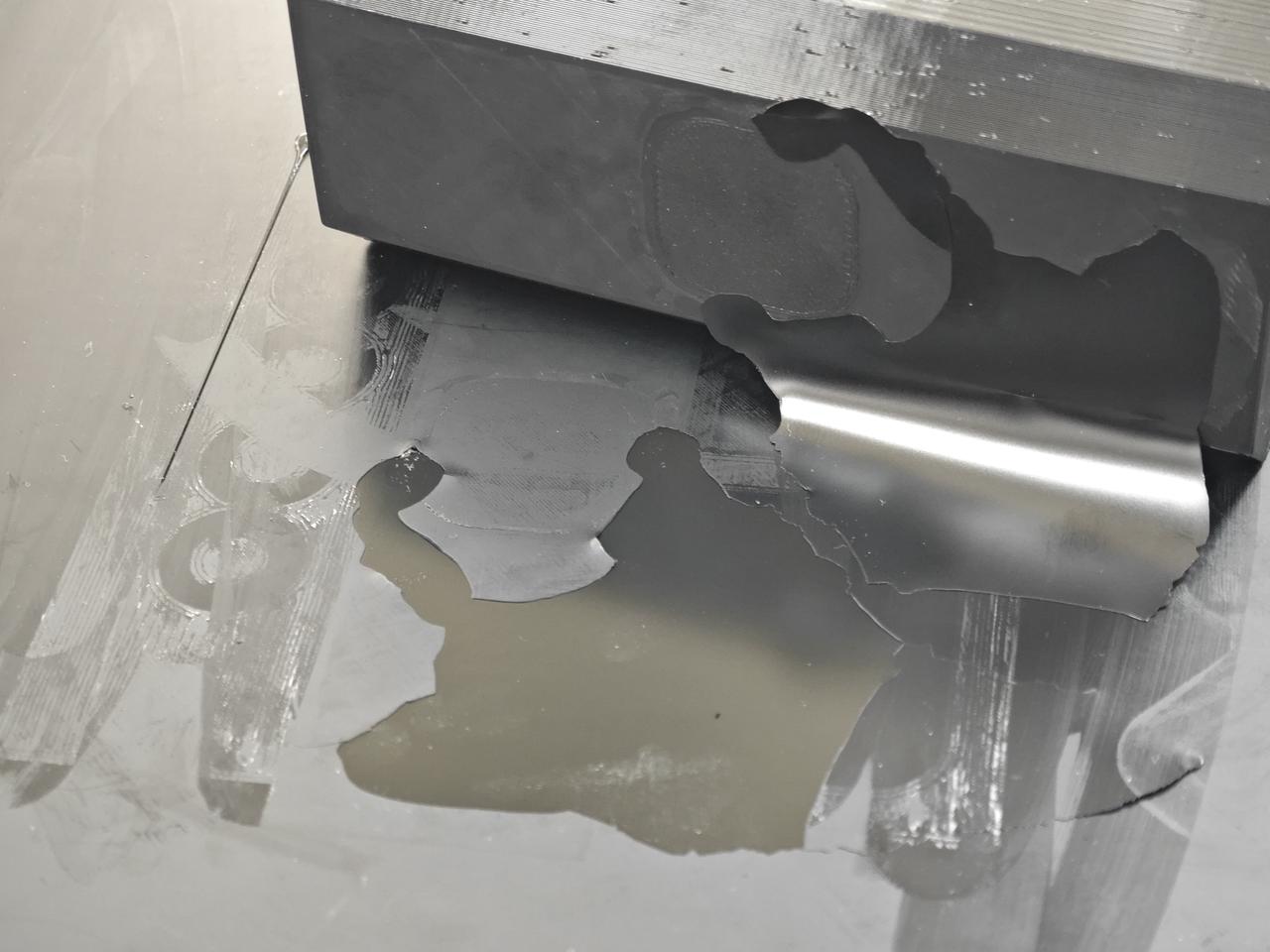
Płyta robocza High Temperature Plate może tworzyć bardzo mocne połączenie z TPU. Przed drukowaniem należy nałożyć klej na płytę roboczą, aby ją zabezpieczyć. Jeśli klej nie zostanie nałożony, mogą wystąpić uszkodzenia takie jak pokazane na poniższym obrazku.
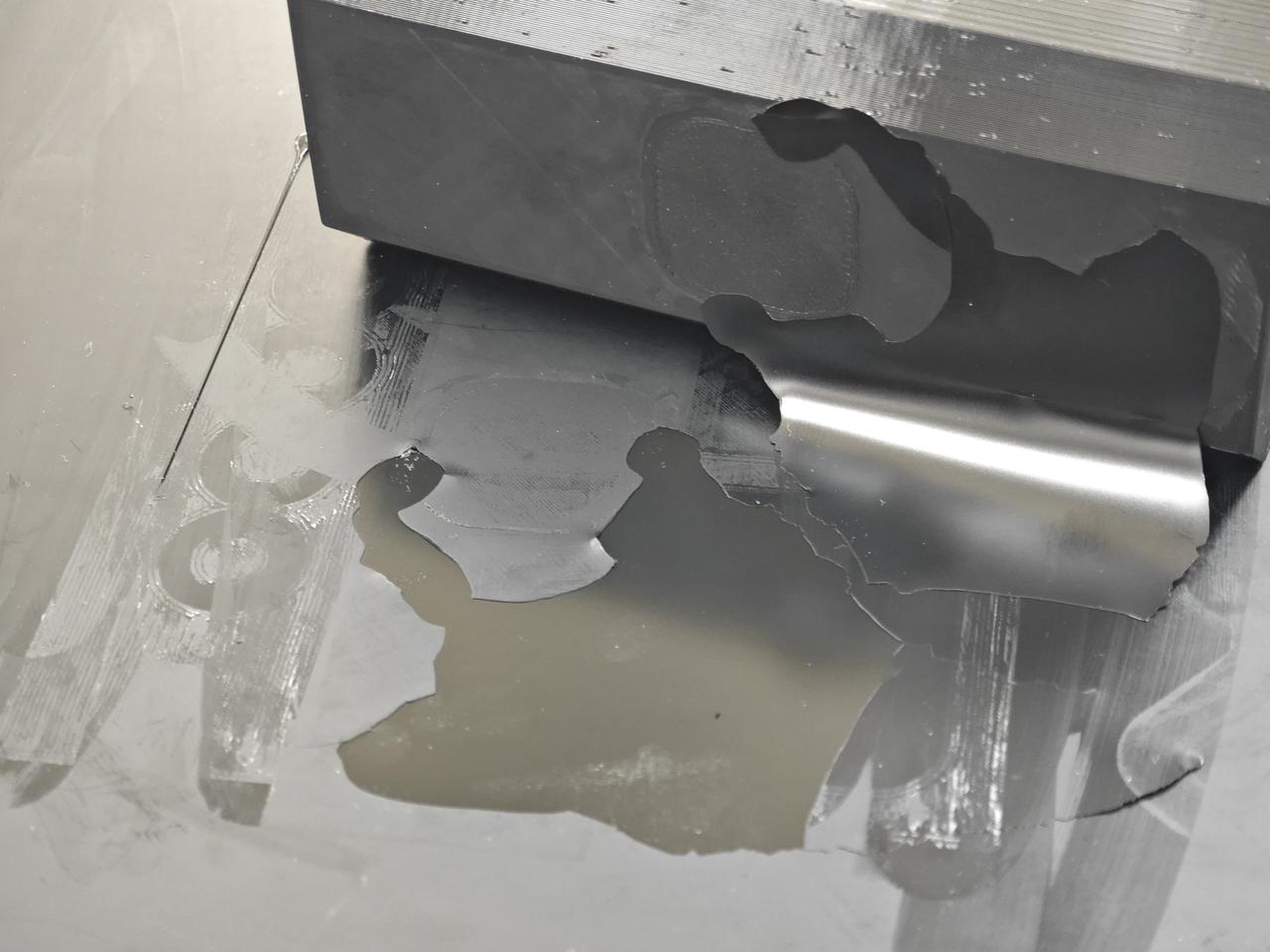
Szczegółowe instrukcje dotyczące nakładania kleju można znaleźć w tym artykule: Jak nakładać klej na płytę roboczą
Upewnij się, że płyta robocza jest pokryta klejem przed drukowaniem. Jeśli niestety zapomnisz nałożyć klej, użyj alkoholu, aby namoczyć obszar, w którym model jest przymocowany do stołu roboczego, i delikatnie go usuń.
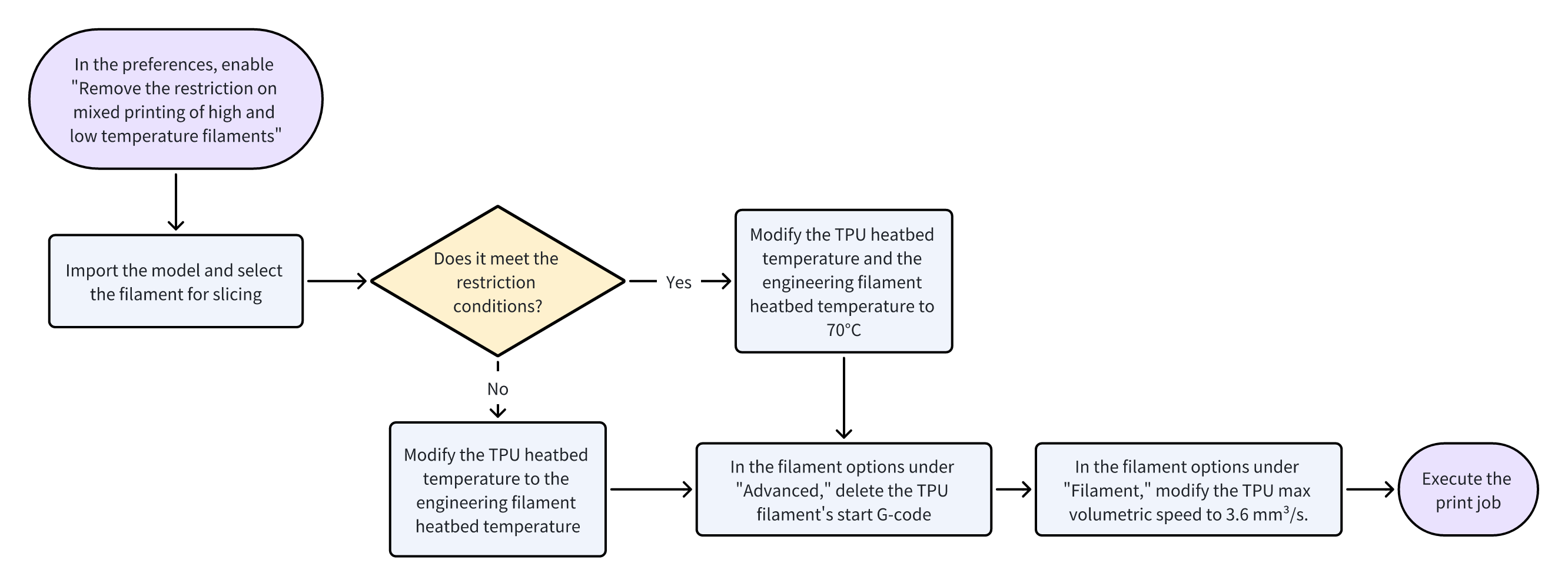
¶ Przykład i kroki ustawień krojenia
Proces konfiguracji:
Plik 3MF, który został już skonfigurowany:
Low chamber temperature TPU 95A HF PAHT-CF.3mf
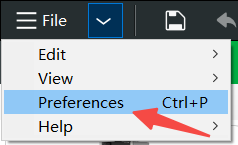
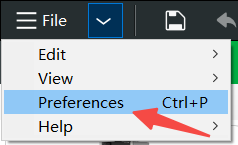
W Bambu Studio przejdź do preferencji w lewym górnym rogu
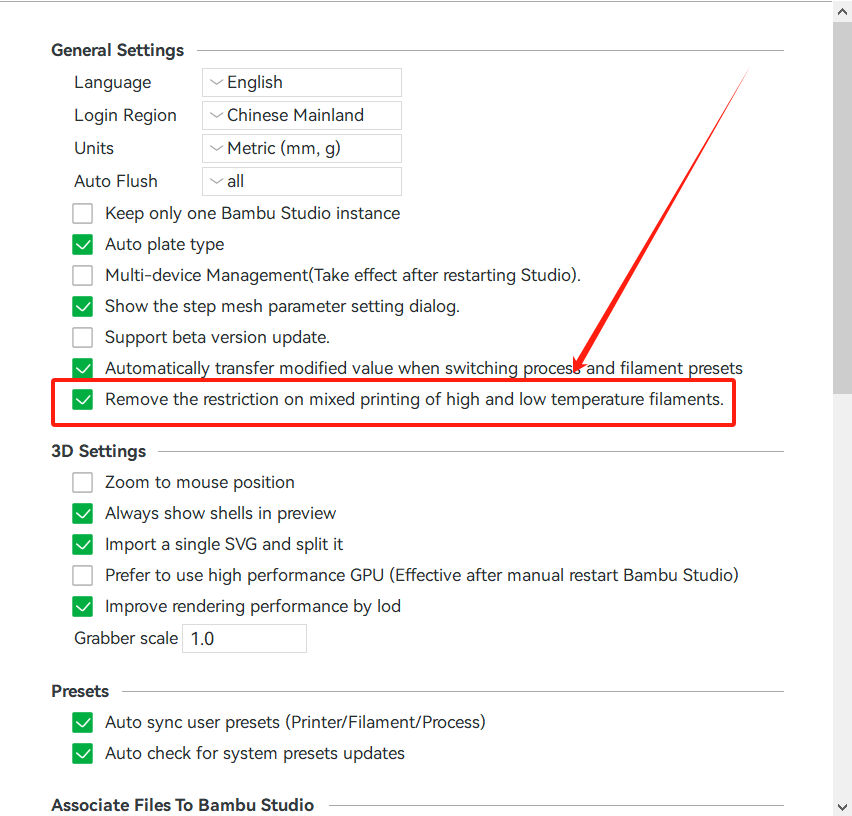
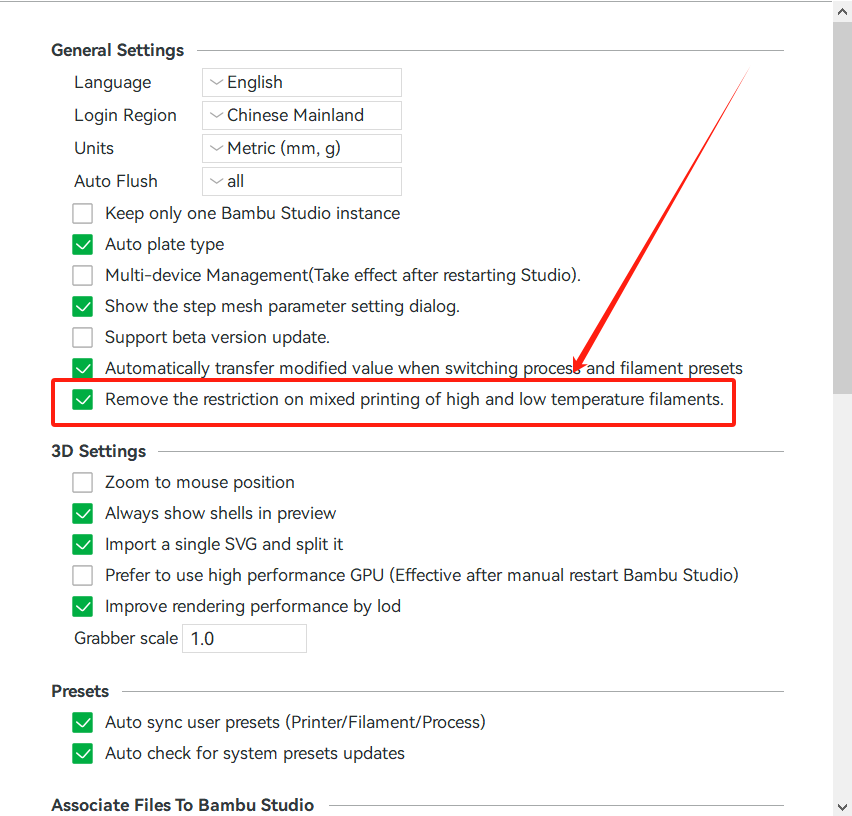
W preferencjach zaznacz opcję pokazaną na obrazku.
Uwaga! Przed zaznaczeniem tej opcji upewnij się, że jesteś świadomy ryzyka związanego z drukowaniem wielomateriałowym w wysokiej i niskiej temperaturze i uważnie przeczytałeś ten dokument.
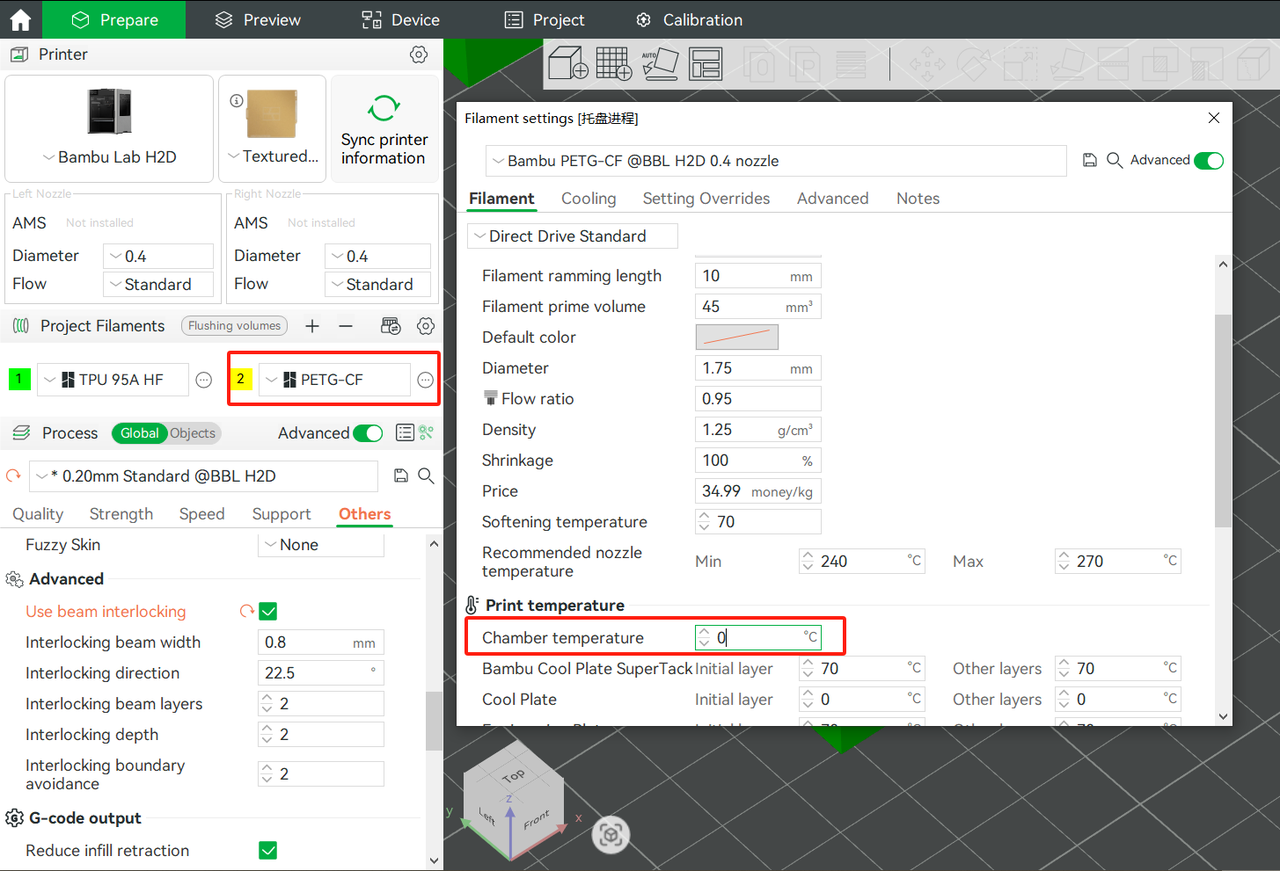
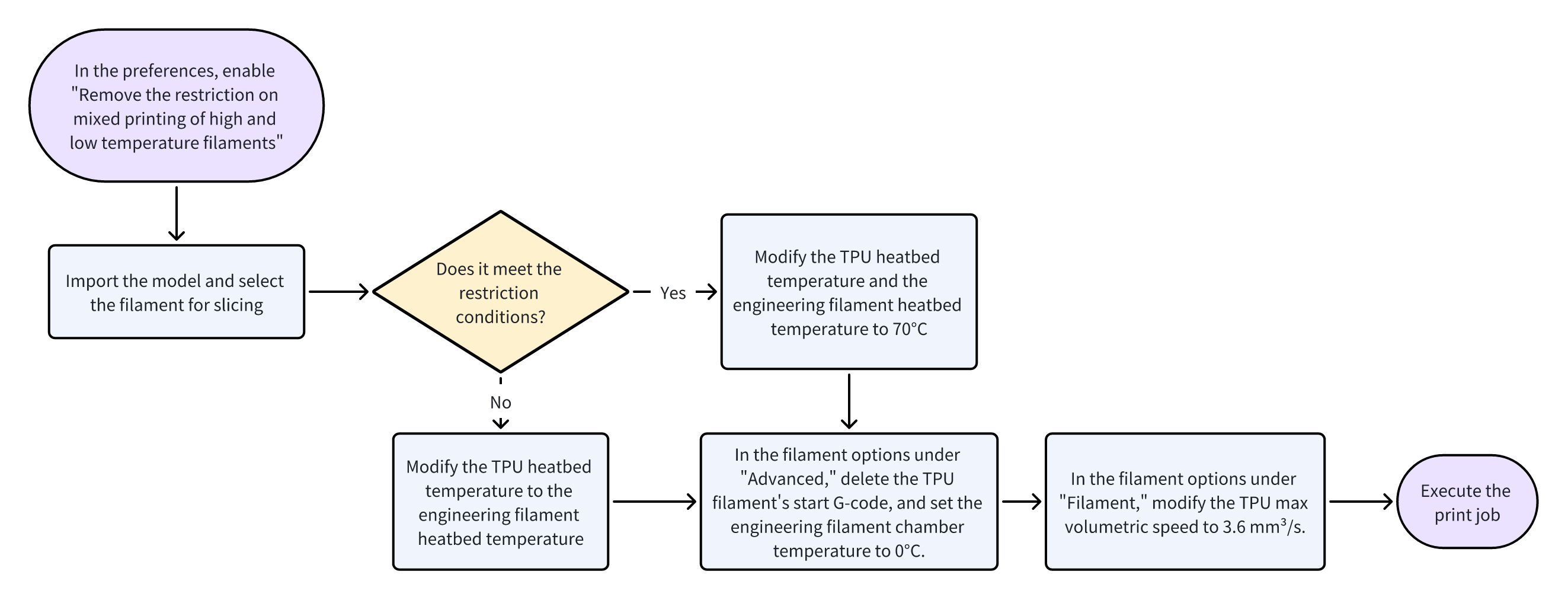
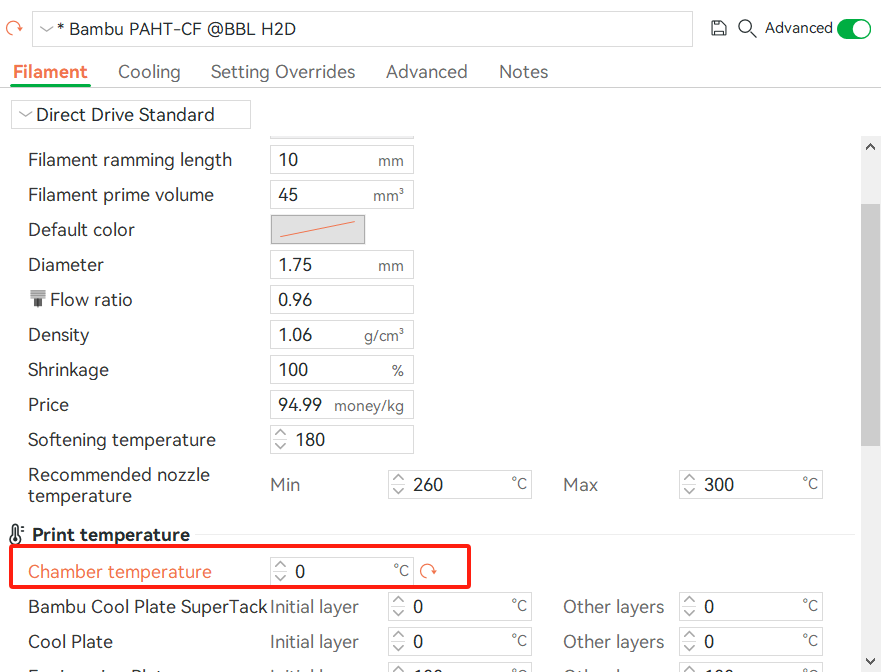
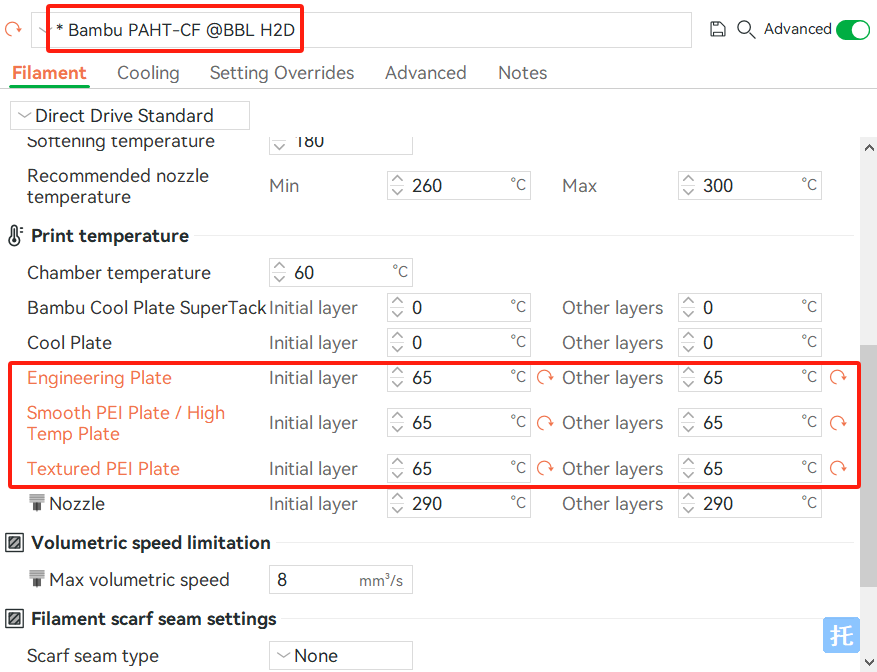
Dostosuj ustawienia filamentu inżynieryjnego. Na przykład w przypadku PAHT-CF najpierw ustaw temperaturę komory na 0°C.
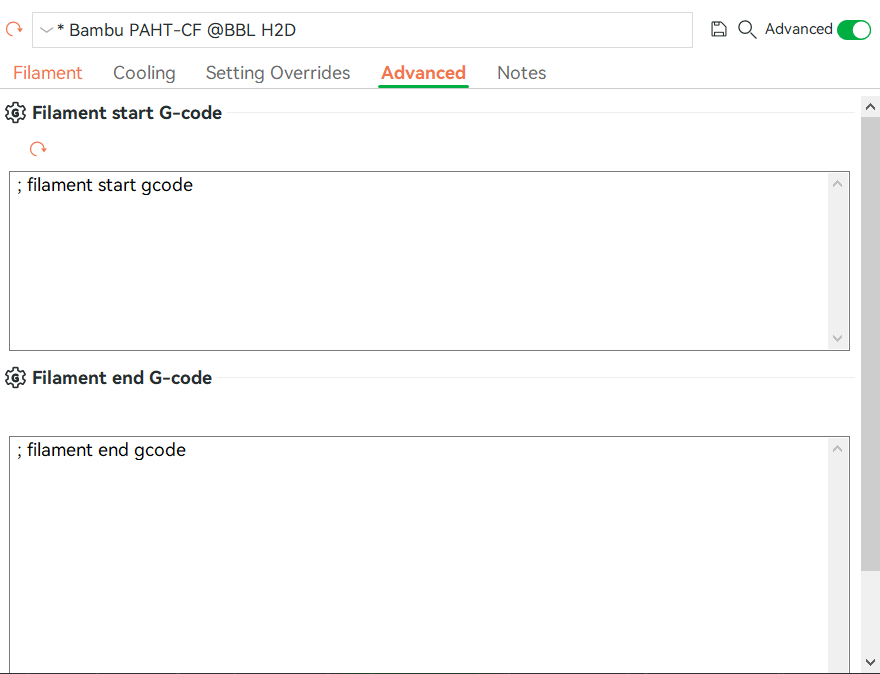
Zmień kod startowy filamentu w ustawieniach zaawansowanych i usuń "M145 P1; set airduct mode to heating mode". Poniższy obraz pokazuje stan po usunięciu:
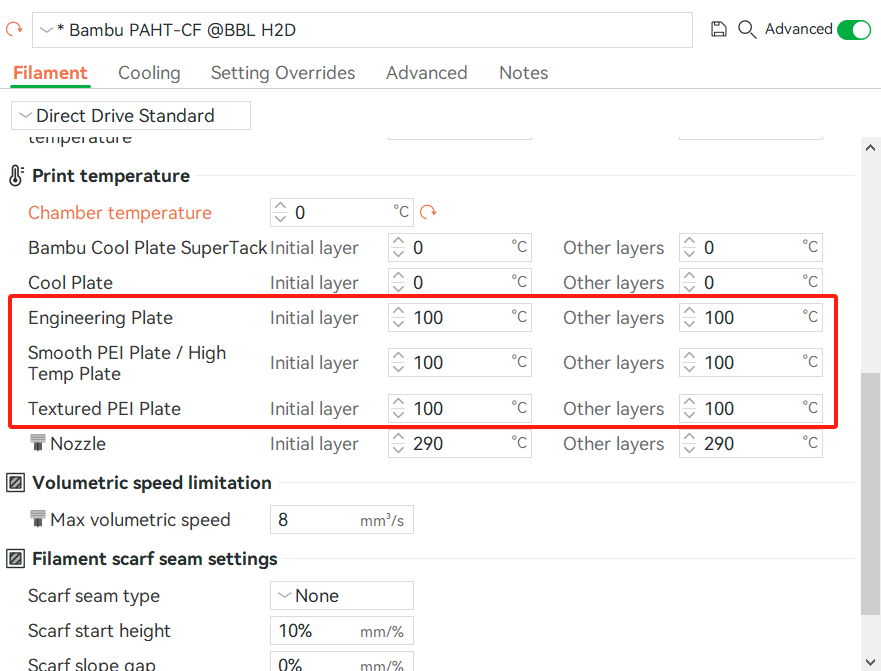
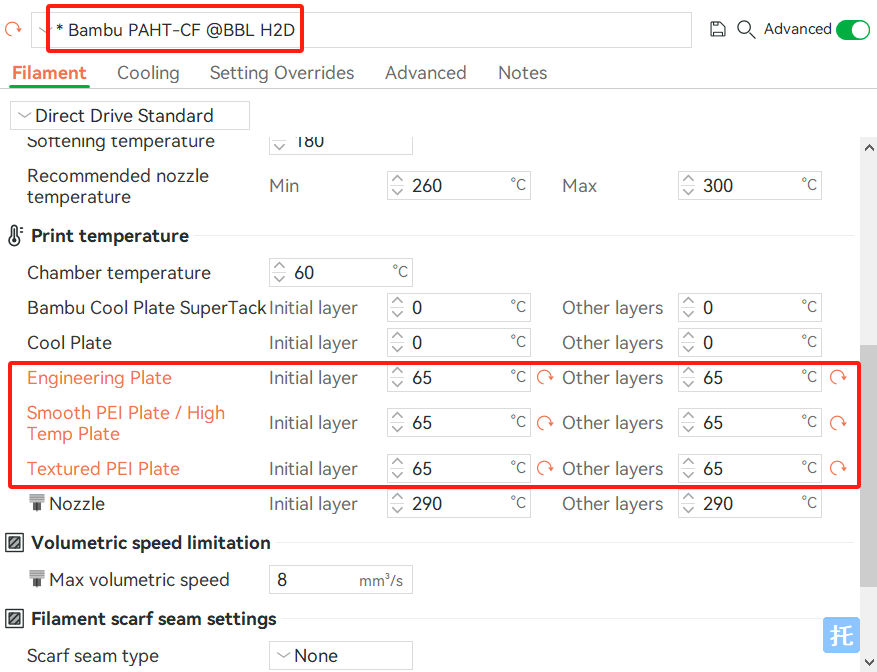
Zapisz temperaturę płyty roboczej użytą dla filamentu inżynieryjnego, np. 100°C dla PAHT-CF.
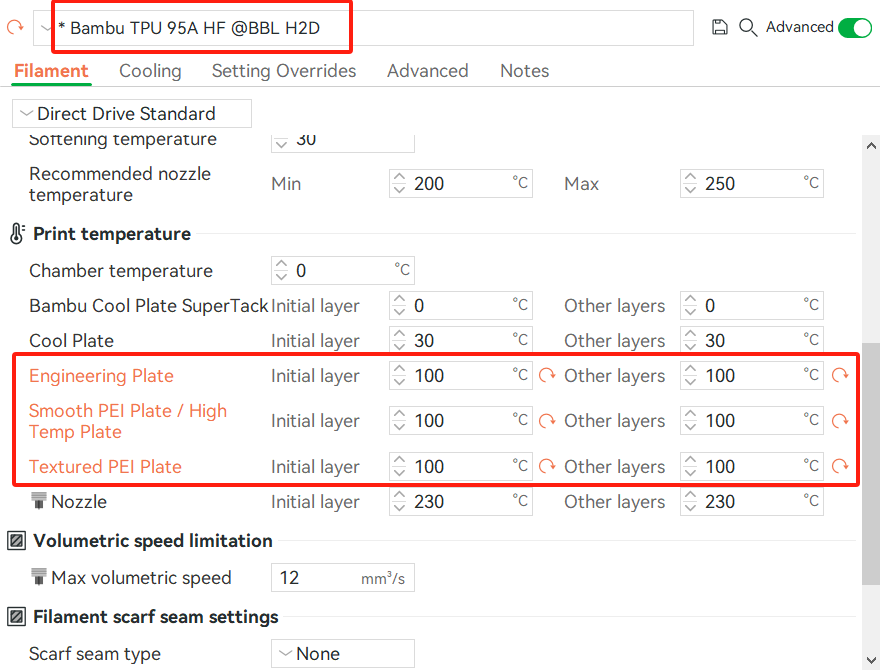
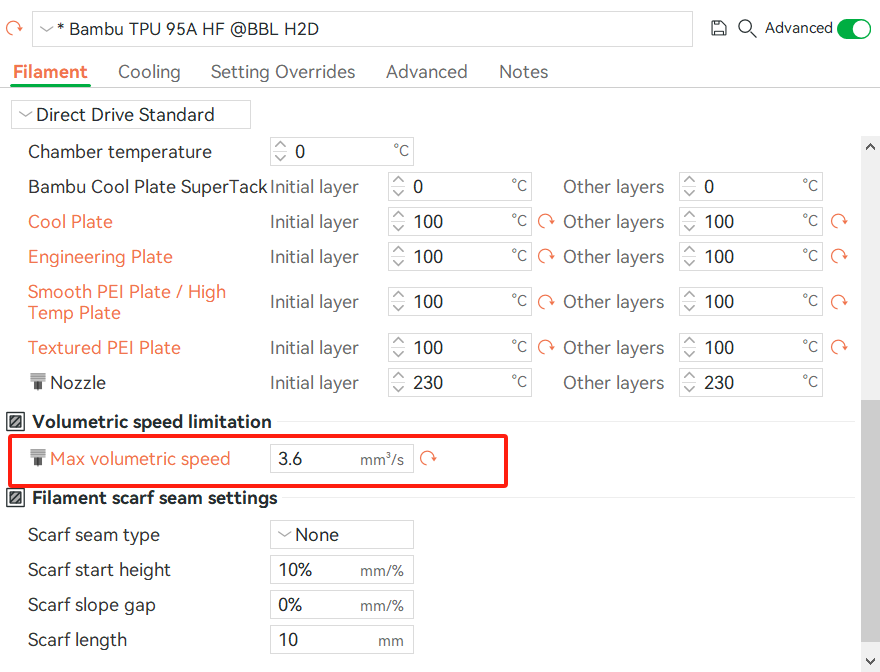
W ustawieniach filamentu TPU zmień temperaturę płyty roboczej na temperaturę wymaganą dla filamentu inżynieryjnego
Uwaga: Jeśli Twój model spełnia Ograniczenie (tj. pierwsza warstwa jest w całości wykonana z TPU lub TPU służy jako główna struktura nośna modelu), nie modyfikuj temperatury stołu grzewczego TPU. Zamiast tego ustaw temperaturę stołu grzewczego filamentu inżynieryjnego na nie więcej niż 70°C.
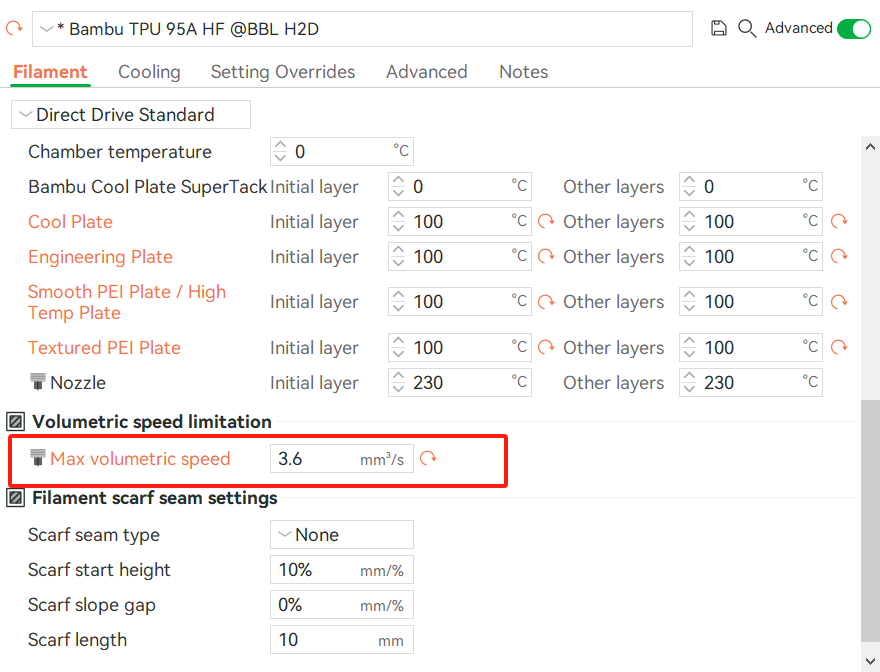
Ustaw maksymalną prędkość objętościową TPU 95A HF na 3,6 mm³/s.
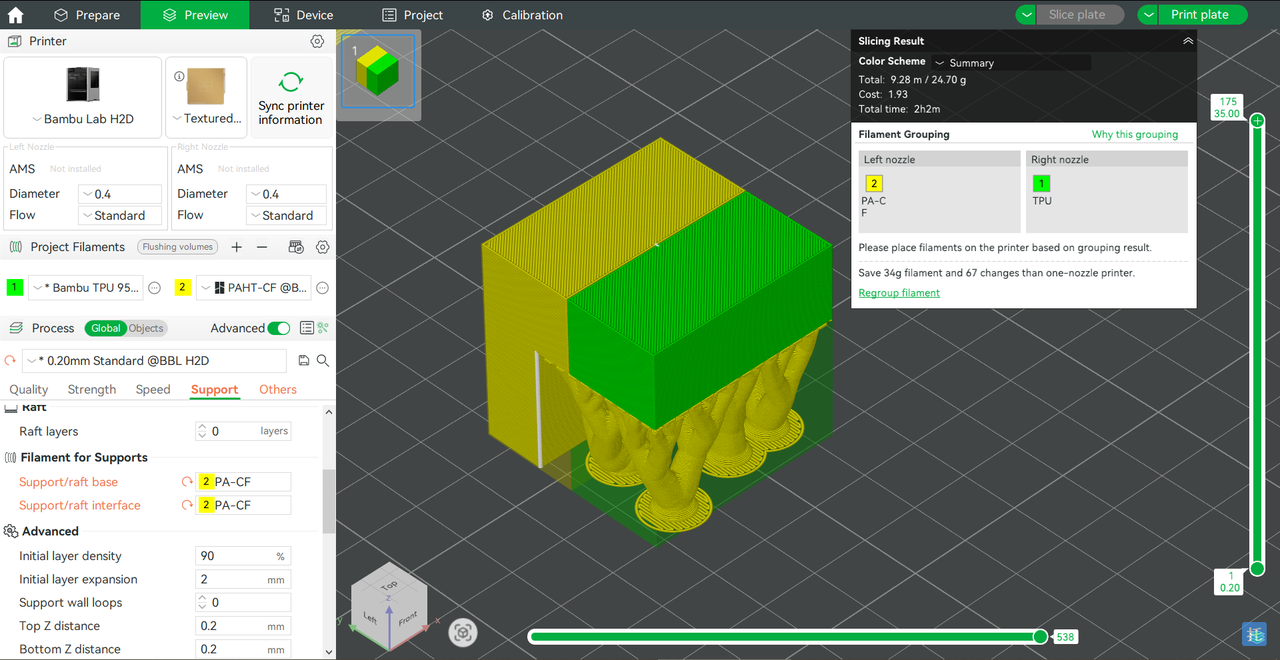
Na koniec pokrój model i rozpocznij drukowanie
¶ Przygotowanie drukarki i slicera do drukowania w wysokiej temperaturze komory
¶ Przygotowanie drukarki
Płyta robocza High Temperature Plate może utworzyć bardzo mocne połączenie z TPU. Przed drukowaniem należy nałożyć klej na płytę roboczą, aby ją zabezpieczyć. Jeśli klej nie zostanie nałożony, mogą wystąpić uszkodzenia takie jak te pokazane na poniższym obrazku.
Szczegółowe instrukcje dotyczące nakładania kleju można znaleźć w tym artykule: Jak nakładać klej na płytę roboczą
Upewnij się, że płyta robocza jest pokryta klejem przed drukowaniem. Jeśli niestety zapomnisz nałożyć klej, użyj alkoholu, aby namoczyć obszar, w którym model jest przymocowany do stołu roboczego, i delikatnie go usuń.
¶ Przykład i kroki ustawień cięcia
Plik 3MF, który został już skonfigurowany:
High chamber temperature TPU 95A HF PAHT-CF.3mf
W Bambu Studio przejdź do preferencji w lewym górnym rogu
W preferencjach zaznacz opcję pokazaną na obrazku.
Uwaga! Przed zaznaczeniem tej opcji upewnij się, że jesteś świadomy ryzyka związanego z drukowaniem wielomateriałowym w wysokiej i niskiej temperaturze i uważnie przeczytałeś ten dokument.
W ustawieniach filamentu TPU 95A HF zmień temperaturę płyty roboczej na temperaturę wymaganą dla filamentu inżynieryjnego
Uwaga: Jeśli Twój model spełnia Ograniczenie (tj. pierwsza warstwa jest w całości wykonana z TPU lub TPU służy jako główna struktura nośna modelu), nie zmieniaj temperatury stołu grzewczego TPU. Zamiast tego ustaw temperaturę stołu grzewczego filamentu inżynieryjnego na nie więcej niż 70°C.
Usuń następujące informacje:
Informacje o filamentach TPU -> Zaawansowane -> W kodzie G startowym filamentu usuń następujące dwa wiersze.
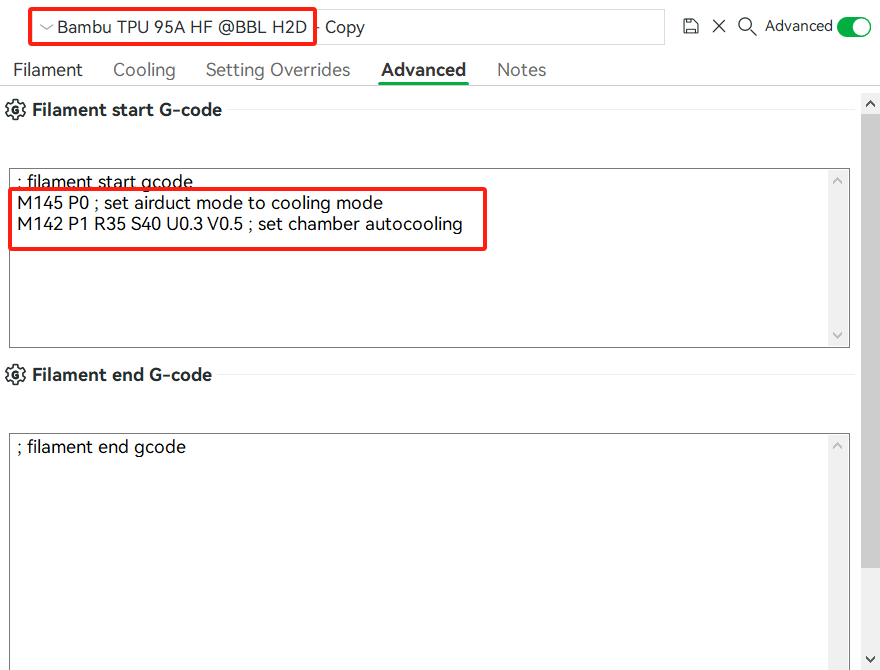
Ustaw maksymalną prędkość objętościową TPU 95A HF na 3,6 mm³/s.
Na koniec należy pokroić model i rozpocząć drukowanie
Polskie tłumaczenie Bambu Lab wiki jest dostarczane przez get3D.pl za wiedzą i zgodą Bambu Lab i jest oparte na oryginalnej stronie Bambu Lab Wiki. Dokładamy wszelkich starań aby zapewnić aktualność zawartych tutaj informacji, jeśli jednak będziesz miał jakiekolwiek wątpliwości, sprawdź oryginalną stronę.